青霉素生产工艺过程
- 格式:docx
- 大小:13.38 KB
- 文档页数:4

青霉素的工艺过程
青霉素(Penicillin)是一种广谱抗生素,其工艺过程如下:
1. 青霉菌培养:选择适宜的青霉菌菌株,如金黄色葡萄球菌、链球菌等,并将其转入培养基中进行培养。
培养基通常包含适量的碳源、氮源、矿物盐和其他必需营养物质。
2. 发酵:将培养基加入发酵罐中,并控制适当的温度、pH值和氧气供应,以提供最佳的生长环境。
青霉菌在发酵过程中会产生青霉素。
3. 静置培养:在发酵结束后,将发酵液进行离心分离,得到菌体和混合物。
菌体可以用于下一批的青霉素发酵,而混合物则需要经过后续处理。
4. 提取青霉素:混合物通常含有青霉素、其他杂质和溶剂,需要经过提取工艺进行分离。
常用的提取方法包括酸化、溶剂萃取和离子交换等。
通过这些方法可以将青霉素从混合物中纯化并得到高纯度的青霉素溶液。
5. 结晶:通过调节青霉素溶液的温度、浓度和pH值等条件,使其逐渐结晶。
结晶通常采用冷却结晶或浓缩结晶等方法。
6. 干燥:将青霉素结晶体进行过滤和干燥,以去除残留的溶剂和水分,得到纯净的青霉素晶体。
7. 包装和贮存:将干燥的青霉素晶体进行包装,并在适当的环境条件下进行贮存,以保证其质量和稳定性。
需要注意的是,以上是青霉素的一般工艺过程,不同的青霉素类别和生产厂家可能会有一些差异。
同时,生产过程中也要遵循相关的质量管理和安全规定,以确保产品的质量和安全性。

青霉素生产工艺过程一、青霉素的发酵工艺过程1、工艺流程(1)丝状菌三级发酵工艺流程冷冻管(25℃,孢子培养,7天)——斜面母瓶(25℃,孢子培养,7天)——大米孢子(26℃,种子培养56h,1:1.5vvm)——一级种子培养液(27℃,种子培养,24h,1:1.5vvm)——二级种子培养液(27~26℃,发酵,7天,1:0.95vvm)——发酵液。
(2)球状菌二级发酵工艺流程冷冻管(25℃,孢子培养,6~8天)——亲米(25℃,孢子培养,8~10天)——生产米(28℃,孢子培养,56~60h,1:1.5vvm)——种子培养液(26~25-24℃,发酵,7天,1:0.8vvm)——发酵液。
2、工艺控制(1)影响发酵产率的因素基质浓度:在分批发酵中,常常因为前期基质量浓度过高,对生物合成酶系产生阻遏(或抑制)或对菌丝生长产生抑制(如葡萄糖和钱的阻遏或抑制,苯乙酸的生长抑制),而后期基质浓度低限制了菌丝生长和产物合成,为了避免这一现象,在青霉素发酵中通常采用补料分批操作法,即对容易产生阻遏、抑制和限制作用的基质进行缓慢流加以维持一定的最适浓度。
这里必须特别注意的是葡萄糖的流加,因为即使是超出最适浓度范围较小的波动,都将引起严重的阻遏或限制,使生物合成速度减慢或停止。
目前,糖浓度的检测尚难在线进行, 故葡萄糖释放率予以调节。
的流加不是依据糖浓度控制,而是间接根据pH 值、溶氧或C02(2)温度:青霉素发酵的最适温度随所用菌株的不同可能稍有差别,但一般认为应在25℃左右。
温度过高将明显降低发酵产率,同时增加葡萄糖的维持消耗,降低葡萄糖至青霉素的转化率。
对菌丝生长和青霉素合成来说,最适温度不是一样的, 一般前者略高于后者, 故有的发酵过程在菌丝生长阶段采用较高的温度,以缩短生长时间, 到达生产阶段后便适当降低温度,以利于青霉素的合成。
(3)pH值:青霉素发酵的最适pH值一般认为在6.5左右,有时也可以略高或略低一些,但应尽量避免pH值超过7.0, 因为青霉素在碱性条件下不稳定, 容易加速其水解。

青霉素生产工艺过程 Document number:PBGCG-0857-BTDO-0089-PTT1998青霉素生产工艺过程一、青霉素的发酵工艺过程1、工艺流程(1)丝状菌三级发酵工艺流程冷冻管(25℃,孢子培养,7天)——斜面母瓶(25℃,孢子培养,7天)——大米孢子(26℃,种子培养56h,1:)——一级种子培养液(27℃,种子培养,24h,1:)——二级种子培养液(27~26℃,发酵,7天,1:)——发酵液。
(2)球状菌二级发酵工艺流程冷冻管(25℃,孢子培养,6~8天)——亲米(25℃,孢子培养,8~10天)——生产米(28℃,孢子培养,56~60h,1:)——种子培养液(26~25-24℃,发酵,7天,1:)——发酵液。
2、工艺控制(1)影响发酵产率的因素基质浓度:在分批发酵中,常常因为前期基质量浓度过高,对生物合成酶系产生阻遏(或抑制)或对菌丝生长产生抑制(如葡萄糖和钱的阻遏或抑制,苯乙酸的生长抑制),而后期基质浓度低限制了菌丝生长和产物合成,为了避免这一现象,在青霉素发酵中通常采用补料分批操作法,即对容易产生阻遏、抑制和限制作用的基质进行缓慢流加以维持一定的最适浓度。
这里必须特别注意的是葡萄糖的流加,因为即使是超出最适浓度范围较小的波动,都将引起严重的阻遏或限制,使生物合成速度减慢或停止。
目前,糖浓度的检测尚难在线进行, 故葡萄糖的流加不是依据糖浓度控制,而是间接根据pH 值、溶氧或C02释放率予以调节。
(2)温度:青霉素发酵的最适温度随所用菌株的不同可能稍有差别,但一般认为应在25℃左右。
温度过高将明显降低发酵产率,同时增加葡萄糖的维持消耗,降低葡萄糖至青霉素的转化率。
对菌丝生长和青霉素合成来说,最适温度不是一样的, 一般前者略高于后者, 故有的发酵过程在菌丝生长阶段采用较高的温度,以缩短生长时间, 到达生产阶段后便适当降低温度,以利于青霉素的合成。
