Radan余料功能的使用
- 格式:pdf
- 大小:486.47 KB
- 文档页数:2
Radan的套料功能在radan三维设计模块下设计好零件的三维模型后,如图所示,接下来我们对零件进行套料功能。
首先,我们在三维模块下找到这个图标,单击后会弹出一个对话框,如图所示。
单击增加命令,整个对话框会变成灰色,此时再单击一下零件,此时对话框中会有相应的数据产生,可以根据需要修改数据和指令,点击确定进入零件模块。
得到如图所示的平面图。
此时也可以对这个平面图进行添加和删除一些特征,左侧的命令可供选择。
接下来需要检查图形是否是封闭的,找到页面上这个图标。
单击后注意页面下边的提示,如果是封闭的,进行下一步。
若不是,需要找到这个命令边上的图形工具。
单击后进行图形修复,单击确定后图形即是封闭的,如图所示。
在这里可以进行尺寸的标注。
点击模块下的切割(配刀)命令或者是菜单中的自动配刀命令,弹出一个对话框,如图所示,进行相关值得设置。
(本例子中用的机床为激光机床,也可以换成转塔数控冲床,在配置命令中选择机床并进行刀具的设置。
)如果之前没有选择材料,单击更改材料,选择材料。
对于大部分零件来说需要微链接,点击微链接,进行角度微链接和中间微链接的设置。
最后点击报告命令,检查是否有问题。
没有问题后点击确定,最后保存。
接下来点击套料模块,会弹出套料任务编辑器对话框,如果有其他零件在列表中,删除后点击添加零件到列表,打开刚刚保存的零件,此时会看到如图所示的图形,添加需求的零件数量,也可以添加额外数量,点击确定。
然后可以进行输出选项、套料选项、板材、间隙和余料等的设置。
单击运行套料,会跳出对话框,没有问题就点击OK,一直到跳出如图所示的对话框。
从这个对话框中我们可以知道,机床名称、材质、厚度、材料利用率和零件个数等相关数据。
点击“全部都是”命令,会看到“radan提示”,点击确定。
点击切割,会弹出自动配刀对话框,进行相关参数的设定。
此时的自动配刀命令与之前的自动配刀不同。
之前的事针对单个零件而言,此时是多个零件,点击确定。
拉曼光谱仪使用方法拉曼光谱仪是一种用于分析样品的仪器,通过测量样品散射的光谱来获取样品的结构和成分信息。
本文将介绍拉曼光谱仪的使用方法,帮助用户正确、高效地操作该仪器。
1.准备工作。
在使用拉曼光谱仪之前,首先需要进行准备工作。
确保仪器处于正常工作状态,检查激光器、光谱仪和样品舱是否正常。
同时,检查光谱仪的校准是否准确,保证测量结果的准确性。
另外,还需要准备好待测样品,并确保样品表面干净、平整,以避免测量误差。
2.样品放置。
将待测样品放置在样品舱中,并调整样品的位置,使其与激光光束垂直,以获得最佳的测量效果。
在放置样品时,要小心避免样品受到损坏或污染,确保测量结果的准确性。
3.参数设置。
在进行拉曼光谱测量之前,需要根据样品的特性和测量要求设置合适的参数。
包括激光功率、积分时间、光谱范围等参数的设置,不同的样品可能需要不同的参数设置,根据实际情况进行调整。
4.测量操作。
进行拉曼光谱测量时,需要按照以下步骤进行操作:a.启动仪器,确保激光器和光谱仪处于正常工作状态;b.选择合适的激光功率和积分时间,进行参数设置;c.调整样品位置,使其与激光光束垂直;d.开始测量,记录光谱数据;e.根据需要进行多次测量,以确保测量结果的稳定性和准确性。
5.数据分析。
测量完成后,需要对得到的光谱数据进行分析。
可以利用专业的数据处理软件对光谱数据进行处理和分析,提取样品的结构和成分信息。
同时,还可以对不同样品进行比对分析,寻找样品之间的差异和联系。
6.结果解读。
最后,根据数据分析的结果,对样品的结构和成分信息进行解读。
可以结合实验目的和背景知识,对测量结果进行解释和分析,得出相应的结论。
通过以上步骤,我们可以正确、高效地使用拉曼光谱仪进行样品分析。
在操作过程中,需要注意保持仪器的稳定性和准确性,同时对测量结果进行科学合理的分析和解读,以获得准确可靠的实验数据。
