混凝土搅拌车搅拌系统仿真设计
- 格式:docx
- 大小:177.94 KB
- 文档页数:10
混凝土搅拌车搅拌总成建模与仿真中国混凝土网 [2007-3-15] 网络硬盘我要建站博客常用搜索摘要: 搅拌总成作为混凝土搅拌运输车的核心部分, 直接决定了整车性能。
通过对815L P 型搅拌车搅拌总成的研究, 指出了搅拌叶片在前锥、中圆和后锥部分分别采用的螺旋线形式, 并对搅拌罐总成进行了建模和仿真,为指导生产实践奠定了理论基础。
关键词: 搅拌总成; 螺旋叶片; 建模; 仿真中图分类号: TU 642+ 12文献标识码: A0 引言搅拌叶片是混凝土搅拌车的关键部件, 它的好坏直接影响着搅拌罐的寿命、出料残余率、搅拌效果、出料速度等。
在搅拌罐装料、运料和卸料三个过程的运动中, 要达到新拌混凝土均质性好、进出料效率高、出料残余率低且性能可靠的技术要求, 需找出最佳的罐体和叶片配置尺寸。
目前国内搅拌叶片的制造靠测绘仿制[1] , 鉴于此, 有待研究开发出指导叶片和罐体及相关件的关键技术。
1 搅拌筒和叶片参数设计设计搅拌罐的搅拌叶片时, 一般在前锥和后锥段采用对数圆锥螺旋线, 中圆段采用圆柱螺旋线。
搅拌罐的搅拌和出料性能与螺旋线的螺旋升角和螺旋角有着密切的关系, 搅拌罐与地面的夹角为14o , A角为叶片曲线围绕搅拌筒轴心的螺旋升角, 它与旋角B之间的关系为: A+ B= 90o [ 2 ]。
螺旋升角A越大, 搅拌性能越好, 但出料性能越差。
随着A角的增大, 混凝土沿叶片滑移的摩擦力也相应加大, 达到一定程度, 就易造成混凝土在叶片上的淤积, 使其运动受阻, 搅拌效率降低, 尤其在卸料工况时, 由于淤积而造成的堵塞会使卸料发生困难。
当A趋于90o 时, 叶片与搅拌曲线近似平行, 这时叶片对混凝土类似于自落式搅拌机而几乎没有轴向的推移作用, 因而丧失卸料功能。
为了避免前锥积料, 改善出料性能, 应减小小端处的螺旋升角, 但A角不能太小, 当A角很小时, 叶片几乎与搅拌轴线垂直, 混凝土在转动的搅拌筒中轴向运动非常微小, 近似于只作沿筒叶的切向滑跌。
Properties of Fresh ConcreteEdited by H.-J. Wierig Fresh concrete is a mixture of water, cement, aggregate and admixture (if any). After mixing, operations such as transporting, placing, compacting and finishing of fresh concrete can all considerably affect the properties of hardened concrete. It is important that the constituent materials remain uniformly distributed within the concrete mass during the various stages of its handling and that full compaction is achieved. When either of these conditions is not satisfied the properties of the resulting hardened concrete, for example, strength and durability, are adversely affected.The characteristics of fresh concrete which affect full compaction are its consistency, mobility and compactability. In concrete practice these are often collectively known as workability. The ability of concrete to maintain its uniformity is governed by its stability, which depends on its consistency and its cohesiveness. Since the methods employed for conveying, placing and consolidatingd a concrete mix, as well as the nature of the section to be cast, may vary from job to job it follows that the corresponding workability and stability requirements will also vary. The assessment of the suitability of a fresh concrete for a particular job will always to some extent remain a matter of personal judgment.In spite of its importance, the behaviour of plastic concrete often tends to be overlooked. It is recommended that students should learn to appreciate the significance of the various characteristics of concrete in its plastic state and know how these may alter during operations involved in casting a concrete structure.13.1 WorkabilityWorkability of concrete has never been precisely defined. For practical purposes it generally implies the ease with which a concrete mix can be handled from the mixer to its finally compacted shape. The three main characteristics of the property are consistency, mobility and compactability. Consistency is a measure of wetness or fluidity. Mobility defines the ease with which a mix can flow into and completely fill the formwork or mould. Compactability is the ease with which a given mix can be fully compacted, all the trapped air being removed. In this context the required workability of a mix depends not only on the characteristics and relative proportions of the constituent materials but also on (1) the methods employed for conveyance and compaction, (2) the size, shape and surface roughness of formwork or moulds and (3) the quantity and spacing of reinforcement.Another commonly accepted definition of workability is related to the amount of useful internal work necessary to produce full compaction. It should be appreciated that the necessary work again depends on the nature of the section being cast. Measurement of internal work presents many difficulties and several methods have been developed for this purpose but none gives an absolute measure of workability.The tests commonly used for measuring workability do not measure the individual characteristics (consistency, mobility and compactability) of workability. However, they do provide useful and practical guidance on the workability of a mix. Workability affects the quality of concrete and has a direct bearing on cost so that, for example, anunworkable concrete mix requires more time and labour for full compaction. It is most important that a realistic assessment is made of the workability required for given site conditions before any decision is taken regarding suitable concrete mix proportions.13.2 Measurement of WorkabilityThree tests widely used for measuring workability are the slump, compacting factor and V-B consistometer tests (figure 13.1). These are standard tests in the United Kingdom and are described in detail in BS 1881: Part 2. Their use is also recommended in CP 110: Part 1. It is important to note that there is no single relationship between the slump, compacting factor and V-B results for different concretes. In the following sections the salient features of these tests together with their merits and limitations are discussed.Slump TestThis test was developed by Chapman in the United States in 1913. A 300 mm high concrete cone, prepared under standard conditions (BS 1881: Part 2) is allowed to subside and the slump or reduction in height of the cone is taken to be a measure of workability. The apparatus is inexpensive, portable and robustd and is the simplest of all the methods employed for measuring workability. It is not surprising that, in spite of its several limitations, the slump test has retained its popularity.Figure 13.1 Apparatus for workability measurement: (a) slump cone, (b) compacting factor and (c)V-B consistometerThe test primarily measures the consistency of plastic concrete and although it is difficult to see any significant relationship between slump and workability as defined previously, it is suitable for detecting changes in workability. For example, an increase in the water content or deficiency in the proportion of fine aggregate results in anincrease in slump. Although the test is suitable for quality-control purposes it should be remembered that it is generally considered to be unsuitable for mix design since concretes requiring varying amounts of work for compaction can have similar numerical values of slump. The sensitivity and reliability of the test for detecting variation in mixes of different