(3)pH值:青霉素发酵的最适pH值一般认为在左右,有时也可以略高或略低一些,但应尽量避免pH值超过, 因为青霉素在碱性条件下不稳定, 容易加速其水解。

青霉素的生产工艺及设备引言青霉素是一种重要的抗生素,被广泛应用于医疗领域。
在青霉素的生产过程中,合理的工艺和先进的设备是确保高质量产品的关键因素。
本文将介绍青霉素的生产工艺及常用的生产设备。
青霉素的生产工艺青霉素的生产工艺主要包括以下几个步骤:1.青霉菌的培养:选用高产菌株进行培养,通常使用青霉菌的液体培养基,如玉米粉培养基、磷酸二氢钾培养基等。
2.发酵:将培养好的青霉菌菌种接种到发酵罐中,通过控制温度、pH值、搅拌速度等条件,使菌株能够在较短的时间内大量繁殖。
3.青霉素的提取:经过一定时间的发酵后,菌体中产生的青霉素需要进行提取。
常用的提取方法有有机溶剂法、浸提法等。
4.纯化:提取得到的青霉素溶液中可能含有其他杂质,需要进行纯化。
纯化的方法主要包括结晶、蒸馏、析出等。
5.干燥:纯化后的青霉素需要进行干燥,以去除水分,确保产品的稳定性和质量。
6.包装:最后,将干燥后的青霉素进行包装,以便储存和运输。
青霉素的生产设备在青霉素的生产过程中,需要使用一系列的生产设备,以确保生产工艺的顺利进行。
以下是常用的设备:1.发酵罐:用于培养青霉菌菌种并进行发酵过程。
发酵罐通常由不锈钢制成,具有良好的耐腐蚀性和可调节的温度、pH值、搅拌速度等参数。
2.静态混合器:用于混合发酵罐中的培养基和青霉菌菌种,保证菌株能够均匀分布并获得充分营养。
3.分离设备:包括离心机、过滤器等,用于将发酵液中的青霉菌菌体和代谢产物分离。
离心机通过离心力将菌体和液体分离,而过滤器则通过微孔等作用将菌体滤出。
4.萃取设备:用于青霉素的提取,常用的设备有搅拌式萃取塔、液液萃取塔等。
这些设备利用溶剂对溶解青霉素,实现青霉素的分离。
5.真空干燥器:用于将纯化后的青霉素产品进行干燥,去除水分。
真空干燥器通过降低压力,加速水分的挥发,从而实现青霉素的干燥。
6.包装设备:用于将干燥后的青霉素产品进行包装。
常见的包装设备有自动包装机、药物包装机等,可以根据需要进行不同规格和容量的包装。

青霉素(Benzylpenicillin / Penicillin)又被称为青霉素G、peillin G、盘尼西林。
以下我要教大家的制作方法是从别的地方找的,由医学专家肯定过的方法。
还是比较行的。
1。
用米磨成的汁水 + 用山芋磨成的汁水作为培养基溶液(用个小碗)2。
将青霉移植进去(青霉就是找一个已经发霉的食物,上面的霉变物质刮下来就是),等1个星期。
培养中3。
拿一个小瓦罐(市场上有的,你买玻璃杯也可以)。
用塑料薄膜封住顶部(不要用盖子),在薄膜上剪个小孔,拿一个漏斗,在漏斗里放医用棉花,把培养过的培养液体从棉花上倒下去。
(有点像过滤)4。
在那个瓦罐里倒适量(培养液的3倍)的菜种油,搅拌吧~~ 5。
搅拌到最后会发现,罐子里的液体有3层(你看不见的,罐子不是透明的。
)6。
这时候,你要用小勺子慢慢地把上层的油和脂弄掉!(相信你还是分的清什么是油什么是水=0=),只留下底部的水7。
将碳粉(自己弄去)加入罐子,搅拌吧~~8。
碳会吸收青霉成分,罐子里的液体会吸干。
9。
取出碳,用蒸馏水(不要用其他水,否则就没用了,回污染的)洗涤碳,注意,一点点就好10。
用醋加水混合水洗涤碳11。
用海草汁水洗涤12。
重复步骤3的方法(再买一个瓦罐或者玻璃杯)过滤13。
将最后得到的液体分成每100CC一小杯。
等上几天(标号哦,1,2,3,。
)14。
最后一步很难哦!在你的嘘嘘中用棉花棒蘸上少许,分别滴在小杯子的中央15。
等待。
16。
过1 WEEK后,如果看到有一个中央没有青霉,只有周围一环有,就制作成了17。
用胶头滴管吸取环中的青霉,就是盘尼西林!!!!!!天然青霉素青霉素G生产可分为菌种发酵和提取精制两个步骤。
①菌种发酵:将产黄青霉菌接种到固体培养基上,在25℃下培养7~10天,即可得青霉菌孢子培养物。
用无菌水将孢子制成悬浮液接种到种子罐内已灭菌的培养基中,通入无菌空气、搅拌,在27℃下培养24~28h,然后将种子培养液接种到发酵罐已灭菌的含有苯乙酸前体的培养基中,通入无菌空气,搅拌,在27℃下培养7天。


青霉素生产工艺过程一、青霉素的发酵工艺过程1、工艺流程(1)丝状菌三级发酵工艺流程冷冻管(25℃,孢子培养,7天)——斜面母瓶(25℃,孢子培养,7天)——大米孢子(26℃,种子培养56h,1:1.5vvm)——一级种子培养液(27℃,种子培养,24h,1:1.5vvm)——二级种子培养液(27~26℃,发酵,7天,1:0.95vvm)——发酵液。
(2)球状菌二级发酵工艺流程冷冻管(25℃,孢子培养,6~8天)——亲米(25℃,孢子培养,8~10天)——生产米(28℃,孢子培养,56~60h,1:1.5vvm)——种子培养液(26~25-24℃,发酵,7天,1:0.8vvm)——发酵液。
2、工艺控制(1)影响发酵产率的因素基质浓度:在分批发酵中,常常因为前期基质量浓度过高,对生物合成酶系产生阻遏(或抑制)或对菌丝生长产生抑制(如葡萄糖和钱的阻遏或抑制,苯乙酸的生长抑制),而后期基质浓度低限制了菌丝生长和产物合成,为了避免这一现象,在青霉素发酵中通常采用补料分批操作法,即对容易产生阻遏、抑制和限制作用的基质进行缓慢流加以维持一定的最适浓度。