希望本文能够帮助用户更好地掌握拉曼光谱仪的使用方法,提高实验效率和数据质量。

RADAN5软件用户手册美国地球物理测量系统公司美国劳雷工业公司翻译2004年9月第二章显示、编辑、打印雷达数据 ........................ 错误!未定义书签。
概述General Overview ............................. 错误!未定义书签。
推荐数据处理顺序Recommended Data Processing Sequence错误!未定义书签。
编辑文件头Editing the File Header ................. 错误!未定义书签。
数据显示选项Data Display Options .................. 错误!未定义书签。
显示参数设置Display Parameters Setup .............. 错误!未定义书签。
线扫描显示参数Linescan Display Parameters ... 错误!未定义书签。
波形显示参数Wiggle Display Parameters ....... 错误!未定义书签。
示波器显示参数O-Scope Display Parameters .... 错误!未定义书签。
其它显示选项Other Display Options ........... 错误!未定义书签。
交互显示 Interactive Display ...................... 错误!未定义书签。
编辑数据Editing the Data ......................... 错误!未定义书签。
显示数据Viewing the Data .................... 错误!未定义书签。
去除不必要的信息Removing Unnecessary Information错误!未定义书签。
保存为单独文件 Saving the Selection in a Separate File错误!未定义书签。
6.3G智能雷达物位计产品说明书金湖通科仪表有限公司目录一、智能雷达物位计测量原理 (3)产品简介 (4)安装指南 (5)仪表尺寸 (9)测量条件 (11)编程调试 (11)技术参数 (13)产品选型 (14)二、导波雷达物位计测量原理 (17)产品简介 (19)安装指南 (20)调试 (23)仪表尺寸 (24)技术参数 (24)产品选型 (25)三、物位计选型参数表 (26)脉冲型雷达物位计一、测量原理发射能量很低的极短的微波脉冲通过天线系统发射并接收。
雷达波以光速运行。
运行时间可以通过电子部件被转换成物位信号。
一种特殊的时间延伸方法可以确保极短时间内稳定和精确的测量。
即使工况比较复杂的情况下,存在虚假回波,用最新的微处理技术和调试软件也可以准确的分析出物位的回波。
天线接收反射的微波脉冲并将其传输给电子线路,微处理器对此信号进行处理,识别出微脉冲在物料表面所产生的回波。
正确的回波信号识别由脉冲软件完成,精度可达到毫米级。
距离物料表面的距离D与脉冲的时间行程T成正比:D=C×T/2其中C为光速因空罐的距离E已知,则物位L为:L=E-D通过输入空罐高度E(=零点),满罐高度F(=满量程)及一些应用参数来设定,应用参数将自动使仪表适应测量环境。
对应于4-20mA输出。
应用介质:● 6.3G智能系列雷达物位计适用于对液体、浆料及颗粒料的物位进行非接触式连续测量,适用于温度、压力变化大;有惰性气体及挥发存在的场合。
●采用微波脉冲的测量方法,并可在工业频率波段范围内正常工作。
波束能量较低,可安装于各种金属、非金属容器或管道内,对人体及环境均无伤害。
二、产品简介三、安装指南安装说明●推荐距离(1):罐壁至安装短管的外壁。
●离罐壁为罐直径1/4处,最小距离为测量范围的1/8。
例如:8m液位储罐,离罐壁的最小安装距离应为1m。
●不能安装在入料口的上方(4)。