workabilities is largely dependent on its sensitivity to consistency. The test is not suitable for very dry or wet mixes. For very dry mixes, with zero or near-zero slump, moderate variations in workability do not result in measurable changes in slump. For wet mixes, complete collapse of the concrete produces unreliable values of slump.Figure 13.2 Three main types of slumpThe three types of slump usually observed are true slump, shear slump and collapse slump, as illustrated in figure 13.2. A true slump is observed with cohesive and rich mixes for which the slump is generally sensitive to variations in workability. A collapse slump is usually associated with very wet mixes and is generally indicative of poor quality concrete and most frequently results from segregation of its constituent materials. Shear slump occurs more often in leaner mixes than in rich ones and indicates a lack of cohesion which is generally associated with harsh mixes (low mortar content). whenever a shear slump is obtained the test should be repeated and, ifpersistent, this fact should be recorded together with test results, because widely different values of slump can be obtained depending on whether the slump is of true or shear form.The standard slump apparatus is only suitable for concretes in which the maximum aggregate size does not exceed 37.5 mm. It should be noted that the value of slump changes with time after mixing owing to normal hydration processes and evaporation of some of the free water, and it is desirable therefore that tests are performed within a fixed period of time.Compacting Factor TestThis test, developed in the United Kingdom by Glanville et al. (1947), measures the degree of compaction for a standard amount of work and thus offers a direct and reasonably reliable assessment of the workability of concrete as previously defined. The apparatus is a relatively simple mechanical contrivance (figure 13.1) and is fully described in BS 1881: Part 2. The test requires measurement of the weights of the partially and fully compacted concrete and the ratio of the partially compacted weight to the fully compacted weight, which is always less than 1, is known as the compacting factor. For the normal range of concretes the compacting factor lies between 0.80 and 0.92. The test is particularly useful for drier mixes for which the slump test is not satisfactory. The sensitivity of the compacting factor is reduced outside the normal range of workability and is generally unsatisfactory for compacting factors greater than 0.92.It should also be appreciated that, strictly speaking, some of the basic assumptions of the test are not correct. The work done to overcome surface friction of the measuring cylinder probably varies with the characteristics of the mix. It has been shown by Cusens (1956) that for concretes with very low workability the actual work required to obtain full compaction depends on the richness of a mix while the compacting factor remains sensibly unaffected. Thus it follows that the generally held belief that concretes with the same compacting factor require the same amount of work for full compaction cannot always be justified. One further point to note is that the procedure for placing concrete in the measuring cylinder bears no resemblance to methods commonly employed on the site. As in the slump test, the measurement of compacting factor must be made within a certain specified period. The standard apparatus is suitable for concrete with a maximum aggregate size of up to 37.5 mm.V-B Consistometer TestThis test was developed in Sweden by B a hrner (1940) (see figure 13.1). Although generally regarded as a test primarily used in research its potential is now more widely acknowledged in industry and the test is gradually being accepted. In this test (BS 1881: Part 2) the time taken to transform, by means of vibration, a standard cone of concrete to a compacted flat cylindrical mass is recorded. This is known as the V-B time, in seconds, and is stated to the nearest 0.5 s. Unlike the two previous tests, the treatment of concrete in this test is comparable to the method of compacting concrete in practice. Moreover, the test is sensitive to change in consistency, mobility and compactability,and therefore a reasonable correlation between the test results and site assessment of workability can be expected.The test is suitable for a wide range of mixes and, unlike the slump and compacting factor tests, it is sensitive to variations in workability of very dry and also air-entrained concretes. It is also more sensitive to variation in aggregate characteristics such as shape and surface texture. The reproducibility of results is good. As for other tests its accuracy tends to decrease with increasing maximum size of aggregate; above 19.0 mm the test results become somewhat unreliable. For concretes requiring very little vibration for compaction the V-B time is only about 3 s. Such results are likely to be less reliable than for larger V-B times because of the difficulty in estimating the time of the end point (concrete in contact withd the whole of the underside of the plastic disc). At the other end of the workability range, such as with very dry mixes, the recorded V-B times are likely to be in excess of their true workability since prolonged vibration is required to remove the entrapped air bubbles under the transparent disc. To overcome this difficulty an automatic device which records the vertical settlement of the disc with respect to time can be attached to the apparatus. This recording device can also assist in eliminating human error in judging the end point. The apparatus for the V-B test is more expensive than that for the slump and compacting factor tests, requiring an electric power supply and greater experience in handling; all these factors make it more suitable for the precast concrete industry and ready-mixed concrete plants than for general site use.13.3 Factors Affecting WorkabilityVarious factors known to influence the workability of a freshly mixed concrete are shown in figure 13.3. From the following discussion it will be apparent that a change in workability associated with the constituent materials is mainly affected by water content and specific surface of cement and aggregate.Cement and WaterFigure 13.3 Factors