这里必须特别注意的是葡萄糖的流加,因为即使是超出最适浓度范围较小的波动,都将引起严重的阻遏或限制,使生物合成速度减慢或停止。
目前,糖浓度的检测尚难在线进行, 故葡萄糖释放率予以调节。
的流加不是依据糖浓度控制,而是间接根据pH 值、溶氧或C02(2)温度:青霉素发酵的最适温度随所用菌株的不同可能稍有差别,但一般认为应在25℃左右。
温度过高将明显降低发酵产率,同时增加葡萄糖的维持消耗,降低葡萄糖至青霉素的转化率。
对菌丝生长和青霉素合成来说,最适温度不是一样的, 一般前者略高于后者, 故有的发酵过程在菌丝生长阶段采用较高的温度,以缩短生长时间, 到达生产阶段后便适当降低温度,以利于青霉素的合成。
(3)pH值:青霉素发酵的最适pH值一般认为在6.5左右,有时也可以略高或略低一些,但应尽量避免pH值超过7.0, 因为青霉素在碱性条件下不稳定, 容易加速其水解。
青霉素生产工艺过程一、青霉素的发酵工艺过程1、工艺流程(1)丝状菌三级发酵工艺流程冷冻管(25℃,孢子培养,7天)——斜面母瓶(25℃,孢子培养,7天)——大米孢子(26℃,种子培养56h,1:1.5vvm)——一级种子培养液(27℃,种子培养,24h,1:1.5vvm)——二级种子培养液(27~26℃,发酵,7天,1:0.95vvm)——发酵液。
(2)球状菌二级发酵工艺流程冷冻管(25℃,孢子培养,6~8天)——亲米(25℃,孢子培养,8~10天)——生产米(28℃,孢子培养,56~60h,1:1.5vvm)——种子培养液(26~25-24℃,发酵,7天,1:0.8vvm)——发酵液。
2、工艺控制(1)影响发酵产率的因素基质浓度:在分批发酵中,常常因为前期基质量浓度过高,对生物合成酶系产生阻遏(或抑制)或对菌丝生长产生抑制(如葡萄糖和钱的阻遏或抑制,苯乙酸的生长抑制),而后期基质浓度低限制了菌丝生长和产物合成,为了避免这一现象,在青霉素发酵中通常采用补料分批操作法,即对容易产生阻遏、抑制和限制作用的基质进行缓慢流加以维持一定的最适浓度。
这里必须特别注意的是葡萄糖的流加,因为即使是超出最适浓度范围较小的波动,都将引起严重的阻遏或限制,使生物合成速度减慢或停止。
目前,糖浓度的检测尚难在线进行, 故葡萄糖释放率予以调节。
的流加不是依据糖浓度控制,而是间接根据pH 值、溶氧或C02(2)温度:青霉素发酵的最适温度随所用菌株的不同可能稍有差别,但一般认为应在25℃左右。
温度过高将明显降低发酵产率,同时增加葡萄糖的维持消耗,降低葡萄糖至青霉素的转化率。
对菌丝生长和青霉素合成来说,最适温度不是一样的, 一般前者略高于后者, 故有的发酵过程在菌丝生长阶段采用较高的温度,以缩短生长时间, 到达生产阶段后便适当降低温度,以利于青霉素的合成。
(3)pH值:青霉素发酵的最适pH值一般认为在6.5左右,有时也可以略高或略低一些,但应尽量避免pH值超过7.0, 因为青霉素在碱性条件下不稳定, 容易加速其水解。

青霉素的生产工艺青霉素是一种重要的抗生素,广泛应用于治疗各种感染疾病。
下面是青霉素的主要生产工艺。
青霉素的生产主要包括以下几个步骤:步骤一:菌种培养和细菌发酵首先,要获取产生青霉素的青霉菌菌株。
常用的菌株有Penicillium chrysogenum和Penicillium notatum。
菌株接种于培养基中,并经过一系列的培养步骤,包括发酵和发酵液的提取。
在发酵过程中,合理控制温度、pH值、氧气供应和营养物质等因素,以促进菌株生长和生产青霉素。
步骤二:提取和纯化青霉素通过发酵液的提取和纯化过程,将青霉素从菌体中分离出来。
首先,将发酵液经过离心或过滤等操作,除去无菌质和杂菌。
然后,通过酸碱调节,将青霉素盐酸盐溶出,并使用有机溶剂萃取法,将青霉素从溶液中提取出来。
最后,对提取得到的青霉素溶液进行再结晶和过滤,得到纯度较高的青霉素。
步骤三:结晶和干燥通过结晶和干燥过程,将溶液中的青霉素进一步提纯,并将其转化为固体形态。
首先,将青霉素溶液放置在低温环境下,以促使青霉素结晶。
然后,将结晶得到的青霉素通过过滤或离心,除去残余溶液。
最后,将青霉素固体进行干燥,以去除水分,得到最终的干燥青霉素。
步骤四:包装将干燥青霉素进行包装,以确保其质量和稳定性。
通常,青霉素以粉末或片剂的形式包装,并通过密封包装保持其纯度和药效。
以上是青霉素的主要生产工艺。
在生产过程中,需要严格控制各个环节的条件和参数,以确保青霉素的质量和有效成分的含量。
此外,生产工艺还需要符合药品生产的相关标准和规范,确保生产出符合医药行业要求的高质量青霉素产品。

青霉素的生产工艺流程青霉素是一种重要的抗生素,具有广谱抗菌活性,被广泛用于医疗领域。
本文将介绍青霉素的生产工艺流程,以帮助读者了解青霉素的制备过程。
1. 原料准备青霉素的生产过程需要使用以下原料:•青霉菌种(包括产青霉素的真菌属青霉菌)•碳源(如葡萄糖)•氮源(如酵母提取物)•矿盐•pH调节剂•抗泡剂等2. 青霉菌菌种培养首先需要培养青霉菌菌种。
一般情况下,选择青霉菌属菌株进行培养。
培养基中添加适当的碳源、氮源、矿盐等营养物质,同时保持适宜的pH值和温度。
培养时间通常为24至72小时。
3. 发酵将培养好的菌种转入大型发酵罐中,加入适量的培养基,并控制好发酵条件。
