调节阀气蚀与闪蒸控制
- 格式:doc
- 大小:54.50 KB
- 文档页数:3
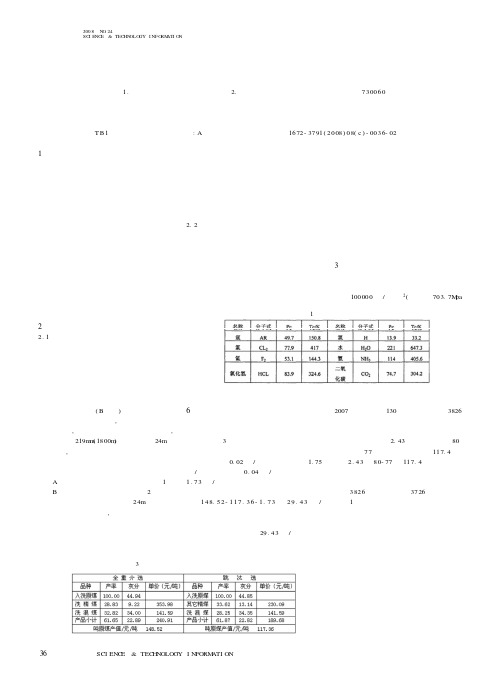
36科技资讯科技资讯S I N &T NOLOGY I NFORM TI ON2008N O .24SC I ENC E &TEC HN OLO GY I NFO RM ATI O N工业技术对低灰事故水(B 部分)的治理:这部分水量相对较少,首先经过煤泥沉淀池进行沉淀,沉淀池溢流进入回收池再次回收,用水泵经∮219m m (1800m )管路打回∮24m 耙式浓缩机,从而实现煤泥水全部闭路循环。
煤泥水闭路循环系统形成后,煤泥厂内回收,循环水复用。
A 部分煤泥水治理的具体流程如图1。
B 部分煤泥水治理的流程如图2。
利用东山煤矿洗煤厂原∮24m 浓缩机对浮选尾矿进行加药浓缩,浓缩底流进尾煤压滤机,溢流及压滤机滤液作为洗水复用,从而达到洗水闭路循环。
表3全重介选与跳汰选产值对比表6经济效益①改造前后效益对比全重介选与跳汰选产品回收率及原煤产值对比如表3。
②加工成本电费增加0.02元/吨;材料费增加1.75元/吨;工资节余0.04元/吨。
成本增加:1.73元/吨跳汰选改重介选后,效益增加:148.52-117.36-1.73=29.43元/吨。
跳汰选改重介选后,产品结构进行了调整,使吨原煤产值增加29.43元/吨,该厂2007年入洗量为130万吨,年增效益3826万元。
③闭路循环后每年回收煤泥2.43万吨,每吨煤泥80元,运行成本77万元,每年效益为117.4万元。
2.43×80-77=117.4万元综上所述,鸡西矿业集团东山矿洗煤厂技术改造与洗水闭路循环投入使用后,年增效益3826万元,总投资3726万元,全部资金在1年内全部回收,产生了良好的环境效益和社会效益,由于洗水达到闭路循环,杜绝了洗水外排,减少环境污染,给附近居民创造一个良好的环境,对整个社会环境也效果显著。
1调节阀调节阀在自动控制系统中的作用,就是接受调节器发出的控制信号,改变阀芯、阀座间的相对位置,控制工艺介质流量的相应改变,达到被调参数控制在所要求的范围内,从而实现生产过程自动化。

第30卷第1期2014年1月甘肃科技Gansu Science and TechnologyVol.30No.1Jan.2014调节阀气蚀与闪蒸的危害分析及对策郭海侠(北京石油化工工程有限公司西安分公司,陕西西安710075)摘要:分析了气蚀和闪蒸现象产生的原因,介绍了如何有效防止气蚀产生和减轻闪蒸对阀门造成的损害。
关键词:气蚀;闪蒸;饱和蒸汽压力;气蚀系数;压力恢复系数中图分类号:TH87在调节阀的使用过程中,气蚀[1]和闪蒸[1]是最为常见的流动现象,也是难以避免的现象。
气蚀产生的蒸汽气泡、爆炸现象对阀内件的破坏相当严重,引起调节阀寿命的缩短;闪蒸会对阀芯产生严重的冲刷破坏,使阀芯和阀座密封处损害,阀门的关闭性能严重降低。
气蚀和闪蒸还可能引起噪音,振动。
因此克服调节阀的气蚀和闪蒸,显得尤为重要。
1对调节阀产生气蚀和闪蒸的分析气蚀和闪蒸都是针对于液体介质而言,液体介质在阀芯处节流时,由于静压降低到液体的饱和蒸汽压以下而使液体发生汽化的现象称为空化,介质流过阀座后,如果静压恢复到大于液体的饱和蒸气压时,原先空化的蒸汽又恢复成液体状态,这时汽泡破裂会释放巨大的能量,会引起噪音、振动,导致阀内件损坏,这一现象称为气蚀;如果静压不能恢复到液体的饱和蒸气压,则流出阀体的将会是蒸汽或蒸汽液体混合物,此时会产生严重的冲刷和噪音,这一现象称为闪蒸。