●不能安装在中心位置(3),如果安装在中央,会产生多重虚假回波,干扰回波会导致真实信号丢失。
美国GSSI公司RADAN7地质雷达处理软件说明书劳雷公司邓新生2013年1月1日Radan 7 guide for data processingRadan 7数据处理指南1.设置数据路径。
菜单Home->window->properties对话框properties->global parameters ->File parameters->Source Directory2.数据文件加载与显示。
选择菜单->open或者快捷方式Ctrl+O,打开文件。
菜单Home->Color tables, color Xforms,设置颜色表格和颜色对比对。
3.数据编辑。
菜单processing->adjust scans->edit block设置start scan和end scan,选择block operation选项save保存,delete删除。
4.文件反向。
菜单G->Save as->radan file reversed.删除dzx数据库文件,并重新打开翻转后的dzt数据文件。
5.距离归一化。
6.添加里程信息。
Home状态下,选择tables。
Tables->profiles->start Dist(m),输入起始里程。
Tables->profiles->Dist decrem,选择此项,桩号从大到小。
7.水平刻度调整。
Processing->adjust scans->horizontal Scaling。
8.地面调整。
9.地面时间调整。
10.设置介电常数11.调整增益。
Processing->Gain->range gain。
Range gain->gain type选择automatic. # of points设置为5.Range gain->gain type选择Exponential. 手动设置增益值.12.水平信号增强。

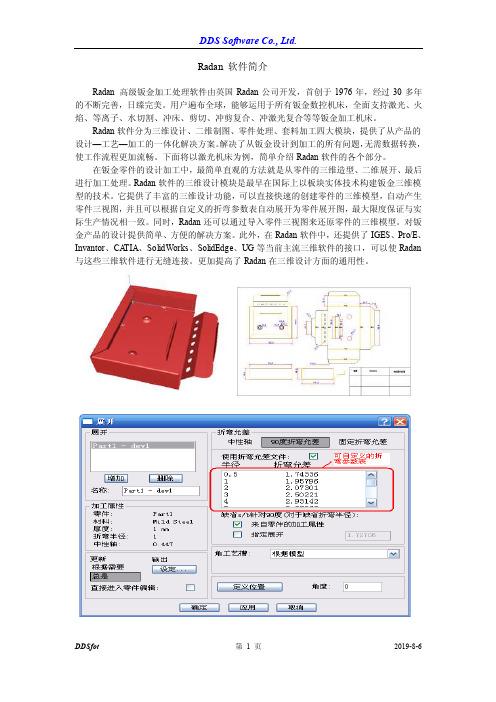
Radan 软件简介Radan 高级钣金加工处理软件由英国Radan公司开发,首创于1976年,经过30多年的不断完善,日臻完美。
用户遍布全球,能够运用于所有钣金数控机床,全面支持激光、火焰、等离子、水切割、冲床、剪切、冲剪复合、冲激光复合等等钣金加工机床。
Radan软件以其强大的功能,为钣金制造提供了从设计——工艺——加工的一体化解决方案,解决了在钣金制造过程中的所有问题,无需数据转换,使工作流程更加流畅。
在钣金零件的设计加工中,最简单直观的方法就是从零件的三维造型、二维展开、最后进行加工处理。
Radan软件提供了简单、快捷的钣金零件三维模型设计模块,使您能够方便自如的完成零件三维模型的设计。
Radan软件的三维设计模块是最早在国际上以板块实体技术构建钣金三维模型的技术。
它提供了丰富的三维设计功能,可以直接快速的创建零件的三维模型,自动产生零件三视图,并且可以根据自定义的折弯参数表自动展开为零件展开图,最大限度保证与实际生产情况相一致。
同时,Radan还可以通过导入零件三视图来还原零件的三维模型。
对钣金产品的设计提供简单、方便的解决方案。
此外,在Radan软件中,还提供了IGES、Pro/E、Invantor、CA TIA、SolidWorks、SolidEdge、UG等当前主流三维软件的接口,可以使Radan与这些三维软件进行无缝连接。
更加提高了Radan在三维设计方面的通用性。
在Radan软件的二维模块中,相对于AutoCAD等常用的制图软件,Radan软件不仅提供了基本的画图工具,如各种点、线、弧的画法,块操作、图形显示、文字、图层等,还包含了丰富的常用形状选择,如带角矩形、三角形、梯形、多边形、D形、锁孔等。
极大的提高了制图效率。
同样,Radan也提供了与其它CAD软件的通用接口,可以很方便的批量导入、导出DWG,DXF,IGES等格式的图形文件。