一般来说,适宜的温度为25至30摄氏度,适宜的pH为6至7。
发酵过程中还需要进行通气和搅拌,以促进氧气的输送和营养物的均匀分布。
发酵时间通常为3至5天。
4. 青霉素提取和纯化发酵结束后,菌体和培养基会形成一个混合物。
首先需要分离菌体和培养基,可以通过离心或过滤等方法实现。
获得的菌体用合适的溶剂进行提取,将青霉素溶解出来。
然后通过蒸发、冷却、结晶等操作,得到初步的青霉素晶体。
下一步是对青霉素晶体进行纯化。
常见的纯化方法包括溶剂结晶、离子交换、凝胶层析等。
通过这些方法,可以去除杂质并提高纯度。
5. 干燥和粉碎纯化后的青霉素晶体需要进行干燥和粉碎,以获得稳定的产品形态。
一般来说,干燥可以采用喷雾干燥、真空干燥等方法,以去除水分。
然后,通过机械粉碎等操作,将晶体研磨成所需的粒度。
6. 包装和质检最后一步是将青霉素产品进行包装和质检。
包装通常采用密封的塑料袋或玻璃瓶等容器,以防止产品受到湿气和光线的影响。
质检包括对产品外观、含量、溶解性等方面进行检测,确保产品符合质量标准。
总结青霉素的生产工艺流程主要包括原料准备、青霉菌菌种培养、发酵、提取和纯化、干燥和粉碎、包装和质检等步骤。
通过这些步骤,可以获得高纯度的青霉素产品,用于医疗领域的治疗和预防。
生产过程中需要注意控制环境条件、选择适当的培养基和溶剂等,以确保产品的质量和安全性。

青霉素工艺流程
《青霉素工艺流程》
青霉素是一种广泛应用于医药领域的抗生素,其生产工艺流程一直备受关注。
青霉素的工艺流程包括菌种培养、发酵、提取、纯化和制剂等多个环节。
首先,青霉素的生产需要选择合适的青霉菌进行培养。
在适宜的培养基和条件下,青霉菌会产生大量的青霉素。
发酵是青霉素生产中的关键环节,发酵罐内需要严格控制温度、pH值和
氧气供应,以保证青霉菌充分生长并产生青霉素。
接下来是青霉素的提取。
发酵后的培养液中含有大量的青霉素,需要进行提取和分离。
提取工艺通常采用有机溶剂萃取或树脂吸附的方法,将青霉素从培养液中提取出来。
之后是青霉素的纯化过程。
提取出来的青霉素需要去除杂质,并提高纯度。
通常采用结晶、减压蒸馏、结合色谱等方法进行纯化处理,以获得高纯度的青霉素原料。
最后是青霉素的制剂。
将经过纯化的青霉素原料制成片剂、注射剂等不同的制剂形式,以便于人们使用。
青霉素的生产工艺流程需要严格控制各个环节,确保产品的质量和纯度。
随着技术的不断发展,青霉素的生产工艺也在不断改进,为临床应用提供更优质的产品。
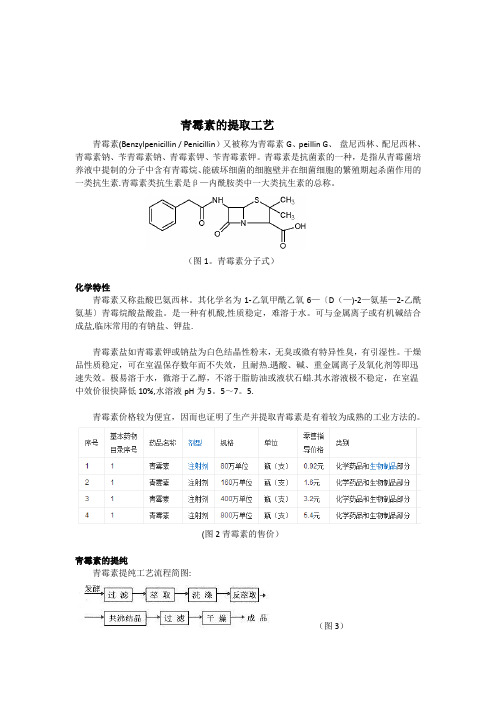
青霉素的提取工艺青霉素(Benzylpenicillin / Penicillin)又被称为青霉素G、peillin G、盘尼西林、配尼西林、青霉素钠、苄青霉素钠、青霉素钾、苄青霉素钾。
青霉素是抗菌素的一种,是指从青霉菌培养液中提制的分子中含有青霉烷、能破坏细菌的细胞壁并在细菌细胞的繁殖期起杀菌作用的一类抗生素.青霉素类抗生素是β—内酰胺类中一大类抗生素的总称。
(图1。
青霉素分子式)化学特性青霉素又称盐酸巴氨西林。
其化学名为1-乙氧甲酰乙氧6—〔D(—)-2—氨基—2-乙酰氨基〕青霉烷酸盐酸盐。
是一种有机酸,性质稳定,难溶于水。
可与金属离子或有机碱结合成盐,临床常用的有钠盐、钾盐.青霉素盐如青霉素钾或钠盐为白色结晶性粉末,无臭或微有特异性臭,有引湿性。
干燥品性质稳定,可在室温保存数年而不失效,且耐热.遇酸、碱、重金属离子及氧化剂等即迅速失效。
极易溶于水,微溶于乙醇,不溶于脂肪油或液状石蜡.其水溶液极不稳定,在室温中效价很快降低10%,水溶液pH为5。
5~7。
5.青霉素价格较为便宜,因而也证明了生产并提取青霉素是有着较为成熟的工业方法的。
(图2青霉素的售价)青霉素的提纯青霉素提纯工艺流程简图:(图3)因为青霉素水溶液不稳定,故发酵液预处理、提取和精制过程要条件温和、快速,防止降解。
在提炼过程中要遵循下面三个原则:错误!时间短错误!温度低错误!pH适中1。
预处理发酵结束后,目标产物存在于发酵液中,浓度较低,只有10-30kg/m3,并且含有大量杂质,如高价无机离子(Ca,Mg,Fe离子),菌丝,未用完的培养基,易污染杂菌,产生菌的代谢产物,蛋白质等。
因此必须对其进行的预处理,其目的在于浓缩目的产物,去除大部分杂质,利于后续的分离纯化过程,是进行分离纯化的第一个工序。
2.过滤发酵液在萃取之前需预处理,可在发酵液加少量絮凝剂沉淀蛋白(比如明矾),或者调解发酵液pH至蛋白质的等电点以沉淀蛋白,然后经真空转鼓过滤(以负压作过滤推动力)或板框过滤(浮液用泵送入滤机的每个密闭的滤室,在工作压力的作用下,滤液透过滤膜或其它滤材,经出液口排出,滤渣则留在框内形成滤饼,从而达到固液分离目的),除掉菌丝体及部分蛋白.青霉素在常温下易降解,因而发酵液及滤液应冷至10 ℃以下,过滤收率一般90%左右。

青霉素(Benzylpenicillin / Penicillin)又被称为青霉素G、peillin G、盘尼西林.以下我要教大家的制作方法是从别的地方找的,由医学专家肯定过的方法。
还是比较行的。
1。
用米磨成的汁水 + 用山芋磨成的汁水作为培养基溶液(用个小碗)2。
将青霉移植进去(青霉就是找一个已经发霉的食物,上面的霉变物质刮下来就是),等1个星期。
培养中3。
