碳纤维发热器确认检验规范
- 格式:doc
- 大小:92.00 KB
- 文档页数:5



德信诚培训网
更多免费资料下载请进: 好好学习社区 碳纤维管检验规范
1. 检验条件:
温度:23℃(+5,-5)
相对湿度:60%(+15%,-10%)
距离:人眼与产品表面的距离为300—350mm 。
时间:检测量面和其它不超过8s ;
每件检查总时间不超过30s (除首件)。
位置:检视面与桌面成45°;上下左右转动15°
照明:100W 冷白荧光灯,电池表面500-- 550mm (照度达500~550Lux )。
2. 检验规范 序号 检验项目 检验依据 质 量 要 求 检验方法 检验设备/仪器 缺陷判定
备注 致命 重要 轻微
1 外观质量
企业标准要求 样 品 管壁干净、明亮(呈明黄色),标识清晰完整,泡管内无焊渣等杂质颗粒。
视 检 √。

碳纤维发热管技术要求碳纤维发热管技术要求一、概述碳纤维发热管是一种新型的加热元件,其具有高效、节能、环保等优点,被广泛应用于家电、汽车、航空航天等领域。
本文将介绍碳纤维发热管的技术要求。
二、材料选择1. 碳纤维碳纤维是碳化聚丙烯或聚丙烯基腈经高温炭化而成的一种纤维材料,其具有轻质、高强度、高模量等特点,可用于制作发热管的加热芯体。
2. 电极材料电极材料应具有良好的导电性和耐腐蚀性,常用的材料包括铜、铝等金属和导电聚合物。
3. 绝缘层材料绝缘层材料应具有良好的耐高温性能和抗氧化性能,常用的材料包括硅橡胶、氟橡胶等。
三、制备工艺1. 加工工艺将碳纤维切割成合适长度后,在两端分别加上电极,再在表面涂上绝缘层材料,最后进行热压成型。
2. 热处理工艺将制备好的碳纤维发热管放入高温炉中进行热处理,使其获得更好的性能。
常用的热处理工艺包括碳化、石墨化等。
四、技术要求1. 电气性能碳纤维发热管应具有稳定的电阻值和合适的功率密度,其电阻值应在一定范围内可调节。
2. 机械性能碳纤维发热管应具有足够的强度和韧性,以承受正常使用过程中产生的力学载荷。
3. 耐高温性能碳纤维发热管应具有较高的耐高温性能,以确保其在高温环境下正常运行,并且不会因高温而导致材料老化或损坏。
4. 抗氧化性能碳纤维发热管应具有较好的抗氧化性能,以延长其使用寿命,并且避免因氧化而导致材料老化或损坏。
5. 环保性能碳纤维发热管应符合环保要求,不含有有害物质,不会对环境和人体造成危害。
五、总结碳纤维发热管是一种具有广泛应用前景的新型加热元件,其制备工艺和技术要求对于其性能和使用寿命具有重要影响。
通过选择合适的材料、采用优化的制备工艺,并严格控制技术要求,可以生产出具有稳定性能和高品质的碳纤维发热管。


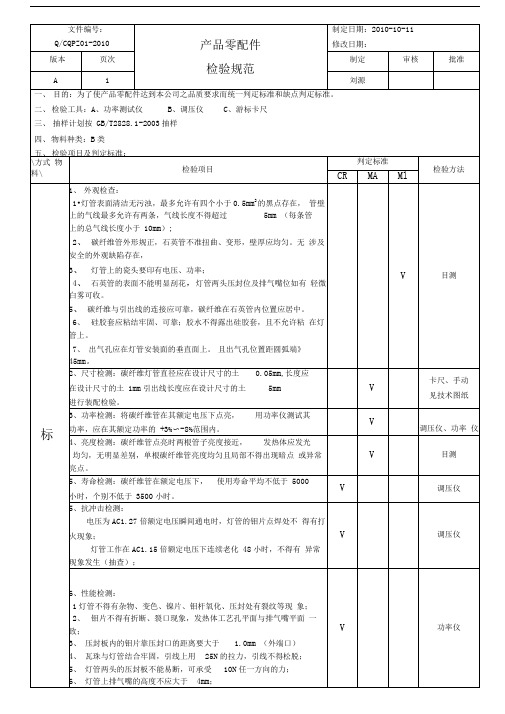
文件编号:Q/CQPZ01-2010 产品零配件检验规范制定日期:2010-10-11 修改日期:版本页次制定审核批准A 1 刘源一、目的:为了使产品零配件达到本公司之品质要求而统一判定标准和缺点判定标准。
二、检验工具:A、功率测试仪B、调压仪C、游标卡尺三、抽样计划按GB/T2828.1-2003抽样四、物料种类:B类五、检验项目及判定标准:方式物料检验项目判定标准检验方法CR MA MI碳纤维管检测标准1、外观检查:1.灯管表面清洁无污浊,最多允许有四个小于0.5mm2的黑点存在,管壁上的气线最多允许有两条,气线长度不得超过5mm(每条管上的总气线长度小于10mm);2. 碳纤维管外形规正,石英管不准扭曲、变形,壁厚应均匀。
无涉及安全的外观缺陷存在;3. 灯管上的瓷头要印有电压、功率;4. 石英管的表面不能明显刮花,灯管两头压封位及排气嘴位如有轻微白雾可收。