Radan还提供先进的图形检查及修正功能,可以对AutoCAD等软件产生的图形进行检查和修正。

关键字:Radtube 管材切割套料激光切管南京东岱软件Radtube 2016 套料功能Radtube作为型材切割编程的CAM软件,已经完美的解决了在各种形状的型材上,切割出更复杂的形状。
它的高效编程,也获得了很多用户的青睐。
在Radtube 2016里也有更多的改进,我们先来看看它的套料功能吧。
嵌套这种适用于在单根材料上,进行手动来排料。
适合多品种、小批量编程安排。
①进入嵌套功能图 1②浏览到此次要加工的文件所在的文件夹,添加到列表中图 2图 3③选择其中作业清单中的一个文件,添加到作业里图 4同一个零件多按几次,可以添加多个。
(双击清单中的文件,也可以)④添加几个零件到作业里图 5当我们添加多个零件到作业里,软件会根据原来长度,自动计算剩余材料长度。
如果余料为付后,原料长度会变红显示,提示用户。
⑤修改原料长度,点击“创建”图 6⑥点击完成,得到排样图图7复数嵌套这种适用于在同一规格的型材上,进行多种类,多数量的零件进行自动排样。
①进入复数嵌套功能图8②分别添加要排样的文件,并设置需要的数量图9系统会自动识别,所需要型材的规格以及该零件的长度。
③修改原材料长度并尝试反转,软件会自动拼接有角度的端面,图10④点击确定,得到排样列表图11⑤选择“nest all”,输入名称,进行保存图12⑤排样完成后,软件会自动打开最后一张排样图图13此时在排样文件夹里也会得到,排样的几个文件:图14打开其中带角度端面的零件,我们也会发现他自动进行拼接:图15Radtube的排样功能就到这里,两种方式符合我们生产中不同的需求。
我们可以在实际生产中,灵活运用两种方式,已提高我们的生产效率。
在后面,我们会陆续向大家介绍我们的功能。
美国GSSI公司RADAN7地质雷达处理软件说明书劳雷公司邓新生2013年1月1日Radan 7 guide for data processingRadan 7数据处理指南1.设置数据路径。
菜单Home->window->properties对话框properties->global parameters ->File parameters->Source Directory2.数据文件加载与显示。
选择菜单->open或者快捷方式Ctrl+O,打开文件。
菜单Home->Color tables, color Xforms,设置颜色表格和颜色对比对。
3.数据编辑。
菜单processing->adjust scans->edit block设置start scan和end scan,选择block operation选项save保存,delete删除。
4.文件反向。
菜单G->Save as->radan file reversed.删除dzx数据库文件,并重新打开翻转后的dzt数据文件。
5.距离归一化。
6.添加里程信息。
Home状态下,选择tables。
Tables->profiles->start Dist(m),输入起始里程。
Tables->profiles->Dist decrem,选择此项,桩号从大到小。
7.水平刻度调整。
Processing->adjust scans->horizontal Scaling。
8.地面调整。
9.地面时间调整。
10.设置介电常数11.调整增益。
Processing->Gain->range gain。
Range gain->gain type选择automatic. # of points设置为5.Range gain->gain type选择Exponential. 手动设置增益值.12.水平信号增强。

Radan高级套料使用说明一、排样Radan软件提供了“套料任务编辑器”作为与套料引擎Nester的接口,使您能够自如的控制Nester来达到希望的套料效果。
Radan“套料任务编辑器”提供六组选项来控制排料任务。