通过图1 3来分别表示流体不产生气蚀、产生气蚀、产生闪蒸时流体在流经阀体内部时的压力变化。
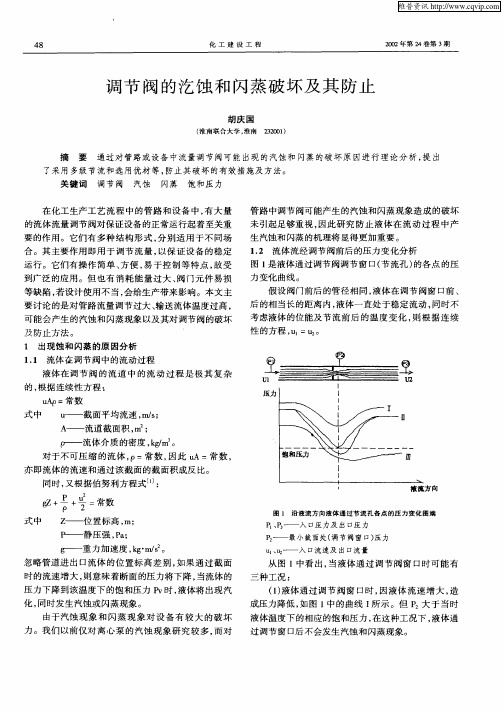
1.1不产生气蚀的压差范围图1表示流体通过阀的时候,由于大于,不会引起沸腾现象,液体仍保持原有状态。
图1正常状态P1———阀的入口压力,P2———阀的出口压力,Pv———阀入口温度下的液体饱和蒸汽压力,P c———液体(热力学)临界压力,P———流体缩流断面的压力.1.2产生气蚀状态的压差范围图2表示降至以下的液体压力,在出口侧又恢复到以上,原先产生的气泡再次破灭。
图2气蚀状态(Pvc<Pv,P2>Pv)P1———阀的入口压力,P2———阀的出口压力,Pv———阀入口温度下的液体饱和蒸汽压力,P c———液体(热力学)临界压力,P vc———流体缩流断面的压力.1.3产生闪蒸状态的压差范围图3表示仍在以下徘徊,也未恢复到以上的区域,出口侧出现气液两相的流体,这种现象称为闪蒸,此时阀内处于阻塞流状态,对流量影响极大。

调节阀的闪蒸和气蚀调节阀作为过程控制系统中的终端部件,是最常用的一种执行器。
在调节阀内流动的液体出现闪蒸和气蚀两种现象。
它们的发生不但影响口径的选择和计算,而且将导致严重的噪声、振动、材质的破坏等。
在这种情况下调节阀的使用寿命缩短,工作可靠性下降,进而引起工艺系统和装置生产率的大幅下降。
因此在应用调节阀时必须引起重视,做到正确选择,合理使用。
1 闪蒸和气蚀正常情况下,作为液体状态的介质,流入、流经、流出调节阀时均保持流液态,其压力变化曲线如图1中(1)所示。
闪蒸作为液体状态的介质,流入调节阀时是液态,在流经调节阀中,液态介质变成气态介质,并的缩流处时流体的压力低于气化压力Pvapor且它的压力不会再回复到气化压力之上,流出调节阀时介质一直保持气态。
其压力曲线如图1中的(2)所示。
闪蒸就象一种喷沙现象,它作用在阀体和管线的下游部分,给调节阀和管道的内表面造成严重的冲蚀,同时也降低了调节阀的流通能力。
气蚀作为液体状态的介质,流入调节阀时是液态,在流经调节阀中的缩流处时流体的压力低于气化的压力,液态介质变成气态介质,随后它的压力又恢复到气化压力Pvapor之上,最后在流出调节阀前介质又变成液态。
其压力变化曲线如图1中(3)所示。
可以根据一些现象来初步判断气蚀的存在。
当气蚀开始时它会发出一种嘶嘶声,当气蚀发展完全稳定时,调节阀中会发出嘎嘎的声音,就象有碎石在流过调节阀时发出的声响。
气蚀对调节阀内件的损害也是很大的,同时它也降低了调节阀的流通效能,就象闪蒸一样。
因此,我们必须采取有效的措施来防止或者最大限度地减少闪蒸或气蚀的发生。
尽量将调节阀安装在系统的最低位置处,这样可以相对提高调节阀入口P1和出口P2的压力,如图2所示。
在调节阀的上游或下游要装一个截止阀或者节流孔板来改变调节阀原有的安装压降特性,这种方法一般对于小流量情况比较有效,如图3所示。
选用专门的反气蚀内件也可以有效地防止闪蒸或气蚀,它可以改变流体在调节阀内的流速变化,从而增加了内部压力。

86一、汽蚀和闪蒸的危害在成品油输送管道的工作过程中,调节阀主要是对管道的压力和流量大小进行有效的调节,当阀门进出口的压力和调节阀内部压力达到饱和的气压状态下,调节阀可以保证正常工作和运行,当调节阀的进口压力值超过了介质内部的饱和气压,那么调节阀内部环境的出口压力大小会低于介质饱和气压,此时会产生调节阀的闪蒸问题。
当调节阀进出口的压力高于介质饱和蒸汽压的大小时,但是调节阀的腔内压力低于饱和蒸汽压力,此时调节阀会产生汽蚀现象。
当调节阀出现了汽蚀和闪蒸问题之后,调节阀会出现堵塞问题,大量的气体会聚集在调节阀的出口区域降低了介质的流量,同时还会造成阀门出现堵塞等问题。