affecting workability of fresh conreteTypical relationships between the cement-water ratio (by volume) and the volume fraction of cement for different workabilities are shown in figure 15.5. The change in workability for a given change in cement-water ratio is greater when the water content is changed than when only the cement content is changed. In general the effect of the cement content is greater for richer mixes. Hughes (1971) has shown that similar linear relationships exist irrespective of the properties of the constituent materials.For a given mix, the workability of the concrete decreases as the fineness of the cement increases as a result of the increased specific surface, this effect being more marked in rich mixtures. It should also be noted that the finer cements improve the cohesiveness of a mix. With the exception of gypsum, the composition of cement has no apparent effect on workability. Unstable gypsum is responsible for false set, which can impair workability unless prolonged mixing or remixing of the fresh concrete is carriedout. Variations in quality of water suitable for making concrete have no significant effect on workability.AdmixturesThe principal admixtures affecting improvement in the workability of concrete are water-reducing and air-entraining agents. The extent of the increase in workability is dependent on the type and amount of admixture used and the general characteristics of the fresh concrete.Workability admixtures are used to increase workability while the mix proportions are kept constant or to reduce the water content while maintaining constant workability. The former results in a slight reduction in concrete strength.Air-entraining agents are by far the most commonly used workability admixtures because they also improve both the cohesiveness of the plastic concrete and the frost resistance of the resulting hardened concrete. Two points of practical importance concerning air-entrained concrete are that for a given amount of entrained air, the increase in workability tends to be smaller for concretes containing rounded aggregates or low cement-water ratios (by volume) and, in general, the rate of increase in workability tends to decrease with increasing air content. However, as a guide it may be assumed that every 1 per cent increase in air content will increase the compacting factor by 0.01 and reduce the V-B time by 10 per cent.AggregateFor given cement, water and aggregate contents, the workability of concrete is mainly influenced by the total surface area of the aggregate. The surface area is governed by the maximum size, grading and shape of the aggregate. Workability decreases as the specific surface increases, since this requires a greater proportion of cement paste to wet the aggregate particles, thus leaving a smaller amount of paste for lubrication. It follows that, all other conditions being equal, the workability will be increased when the maximum size of aggregate increases, the aggregate particles become rounded or the overall grading becomes coarser. However, the magnitude of this change in workability depends on the mix proportions, the effect of the aggregate being negligible for very rich mixes (aggregate-cement ratios approaching 2). The practical significance of this is that for a given workability and cement-water ratio the amount of aggregate which can be used in a mix varies depending on the shape, maximum size and grading of the aggregate, as shown in figure 13.4 and tables 13.1 and 13.2. The influence of air-entrainment (4.5 per cent) on workability is shown also in figure 13.4.TABLE 13.1Effect of maximum size of aggregate of similar grading zone on aggregate-cement ratio of concrete having water-cement ratio of 0.55 by weight, based on McIntosh (1964)Maximum aggregatesize(mm)Aggregate-cement ratio (by weight)Low workability Medium workability High workability IrregulargravelCrushed rockIrregulargravelCrushed rockIrregulargravelCrushed rock9.5 5.3 4.8 4.7 4.2 4.4 3.719.0 37.56.27.65.56.45.46.54.75.54.95.94.45.2TABLE 13.2Effect of aggregate grading (maximum size 19.0 mm) on aggregate-cement ratio ofconcrete having medium workability and water-cement ratio of 0.55 by weight, based onMcIntosh (1964)Type of aggregateAggregate-cement ratioCoarse grading Fine gradingRounded gravel Irregular gravel Crushed rock 7.35.54.76.35.14.3Figure 13.4 Effect of aggregate shape on aggregate-cement ratio of concretes for different workabilities, based on Cornelius (1970)Several methods have been developed for evaluating the shape of aggregate, asubject discussed in chapter 12. Angularity factors together with grading modulus and equivalent mean diameter provide a means of considering the respective effects of shape, size and grading of aggregate (see chapter 15). Since the strength of a fully compacted concrete, for given materials and cement-water ratio, is not dependent on the ratio of coarse to fine aggregate, maximum economy can be obtained by using the coarse aggregate content producing the maximum workability for a given cement content (Hughes, 1960) (see figure 13.5). The use of optimum coarse aggregate content in concrete mix design is described in chapter 15. It should be noted that it is the volume fraction of an aggregate, rather than its weight, which is important.Figure 13.5 A typical relationship between workability and coarse aggregate content of concrete, based on Hughes (1960)The effect of surface texture on workability is shown in figure 13.6. It can be seen that aggregates with a smooth texture result in higher workabilities than aggregates with a rough texture. Absorption characteristics of aggregate also affect workability where dry or partially dry aggregates are used. In such a case workability drops, the extent of the reduction being dependent on the aggregate content and its absorption capacity.Ambient ConditionsEnvironmental factors that may cause a reduction in workability are temperature, humidity and wind velocityd. For a given concrete, changes in workability are governed by the rate of hydration of the cement and the rate of evaporation of water. Therefore both the time interval from the commencement of mixing to compaction and the conditions of exposure influence the reduction in workability. An increase in the temperature speeds up the rate at which water