◆零件——管理需要套料的零件◆套料选项——套料时的控制选项◆板材——套料时对板材的控制选项◆间隙——套料时对零件间及零件与板材间的间隙控制选项◆余料——管理套料时产生的余料◆自动化——套料任务的自动化处理零件——管理需要套料的零件“零件”选项利用套料任务清单来管理所有需要进行套料的零件。
它提供了五组按钮控制这个清单。
●增加零件——向清单中增加新的零件●编辑零件——对清单中的零件进行编辑●删除零件——从清单中删除零件●导入清单——向清单中导入清单表●打印清单——打印当前的清单此外,可以用下方的“打开…”和“保存…”按钮来打开以前的清单及保存当前的清单。
在Radan中对“增加零件”和“编辑零件”使用同样的窗口。
这个窗口分为四个部分。
1.零件来源:在这里指定零件的来源路径及形式。
2.零件参数:在这里指定零件的参数。
○1数量:零件需要加工的数量。
这是在套料时该零件必须完成的数量。
○2额外数量:零件的额外数量。
这是该零件在清单中的所有零件的必须数量都套料完成后,在板材的剩余空间上进行该零件的套料数量。
○3储藏槽号码:用于某些有储藏槽设备的机床进行设置。
○4镜像:允许零件在套料中进行镜像套料。
○5共边切割:允许零件在套料中进行共边套料。
○6材料名称、厚度:指定零件所用的材料及厚度。
点击“改变材料…”可以对零件的材料及厚度进行修改。
3.允许方向:指定零件在套料时的方向。
4.优先级:指定零件在套料时的优先级。
优先级数值1为最高,9为最低。
套料选项——套料时的控制选项“套料选项”用于设置套料时的控制参数。
它分为五个部分。
1.输出:用于设置套料文件的名称,套料序号及套料文件保存路径。
其中套料序号在有多种套料时自动更改增加。

地质雷达软件RADAN用户手册美国地球物理测量系统公司美国劳雷工业公司2010年10月RADAN处理软件安装安装采集软件RADAN66和RADAN5,并且激活采集软件输入软件序列号serial number输入处理软件产品ID代码:radan计算获取软件激活码Windows 7 系统安装radan 5安装radan程序,找到setup.exe鼠标右键要求以系统管理员身份运行;RADAN软件第一次运行要以系统管理员身份打开。
Windows 7 系统调整显示效果选择控制面板->所有控制面板项->显示->更改配色方案->windows经典->高级,对话框如下:选择颜色项目->桌面->颜色->设置红绿蓝资料整理1打测量,布置网格和测线,数据采集2数据拷贝与备份:从地质雷达主机把数据复制在个人电脑上,并利用2种以上存储介质对原始数据进行备份。
3野外记录整理:整理野外记录本(包括各种参数,利用数码相机或者扫描仪对原始纪录扫描拍照,并制作成PDF格式文件便于日后随时查看野外现场原始资料),工作照片,收集的各种第三方资料(设计图纸、设计厚度、第三方检测资料),现场钻孔资料(里程桩号、芯样实物和照片、长度)。
利用钻孔资料反算电磁波传播速度或者材料介电常数。
4数据编辑与初步整理RADAN5资料处理RADAN6资料解释7图片制作8探测报告编写I GSSI 地质雷达探测资料处理流程图数据备份,资料整理,资料处理,资料解释 3文件编辑---剪切 4剖面方向调整 5距离归一化 6添加起始里程桩号 7剖面水平拉伸、压缩 8调整地面时间零点 10时间深度转换2读入数据文件(*.dzt) 1打开RADAN 软件 11增益调整12叠加去噪13背景去除14一维垂直滤波15反褶积16偏移归位17希尔伯特变换静态校正 18高程修正频谱分析速度分析19剖面追加 21交互式解释II GSSI处理软件功能模块介绍基本工具打开数据文件,显示雷达数据剖面。
钣金加工编程套料软件Radan的套料方案
Radan是一款专业的钣金设计加工软件。
多年来,RADAN始终不断完善、日新月异,其最新版本2020版本,更是融入了丰富而专业的钣金经验,并力求为用户提供从设计、加工到管理的更全面解决方案.