拿一个小瓦罐(市场上有的,你买玻璃杯也可以).用塑料薄膜封住顶部(不要用盖子),在薄膜上剪个小孔,拿一个漏斗,在漏斗里放医用棉花,把培养过的培养液体从棉花上倒下去.(有点像过滤)4。
在那个瓦罐里倒适量(培养液的3倍)的菜种油,搅拌吧~~5.搅拌到最后会发现,罐子里的液体有3层(你看不见的,罐子不是透明的。
)6。
这时候,你要用小勺子慢慢地把上层的油和脂弄掉!(相信你还是分的清什么是油什么是水=0=),只留下底部的水7。
将碳粉(自己弄去)加入罐子,搅拌吧~~8。
碳会吸收青霉成分,罐子里的液体会吸干.9。
取出碳,用蒸馏水(不要用其他水,否则就没用了,回污染的)洗涤碳,注意,一点点就好10.用醋加水混合水洗涤碳11。
用海草汁水洗涤12。
重复步骤3的方法(再买一个瓦罐或者玻璃杯)过滤13.将最后得到的液体分成每100CC一小杯。
等上几天(标号哦,1,2,3,。
)14。
最后一步很难哦!在你的嘘嘘中用棉花棒蘸上少许,分别滴在小杯子的中央15.等待.。
.。
16。
过1 WEEK后,如果看到有一个中央没有青霉,只有周围一环有,就制作成了17.用胶头滴管吸取环中的青霉,就是盘尼西林!!!!!!天然青霉素青霉素G生产可分为菌种发酵和提取精制两个步骤。
①菌种发酵:将产黄青霉菌接种到固体培养基上,在25℃下培养7~10天,即可得青霉菌孢子培养物。
用无菌水将孢子制成悬浮液接种到种子罐内已灭菌的培养基中,通入无菌空气、搅拌,在27℃下培养24~28h,然后将种子培养液接种到发酵罐已灭菌的含有苯乙酸前体的培养基中,通入无菌空气,搅拌,在27℃下培养7天.在发酵过程中需补入苯乙酸前体及适量的培养基。

青霉素提炼工艺流程图:发酵液———————→预处理液——→板框过滤——→滤液——→储罐——→BA提取——→脱色——→过滤——→BA脱色液——→结晶——→离心分离——→含1%水重液回收溶媒的异丙醇洗涤——→甩滤——→无水异丙醇洗涤——→甩干——→摇摆机粉碎——→烘干——→工业钾盐成品发酵液是一个混合液,其中有菌丝、未用完的培养基、生产菌的代谢产物,一些杂质,青霉素的含量仅为0.1~4.5%。
而且,溶液中的青霉素很不稳定,温度的变化、pH的变化都能引起青霉素的分解。
提炼工艺要围绕时间,温度,pH,和去除杂质这四个基本点来改进。
提炼的第一步是发酵液的预处理。
预处理的目的是为了改善发酵液性质,以利于下一步固液分离。
发酵液中含有铁、镁、钙等无机离子和蛋白质,这些对提炼影响很大:不利于离子交换,蛋白质很容易引起萃取时的乳化-使溶媒和水相分离困难。
生产中常用的方法是:加黄血盐去铁离子;加磷酸盐去钙,镁;加絮凝剂去蛋白质。
固液分离这一工序中,把发酵液中的固相的物质如菌丝、未用完的培养基和含有有效成分的液相分离来。
常用的设备是板框过滤机和真空转鼓过滤机。
印象中板框的处理能力比转鼓小?我个人比较喜欢转鼓。
过滤下来的固相物质主要是菌丝,未用完的培养基,黄乎乎的,软软的,好在没有异味,要不发酵车间就成了那个啥了。
过滤后得到的液相中含有我们想得到的青霉素。
文章开头的工艺流程我看有点不完全准确。
在提取过程中就用BA提取含胡过去了。
其实这有三步。
从溶液中提取有效物质常用的方法有萃取法,离子交换法和沉淀法。
青霉素生产中用的是萃取法。
具体的三步包括一次萃取,然后用离心机将重相和轻相分开;然后将轻相反萃取,再用离心机分离重相和轻相;把重相进行二次萃取,再用离心机分开重相和轻相。
最后得到的轻相是经过处理的溶液,其中含有高浓度的青霉素。
BA是指醋酸丁脂,采用它的原因是青霉素在醋酸丁脂中的溶解度很小。
反萃取的作用我记得是去杂质。
二次BA液中含有色素和热原质。
青霉素生产工艺过程一、青霉素的发酵工艺过程1、工艺流程1丝状菌三级发酵工艺流程冷冻管25℃,孢子培养,7天——斜面母瓶25℃,孢子培养,7天——大米孢子26℃,种子培养56h,1:——一级种子培养液27℃,种子培养,24h,1:——二级种子培养液27~26℃,发酵,7天,1:——发酵液;2球状菌二级发酵工艺流程冷冻管25℃,孢子培养,6~8天——亲米25℃,孢子培养,8~10天——生产米28℃,孢子培养,56~60h,1:——种子培养液26~25-24℃,发酵,7天,1:——发酵液;2、工艺控制1影响发酵产率的因素基质浓度:在分批发酵中,常常因为前期基质量浓度过高,对生物合成酶系产生阻遏或抑制或对菌丝生长产生抑制如葡萄糖和钱的阻遏或抑制,苯乙酸的生长抑制,而后期基质浓度低限制了菌丝生长和产物合成,为了避免这一现象,在青霉素发酵中通常采用补料分批操作法,即对容易产生阻遏、抑制和限制作用的基质进行缓慢流加以维持一定的最适浓度;这里必须特别注意的是葡萄糖的流加,因为即使是超出最适浓度范围较小的波动,都将引起严重的阻遏或限制,使生物合成速度减慢或停止;目前,糖浓度的检测尚难在线进行, 故葡萄糖的流加不是依据糖浓度控制,而是间接根据pH 值、溶氧或C0释放率予以调节;22温度:青霉素发酵的最适温度随所用菌株的不同可能稍有差别,但一般认为应在25℃左右;温度过高将明显降低发酵产率,同时增加葡萄糖的维持消耗,降低葡萄糖至青霉素的转化率;对菌丝生长和青霉素合成来说,最适温度不是一样的, 一般前者略高于后者, 故有的发酵过程在菌丝生长阶段采用较高的温度,以缩短生长时间, 到达生产阶段后便适当降低温度,以利于青霉素的合成;3pH值:青霉素发酵的最适pH值一般认为在左右,有时也可以略高或略低一些,但应尽量避免pH值超过, 