is used for hydration as well as its loss through evaporation. Likewise wind velocity and humidity influence the workability as they affect the rate of evaporation. It is worth remembering that in practice these factors depend on weather conditions and cannot be controlled.Figure 13.6 Effect of aggregate surface texture on aggregate-cement ratio of concretes for different workabilities, based on Cornelius (1970)TimeThe time that elapses between mixing of concrete and its final compaction depends onthe general conditions of work such as the distance between the mixer and the point of placing, site procedures and general management. The associated reduction in workability is a direct result of loss of free water with time through evaporation, aggregate absorption and initial hydration of the cement. The rate of loss of workability is affected by certain characteristics of the constituent materials, for example, hydration and heat development characteristics of the cement, initial moisture content and porosity of the aggregate, as well as the ambient conditions.For a given concrete and set of ambient conditions, the rate of loss of workability with time depends on the conditions of handling. Where concrete remains undisturbed after mixing until it is placed, the loss of workability during the first hour can be substantial, the rate of loss of workability decreasing with time as illustrated by curve A in figure 13.7. On the other hand, if it is continuously agitated, as in the case of ready-mixed concrete, the loss of workability is reduced, particularly during the first hour or so (see curve B in figure 13.7). However, prolonged agitation during transportation may increase the fineness of the solid particles through abrasion and produce a further reduction in workability. For concretes continuously agitated and undisturbed during transportation, the time intervals permitted (BS 1926) between the commencement of mixing and delivery on site are 2 hours and 1 hour respectively.For practical purposes, loss of workability assumes importance when concrete becomes so unworkable that it cannot be effectively compacted, with the result that its strength and other properties become adversely affected. Corrective measures frequently taken to ensure that concrete at the time of placing has the desired workability are eitheran initial increase in the water content or an increase in the water content with further mixing shortly before the concrete is discharged. When this results in a water content greater than that originally intended, some reduction in strength and durability of the hardened concrete is to be expected unless the cement content is increased accordingly. This important fact is frequently overlooked on site. It should be recalled that the loss of workability varies with the mix, the ambient conditions, the handling conditions and the delivery time. No restriction on delivery time is given in CP 110: Part 1 but the concrete must be capable of being placed and effectively compacted without the addition of further water. For detailed information on the use of ready-mixed concrete the reader is advised to consult the work of Dewar (1973).Figure 13.7 Loss of workability of concrete with time: (A) no agitation and (B)continuously agitated after mixing13.4 StabilityApart from being sufficiently workable, fresh concrete should have a composition such that its constituent materials remain uniformly distributed in the concrete during both the period between mixing and compaction and the period following compaction beforethe concrete stiffens. Because of differences in the particle size and specific gravities of the constituent materials there exists a natural tendency for them to separate. Concrete capable of maintaining the required uniformity is said to be stable and most cohesive mixes belong to this category. For an unstable mix the extent to which the constituent materials will separate depends on the methods of transportation, placing and compaction. The two most common features of an unstable concrete are segregation and bleeding.SegregationWhen there is a significant tendency for the large and fine particles in a mix to become separated, segregation is said to have occurred. In general, the less cohesive the mix the greater the tendency for segregation to occur. Segregation is governed by the total specific surface of the solid particles including cement and the quantity of mortar in the mix. Harsh, extremely wet and dry mixes as well as those deficient in sand, particularly the finer particles, are prone to segregation. As far as possible, conditions conducive to segregation such as jolting of concrete during transportation, dropping from excessive heights during placing and over-vibration during compaction should be avoided.Blemishes, sand streaks, porous layers and honeycombing are a direct result of segregation. These features are not only unsightly but also adversely affect strength, durability and other properties of the hardened concrete. It is important to realize that the effects of segregation may not be indicated by the routine strength tests on control specimens since the conditions of placing and compaction of the specimens differ fromthose in the actual structure. There are no specific rules for suspecting possible segregation but after some experience of mixing and handling concrete it is not difficult to recognize mixes where this is likely to occur. For example, if a handful of concrete is squeezed in the hand and then released so that it lies in the palm, a cohesive concrete will be seen to retain its shape. A concrete which does not retain its shape under these conditions may well be prone to segregation and this is particularly so far wet mixes.BleedingDuring compaction and until the cement paste has hardened there is a natural tendency for the solid particles, depending on size and specific gravity, to exhibit a downward movement. Where the consistency of a mix is such that it is unable to hold all its water some of it is gradually displaced and rises to the surface, and some may also leak through the joints of the formwork. Separation of water from a mix in this manner is known as bleeding. While some of the water reaches the top surface some may become trapped under the larger particles and under the