Radan可以直接导入第三方三维设计软件的零件格式(SolidWorks、CATIA、Inventor等)或一些中转格式文件(sat、step、x_t),自动展开并套料。
Radan也可批量导入二维格式文件(DXF/DWG/IGS)套料,同时Radan还支持通过CSV表单形式导入零件进行套料。
Radan可以批量分析零件的材质、厚度,自动进行区分。
并在板材、余料上生成高利用率和可进行加工的排料方案,为企业提供切实的材料节省和改进的机床效率
Radan 专业的钣金套料编程软件,为客户有效的提高了编程效率。
美国GSSI公司RADAN7地质雷达处理软件说明书劳雷公司邓新生2013年1月1日Radan 7 guide for data processingRadan 7数据处理指南1.设置数据路径。
菜单Home->window->properties对话框properties->global parameters ->File parameters->Source Directory2.数据文件加载与显示。
选择菜单->open或者快捷方式Ctrl+O,打开文件。
菜单Home->Color tables, color Xforms,设置颜色表格和颜色对比对。
3.数据编辑。
菜单processing->adjust scans->edit block设置start scan和end scan,选择block operation选项save保存,delete删除。
4.文件反向。
菜单G->Save as->radan file reversed.删除dzx数据库文件,并重新打开翻转后的dzt数据文件。
5.距离归一化。
6.添加里程信息。
Home状态下,选择tables。
Tables->profiles->start Dist(m),输入起始里程。
Tables->profiles->Dist decrem,选择此项,桩号从大到小。
7.水平刻度调整。
Processing->adjust scans->horizontal Scaling。
8.地面调整。
9.地面时间调整。
10.设置介电常数11.调整增益。
Processing->Gain->range gain。
Range gain->gain type选择automatic. # of points设置为5.Range gain->gain type选择Exponential. 手动设置增益值.12.水平信号增强。
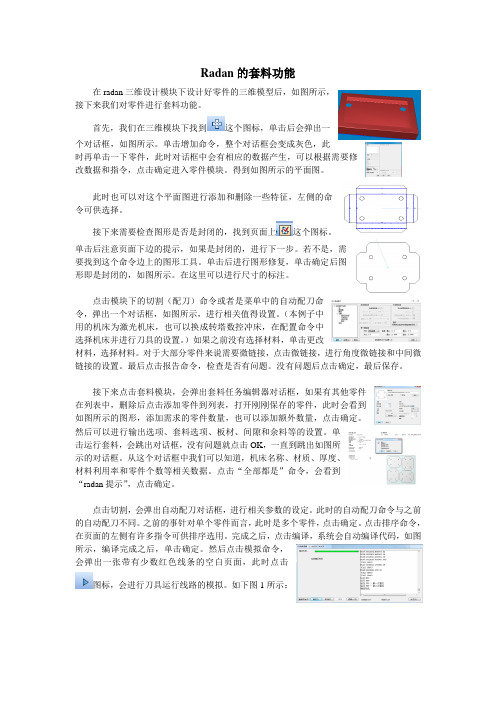
Radan的套料功能在radan三维设计模块下设计好零件的三维模型后,如图所示,接下来我们对零件进行套料功能。
首先,我们在三维模块下找到这个图标,单击后会弹出一个对话框,如图所示。
单击增加命令,整个对话框会变成灰色,此时再单击一下零件,此时对话框中会有相应的数据产生,可以根据需要修改数据和指令,点击确定进入零件模块。
得到如图所示的平面图。
此时也可以对这个平面图进行添加和删除一些特征,左侧的命令可供选择。
接下来需要检查图形是否是封闭的,找到页面上这个图标。
单击后注意页面下边的提示,如果是封闭的,进行下一步。
若不是,需要找到这个命令边上的图形工具。
单击后进行图形修复,单击确定后图形即是封闭的,如图所示。
在这里可以进行尺寸的标注。
点击模块下的切割(配刀)命令或者是菜单中的自动配刀命令,弹出一个对话框,如图所示,进行相关值得设置。
(本例子中用的机床为激光机床,也可以换成转塔数控冲床,在配置命令中选择机床并进行刀具的设置。
)如果之前没有选择材料,单击更改材料,选择材料。
对于大部分零件来说需要微链接,点击微链接,进行角度微链接和中间微链接的设置。
最后点击报告命令,检查是否有问题。
没有问题后点击确定,最后保存。