5、碳纤维与引出线的连接应可靠,碳纤维在石英管内位置应居中。
6、硅胶套应粘结牢固、可靠;胶水不得露出硅胶套,且不允许粘在灯管上。
7、出气孔应在灯管安装面的垂直面上。
且出气孔位置距圆弧端≥45mm。
√目测2、尺寸检测:碳纤维灯管直径应在设计尺寸的±0.05mm,长度应在设计尺寸的±1mm,引出线长度应在设计尺寸的±5mm。
进行装配检验。
√卡尺、手动见技术图纸3、功率检测:将碳纤维管在其额定电压下点亮,用功率仪测试其功率,应在其额定功率的+3%~-8%范围内。
√调压仪、功率仪4、亮度检测:碳纤维管点亮时两根管子亮度接近,发热体应发光均匀,无明显差别,单根碳纤维管亮度均匀且局部不得出现暗点或异常亮点。
√目测5、寿命检测:碳纤维管在额定电压下,使用寿命平均不低于5000小时,个别不低于3500小时。
√调压仪5、抗冲击检测:电压为AC1.27倍额定电压瞬间通电时,灯管的钼片点焊处不得有打火现象;灯管工作在AC1.15倍额定电压下连续老化48小时,不得有异常现象发生(抽查);√调压仪6、性能检测:1 灯管不得有杂物、变色、镍片、钼杆氧化、压封处有裂纹等现象;2、钼片不得有折断、裂口现象,发热体工艺孔平面与排气嘴平面一致;3、压封板内的钼片靠压封口的距离要大于1.0mm(外端口)4、瓦珠与灯管结合牢固,引线上用25N的拉力,引线不得松脱;5、灯管两头的压封板不能易断,可承受10N任一方向的力;6、灯管上排气嘴的高度不应大于4mm;√功率仪7、灯管上的引线根据电压和功率,配置合适的引线(见图纸);8、灯管在额定电压下启动时,100s内达到正常工作状态;注意事项:1.灯管在测试或使用前,应先用酒精将玻璃管表面清理干净;2.在装配过程中请戴手套,同时注意排气嘴避免碰撞损坏;抽样计划按GB/T2828.1-2003,S-4, AQL=1.0注:进货数量在1200以内,抽检20个,Ac(接收数)=0,Re(拒收数)=1;进货数量在1200至35000,抽检50个,Ac(接收数)=1,Re(拒收数)=2;进货数量在35000以上,抽检80个,Ac(接收数)=2,Re(拒收数)=3。
碳纤维测试标准
碳纤维测试标准主要包括以下方面:
1. 外观检查:主要对碳纤维布的表面进行检查,要求表面平整,无断裂、切口、穿孔和污染。
2. 厚度检测:以毫米或微米为单位,要求检测精度高,误差小。
碳纤维布的厚度应符合规定的标准要求。
3. 强度检测:通常采用兆帕或牛顿为单位,要求检测精度高,误差小。
碳纤维布的强度应符合规定的标准要求。
4. 线密度检测:主要采用根/厘米或根/英寸为单位,要求检测精度高,误差小。
碳纤维布的线密度应符合规定的标准要求。
5. 成分分析:主要是针对碳纤维布的主要成分——碳纤维进行检测,要求检测精度高,误差小。
碳纤维布的成分应符合规定的标准要求。
此外,为保证测试结果的准确性和可靠性,还需要遵循一系列严格的标准化流程,包括样品准备、环境条件调节、测试设备检查、测试参数设定、样品预应力和测试执行等步骤。
以上内容仅供参考,建议咨询专业人士获取更准确的信息。

1.0 目的:确定检验作业条件,确定抽样水准,明确检验方法,建立判定标准,以确保产品品质。
2.0 范围:本规范适用于碳纤维产品的检验;3.0 责任:本规范品质部制定及实施和维护。
4.0 检验标准:4.1、相关抽样标准或判定标准,可视品质状况或客户要求等做修正。
5.0 定义:5.1 缺点分类:5.1.1 严重缺陷(CRI):可能对机器或装备的操作者造成伤害;潜在危险性的效应,会导致与安全有关的失效或不符合政府法规;影响机械或电气性能,产品在组装后或在客户使用时会发生重大品质事件的。