reinforcing bars. The resulting variations in the effective water content within a concrete mass produce corresponding changes in its properties. For example, the strength of the concrete immediately underneath the reinforcing bars and coarse aggregate particles may be much less than the average strength and the resistance to percolation of water in these areas is reduced. In general, the concrete strength tends to increase with depth below the top surface. The water which reaches the top surface presents the most serious practical problems. If it is not removed, the concrete at and near the top surface will be much weaker andless durable than the remainder of the concrete. This can be particularly troublesome in slabs which have a large surface area. On the other hand, removal of the surface water will unduly delay the finishing operation on the site.The risk of bleeding increases when concrete is compacted by vibration although this may be minimized by using a correctly designed mix and ensuring that the concrete is not over-vibrated. Rich mixes tend to bleed less than lean mixes. The type of cement employed is also important, the tendency for bleeding to occur decreasing as the fineness of the cement or its alkaline and tricalcium aluminate (C3A) content increases. Air-entrainment provides another very effective means of controlling bleeding in, for example, wet lean mixes where both segregation and bleeding are frequently troublesome.。
第一作者:郑招强,男,1980年
生,工程师,从事专用汽车设计工
作。
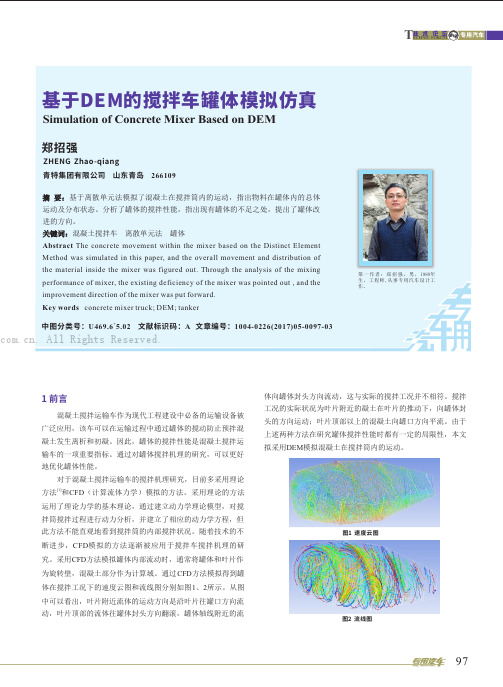
图1 速度云图
图2 流线图
图3 搅拌初期运动⽮量图图4 搅拌稳定状态运动⽮量图图5 物料分布状态图
搅拌性能分析
罐体的搅拌性能体现在物料上就是物料的匀质性。
由于罐体的旋转使各物料颗粒的运动方向和速度均不相同,相互之间
[3]
产生剪切滑移以致相互穿插、扩散,从而使物料均匀混合为直观地观察不同部位物料的运动情况,在罐体轴线方向上,从罐口端至封头端,依次选取不同部位的物料,并分别用不同颜色标示,如图6所示。
经过一段时间的搅拌,从图7可以
图6 罐体不同位置物料图
图7 罐体不同位物料轴向运动轨迹图
图8 罐⼝侧物料圆周⽅向运动轨迹
图9 封头侧物料圆周⽅向运动轨迹
《专用汽车》杂志目前在蜘蛛网、锋阅网、龙源期刊网、博刊网、读览天下等国内正版电子杂志平台推出了原版数字杂志,可支持在iPhone、iPad、Android、Kindle、iRiver Story、SONY Reader、Nook等手机和电脑终 端实现自由阅读。
(定价半年54元,全年108元)
扫描二维码或至上述网站App Store及各大应用市场搜索专用汽车杂志下载,阅读终端,尽情畅读。
更多详情请咨询:027-********苹果、安卓应用商城
即可下载
更新速度
更快
,
阅读更加
流畅
!
99
. All Rights Reserved.。
第三章 动功率驱的计算3.1搅拌力矩曲线混凝土搅拌的过程力矩曲线变化规律如图3.1所示:图3.1搅拌力矩曲线0~1:加工工序,搅拌筒以14-18rmp正转,在大约10min的加料的时间里,搅拌筒的驱动力矩随着混凝土不断被加入而逐渐增大,在即将加满时,力矩反而略有下降;1~2:运料工序,在卸料地点,搅拌输送车停驶,搅拌筒从运拌状态制动,转入14-18rPm的反转卸料工况,搅拌筒的驱动力矩在反转开始的极短时间内陡然上升,然后迅速跌落下来;4~5:卸料工序,搅拌筒继续以14-18rPm的速度反转,驱动力矩随混凝土的卸出而逐渐下降;5~6:空筒返回,搅拌筒内加入适量清水,返程行驶中搅拌筒作3rPm 的返向转动,对其进行清洗,到达混凝土工厂,排出污水,准备下一个循环。
3.2驱动阻力矩计算搅拌筒驱动阻力矩由拌筒与支承系统的摩擦阻力矩与拌筒搅拌阻力矩共同组成,其以拌筒搅拌阻力矩最难计算。
(3-1)(3-2)1)积分公式计算方法a.拌合料与筒壁间的摩擦力矩拌合料与筒壁或与搅拌叶片间的单位摩擦力f。
(3-3)式中,k1——粘着系数,kN/m2;k2——速度系数,kN/m2;V——拌合料速度;s——混合料的坍落度。
(3-4)式中:(3-5)(3-6)(3-7)b..拌合料与搅拌叶片间的摩擦阻力矩图3.2 螺旋叶片断面投影图3.2为拌筒内螺旋叶片的端面投影。
任取一半径r,该半径对应的叶片螺旋开角k(近似认为对应于各r处的螺旋开角,均等于中径上的螺旋开角)。
(3-8)V2——拌合料与搅拌螺旋叶片间的相对滑移速度(3-9)(3-10)式中:R1——搅拌螺旋叶片断面投影最小半径R2——搅拌螺旋叶片断面投影最大半径c.流动阻力矩微元面积设混凝土的单位平均流动阻力系数为p,则取微元面积上的法向阻力(3-11)周向阻力对搅拌筒轴线的阻力矩(3-12)(3-13)d.由筒体的转动引起的偏载,对搅拌筒的阻力矩见图3.3拌合料在随拌筒搅拌的同时,由于拌合料受到与筒壁和搅拌叶片间的摩擦阻力矩的作用,使拌合料向转动方向提升,其重心偏向转动一侧。

基于PLC的混凝土搅拌站控制系统设计【摘要】在整个控制系统中,实现的功能是判断沙料、石料、水泥的重量是否符合要求,接着就是判断水的重量。
对于这个问题,在硬件选择方面选择了重量传感器和水流量传感器来解决这个问题。
对于西门子S7-200 CPU226控制的混凝土搅拌站的设计创意,最突出的地方是可以根据客户的要求选择混凝土所需总重量以及混凝土所需各材料的比例。
然后在程序内部实现数据的转换,从而使得传送带运送所需材料的重量,达到各条件下所需的混凝土。
【关键词】混凝土搅拌站PLC配料精度1基于PLC的混凝土搅拌站控制系统设计1.1混凝土搅拌站控制系统的选择控制系统被看作是搅拌站的核心,主要按照预定的混凝土配比控制搅拌站完成运转。
早期由于混凝土搅拌站的称量系统通常使用杠杆秤来进行称重,所以控制系统采用的控制方式是继电器加接触器。
随着传感器技术及电子技术的发展,称量系统采用了高精度电位器,于是便出现了穿孔卡形式的控制系统。
目前搅拌站的控制系统一般为计算机控制主要,这样不仅能够更好地完成测量任务,还能够大大提升测量的准确性。
混凝土搅拌站控制系统的主要目的是保证配料系统,搅拌系统能够正常稳定的工作,从而完成各种物料的精确配比,控制混凝土的出机温度。
混凝土搅拌站控制系统的选择主要考虑以下因素:混凝土生产工艺和质量要求:需要根据实际需求选择对应的控制系统,确保能够满足混凝土生产过程的要求。
设备配置水平:市面上常见的品牌有上海思伟等,根据整套设备的配置高低,可以选用不同标准的搅拌站控制系统,应根据实际设备配置水平进行选择。
精度要求:控制系统配备有精准的配料机设备,可以同时控制几条独立配料线,每条配料线上可按用户要求设置称重点。
应选择精度满足混凝土生产的要求的控制系统。
目前计算机控制的方式有多种形式,大概有物料仪和工控机组合、工控机控制、物料仪和可编程控制器组合、单片机和工控机组合这四种。
考虑到工地环境的恶劣,很显然单片机结构与PLC结构控制方式较为适合工地现场的恶劣环境[14]。

96 建设机械技术与管理 2023.03 0 引 言泵车作为一种连续的混凝土输送机械,在施工中具有重要的作用。
泵车搅拌系统位于料斗内,主要用于对料斗内的水泥混凝土进行再次搅拌,防止混凝土泌水离析和塌落度损失,保持其可泵性和施工和易性。
搅拌系统设计得合理与否将直接影响泵车的泵送性能,比较理想的搅拌轴转速应有一定变化范围,在大方量泵送时搅拌速度应稍快,最高转速以30r/min 左右为宜,转速不能太低,否则易使骨料沉降,造成混凝土的离析[1]。
当正常工作中的叶片突然被卡时,驱动搅拌轴的液压马达进油腔压力会急剧升高,升高至系统限定值时,电磁换向阀换位,搅拌马达反转,起到预防和排除卡死的作用[2]。
为了提高泵车液压系统的自动化程度,确保设备的安全,料斗搅拌系统都应设置自动正反转油路[3]。
1 搅拌系统结构及工作原理泵车搅拌系统由搅拌马达,搅拌轴、左搅拌叶片、右搅拌叶片、轴承及其密封件等组成,工作时由液压马达直接驱动搅拌轴带动搅拌叶片搅拌[4]。
其液压工作原理图见图1。
其工作原理为液压泵在电机的驱动下工作,电磁换向阀3处于右位,在液压油的作用下搅拌马达4正转。
当搅拌系统压力升高至设定值以上,电气控制系统控制电磁换向阀电磁铁得电,电磁换向阀3处于左位,搅拌马达4反转。
如果系统压力继续升高至溢流阀设定压力,溢流阀开启卸荷。
2 搭建仿真模型通过搅拌系统液压工作原理图,使用AMESim 软件可以搭建搅拌系统的仿真模型,搭建好的仿真模型见图2。
泵的转速为100rev/min ,排量20cc/rev ;溢流阀设定压力15Mp ,粘性摩擦系数3Nm/(rev/min ),马达转速为28rev/min ,电磁换向阀额定工作电流40mA ,电磁换向阀的换向使用线性的分段信号进行模拟。
基于AMESim 仿真的泵车搅拌系统研究Research on Mixing System of Pump Truck Based on AMESim周智勇(山西工程科技职业大学智能制造学院,山西 太原 030619)摘要:通过研究电磁换向阀、液压马达和溢流阀等液压元件的压力、流量变化情况,对泵车搅拌系统的工作特性展开了仿真研究。
混凝土搅拌车搅拌实验系统仿真设计学生姓名:班级:指导老师:摘要:混凝土搅拌运输车是用于解决商品混凝土运输的运输工具。
它兼有载运和搅拌混凝土的双重功能,可在运送混凝土的同时对其进行搅拌或搅动,因此能在保证输送的混凝土质量的同时适当延长运距(或运送时间)。
所以大力发展商品混凝土和搅拌运输车有明显的社会效益和适用价值。
而我国混凝土运输车起步较晚,到70年代才开始试生产。
目前,搅拌运输车的理论研究及生产在我省及整个西北地区均处于空白。
因此搅拌运输车的理论研究及开发势在必行。
搅拌运输车的搅拌筒之所以具有搅拌和卸料的功能,主要是因为拌筒内部特有的两条连续螺旋叶片在工作时形成螺旋运动,从而推动混凝土沿搅拌筒轴向和切向产生复合运动的结果。
因此两条叶片的螺旋曲线的形式及结构直接影响搅拌筒的工作性能。
本论文基于物料在螺旋叶片上的搅拌出料机理对螺旋叶片的工作原理、主要技术参数进行理论分析和计算,同时对前锥段、后锥段的螺旋叶片进行展开设计;对拌筒进行几何设计。
搅拌筒既是搅拌运输车运输混凝土的装载容器,又是搅拌混凝土的工作装置。
几何设计是搅拌筒结构设计的基础,它包括几何容积计算、外形尺寸的确定、搅拌筒有效容积及满载时重心位置计算。
为使混凝土搅拌运输车的搅拌装置系列化,以满足用户要求,借用计算机程序语言对其进行设计。
基于功率键合图的建模方法,利用大型软件Matlab的仿真工具箱Simulink,对混凝土搅拌运输车液压系统进行设计分析,同时建立系统动态仿真模型,用此来模拟液压系统工作过程,更好地反映系统中各输出变量随输入变量的变化关系。
尤其是对辅助泵调节斜盘角度系统、变量主泵控制系统及恒速控制系统进行详细的分析,为液压系统的进一步优化设计提供有益的借鉴。