因为青霉素在碱性条件下不稳定, 容易加速其水解;在缓冲能力较弱的培养基中, pH值的变化是葡萄糖流加速度高低的反映;过高的流加速率造成酸性中间产物的积累使pH值降低;过低的加糖速率不足以中和蛋白质代谢产生的氨或其他生理碱性物质代谢产生的碱性化合物而引起pH值上升;4溶氧:对于好氧的青霉素发酵来说,溶氧浓度是影响发酵过程的一个重要因素;当溶氧浓度降到30%饱和度以下时, 青霉素产率急剧下降, 低于10%饱和度时, 则造成不可逆的损害;溶氧浓度过高,说明菌丝生长不良或加糖率过低,造成呼吸强度下降, 同样影响生产能力的发挥;溶氧浓度是氧传递和氧消耗的一个动态平衡点, 而氧消耗与碳能源消耗成正比, 故溶氧浓度也可作为葡萄糖流加控制的一个参考指标;5菌丝浓度:发酵过程中必须控制菌丝浓度不超过临界菌体浓度, 从而使氧传递速率与氧消耗速率在某一溶氧水平上达到平衡;青霉素发酵的临界菌体浓度随菌株的呼吸强度取决于维持因数的大小, 维持因数越大,呼吸强度越高,发酵通气与搅拌能力及发酵的流变学性质而异;呼吸强度低的菌株降低发酵中氧的消耗速率,而通气与搅拌能力强的发酵罐及黏度低的发酵液使发酵中的传氧速率上升, 从而提高临界菌体浓度;6菌丝生长速度:用恒化器进行的发酵试验证明,在葡萄糖限制生长的条件下,青霉素比生产速率与产生菌菌丝的比生长速率之间呈一定关系;当比生长速率低于时,比生产速率与比生长速率成正比, 当比生长速率高于时, 比生产速率与比生长速率无关;因此,要在发酵过程中达到并维持最大比生产速率, 必须使比生长速率不低;这一比生长速率称为临界比生长速率;对于分批补料发酵的生产阶段来说, 维持的临界比生长速率意味着每46h就要使菌丝浓度或发酵液体积加倍, 这在实际工业生产中是很难实现的;事实上,青霉素工业发酵生产阶段控制的比生长速率要比这一理论临界值低得多, 却仍然能达到很高的比生产速率;这是由于工业上采用的补料分批发酵过程不断有部分菌丝自溶, 抵消了一部分生长, 故虽然表观比生长速率低, 但真比生长速率却要高一些;7菌丝形态:在长期的菌株改良中,青霉素产生菌在沉没培养中分化为主要呈丝状生长和结球生长两种形态;前者由于所有菌丝体都能充分和发酵液中的基质及氧接触, 故一般比生产速率较高;后者则由于发酵液黏度显着降低, 使气-液两相间氧的传递速率大大提高, 从而允许更多的菌丝生长即临界菌体浓度较高, 发酵罐体积产率甚至高于前者;在丝状菌发酵中,控制菌丝形态使其保持适当的分支和长度, 并避免结球,是获得高产的关键要素之一;而在球状菌发酵中, 使菌丝球保持适当大小和松紧,并尽量减少游离菌丝的含量, 也是充分发挥其生产能力的关键素之一;这种形态的控制与糖和氮源的流加状况及速率、搅拌的剪切强度及比生长速率密切相关;3、工艺控制要点1种子质量的控制丝状菌的生产种子是由保藏在低温的冷冻安瓿管经甘油、葡萄糖、蛋白胨斜面移植到小米固体上,25 ℃培养 7 天, 真空干燥并以这种形式保存备用;生产时它按一定的接种量移种到含有葡萄糖、玉米浆、尿素为主的种子罐内 ,26 ℃培养 56h 左右, 菌丝浓度达6%-8%, 菌丝形态正常, 按 10%-15%的接种量移人含有花生饼粉、葡萄糖为主的二级种子罐内,27℃培养 24h, 菌丝体积 10%-12%, 形态正常, 效价在700D/ml左右便可作为发酵种子;球状菌的生产种子是由冷冻管子孢子经混有O. 5% -1. 0 %玉米浆的三角瓶培养原始亲米孢子, 然后再移人罗氏瓶培养生产大米抱子又称生产米, 亲米和生产米均为25 ℃静置培养, 需经常观察生长发育情况在培养到 3-4 天, 大米表面长出明显小集落时要振摇均匀, 使菌丝在大米表面能均匀生长, 待10 天左右形成绿色孢子即可收获;亲米成熟接人生产米后也要经过激烈振荡才可放置恒温培养, 生产米的孢子量要求每粒米300万只以上;亲米、生产米子孢子都需保存在 5 ℃冰箱内;工艺要求将新鲜的生产米指收获后的孢瓶在10天以内使用接人含有花生饼粉、玉米胚芽粉、葡萄糖、饴糖为主的种子罐内,28 ℃培养 50-60h当pH 值由6. 0-6. 5 下降至 . 0, 菌丝呈菊花团状,平均直径在 100- 130μm, 每毫升的球数为 6万 -8万只, 沉降率在 85% 以上, 即可根据发酵罐球数控制在 8000-11000只/ml 范围的要求, 计算移种体积, 然后接入发酵罐, 多余的种子液弃去;球状菌以新鲜孢子为佳, 其生产水平优于真空干燥的孢子,能使青霉素发酵单位的罐批差异减少;2培养基成分的控制a. 碳源产黄青霉菌可利用的碳源有乳糖、蕉糖、葡萄糖等;目前生产上普遍采用的是淀粉水解糖、糖化液 DE 值 50% 以上进行流加;b. 氮源氮源常选用玉米浆、精制棉籽饼粉、麸皮,并补加无机氮源硫酸氨、氨水或尿素;c. 前体生物合成含有苄基基团的青霉素 G, 需在发酵液中加人前体;前体可用苯乙酸、苯乙酰胺, 一次加入量不大于%, 并采用多次加入, 以防止前体对青霉素的毒害;d. 无机盐加人的无机盐包括硫、磷、钙、镁、钾等, 且用量要适度;另外, 由于铁离子对青霉菌有毒害作用, 必须严格控制铁离子的浓度, 一般控制在30 μg/ml ;3发酵培养的控制a. 加糖控制加糖量的控制是根据残糖量及发酵过程中的 pH 值确定 , 最好是根据排气中CO2 量及 O2 量来控制, 一般在残糖降至 % 左右, pH 值上升时开始加糖;b. 