调节阀如果产生汽蚀和闪蒸问题,对整个输油管道的影响非常明显,主要表现在以下几个方面:首先,对调节阀和管道会形成直接影响成品油会形成大量的气泡,同时管道内部由于碰撞阀门的压力不断变化,会出现破损或者是剧烈撞击管道等严重问题,对阀门和管道所产生的影响非常明显。
因为,反复冲击的作用会造成内部构件破坏,阀门的调节功能无法发挥出来甚至会造成失效问题,阀门管道的振动幅度较大很容易造成管道焊缝开裂。
其次,对输油工作所产生的影响,主要表现在会产生阻塞流,降低调节阀和管道的流通面积,进而降低了油品的流量大小。
当调节阀的下游设备比如消气设备、流量设备等距离调节阀较近的情况下,调节阀的汽蚀和闪蒸问题会影响到设备的正常工作和使用,尤其是在调节阀的出口管道区域聚集大量的气体调节阀,下游的消气设备无法及时排除蒸汽,大量的气体直接涌入到流量计之后,会给流量计的计数精确度产生严重的影响。
再次,会产生巨大的噪音影响问题。
当调节阀产生汽蚀或者闪蒸问题时,初期的调节阀和相关的附属构件会出现一定的噪音声响,严重的情况下管道内部会存在较大的异常声响,像石头撞击管道一样的冲击噪音。
压力指针会在巨大的撞击下受到严重的影响。
当油品在闪蒸状态下会形成水体,对阀门内部的构件产生一定的腐蚀,问题当油品当中含有氯离子的情况下,产生凝结水和氯离子之间的相互作用会加大该部件的腐蚀速率,在长时间的使用过程中会直接造成阀门的损坏,影响到了调节气阀的使用周期。

第23卷第2期2008年6月河北工业大学成人教育学院学报J oum al of A d ul t Educat i∞s ch00l of H ebei U ni ver s时of T e chnol ogyV ol-23N o.2Jun.2008控制阀流量特性分析及闪蒸、汽蚀预防探讨殷国军1’殷锐2秦莉1l.天津市成套设备工程监理有限公司天津300384;2.国家发展银行天津分行天津30006l摘要:本文首先整体综合地介绍了控制阀的基本知识,并且就控制阀的一个重要特性——流量特性进行了深入剖析。
本文还就控制阀经常出现的两个主要问题——闪蒸和汽蚀,探讨了其产生的原因及应对措施。
文章的最后简要阐述了控制阀附件中最为重要的阀门定位器的作用及其分类。
关键词:控制阀;流量特性;闪蒸;汽蚀中图分类号:T B492文献标识码:A文章编号:1008—911X(2008)02一0036—04A n A nal ys i s of t he C ont r ol V a l ue’s Fl owC har a ct e r i st i c and I t’s Pr event i on T r eat m ent sf or t he Fl ashi ng and t he C aV i t at i onY i n G uo-j unl Y i n R I I i2Q i l l L i l(1.Ti删i n co唧I ek Eq ui p m ent E ngi n∞r i呜Super vi si on A n d M肌鸳em eⅡt Co.L坩,酬i n300384,Chi】咂;2.C M m DeVel op嗍t B a I ll【,Ti anj i n300061。