接下来点击套料模块,会弹出套料任务编辑器对话框,如果有其他零件在列表中,删除后点击添加零件到列表,打开刚刚保存的零件,此时会看到如图所示的图形,添加需求的零件数量,也可以添加额外数量,点击确定。
然后可以进行输出选项、套料选项、板材、间隙和余料等的设置。
单击运行套料,会跳出对话框,没有问题就点击OK,一直到跳出如图所示的对话框。
从这个对话框中我们可以知道,机床名称、材质、厚度、材料利用率和零件个数等相关数据。
点击“全部都是”命令,会看到“radan提示”,点击确定。
点击切割,会弹出自动配刀对话框,进行相关参数的设定。
此时的自动配刀命令与之前的自动配刀不同。
之前的事针对单个零件而言,此时是多个零件,点击确定。
Radan 软件简介Radan 高级钣金加工处理软件由英国Radan公司开发,首创于1976年,经过30多年的不断完善,日臻完美。
用户遍布全球,能够运用于所有钣金数控机床,全面支持激光、火焰、等离子、水切割、冲床、剪切、冲剪复合、冲激光复合等等钣金加工机床。
Radan软件分为三维设计、二维制图、零件处理、套料加工四大模块,提供了从产品的设计—工艺—加工的一体化解决方案。
解决了从钣金设计到加工的所有问题,无需数据转换,使工作流程更加流畅。
下面将以激光机床为例,简单介绍Radan软件的各个部分。
在钣金零件的设计加工中,最简单直观的方法就是从零件的三维造型、二维展开、最后进行加工处理。
Radan软件的三维设计模块是最早在国际上以板块实体技术构建钣金三维模型的技术。
它提供了丰富的三维设计功能,可以直接快速的创建零件的三维模型,自动产生零件三视图,并且可以根据自定义的折弯参数表自动展开为零件展开图,最大限度保证与实际生产情况相一致。
同时,Radan还可以通过导入零件三视图来还原零件的三维模型。
对钣金产品的设计提供简单、方便的解决方案。
此外,在Radan软件中,还提供了IGES、Pro/E、Invantor、CA TIA、SolidWorks、SolidEdge、UG等当前主流三维软件的接口,可以使Radan 与这些三维软件进行无缝连接。
更加提高了Radan在三维设计方面的通用性。
在Radan软件的二维制图中,也提供了与其它CAD软件的通用接口,可以很方便的导入、导出DWG,DXF,IGES等格式的图形文件。
相对于AutoCAD等常用的制图软件,Radan 软件不仅提供了基本的画图工具,如各种点、线、弧的画法,块操作、图形显示、文字、图层等,还包含了丰富的常用形状选择,如带角矩形、三角形、梯形、多边形、D形、锁孔等。
极大的提高了制图效率。
同时,Radan还提供先进的图形检查及修正功能,可以对AutoCAD 等软件产生的图形进行检查和修正。

Radimport软件使用简介摘要:Radimport是Radan钣金软件的强力辅助,它的作用主要是将处于同一层的不同零件的Cad图纸,拆分成Cad支持的Dxf格式和Radan支持的Sym 格式的独立零件,同时创建排样表格Csv文件和项目排样的Rpd文件。
以上文件支持更该存放路径。
关键字:Radimport Radan 拆分Radimport的使用介绍Radimpot软件可以集成在Radan软件下,由Radan软件的硬件加密模块控制。
安装简单。
如图1所示。
图1Cad单个零件要求封闭,如果不是封闭的,radimport软件在对于零件部分线条出现重合、断点等问题在处理时会提出报错,并以红色等醒目字体提示。
当然,软件对于零件格式也有要求,需要在零件上添加要求的信息,信息要求在零件内部,可以进行缩放,与零件内部线条无连接、重合。
信息的格式和内容为图2所示。
其中,NAME是零件的名字。
MAT 是零件的材质。
THIC是零件的厚度。
QUANT是零件的数量。