5.1.2 主要缺陷(MAJ):性能不能达到预期的目标,但不至于引起危险或不安全现象;导致最终影响产品使用性能和装配;客户很难接受或存在客户抱怨风险的。
5.1.3 次要缺陷(MIN):不满足规定的要求但不会影响产品使用功能的;客户不易发现,发现后通过沟通能使客户接受的。
5.2 问题描述:5.2.1 毛边:由于机械冲压或切割后未处理好,导致加工件边缘或分型面处所产生的碳纤维披锋。
5.2.2 划伤:由于在加工或包装、运输过程中防护不当导致产品表面出现的划痕、削伤。
5.2.3 油漆不良:喷漆过程中导致的颜色差异、麻点异常;5.2.4 变形:模具冷却或加温导致的变形异常;5.2.5 表面凹凸:表面补模不平导致的凹凸异常;5.2.6 尺寸偏差:因加工设备的精度不够,导致产品尺寸偏差超过设计允许水平。
5.2.7 堆漆:喷涂件表面出现局部的油漆堆积现象。
5.2.8 表面凹痕:由于材料处理不好或内部杂质导致表面形成凹痕5.2.9 乱纹:由于材料或工艺造成的纹路变形或排列不规律6.0 检验内容:6.1 检验条件:6.1.1 检验环境光源:100W 冷白荧光灯,光源距被测物表面 500 mm~550mm ,(照度达500 Lux~550Lux)6.1.2 被检物表面与眼睛距离:300~350mm6.1.3 视线与被检物表面角度: 45 ±15°6.1.4 检验时间:≦10s6.1.5 检验员视力:裸视或矫正视力在 1.0 以上且无色盲注:不适合以上给出时间、距离的,应在图纸图面或《检验规范》中要求。

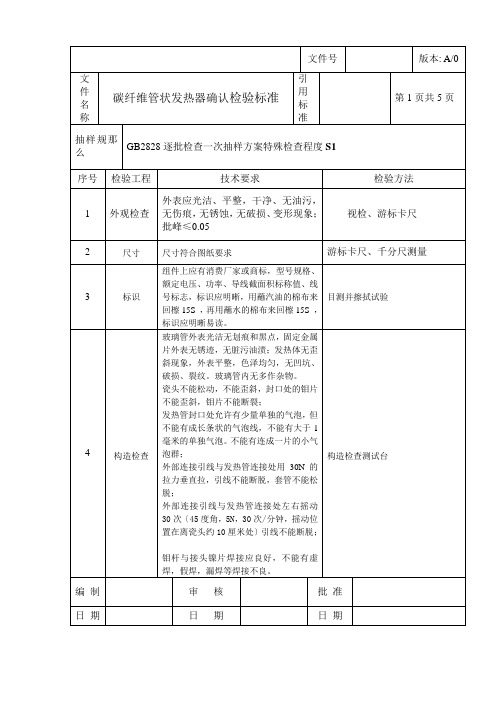
碳纤维发热线检查基准书
(ISO9001-2015/IATF16949)
1.0目的:
规范碳纤维发热线的检验标准,确保检验工作有充分依据。
2.0范围
此标准适用于碳纤维发热线检验,其中斜体字部分,因当前测试设备所限,暂不强制要求检验。
3.0职责
质量控制部依据本检验标准进行碳纤维发热线检验。
4.0定义
4.1缺陷类别分为:严重缺陷缺陷(CR)、主要缺陷(MA)和次要缺陷(MI);
4.2严重缺陷(CR):不符合安全规范或可能对使用者、维护者造成人身危害的缺陷;
4.3主要缺陷(MA):关键质量特性不合格,影响生产并可能导致故障或降低产品性能的缺陷;
4.4次要缺陷(MI):一般质量特性不合格,但不影响使用功能及性能的缺陷。
5.0检验条件
5.1光照度:300-400LX(相当于40W日光灯500mm~600mm距离的光源)
5.2检验距离:550mm-650mm
5.3检验人员视力要求在0.8以上
6.0检验标准
备注:尺寸、外观、结构以本公司品质部样品为准。
7.0抽样方案与判定标准
外观检验抽样方案按GB/T2828.1-2013标准,正常检验一次抽样方案,一般检验水平Ⅱ,AQL:致命缺陷(CR)=0 重缺陷(MA)=0.65 轻缺陷(MI)=1.5。
尺寸及其他特性测试5-10PCS,0收1退。
取样方式:采取分散取样方式,5箱以内,每箱都应取样;超出10箱,按(5+
总箱数÷5)箱进行分散取样。
注:有关抽样标准或判定标准可视客户的要求做修订。

热处理(材料加热件)检验制度
1
热处理(材料加热件)检验制
度 制定部门:某某单位
时间:202X 年X 月X 日
封面
热处理(材料加热件)检验制度
2
热处理(材料加热件)检验制度
为规范本单位生产生活及工作次序,确保本单位相关工作有序正常运
转,根据单位发展需要,结合单位工作实际情况,特制定《热处理(材料加热件)检验制度》,望本单位职工严格执行!