关键词:混凝土搅拌运输车拌筒液压系统功率键合图几何设计数学模型螺旋叶片动态特性展开仿真指导老师签名:Design of the Structure of the Truck Mixer and DigitalSimulationof its Hydraulic SystemStudent name: ClassSupervisor:Abstract:The truck mixer is a vehicle for transportation concrete. It is fulfilled two actions,conveying concrete and mixing concrete. These actions not only ensure the quality of the concrete, but also make the conveying distance longer. But in thenorthwest area of our country, research on the field of the truck mixer is little. So the truck mixer must be developed strongly in order to meet the need of the risingconcrete market. Three important parts are studied in this thesis. Firstly, thehelix-vanes of the truck mixer are designed following the principles of the flowing state of the concrete on the helix-vane. Secondly, the drum of the truck mixer is designed base on its working characteristic. Thirdly, with the widely used soft ware package SIMULINK the mathematic models of the hydraulic system driving the truck mixer are established on the found of the theory and method of power bond graph. The dynamic characteristics of the hydraulic system are simulated numerically, and some significant results are presented.Key words:Truck Mixer Drum Spread Hydraulic SystemMathematic Models Structure Design Helix-vanesPower Bond Graph Dynamic Characteristics SimulationSignature of Supervisor:目录1.绪论1.1混凝土搅拌车的介绍 ------------------------------------------ 4 1.2课题研究背景 ------------------------------------------------ 6 1.31.4本文研究内容及方法 ------------------------------------------ 82.搅拌筒的结构设计2.1搅拌筒的工作原理 ------------------------------------------- 10 2.2搅拌筒的整体构成 ------------------------------------------- 10 2.3拌筒主要结构尺寸参数的确定 --------------------------------- 11 2.4切割法求装载容积 ------------------------------------------- 13 2.5积分法求装载容积 ------------------------------------------- 14 2.6搅拌筒几何容积计算 ----------------------------------------- 182.7满载时拌筒的重心位置 --------------------------------------- 183.驱动功率的计算3.1搅拌力矩曲线 ----------------------------------------------- 19 3.2驱动阻力矩计算 --------------------------------------------- 193.3搅拌筒驱动功率的计算 --------------------------------------- 234.螺旋叶片的设计及仿真4.1螺旋叶片上螺旋角的确定 ------------------------------------- 24 4.2搅拌叶片的母线方程 ----------------------------------------- 27 4.3搅拌叶片设计 ----------------------------------------------- 29 4.4搅拌叶片的仿真设计和模态分析 ------------------------------- 33 4.5搅拌叶片结构应力分析 --------------------------------------- 37参考文献------------------------------------------------------ 43致谢 ----------------------------------------------------------- 44附录 ----------------------------------------------------------- 441.绪论1.1 混凝土搅拌车的介绍商品混凝土的发展从根本上改变了传统上工地自制混凝土,用翻斗车或自卸卡车进行输送,就近使用的落后生产方式,建立起一种新的生产方式,即许多施工工地所需要的混凝土,都由专业化的混凝土工厂或大型混凝土搅拌站集中生产供应,形成以混凝土制备地点为中心的供应网。
基于Solidworks的搅拌机虚拟样机设计引言混凝土搅拌机是使混凝土配合料均匀拌和而制备混凝土的专用机械,是现代化建设施工中不可缺少的机械设备。
为了适应不同混凝土搅拌要求,搅拌机有多种机型。
按工作性质分,有周期式和连续式搅拌机;按搅拌原理分,有白落式和强制式搅拌机。
本次设计的是生产率为75m3/h的双卧轴强制式搅拌机,它是由搅拌系统、传动装置、卸料机构等组戊:搅拌系统由圆槽形搅拌筒和搅拌轴组成,在两根搅拌轴上安装了几组结构相同的叶片,但其前后上下都错开一定的空间,使拌合料在两个搅拌筒内不断地得到搅拌,一方面将搅拌筒底部和中间的拌合料向上翻滚,另一方面又将拌合料沿轴线分别向前推压,从而使拌合料得到快速而均匀的搅拌。
设置在两只搅拌间底部的卸料门由气缸操纵。
卸料门的长度比搅拌筒长度短,80-90%的混凝土靠其自重卸出,其余部分则靠搅拌叶片强制向外排出,卸料迅速干净。
SolidWorks软件可以十分方便地绘制复杂的三维实体模型、完成产品装配和生成工程图。
它能以立体的、有光的、有色的生动画面表达大脑内产品的设计结果,较之于传统的二维设计图更符合人的思维习惯与视觉习惯,有利于发挥人的创造性思维,有利丁新产品、新方案的设计,帮助机械设计设计人员更快、更准确、更有效率地将创新思想转变为市场产品。
为此,我们利用SolidWorks软件来完成双卧轴强制式搅拌机虚拟样机设计1、双卧轴强制式搅拌机主要参数的确定2、双卧轴强制式搅拌机的主体样机设计在搅拌机的结构设计中,最困难、最繁琐的工作就是运动机构的设计与运动轨迹校核。
目前主要采用的轨迹图法或根据几何约束条件建立方程组来求解,但这种设计比较麻烦,且设计工作不直观,设计结果不尽人意,而利用三维设汁软件Solidworks则能较好地解决上述问题,首先建立零件的三维模型,再将其装配起来,并可进行有限元分析计算,最后利用COSMOSMotion来模拟各零部件的运动情况。
2.1零件设计建模利用拉伸、阵列、切除、扫描、镜像等特征,建立双卧轴强制式搅拌机主要零部件的三维参数化模型.包括搅拌臂、搅拌筒、各种衬板、8种规格的搅拌叶片、刮板、搅拌装置等100多个零件。

液~液压力2005(8)2结论(l >在放大器的放大区内,改变给定电压!g 就可改变泵的流量输出静态工作点,调节灵活方便(2>系统设计时考虑了泵内泄漏补偿控制,系统特性满足恒功率控制要求,控制精度较高参考文献1 张力平等.新型径向柱塞变量泵恒功率控制机构的方案比较分析. 太原重型机械学院学报,2003(2>2 王春行. 电液伺服控制系统. 北京:机械工业出版社,19893 王建森. 径向柱塞变量泵电液恒功率控制方式的探讨. 液压与气动,2004(3>通信地址!四川绵阳西南科技大学制造科学与工程学院"621010#(收稿日期:2005-03-24>近年来,随着商品混凝土的发展和混凝土搅拌车的推广应用,国内生产混凝土搅拌车的企业如雨后春笋般发展起来,8 m 3水泥混凝土搅拌车的设计技术也已成为行业探索的课题 我们对该车的上车液压驱动系统进行仿真,目的是为8 m 3搅拌车的设计制造提供一定的参照,同时也能为我们目前还没有太多成熟经验的超大搅拌容量搅拌车的设计制造提供参考经验1 仿真问题的提出和目的由于目前对于水泥混凝土搅拌车上车液压驱动系统以及各元件的选型,都是采用经验公式或是类比的方法,设计出的系统需经整车装配 试运行后方可得知系统设计的优劣性和经济合理性 如若发现设计不合理,则需改进设计并重新选型,造成设计周期过长 效率不高 经济性下降,情况严重时还会在试车时损坏元件,造成不必要的损失对此,我们提出在设计完成后先对系统做计算机仿真,初步了解系统运行时的各种特性,减少设计的盲目性,以确保试车时的安全性和稳定性,并缩短设计周期,提高经济效益通过对8 m 3水泥混凝土搅拌车上车液压驱动系统进行仿真,来获得相关的数据(系统实际最高压力 最大流量 液压泵及液压马达的实际压力 转矩和功率等,特别是减速机在启动和换向时所承受的最大转矩>,用以确保液压系统及各液压元件在各种工况下的安全性和可靠性,对系统设计时各元件的选型提供一定的参考长安大学赵铁栓蔡应强关键词!混凝土搅拌车液压系统AMESIM 仿真""!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!"!!!!!!"!!摘要!利用仿真软件AMESIM 对8 m 3水泥混凝土搅拌车上车液压驱动系统进行了仿真 主要针对搅拌车在各种作业工况下系统的压力 流量 溢流量和各液压元件的输入 输出转矩以及减速机和搅拌筒的转矩等一系列重要参数做了分析,得出了搅拌车在不同工况和工况发生变化时,系统的压力 流量等的变化情况以及泵 马达 减速机所承受的载荷 同时对搅拌车工况改变时换向阀所需的换向时间进行调整,仿真出一系列马达转矩变化曲线,通过对比揭示了换向阀换向时间的大小对系统的稳定性和承载能力具有非常大的影响基于AMESIM 的混凝土搅拌车液压系统仿真52液.液压力2005(8)图!液压传动系统仿真建模图图"混凝土搅拌运输车液压系统原理图1. 主泵2. 辅助泵3. 手动换向阀4. 补油溢流阀5\6. 单向阀7\8. 安全阀9. 冲洗阀10. 马达11. 粗过滤器12. 散热器13. 精过滤器2 仿真软件简介仿真软件的名称是AMESIM 9是IMAGINE 公司于1995年推出的专门用于液压/机械系统的建模\仿真及动力学分析的优秀软件9该软件包含了IMAGINE 的专门技术9并为工程设计提供交互能力0AMESIM 为流体动力(流体及气体)\机械\热流体和控制系统提供一个完善\优越的仿真环境及最灵活的解决方案0AMESIM 使用户能够借助其友好的\面向实际应用的方案9研究任何元件或回路的动力学特性0作为设计软件包9AMESIM 为用户提供了一个完善的时域仿真O 包括线性分析及各种专业特性O 建模环境0工程师可使用已有模型和(或)建立新的子模型元件9来构建优化设计所需的实际原型0基于先进的数字积分器9AMESIM 求解器根据系统的动态特性9在17种可选算法中自动选择最佳积分算法9并具有精确的不连续性处理能力9AMESIM 这些独创的技术9保证了仿真的速度和精度03 仿真模型的建立为使我们的仿真具有普遍性和现实性9我们根据目前市场上各大企业所生产的8 m 3水泥混凝土搅拌车上车液压驱动系统的结构9选定目前比较常见的系统配置0#$"搅拌车液压系统原理!图""#$!搅拌车液压系统主要参数系统额定压力O Mpa O 25系统最高压力O Mpa O 35发动机额定转速O r/min O 2 100液压马达排量O mL/r O 70液压泵排量O mL/r O 70补油泵排量O mL/r O 18.03补油压力O Mpa O 2.5搅拌筒转动惯量O kg .m 2O0.863#$#仿真系统建模!图!"O 1O 因为AMESIM 软件系统中没有液控阀\液控泵等液控部件9所以在仿真过程中9我们采用直接信号加载方式9局部采用电控装置代替0O !O 发动机该软件只提供了带调控的和不带调控的两种方式的发动机0这两种发动机根据转速特性又可分为两类:恒速和变速O 变速响应方程为线性的O9均不符合搅拌车上车液压驱动系统所需发动机的要求9所以采用数学模型来代替0发动机的数学模型为转速相对负载转矩变化9具体数据根据额定转速为2 100r/min 的发动机的外特性来确定9取其右半段O 因为建立模型时不允许出现转矩朝相反方向变化9即转矩只能朝一个方向变化O0O 3O 变量泵由于搅拌车所采用的变量柱塞泵一般需要手动或电信号来控制其实现正转\反转以及零位共三个位置的工作9所以我们采用连续信号直接加载使液压泵实现不同的排量9从而实现不同的工况0O "O 减速机根据该软件所提供的元件9采用一个带转动惯53--液 液压力2005(8)图!进料工况仿真建模图"系统!换向阀"加载信号量的旋转负载和一级机械变速齿轮来模拟实际搅拌车中减速机的功能5 搅拌筒根据该软件所提供的元件 搅拌筒负载采用一端固定 一端旋转并可以通过加载固定信号来模拟搅拌筒的转矩功效来实现!系统加载仿真l 为了解搅拌车在空载启动后 整个系统在连续进料过程中的平稳性能 首先我们对连续进料工况单独进行仿真 建模如图3所示给系统一个斜坡信号 模拟进料过程中混凝土量 搅拌筒转矩 随时间成线性增加 并且给系统一个固定信号k 使得液压泵处于最大正排量 系统在100 S 后开始加载 依据实际搅拌车工况 进料过程仿真时间为l0 min从图4 图5 我们可以看出 随着混凝土的不断增加 马达转矩也呈线性增加 整个进料过程运转平稳 没有出现波动 所以泵和马达以及减速机的运转也很平稳 没有超过其承载能力 这同时也说明 由于进料过程比较缓慢 搅拌筒中的混凝土量变化不大 故系统运转较平稳 不会产生大的冲击2 假定在所有的工况中搅拌筒均为满载 对搅拌车的整个工作过程进行仿真 即给系统依次加载不同的信号来控制搅拌筒依次实现进料 搅动 以及反转卸料 最后停止对系统 换向阀 加载连续跳变信号 通过节流口大小控制跳变时间 以测试系统的动态性能和静态性能 信号跳变时间随时间成线性变化 从而获取系统最大承载能力以及系统的非线性变化度图6为信号加载图 图7"图10为仿真结果 从中我们可以看出 当加载信号发生跳变也就是搅拌车改变工况时 系统冲击较大 特别是在搅拌筒从静止启动向满载工况变化和从正向搅动到反向卸料时 系统的冲击最大 此时系统压力剧增 从而产生较大溢流 同时转矩的变化也非常大 马达最大转矩达到约360 N m 即搅拌筒的最大转矩约为54 000 Nm 为额定转矩的1.125倍 根据节流口直径与换向时间的关系 表1 不考虑系统的溢流 分别对系统作仿真 结果如下 信号加载如图6所示图#!搅拌筒转矩"信号加载图$马达转矩变化节流口直径 mm 0.76 1.05 1.6无节流口换向时间 S6.063.061.740.96表%节流口直径与换向时间的关系54液"液压力2005(8)图ll !