C M啮)A bs t r acl:T hi s p印er fi rs t l y舀V e s a br i ef oveⅣi ew of t he bas i c know kdge of eont rol val ve,and t hengi V e s a com pr ehens i V e anal ysi s of t he now char a ct er i st i c f or cont rol V al V e.T w o i m po nant ph enom e-non——nashi ng and ca vi t a t i on of connIol val V e ar e aL l so i l l ust r at ed i n t hi s pap er and t he a ut hor i nves-t i ga t es t he r ea s o n f or t hes e phenom e nons and gi ve s t he sol ut i on t o sol ve or pr eve nt t he pm b l em.A t t he end of出i s p印er t her e i s a br i e f i nt roduct i on of t he cont m l val ve posi t i one r w hi ch i s t he m ost i m—port ant a c ce s sor y f or cont r D l V al V e.K9y w or d:cont I D l val ve;now c ha ra ct e ri st i c;nas hi ng;c avi t a t i on阀门是专门设计成的机械器件用以直流、启动、停止、混合或调解工艺流体的流量、压力或温度。


闪蒸和汽蚀。
独家摘要主题:虽然闪蒸和汽蚀是经常被一同讨论的,可是他们却因为产生的原因不同而有很大区别。
但两者均可对阀门和相关设备造成不可估量的损坏。
主要概念观点:●主要的区别●每个工况条件是如何产生的●防范阀门受损的措施如何解决不同的对策有助于组织或消除两者的产生。
同时也可以使用组合对策。
下面的有些问题好像互不相关,但是他们全部包含在以下经常容易误解的现象中,那就是闪蒸冲刷和汽蚀。
想象一下:●清澈透明,相对干净的水是如何冲坏阀门的呢?●为什么在丹佛做白煮蛋要比洛杉矶时间长?●为什么用手掐住水管,水会喷的更远?●如何让液化汽罐烧烤用的更久?●水泵泵不出水时听到的噪音是什么响声?●可以预防闪蒸冲刷和汽蚀吗?如果不能,如何才能减少它对阀门的损坏呢?闪蒸冲刷和汽蚀是对阀门产生严重损坏的潜在因素,也是第一个问题(清水、或是没有任何腐蚀性固体颗粒流过阀门时)的答案。
图1,左侧是一个导向型阀杆的未腐蚀前的情形,右侧是同一阀头被闪蒸严重冲刷腐蚀后的情形。
请注意,右边的阀头是如何呈现出光亮和槽道的,以及阀头局部的密封斜面是如何完全消失的。
(这里,该圆锥面是关阀的密封面)从这些照片上可以明显的看到干净的流体发生的闪蒸冲刷可以如此严重地损坏阀头。
图2,是一组被汽蚀损坏的阀头和阀腔。
这里也请注意非常明显的区别和不同:这个阀头却是暗黑和有坑洼凹状的(比如阀头和阀腔表面看上去像火山石般黑灰有坑洼。
)以上这些照片显示汽蚀和闪蒸冲刷对阀门产生的损坏外观是非常不同的。
但是造成的不良结果却是相同的:不能节流控制以及切断阀门。
这两种类型的破坏是两种有关联的但非常不同的过程。
流程压力和汽化压力我们先从了解“闪蒸冲刷”和“汽蚀”开始这里我们开始研究“闪蒸冲刷”和“汽蚀”概念的真实意义,从而理解两者的区别。
为此,我们首先要搞清楚另外一个概念“汽化压力”。
流体的汽化压力(以下以Pv来表述)是指在某个特定压力下,某种流体将发生热力学相变的过程从而转化成蒸汽。

调节阀气蚀与闪蒸控制1 概述气蚀和闪蒸是一种水力流动现象,这种现象既能引起调节阀流通能力Kv减小,又能产生噪声、振动及对材料的损害。