补氮及加前体补氮是指加硫酸铵、氨水或尿素, 使发酵液氨氮控制在 O. 01%%,补前体以使发酵液中残存苯乙酰胺浓度为 %% ;-c. pH 值控制对pH 值的要求视不同菌种而异, 一般为 pH 可以补加葡萄糖来控制;目前一般采用加酸或加碱控制pH值;d. 温度控制前期 2 5- 2 6 ℃, 后期 23 ℃, 以减少后期发酵液中青霉素的降解破坏;e. 溶解氧的控制一般要求发酵中溶解氧量不低于饱和溶解氧的30% ;通风比一般为1 : 0. 8L/Lmin, 搅拌转速在发酵各阶段应根据需要而调整;f. 泡沫的控制在发酵过程中产生大量泡沫, 可以用天然油脂, 如豆油、玉米油等或用化学合成消泡剂 " 泡敌 " 来消泡, 应当控制其用量并要少量多次加入, 尤其在发酵前期不宜多用, 否则会影响菌体的呼吸代谢g. 发酵液质量控制生产上按规定时间从发酵罐中取样 , 用显微镜观察菌丝形态变化来控制发酵;生产上惯称" 镜检 ",根据" 镜检 "中菌丝形变化和代谢变化的其他指标调节发酵温度, 通过追加糖或补加前体等各种措施来延长发酵时间, 以获得最多青霉素;当菌丝中空泡扩大、增多及延伸, 并出现个别自溶细胞, 这表示菌丝趋向衰老, 青霉素分泌逐渐停止, 菌丝形态上即将进入自溶期, 在此时期由于茵丝自溶, 游离氨释放, pH 值上升, 导致青霉素产量下降, 使色素、溶解和胶状杂质增多, 并使发酵液变蒙古稠, 增加下一步提纯时过滤的困难;因此, 生产上根据" 镜检 "判断, 在自溶期即将来临之际, 迅速停止发酵, 立刻放罐, 将发酵液迅速送往提炼工段;。
青霉素生产工艺过程
一、青霉素的发酵工艺过程
1、工艺流程
(1)丝状菌三级发酵工艺流程
冷冻管(25℃,孢子培养,7天)——斜面母瓶(25℃,孢子培养,7天)——大米孢子(26℃,种子培养56h,1:)——一级种子培养液(27℃,种子培养,24h,1:)——二级种子培养液(27~26℃,发酵,7天,1:)——发酵液。
(2)球状菌二级发酵工艺流程
冷冻管(25℃,孢子培养,6~8天)——亲米(25℃,孢子培养,8~10天)——生产米(28℃,孢子培养,56~60h,1:)——种子培养液(26~25-24℃,发酵,7天,1:)——发酵液。
2、工艺控制
(1)影响发酵产率的因素
基质浓度:在分批发酵中,常常因为前期基质量浓度过高,对生物合成酶系产生阻遏(或抑制)或对菌丝生长产生抑制(如葡萄糖和钱的阻遏或抑制,苯乙酸的生长抑制),而后期基质浓度低限制了菌丝生长和产物合成,为了避免这一现象,在青霉素发酵中通常采用补料分批操作法,即对容易产生阻遏、抑制和限制作用的基质进行缓慢流加以维持一定的最适浓度。
这里必须特别注意的是葡萄糖的流加,因为即使是超出最适浓度范围较小的波动,都将引起严重的阻遏或限制,使生物合成速度减慢或停止。
目前,糖浓度的检测尚难在线进行, 故葡萄糖的流加不是依据糖浓度控制,而是
释放率予以调节。
间接根据pH 值、溶氧或C0
2
(2)温度:青霉素发酵的最适温度随所用菌株的不同可能稍有差别,但一般认为应在25℃左右。
温度过高将明显降低发酵产率,同时增加葡萄糖的维持消耗,降低葡萄糖至青霉素的转化率。
对菌丝生长和青霉素合成来说,最适温度不是一样的, 一般前者略高于后者, 故有的发酵过程在菌丝生长阶段采用较高的温度,以缩短生长时间, 到达生产阶段后便适当降低温度,以利于青霉素的合成。
(3)pH值:青霉素发酵的最适pH值一般认为在左右,有时也可以略高或略低一些,但应尽量避免pH值超过, 因为青霉素在碱性条件下不稳定, 容易加速其水解。
在缓冲能力较弱的培养基中, pH值的变化是葡萄糖流加速度高低的反映。
过高的流加速率造成酸性中间产物的积累使pH值降低;过低的加糖速率不足以中和蛋白质代谢产生的氨或其他生理碱性物质代谢产生的碱性化合物而引起pH值上升。
(4)溶氧:对于好氧的青霉素发酵来说,溶氧浓度是影响发酵过程的一个重要因素。
当溶氧浓度降到30%饱和度以下时, 青霉素产率急剧下降, 低于10%饱和度时, 则造成不可逆的损害。
溶氧浓度过高,说明菌丝生长不良或加糖率过低,造成呼吸强度
下降, 同样影响生产能力的发挥。
溶氧浓度是氧传递和氧消耗的一个动态平衡点, 而
氧消耗与碳能源消耗成正比, 故溶氧浓度也可作为葡萄糖流加控制的一个参考指标。
(5)菌丝浓度:发酵过程中必须控制菌丝浓度不超过临界菌体浓度, 从而使氧传递速率与氧消耗速率在某一溶氧水平上达到平衡。
青霉素发酵的临界菌体浓度随菌株的呼
吸强度(取决于维持因数的大小, 维持因数越大,呼吸强度越高),发酵通气与搅拌能
力及发酵的流变学性质而异。
呼吸强度低的菌株降低发酵中氧的消耗速率,而通气与
搅拌能力强的发酵罐及黏度低的发酵液使发酵中的传氧速率上升, 从而提高临界菌体
浓度。
(6)菌丝生长速度:用恒化器进行的发酵试验证明,在葡萄糖限制生长的条件下,青霉素比生产速率与产生菌菌丝的比生长速率之间呈一定关系。
当比生长速率低于时,
比生产速率与比生长速率成正比, 当比生长速率高于时, 比生产速率与比生长速率无关。
因此,要在发酵过程中达到并维持最大比生产速率, 必须使比生长速率不低。
这
一比生长速率称为临界比生长速率。
对于分批补料发酵的生产阶段来说, 维持的临界
比生长速率意味着每46h就要使菌丝浓度或发酵液体积加倍, 这在实际工业生产中是
很难实现的。