图l4为仿真结果9其中曲线l \2\3\4分别代表换向时间为0.96 S \1.74 S \3.06 S \6.06 S 时马达转矩的变化情况0为了便于比较我们将4种情况表现在一张图上9再加以局部放大0很显然9节流口直径越大9换向时间越短 即响应时间越短 9转矩峰值越大9系统的冲击越大9这说明快速响应时系统的瞬态性能很差9较长时间才能达到稳定值9并具有非常大的超调量0在不考虑溢流的情况下9换向时间为0.96 S 时其最大转矩居然达到其额定值的2!3倍 很明显9我们可以通过延长换向阀换向时间9即延长响应时间9提高系统的瞬态性能9降低超调量9从而控制系统的最高压力和马达的转矩峰值9确保系统和各液压元件有较好的可靠性05 仿真结果与试验结果对比AMESIM 是专业流体仿真软件9其仿真的可信度经过实践检验是值得信赖的9因而仿真结果的可信度主要取决于系统建模的精确程度0由于在仿真建模过程中对系统作了一定程度的简化处理9如用直接信号加载方式取代液压阀的换向特性9用电控装置取代液控元件9将液压元件本身的过渡过程理想化9以及发动机数学模型的建立9这可能使得仿真结果更趋于理想化9但也有可能使得可信度下降9为了证明所建立模型的准确性9我们有必要将仿真结果与试验结果进行对比9图15为对比结果 换向阀换向时间为3.06 S 9图中虚线为仿真结果9实线为试验结果0从图15我们可以看出9仿真结果与试验结果还是基本接近的9这说明我们所建立的搅拌车模型基本上是合理的0从对比可知9试验结果要稍滞后于仿真结果9且转矩冲击的幅度也稍小于仿真结果9这说明我们建模时对系统进行的简化对结果有一定影响9使得仿真结果稍偏离实际值9在实际运用当中应当对仿真结果适当缩小和延时06 结束语通过对8 m 3水泥混凝土搅拌车上车液压驱动系统进行仿真9我们可以得出以下结论:1 给系统输入斜坡信号9我们可以得知系统图8系统流量!实线"变化和溢流量!虚线"变化图9马达转速变化图7泵的两端压力变化注#以上结果都为换向阀节流口直径为1.05mm $换向时间为3.06S 时得出%图10马达转矩变化55--液~液压力2005(8)图14第三个冲击波动的放大图图13第二个冲击波动的放大图图11马达转矩变化图12第一个冲击波动的放大图图15仿真与试验对比图的响应是快速~稳定的,也就是说搅拌车在整个进料过程中是平稳的;O 2O 在搅拌车满载的工况下,系统对阶跃信号的响应时间和系统的瞬态性能以及超调量是互相矛盾的,即相应时间越快,系统瞬态性能越差,超调量越大,从而系统也就越不稳定,反之亦然O 提高系统的稳定性是以牺牲系统的响应时间为代价的;O 3O 由于工况变化时,系统的冲击较大,这就对液压元件的耐冲击~耐高压性能提出了更高的要求,而减速机也必须在满足稳定工况作业的同时留有一定的转矩裕度,以抵抗换向时的转矩冲击;O 4O 因搅拌车对响应的快速性要求不是很高,所以我们可以通过延长换向时间,即增大响应时间,从而获得较好的瞬态性能和较小的超调量,即减小液压系统冲击~降低搅拌筒转矩峰值;O 5O 通过对仿真结果与试验结果的对比分析,证明了所建立模型的准确性,确保了仿真结果的可信度;O 6O 通过对8 m 3水泥混凝土搅拌车上车液压驱动系统进行仿真,我们可以看到液压系统的不稳定因素和不安全因素是出现在工况发生改变的时候,这对我们以后设计超大容量的搅拌车具有一定的指导意义O参考文献1 陆元章. 液压系统的建模与分析. 上海Z 上海交通大学出版社,19892 姚怀新. 行走机械液压传动与控制. 北京Z 人民交通出版社,2002通信地址!陕西省西安市长安大学雁塔校区研2003级三班"710054#O 收稿日期Z 2005-03-21O56基于AMESIM的混凝土搅拌车液压系统仿真作者:赵铁栓, 蔡应强, Zhao Tieshuan, Cai Yingqiang作者单位:长安大学刊名:工程机械英文刊名:CONSTRUCTION MACHINERY AND EQUIPMENT年,卷(期):2005,36(8)被引用次数:9次1.姚怀新行走机械液压传动与控制 20022.陆元章液压系统的建模与分析 19891.简桃凤.李四中.王猛汽车起重机变幅液压系统性能研究[期刊论文]-建设机械技术与管理 2011(1)2.揭琳锋.刘蕾.李悦.成中书基于AMESim的混凝土泵车泵送系统缓冲功能仿真研究[期刊论文]-液压气动与密封 2010(10)3.刘涛基于AMESim混凝土泵车用液压缸仿真分析[期刊论文]-科技信息 2010(11)4.王晋之.曹捷.张斌.李春光一种汽车起重机用液压变量马达的性能分析和优化设计[期刊论文]-液压气动与密封 2008(5)5.任彦恒.吕建刚某型履带车辆液压助力变速操纵系统仿真[期刊论文]-军械工程学院学报 2008(1)6.高顺德.张明辉.王欣.李西红大型履带起重机回转液压系统仿真[期刊论文]-建筑机械(上半月) 2007(4)7.李云济.张大海.焦生杰基于AMESim的沥青洒布车开式液压系统仿真研究[期刊论文]-中国工程机械学报 2006(2)8.刘海丽基于AMESim的液压系统建模与仿真技术研究[学位论文]硕士 20069.张明辉大型履带起重机回转液压系统仿真研究[学位论文]硕士 2006本文链接:/Periodical_gcjx200508019.aspx。
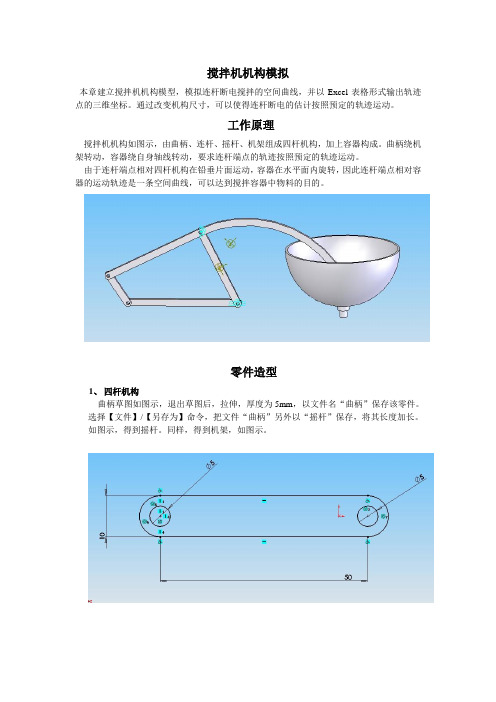
搅拌机机构模拟本章建立搅拌机机构模型,模拟连杆断电搅拌的空间曲线,并以Excel表格形式输出轨迹点的三维坐标。
通过改变机构尺寸,可以使得连杆断电的估计按照预定的轨迹运动。
工作原理搅拌机机构如图示,由曲柄、连杆、摇杆、机架组成四杆机构,加上容器构成。
曲柄绕机架转动,容器绕自身轴线转动,要求连杆端点的轨迹按照预定的轨迹运动。
由于连杆端点相对四杆机构在铅垂片面运动,容器在水平面内旋转,因此连杆端点相对容器的运动轨迹是一条空间曲线,可以达到搅拌容器中物料的目的。
零件造型1、四杆机构曲柄草图如图示,退出草图后,拉伸,厚度为5mm,以文件名“曲柄”保存该零件。
选择【文件】/【另存为】命令,把文件“曲柄”另外以“摇杆”保存,将其长度加长。
如图示,得到摇杆。
同样,得到机架,如图示。
连杆草图如图示,选择【工具】/【草图绘制工具】/【等距实体】命令,完成草图,如图示,退出草图,拉伸,厚度为5mm,得到零件连杆。
2、容器草图如图示,退出草图,旋转360,得到容器如图示。
装配选择【文件】/【新建】/【装配体】命令,简历一个新装配体文件,以文件名“搅拌机机构装配体”保存该文件。
把前面完成的零件机架、曲柄添加进来,采用同轴心配合,如图示,然后重合配合,如图示。
把连杆添加进来,与曲柄进行同轴心配合和重合配合,如图示。
把摇杆添加进来,分别与连杆和机架同轴心配合,与机架重合配合,如图示把容器添加进来,与机架底端进行距离配合,距离设置为15mm,如图示,装配完成后如图示,所有配合关系如图示。
仿真在设计树上选择分析图标,将容器设置为【静止零部件】,其余设置为【运动零部件】。
设置运动如果按照曲柄绕机架转动,容器绕自身轴线转动,连杆端点的轨迹将是相对机架的轨迹,为一平面曲线。
为了模拟出连杆端点的空间曲线,将容器绕自身轴线的转动改为四杆机构绕容器轴线转动,容器静止不动,由于连杆和容器相对运动关系不便,因此模拟出来的曲线可以反映连杆端点相对容器的空间轨迹曲线。

2023.03 建设机械技术与管理910 前 言据交通部2021年末统计数据,我国公路总里程已达528.17万公里,其中公路养护总里程达525.16万公里,占公路总里程的99.4%[1]。
在强有力的公路建养拉动下,我国沥青混凝土的产量也从2014年的27990万吨增长至2020年的47130万吨[2],同时产生了数百万吨的旧沥青混凝土废料。
因此近年来,废旧沥青路面再生利用技术已成为我国公路交通行业向绿色低碳转型的一个主攻方向,对旧沥青混凝土回收料(RAP )的再生生产设备需求也大大增加[3]。
本文针对新设计的6000型再生沥青混凝土搅拌机进行了搅拌过程仿真,重点对搅拌装置的三种叶片排布形式进行了搅拌效率对比分析,并确定最优叶片排布方案。
1 建立搅拌机模型6000型再生沥青混凝土搅拌机是为4000、5000型沥青混凝土厂拌设备再生化改造而设计的增量搅拌机,搅拌机容量为6吨。
由于仿真计算速度局限,模型尺寸按5:1比例进行缩小。
设计的三种搅拌装置叶片布置形式如图1所示,分别为:单臂10组90度、双臂8组90度、单双臂10组45度。
再对应图1分别建立三个沥青再生搅拌机模型,如图2所示,并导入离散元软件(DEM )[4]。
2 设置颗粒工厂骨料参数通过DEM 软件的颗粒工厂进行设置。
为了提升搅拌机进料环节的仿真精度,在添加颗粒工厂属性时,将再生沥青混凝土的搅拌过程仿真与优化Simulation and Optimization of Mixing Process of Reclaimed Asphalt Concrete张晓波1 吴相军2 王 毅1(1. 长安大学道路施工技术与装备教育部重点实验室,陕西 西安 710000;2. 中交西安筑路机械有限公司,陕西 西安 710000)摘要:沥青混凝土搅拌机的性能是多参数联合作用的结果,主要包括搅拌臂排列形式和叶片安装角等结构参数、搅拌叶片切线速度以及搅拌机充盈率等工艺参数。
![混凝土搅拌楼控制系统及工作过程图形仿真(硕士论文)990501[1]](https://img.taocdn.com/s1/m/bc26ccd850e2524de5187e3f.png)

基于EDEM的搅拌机混合均匀度仿真分析*王晓伟 陈庆照 王海洋山东建筑大学 济南 250101摘要:文中针对烧结砖用双轴搅拌机搅拌叶片不同安装角对搅拌混合均匀度的影响进行了仿真研究。
首先分析了物料颗粒性质及其搅拌中的碰撞运动,选择了合适的颗粒接触模型和颗粒模型,其次建立了3种搅拌叶片安装角的搅拌机模型,并利用EDEM仿真软件对搅拌混合过程进行了模拟仿真,对比分析了搅拌叶片不同安装角下的物料离散系数,得到搅拌叶片的最佳安装角度,此时物料离散系数最小,混合均匀度最好。
关键词:双轴搅拌机;EDEM;离散系数;均匀度中图分类号:TP391.9 文献标识码:A 文章编号:1001-0785(2023)16-0024-06Abstract: In this paper, the influence of different installation angles of mixing blades on mixing uniformity of double-shaft mixer for sintered brick was simulated. Firstly, the properties of material particles and the collision motion in stirring were analyzed, and the appropriate particle contact model and particle model were selected. Secondly, three mixer models with different installation angles of stirring blades were established, and the stirring process was simulated by EDEM simulation software, so as to compare and analyze the material dispersion coefficient under different installation angles of stirring blades and get the best installation angle of stirring blades with the smallest dispersion coefficient and the best mixing uniformity. Keywords:double-shaft mixer;EDEM;discrete coefficient;uniformity0 引言烧结砖由不同原料搅拌混合后烧制而成,原料混合均匀程度会严重影响烧结砖的烧成质量[1]。

摘要本次设计的JS350混凝土搅拌机是建筑工程中经常使用到的一种机型。
它是强制式卧轴混凝土搅拌机中的一种,强制式混凝土搅拌机不仅能搅拌干性混凝土,而且还能搅拌轻骨料混凝土,能使混凝土达到强烈的搅拌作用,搅拌非常均匀,生产率高,质量好,成本低。
它是目前国内较为先进的搅拌机,整机结构紧凑,外形美观。
其主要组成包括:搅拌系统,搅拌传动系统,上料、卸料系统,供水系统,机架及行走系统,电气系统,润滑系统等。
主要设计计算内容是JS350混凝土搅拌机机架的设计,主要包括:整体结构方案的确定、电动机的选择和主要参数的计算、联轴器的选型、减速机的总体设计、搅拌机轴的选择、轴承的润滑密封、润滑系统的设计、JS350混凝土搅拌机的装配图以及零部件图的绘制。
关键词:混凝土搅拌机,机架,槽钢AbstractThis design JS350 concrete mixer is normally used in construction works.It is forced one of concrete mixer can not only the mixing of dry ,rigid concrete,and can stir light weight aggregate concrete ,can make concrete achieve strong mixing effect ,stirring vert evenly ,productivity is high,quality is good,the cost is low.It is the present domestic relatively new mixer,the machine has compact structure ,good appearance.Its main composition structure including:agitator,stirring transmission system,loading,unloading system,water supply system,rack and mobile system ,electric control system,lubrication system ,etc. Main design calculation content is JS350 concrete mixer frame design,mainly including:overall structure scheme determination, the choice and the main parameters of electric motor calculation ,stirring shaft couping selection,the design and check,the lubrication seal,lubrication system design,the JS350 concrete mixer parts and assembly drawing.Keyword : concrete mixer ,rack, the channel.第一章 JS350总体概述1.1 毕业设计课题JS350混凝土搅拌机设计1.2设计的总体要求①满足使用要求②满足经济性要求③力求整机的布局紧凑合理④工业性要求简单而实用⑤满足有关的技术标准1.3设计大纲1.3.1设计原则①搅拌机的技术条件应满足GB9142-2000《混凝土搅拌机技术条件》规范;②所用图纸的负面应符合GB4457-2000《中华人民共和国标准机械制图》中的相关规定。