因此控制和降低调节阀受气蚀和闪蒸的影响是阀门设计时要考虑的问题之一。
2 气蚀和闪蒸气蚀和闪蒸产生的条件不同。
闪蒸是一种非常快速的转变过程,当流动液体的下游压力低于它的饱和压力时就会出现闪蒸,因此它是一种系统现象。
调节阀能够避免闪蒸的产生,除非系统条件改变。
而当阀门中液体的下游压力又升回来,且高于饱和压力时,就会产生气蚀现象。
在气蚀过程中饱和气泡不再存在,而是迅速爆破变回液态。
由于气泡的体积大多比相同形式的液体大。
所以说,气泡的爆破是从大体积向小体积的转变。
气蚀是一种从液态→饱和→液态的转变过程,它不同于闪蒸现象。
正确合理地设计调节阀能够避免气蚀的产生。
3 防止闪蒸的阀门设计在调节阀里闪蒸是不能预防的,所能做到的就是防止闪蒸的破坏。
在调节阀设计中影响着闪蒸破坏的因素主要有阀门结构、材料性能和系统设计。
3.1 阀门结构尽管阀门结构与产生闪蒸无关,但是却能控制闪蒸的破坏。
一般有2种阀门设计结构比用球形阀体更能防止闪蒸破坏。
采用介质由上至下方向流动的角形阀结构(图1)是防止闪蒸破坏的方法之一。
闪蒸破坏是高速度的饱和气泡冲击阀体表面,并腐蚀阀体表面造成的。
由于角形阀中的介质直接流向阀体内部下游管道的中心,而不是象球形阀一样直接冲击体壁,所以大大减少了冲击阀体体壁的饱和气泡数量。
从而减弱了闪蒸的破坏力。
因此在闪蒸破坏出现的情况下,角形阀体设计比球形阀体更为经济。
带有旋启式阀瓣的阀门结构(图2)也是一种有效的防止闪蒸破坏的方法。
在阀体内部下游的一侧安装了旋启式阀瓣,液体的压力在阀体的下游处降到饱和压力以下,闪蒸出现在下游管线。
在某些情况下,常常采用由一段下游管道承受闪蒸破坏的方法保护阀门。
3.2 材料选择一般情况下,硬度较高的材料更能抵御闪蒸和气蚀的破坏。
所以,硬度高的材料常常用于制造阀体。
调节阀产生气蚀的原因及解决办法一、阀门气蚀原因气蚀是材料在液体的压力和温度达到临界值时产生破坏的一种形式。
当液体通过节流孔时,流体流道面积的缩小导致流速迅速增加,速度的增加,产生了速度和压力之间的能量转换,流体压力下降。
压力在节流孔下游侧附近达到最低值,这时其速度最大,压力最小。
当该处的压力Pvc 低于液体蒸汽压Pv 且阀门下游压力P2 高于液体蒸汽压Pv 时,就会发生气蚀。
根据伯努利方程,流速越高压力越小。
根据热力学原理,压力小则液体的沸点降低,同时液体里能够溶解的气体也会变少。
在某些流动中,由于速度特别快,压力迅速下降,导致液体中溶解的气体析出,更进一步液体会沸腾。
这样就产生了气泡。
气泡会阻塞流动,导致速度降低,压力回升,于是气体变成了液体,气泡破解。
没有气泡阻塞,则流体流速加快,又产生气泡。
这种循环往复会产生巨大的压力波动对于材料表面特别容易产生疲劳,并导致设备损坏。
气蚀分为闪蒸和空化两个阶段。
物质的沸点随着压力的增大而升高,饱和高压液体减压后其沸点降低,这时液体温度高于减压后压力下的沸点,迅速沸腾汽化。
a) 闪蒸就是指高压的饱和液体进入经过减压后由于压力的突然降低使得这些饱和液体变成一部分的减压后压力下的饱和蒸汽和饱和液,产生气泡;b) 而当下游液体压力又升回来且高于饱和压力时,升高的压力压缩气泡,使其破灭,气泡形成、发展和破灭的过程称为空化。
二、阀门气蚀危害在空化过程中饱和气泡不再存在,而是迅速爆破变回液态,由于气泡的体积大多比相同的液体体积大,所以说气泡的爆破是从大体积像小体积的转变。
气蚀过程中气泡破裂时所有的能量集中在破裂点上,产生几千牛顿的冲击力,冲击力的压力高达2000Mpa,大大超过了大部分金属材料的疲劳破坏极限。