事实上,青霉素工业发酵生产阶段控制的比生长速率要比这一理论临界
值低得多, 却仍然能达到很高的比生产速率。
这是由于工业上采用的补料分批发酵过
程不断有部分菌丝自溶, 抵消了一部分生长, 故虽然表观比生长速率低, 但真比生长
速率却要高一些。
(7)菌丝形态:在长期的菌株改良中,青霉素产生菌在沉没培养中分化为主要呈丝状生长和结球生长两种形态。
前者由于所有菌丝体都能充分和发酵液中的基质及氧接触, 故一般比生产速率较高;后者则由于发酵液黏度显着降低, 使气-液两相间氧的传递
速率大大提高, 从而允许更多的菌丝生长 (即临界菌体浓度较高), 发酵罐体积产率
甚至高于前者。
在丝状菌发酵中,控制菌丝形态使其保持适当的分支和长度, 并避免结球,是获得
高产的关键要素之一。
而在球状菌发酵中, 使菌丝球保持适当大小和松紧,并尽量减
少游离菌丝的含量, 也是充分发挥其生产能力的关键素之一。
这种形态的控制与糖和
氮源的流加状况及速率、搅拌的剪切强度及比生长速率密切相关。
3、工艺控制要点
(1)种子质量的控制丝状菌的生产种子是由保藏在低温的冷冻安瓿管经甘油、葡萄糖、蛋白胨斜面移植到小米固体上,25 ℃培养 7 天, 真空干燥并以这种形式保存备用。
生产时它按一定的接种量移种到含有葡萄糖、玉米浆、尿素为主的种子罐
内 ,26 ℃培养 56h 左右, 菌丝浓度达6%-8%, 菌丝形态正常, 按 10%-15%的接种量移人含有花生饼粉、葡萄糖为主的二级种子罐内,27℃培养 24h, 菌丝体积 10%-12%, 形态正常, 效价在700D/ml左右便可作为发酵种子。
球状菌的生产种子是由冷冻管子孢子经混有O. 5% -1. 0 %玉米浆的三角瓶培养原始亲米孢子, 然后再移人罗氏瓶培养生产大米抱子 (又称生产米), 亲米和生产米均为
25 ℃静置培养, 需经常观察生长发育情况在培养到 3-4 天, 大米表面长出明显小集
落时要振摇均匀, 使菌丝在大米表面能均匀生长, 待10 天左右形成绿色孢子即可收获。
亲米成熟接人生产米后也要经过激烈振荡才可放置恒温培养, 生产米的孢子量要求每粒米300万只以上。
亲米、生产米子孢子都需保存在 5 ℃冰箱内。
工艺要求将新鲜的生产米 (指收获后的孢瓶在10天以内使用) 接人含有花生饼粉、玉米胚芽粉、葡萄糖、饴糖为主的种子罐内,28 ℃培养 50-60h当pH 值由6. 0-6. 5 下降至 . 0, 菌丝呈菊花团状,平均直径在 100- 130μm, 每毫升的球数为 6万 -8万只, 沉降率在 85% 以上, 即可根据发酵罐球数控制在 8000-11000只/ml 范围的要求, 计算移种体积, 然后接入发酵罐, 多余的种子液弃去。
球状菌以新鲜孢子为佳, 其生产水平优于真空干燥的孢子,能使青霉素发酵单位的罐批差异减少。
(2)培养基成分的控制
a. 碳源产黄青霉菌可利用的碳源有乳糖、蕉糖、葡萄糖等。
目前生产上普遍采用的是淀粉水解糖、糖化液 (DE 值 50% 以上) 进行流加。
b. 氮源氮源常选用玉米浆、精制棉籽饼粉、麸皮,并补加无机氮源(硫酸氨、氨水或尿素)。
c. 前体生物合成含有苄基基团的青霉素 G, 需在发酵液中加人前体。
前体可用苯乙酸、苯乙酰胺, 一次加入量不大于%, 并采用多次加入, 以防止前体对青霉素的毒
害。
d. 无机盐加人的无机盐包括硫、磷、钙、镁、钾等, 且用量要适度。
另外, 由于铁
离子对青霉菌有毒害作用, 必须严格控制铁离子的浓度, 一般控制在30 μg/ml。
(3)发酵培养的控制
a. 加糖控制加糖量的控制是根据残糖量及发酵过程中的 pH 值确定 , 最好是根据
排气中CO2 量及 O2 量来控制, 一般在残糖降至 % 左右, pH 值上升时开始加糖。
b. 补氮及加前体补氮是指加硫酸铵、氨水或尿素, 使发酵液氨氮控制在 O. 01%%,补前体以使发酵液中残存苯乙酰胺浓度为 %% 。
-
c. pH 值控制对pH 值的要求视不同菌种而异, 一般为 pH 可以补加葡萄糖来控制。
目前一般采用加酸或加碱控制pH值。
d. 温度控制前期 2 5- 2 6 ℃, 后期23 ℃, 以减少后期发酵液中青霉素的降解破坏。
e. 溶解氧的控制一般要求发酵中溶解氧量不低于饱和溶解氧的30% 。
通风比一般为1 : 0. 8L/(L ? min), 搅拌转速在发酵各阶段应根据需要而调整。
f. 泡沫的控制在发酵过程中产生大量泡沫, 可以用天然油脂, 如豆油、玉米油等或用化学合成消泡剂 " 泡敌 " 来消泡, 应当控制其用量并要少量多次加入, 尤其在发酵前期不宜多用, 否则会影响菌体的呼吸代谢
g. 发酵液质量控制生产上按规定时间从发酵罐中取样 , 用显微镜观察菌丝形态变
化来控制发酵。
生产上惯称" 镜检 ",根据" 镜检 "中菌丝形变化和代谢变化的其他
指标调节发酵温度, 通过追加糖或补加前体等各种措施来延长发酵时间, 以获得最多青霉素。
当菌丝中空泡扩大、增多及延伸, 并出现个别自溶细胞, 这表示菌丝趋向衰老, 青霉素分泌逐渐停止, 菌丝形态上即将进入自溶期, 在此时期由于茵丝自溶, 游
离氨释放, pH 值上升, 导致青霉素产量下降, 使色素、溶解和胶状杂质增多, 并使发酵液变蒙古稠, 增加下一步提纯时过滤的困难。
因此, 生产上根据" 镜检 "判断, 在自溶期即将来临之际, 迅速停止发酵, 立刻放罐, 将发酵液迅速送往提炼工段。