QUANTE是零件的额外数量,额外数量是在套料之后板材若有空余,则在空余的地方添加该零件,数量是不超过该值且倾向于填满板,增加板材的使用效率,建议该功能使用在消耗量较多的标准零件上。
可添加不止一种零件。
ORIENT是套料方向。
CC最大共边切割数量。
图2当包含很多零件图的图纸导入Radimport软件中,Radimport软件进行流程如图三所示。
图3Radimport软件的处理设置也是一个很重要的环节,它主要有设置栏里面的输出信息设置、零件处理设置和输出栏设置。
分别如图4、图5、图6所示。
要注意的是前后路径的一致。
如果不一致,包含了众多零件的Cad图纸处理结果则不会按照输出栏设置输出。
输出以设置栏里面的设置为准。
其中需要注意的是输出栏里面的项目初始化设置,该设置的作用是从要初始化的目标中复制标准板材信息等,初始化的文件和最终排样结果存放在同一个文件夹中,格式都是Rpd文件。


rapid N cube氮分析仪操作步骤一. 开机步骤在未开机前可打开操作程序菜单,检查Options>Maintenance>Intervals中提示的各更换件测试次数的剩余是否还能满足此次测试,通常最应该注意的是还原管、干燥管(可通过观察其颜色变化判断)以及灰份管。
如需检漏请在未开主机前将操作程序中Options>Settings>Parameter中的Comb. tube、Postcomb. tube、Reduct. tube温度都设置为0,退出操作程序后再按照以下步骤进行正常的开机。
1. 开启计算机,进入Windows状态。
2. 拔掉主机后面尾气出口的堵头。
3. 将主机的进样盘拿开后,开启主机电源。
4. 待进样盘底座自检转动完毕(即自转至零位)后,将进样盘样品孔位手动调到0位后放回原处。
5. 启动rapid N cube的操作软件。
6. 打开O2气,将O2气减压阀的输出压力调至:0.22Mpa打开CO2气,通过调节C O2气瓶减压阀(大约0.12MPa),确认操作程序状态栏中的“Press.”显示为1200 – 1250 mbar;Flow CO2约650 ml/min。
二. 操作程序1. 选择标样进入操作程序Options>Setting>Standards的窗口,在出现的对话框中确认要使用标样的名称,如没有需使用的标样请在此对话框中定义,例如:●Aspartic Acid冬胺酸,确认N%的理论值。
●做样品测试时,选择使用Factor and/or monitor sample功能●重新制作标准曲线的标样测试时,选择使用Calibration sample功能2. 炉温设定A) 进入操作程序Options>Settings>ParametersB) 输入和/或确认加热炉设定温度,其中:Comb. tube(中):960℃;Postcomb. tube(左):800℃;Reduct. tube(右):815℃。
Radan 余料功能的使用
Radan是来自Vero旗下一款专业的钣金设
计加工软件。
Vero全球著名的制造业信息化软件产品供
应商,旗下拥有Edgecam、Radan、Alphcam、Jobshop等
诸多产品。
20多年来,RADAN始终不断完善、日新月
异,其最新版本17版本,更是融入了丰富而专业的钣
金经验,并力求为用户提供从设计、加工到管理的更全
面解决方案。
今天,我们要说明的是Radan的余料功能!通常,在我们实际排样的过程中,都会产生余料,还有些边角料,通常这些板材的形状是异形的,我们会通过Autocad来绘制它的形状!然后导入到Radan中,进行排样!
1导入余料
在Radan中打开图形,并编辑图层:
将图形放入到“/layout/sheet”这个图层里!
2排样
将该文件保存后,然后就可以切换到排样里面:
调取零件,进行排样:
在整个过程中,图层的切换尤为重要,要放到指定的图层里!
如有什么问题,可以联南京系东岱软件,一定竭诚为你解决!。