1、操作者务必在了解工艺,了解材质的情况下进行生产,在自检合格后交检验员检验,合格后才能进行加工。
2、操作员严格落实工艺规定,对加热件的热温、保温时间、做好相关的记录。
3、热处理(材料加热)零件经机台长签字合格后才能转入生产。
4、违反本制度,不认真仔细填写相关的记录,将进行经济处罚。
5、检验相关的记录不全,视同未曾检验处理对待。
某某单位(人)
202X年X月X日。
热处理(材料加热件)检验制度1.引言本制度是为规范公司对热处理(材料加热件)的检验要求,确保产品质量的稳定性和可靠性,保证客户需求的满足,达到提高公司产品质量的目的。
2.检验要求2.1热处理前•对材料加热件进行区分后放入严密的分类存储区。
•严格按照热处理工艺要求进行记录,包括:采用热处理规程、采用的热处理设备、工艺参数、热处理时间等。
•对就绪材料加热件进行清洗,确保表面的洁净度、无吸附的物质、无氢脆等问题。
•对就绪材料加热件进行热处理前的检查,确认无表面开裂、气泡等缺陷。
2.2热处理中•热处理过程中应按照工艺要求和计划进行操作。
•热处理设备应符合国家标准、行业标准和企业标准,同时设备的运转正常、工作稳定。
•严格控制物料加热温度,避免因温度太高或太低而影响产品质量。
•对加热材料进行定期记录,包括所用热处理工艺参数及计算理论参数、测量温度曲线、“温度-时间”曲线等信息。
2.3热处理后•热处理过后应立即对材料加热件进行快速冷却或淬火等操作,确保材料的性能和质量。
•冷却后立即进行产品检验,对样品进行拉伸试验、冲击测试、硬度测试等,检验产品性能是否符合要求,如有问题,应及时反馈并进行问题解决。
3.检验记录3.1热处理前记录•产品名称、型号和数量。
•热处理规程及热处理设备名称。
•热处理工艺参数,包括热处理温度、持续时间及冷却方法等。
•热处理前检测结果,包括材料表面裂纹、气泡等。
3.2热处理中记录•热处理起止时间及所用各种工具。
•热处理设备温度PID热控表显示。
•热处理设备温度变化曲线图/记录。
3.3热处理后记录•各型号热处理件通过质量监控后,进行样品———根据规定的批量确定需多少个做样品。
•拉伸试验结果记录,包括拉力最大强度、规定非比例DRP、断后延伸率、断面收缩率等。
•冲击试验结果记录,包括低温冲击值、(平均值+标准差);高温冲击值。
•硬度试验结果记录,包括材料表面硬度和锻件心部硬度等。
3.4 检验记录查验•相应负责人应对以上记录进行审核,确保数据的准确性、完整性和及时性。

德信诚培训网PTC 发热器检验规范1. 检验条件:温度:23℃(+5,-5)相对湿度:60%(+15%,-10%)距离:人眼与产品表面的距离为300—350mm 。
时间:检测量面和其它不超过8s ;每件检查总时间不超过30s (除首件)。
位置:检视面与桌面成45°;上下左右转动15°照明:100W 冷白荧光灯,电池表面500-- 550mm (照度达500~550Lux )。
2. 检验规范序号 检验项目 检验依据 质 量 要 求检验方法检验设备/仪器 缺陷判定 备注致命 重要 轻微1外观企业标准要求 PTC 应标出额定电压、功率、厂名及认证标志等。