毕业设计说明书(论文)设计题目: S7-1200自动混凝土搅拌机控制系统设计专业: 机电一体化技术班级:学号:姓名:指导教师:2021年7月5日目录第一章绪论 (1)1.1系统设计的背景 (1)1.2系统设计目的和意义 (1)第二章混凝土搅拌机概述 (3)2.1混凝土的发展现状 (3)2.2混凝土搅拌机系统简介 (4)2.3混凝土搅拌机系统软件设计 (4)2.4程序的调试 (4)2.5混凝土搅拌机的组成 (5)2.6 电控系统的构成 (7)2.7 称重传感器的选择 (7)2.8 控制系统设计的基本原则及步骤 (9)2.9 PLC的工作原理 (10)2.10 可编程控制器的应用 (12)2.11 混凝土搅拌装置的工艺流程 (14)2.12 混凝土搅拌机工作原理 (15)2.13凝土搅拌机控制要求 (15)第三章混凝土搅拌机的电气设计 (17)3.1混凝土搅拌站 I/O分配表 (17)3.2混凝土搅拌机的外部接线图 (17)第四章混凝土搅拌机的程序调试 (18)4.1混凝土搅拌机PLC程序设计 (19)第5章设备维护 (19)5.1混凝土搅拌机调剂与维护 (20)第六章仿真 (21)6.1混凝土搅拌机触摸屏和仿真 (22)总结 (24)致谢 (25)参考文献 (26)摘要随着我国经济建设的高速发展,许多大型的基础工程及建筑工程相继开工。
建设优质的工程需要高品质的混凝土,而且随着人们环保意识的加强,为了减少城市噪音和污染,交通和建筑竹理部门要求施工用的混凝土集中生产和管理。
这样,不仅要求混凝土的配料精度高,而目要求生产速度快,因此,混凝土生产过程中搅拌设备自动控制系统日益受到人们的重视。
可编程控制器(PLC)具有可靠性高、功能完善、编程简单且直观,能够有效地弥补继电器控制系统的缺陷。
关键词:PLC控制和混凝土搅拌第一章绪论1.1系统设计的背景随着经济的快速发展,城市建筑工程也日益发展壮大,也因而造成的环境污染和噪声污染日益严重。
可编程序逻辑控制器(PLC)自它诞生以来至今,以其极高的性能价格比以及一系列人所共识的优点,受到越来越多的工程技术人员的重视。
它现在被广泛用于汽车生产、石油生产、IT制造、家电制造厂等工业控制系统场所,是现代制造业发展的重要技术之一。
它对工业的生产提供了良好的控制系统,它的广泛使用才使得人民不断增长的物质需求得到有利保障。
1969年美国DEC公司研制的第一台PDP-14型PLC。
随后,在二十世纪七十至八十年代一直简称为PC。
由于到90年代,个人计算机发展起来,也简称为PC;可编程序范围很大,所以美国AB公司首次将可编程序控制器定名为可编程序逻辑控制器(Programmable Logic Controller),简称为PLC。
PLC在控制领域的应用是保持了广泛的增长趋势。
随着我国经济建设的高速发展,许多大型的基础工程及建筑工程相继开工。
建设优质的工程需要高品质的混凝土,而且随着人们环保意识的加强,为了减少城市噪音和污染,交通和建筑处理部门要求施工用的混凝土集中生产和管理。
这样不仅要求,混凝土的配料精度高,而目要求生产速度快,因此,混凝土生产过程中搅拌设备自动控制系统日益受到人们的重视。
可编程控制器(PLC)具有可靠性高、功能完善、编程简单且直观,能够有效地弥补继电器控制系统的缺陷。
从1903年德国建造世界上第一座预拌混凝土搅拌站以来,商品混凝土作为独立的产业己有100多年的历史。
随后,美国于1913年,法国于1933年建立了自己的搅拌站。
二次大战后,尤其是60年代到70年代,由于各国抓紧发展经济,医治战争的创伤,混凝土搅拌站得到了快速发展。
目前,德国、美国、意大利、日本等国家的搅拌站在技术水平和可靠性方面处于领先地位。
国外生产的搅拌站一般生产率在50m3/ h~300m3/h,对于商品混凝土生产,搅拌站形式应用比较普遍,尤其在大型工程中被采用。
我国混凝土搅拌站(楼)的研制是从50年代开始的,在其发展过程中,型式的选取和主要技术参数基本上是根据用户要求和参考国外产品的自由状态。
混凝土搅拌车搅拌实验系统仿真设计学生姓名:班级:指导老师:摘要:混凝土搅拌运输车是用于解决商品混凝土运输的运输工具。
它兼有载运和搅拌混凝土的双重功能,可在运送混凝土的同时对其进行搅拌或搅动,因此能在保证输送的混凝土质量的同时适当延长运距(或运送时间)。
所以大力发展商品混凝土和搅拌运输车有明显的社会效益和适用价值。
而我国混凝土运输车起步较晚,到70年代才开始试生产。
目前,搅拌运输车的理论研究及生产在我省及整个西北地区均处于空白。
因此搅拌运输车的理论研究及开发势在必行。
搅拌运输车的搅拌筒之所以具有搅拌和卸料的功能,主要是因为拌筒内部特有的两条连续螺旋叶片在工作时形成螺旋运动,从而推动混凝土沿搅拌筒轴向和切向产生复合运动的结果。
因此两条叶片的螺旋曲线的形式及结构直接影响搅拌筒的工作性能。
本论文基于物料在螺旋叶片上的搅拌出料机理对螺旋叶片的工作原理、主要技术参数进行理论分析和计算,同时对前锥段、后锥段的螺旋叶片进行展开设计;对拌筒进行几何设计。
搅拌筒既是搅拌运输车运输混凝土的装载容器,又是搅拌混凝土的工作装置。
几何设计是搅拌筒结构设计的基础,它包括几何容积计算、外形尺寸的确定、搅拌筒有效容积及满载时重心位置计算。
为使混凝土搅拌运输车的搅拌装置系列化,以满足用户要求,借用计算机程序语言对其进行设计。
基于功率键合图的建模方法,利用大型软件Matlab的仿真工具箱Simulink,对混凝土搅拌运输车液压系统进行设计分析,同时建立系统动态仿真模型,用此来模拟液压系统工作过程,更好地反映系统中各输出变量随输入变量的变化关系。
尤其是对辅助泵调节斜盘角度系统、变量主泵控制系统及恒速控制系统进行详细的分析,为液压系统的进一步优化设计提供有益的借鉴。
关键词:混凝土搅拌运输车拌筒液压系统功率键合图几何设计数学模型螺旋叶片动态特性展开仿真指导老师签名:Design of the Structure of the Truck Mixer and DigitalSimulationof its Hydraulic SystemStudent name: ClassSupervisor:Abstract:The truck mixer is a vehicle for transportation concrete. It is fulfilled two actions,conveying concrete and mixing concrete. These actions not only ensure the quality of the concrete, but also make the conveying distance longer. But in thenorthwest area of our country, research on the field of the truck mixer is little. So the truck mixer must be developed strongly in order to meet the need of the risingconcrete market. Three important parts are studied in this thesis. Firstly, thehelix-vanes of the truck mixer are designed following the principles of the flowing state of the concrete on the helix-vane. Secondly, the drum of the truck mixer is designed base on its working characteristic. Thirdly, with the widely used soft ware package SIMULINK the mathematic models of the hydraulic system driving the truck mixer are established on the found of the theory and method of power bond graph. The dynamic characteristics of the hydraulic system are simulated numerically, and some significant results are presented.Key words:Truck Mixer Drum Spread Hydraulic SystemMathematic Models Structure Design Helix-vanesPower Bond Graph Dynamic Characteristics SimulationSignature of Supervisor:目录1.绪论1.1混凝土搅拌车的介绍 ------------------------------------------ 4 1.2课题研究背景 ------------------------------------------------ 6 1.31.4本文研究内容及方法 ------------------------------------------ 82.搅拌筒的结构设计2.1搅拌筒的工作原理 ------------------------------------------- 10 2.2搅拌筒的整体构成 ------------------------------------------- 10 2.3拌筒主要结构尺寸参数的确定 --------------------------------- 11 2.4切割法求装载容积 ------------------------------------------- 13 2.5积分法求装载容积 ------------------------------------------- 14 2.6搅拌筒几何容积计算 ----------------------------------------- 182.7满载时拌筒的重心位置 --------------------------------------- 183.驱动功率的计算3.1搅拌力矩曲线 ----------------------------------------------- 19 3.2驱动阻力矩计算 --------------------------------------------- 193.3搅拌筒驱动功率的计算 --------------------------------------- 234.螺旋叶片的设计及仿真4.1螺旋叶片上螺旋角的确定 ------------------------------------- 24 4.2搅拌叶片的母线方程 ----------------------------------------- 27 4.3搅拌叶片设计 ----------------------------------------------- 29 4.4搅拌叶片的仿真设计和模态分析 ------------------------------- 33 4.5搅拌叶片结构应力分析 --------------------------------------- 37参考文献------------------------------------------------------ 43致谢 ----------------------------------------------------------- 44附录 ----------------------------------------------------------- 441.绪论1.1 混凝土搅拌车的介绍商品混凝土的发展从根本上改变了传统上工地自制混凝土,用翻斗车或自卸卡车进行输送,就近使用的落后生产方式,建立起一种新的生产方式,即许多施工工地所需要的混凝土,都由专业化的混凝土工厂或大型混凝土搅拌站集中生产供应,形成以混凝土制备地点为中心的供应网。
由于混凝十工厂便于应用现代电子技术,使用计算机控制生产,可以得到精确配比和均质拌合的混凝土,使混凝土质量大大提高,所以对于整个施丁工程起到良好的促进作用。
但是混凝土的商品化生产,势必把混凝土从厂站输送到各个需求工地之间的距离相应加长,有些供应点甚至很远。
当混凝土的输舒巨离(或输送时间)超过某一限度时,叮燃使用一般的运输机械进行输送,混凝土就可能在运输途中发生分层离析,甚至初撇见象,严重影响混凝土质量,这是施工所不允许的。
因此为了适应商品混凝土的输送,发展了一种运送混凝土的专用机械—混凝土搅拌运输车(以下简称搅拌运输车)。
图1.1所示就是这种搅拌运输车的外形和基本结构。
搅拌运输车多作为混凝十工厂或搅拌站的配套运输机械,通过搅拌运输车将混凝土工厂、搅拌站与许多施工工地联系起来,如与混凝土输送泵配合使用,在施工现场进行“接力”输送,则可以完全不再需要人力的中间周转而将混凝土连续不断的送到施工浇注点,实现混凝土输送的高效能和全部机械化。
这样不但大大的提高了劳动生产率和施工质量,而且有利于现场的文明施工,这对于城市建设、尤其是现场狭窄的施工工地更加显示出它的优越性。
随着国民经济的发展,一些大型建筑工程对现浇混凝土的大量需求,大力发展商品混凝土和搅拌运输车有明显的社会效益和适用价值。
搅拌运输车实际上就是在载重汽车或专用运载底盘上安装一种独特的混凝土搅拌装置的组合机械,它兼有载运和搅拌混凝土的双重功能,可以在运送混凝土的同时对其进行搅动或搅拌。
因此能保证输送混凝土的质量,允许适当延长运距(或运送时间)。
基于搅拌运输车的上述工作特点,通常可以根据对混凝土运距长短、现场施工条件以及对混凝土的配比和质量的要求等不同情况,采取下列不同的工作方式:(1)预拌混凝土的搅动运输这种运输方式是搅拌运输车从混凝土工厂装进已经搅拌好的混凝土,在运往工地的路途中,使搅拌筒作大约1-3r/min的f氏速转动,对运输运的混凝土不停地进行搅动,以防止出现离析等现象,从而使运到工地的混凝土质量得到控制,并相应增长运距。
但这种运输方式其运距(或运送时间)不宜过长,应控制在预拌混凝土开始初凝以前,具体的运距或时间视混凝土配比和道路、气候等条件而定。