视 检√2铝片无腐蚀、明显氧化,污垢,陶瓷发热片粘贴胶水无过多溢出(陶瓷PTC 适用);铝片形状规则,间距均匀,无变形,破损;表面平整,两端整齐,易于装视 检 √配,无飞边、毛刺。
3 尺寸技术图纸样品见PTC发热块图纸尺寸或样品要求。
目测游标卡尺√n=3Ac=04电气性能QB/T2164-1995功率:功率测试范围在+5%~-10%。
安装在工装样机上,施加额定电压至功率稳定后读取数据(环境温度:16-24℃)功率仪√5 QB 2165-1995 耐压实验:PTC发热器无击穿、放电、或闪弧现象。
1.15倍额定电压,以100V的升压速率(5秒钟内)加至500V,施压5S耐压仪√6 结构企业标准要求插脚铆接牢固,排列整齐,无松动、脱落。
视检、手检√。
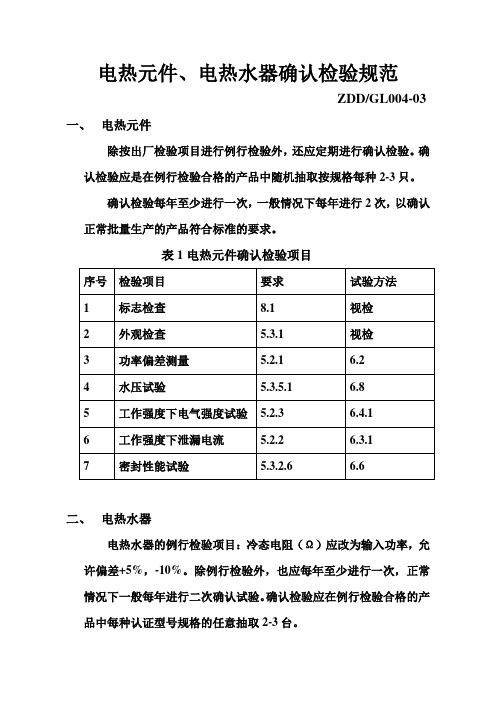
电热元件、电热水器确认检验规范ZDD/GL004-03 一、电热元件除按出厂检验项目进行例行检验外,还应定期进行确认检验。
确认检验应是在例行检验合格的产品中随机抽取按规格每种2-3只。
确认检验每年至少进行一次,一般情况下每年进行2次,以确认正常批量生产的产品符合标准的要求。
表1电热元件确认检验项目序号检验项目要求试验方法1 标志检查8.1 视检2 外观检查 5.3.1 视检3 功率偏差测量 5.2.1 6.24 水压试验 5.3.5.1 6.85 工作强度下电气强度试验 5.2.3 6.4.16 工作强度下泄漏电流 5.2.2 6.3.17 密封性能试验 5.3.2.6 6.6二、电热水器电热水器的例行检验项目:冷态电阻(Ω)应改为输入功率,允许偏差+5%,-10%。
除例行检验外,也应每年至少进行一次,正常情况下一般每年进行二次确认试验。
确认检验应在例行检验合格的产品中每种认证型号规格的任意抽取2-3台。
表2:电热水器确认检验项目序检验项目要求试验方法号1 一般检查和手动检查标志检查7 视检外观检查浮球动作2 输入功率10.1 10.13 耐压试验(工作强度下)13 13.34 泄漏电流(工作强度下)13 13.25 接地电阻27 276 爬电距离、电气间隙和穿透绝缘距离29 29三、确认检验时,按相应的电热元件及电热水器检验细则进行,并保持确认检验记录。
四、检验试验仪器设备的运行检查检验试验仪器设备除进行日常操作检查外,还应进行运行检查。
每使用前或使用后的检查,判定仪器设备使用是否出现偏离规定状态,例耐压试验器所用标准电阻每使用前后的核对,是日常操作检查,可不记录,但记录更好。
运行检查是指在仪表的有效检定校准周期内(例如12个月)定期进行二次的运行检查。
企业应规定仪器设备的运行频次,检查项目,要求和试验方法的准则(规范),而后按准则进行运行检查并保持运行检查记录。
表3:耐压试验器运行检查项目序号检验项目要求试验方法1 一般检查和手动操作零件齐全标志清晰开关状态正确,旋钮灵活调整范围正常指示正常,在检定有效期内目测和手动2 电压指示指示误差≦±2.5% 用1级及以上精度电压表测试仪器输出端电压。