闪蒸产生侵蚀破坏作用,在零件表面形成光滑的磨痕,而气蚀如果砂子喷在零件表面一样,将零件表层撕裂,形成粗糙的渣孔般的外表面。
在高压差恶劣条件下,容易造成阀内件损坏,发生泄漏,同时气蚀过程中,空化时气泡破裂释放出巨大的能量,引起内部零件的振动,产生高达10KHZ的噪声,气泡越多,噪声越严重。

调节阀气蚀现象的分析及改进措施1、概述调节阀作为自动控制调节系统中的执行部件,在现代工业生产中得到广泛应用,其控制及通讯方式随着计算机及总线新技术的应用而发生了根本性的转变,大大提高了控制的准确度及可靠性。
但在高温高压工况使用过程中,管道流体往往因设备结构设计、安装或工艺参数设计不当等原因而产生气蚀,对调节阀内件造成严重的损伤,同时引起整个系统的振动及噪声,严重影响调节阀的使用寿命及控制系统的精确性,给工业生产带来很大的隐患。
2、气蚀机理气蚀是一种水力流动现象,气蚀的直接原因是管道流体因阻力的突变产生了闪蒸及空化。
在工艺系统中调节阀属节流部件,起变阻力元件的作用,其核心是一个可移动的阀瓣与不动的阀座之间形成的节流窗口,改变阀瓣位置就可改变调节阀的阻力特性,进而改变整个工艺系统的阻力特性。
在高压差(△p>2.5MPa)时,调节阀的调节过程就是阻力的突变过程,此过程极易产生气蚀。
为便于分析,将调节阀的节流过程模拟为节流孔调节式。
可以看出进口压力为p1,流速为V1的流体流经节流孔时,流速突然急剧增加,根据流体能量守恒定律,流速增加静压力便骤然下降。
当出口压力p2达到或者低于该流体所在情况下的饱和蒸汽压pv时,部分液体就汽化为气体,形成气液两相共存的现象,此既为闪蒸的形成。
如果产生闪蒸之后,p2不是保持在饱和蒸汽压之下,在离开节流孔后随着流道截面的增大流速相应减小,阀后压力急骤上升。
升高的压力压缩闪蒸产生的气泡,气泡由圆形变为椭圆形,随后达到临界尺寸的气泡上游表面开始变平,然后突然爆裂。
所有的能量集中在破裂点上,产生巨大的冲击力,其强度可达几千牛顿。
此冲击力冲撞在阀瓣、阀座和阀体上,使其表面产生塑性变形,形成一个个粗糙的蜂窝渣孔,这便是气蚀形成的过程。
气蚀现象不仅仅存在于高压差的调节阀内部,在工业生产的很多领域都存在此现象。
3、防止气蚀的措施3.1、类型选择从分析可以看出,产生气蚀是因为发生了空化,而发生空化的原因是节流引起了压力的突变,因此应避免空化的产生。

调节阀的气蚀及防护1 概述随着国民经济的高速发展和计算机自动化控制技术的广泛应用,对自动控制阀门的需求越来越多。
自动控制阀门是现代工业生产和物料输送中阀门发展的大趋势,据统计,在石油化工装置中,自动控制阀门已占阀门总数70%以上。
调节阀是自动控制阀门之一,通过调节系统的介质流量达到工艺过程的控制作用。
调节阀在流量调节过程中不可避免会产生气蚀,使阀门过早失效,严重的将危害系统安全运行。
2 气蚀的产生及危害气蚀是材料在液体的压力和温度达到临界值时产生破坏的一种形式。
当液体通过节流孔时,流体流道面积的缩小导致流速迅速增加,速度的增加,产生了速度和压力之间的能量转换,流体压力下降。
压力在节流孔下游侧附近达到最低值,这时其速度最大,压力最小。
当该处的压力Pvc 低于液体蒸汽压Pv且阀门下游压力P2高于液体蒸汽压时,就会发生气蚀(图1)。
气蚀产生时Pvc <Pv<P2式中Pvc——节流孔处的压力,MPaP2——阀门下游压力,MPaPv——液体蒸汽压,MPa气蚀一般出现在两个阶段。
首先,当液体压力低于液体蒸汽压时,在液体中形成蒸汽泡,由液体携带气泡的边缘层向下游移动。
其次,如果出口压力大于液体蒸汽压力,气泡就会破裂或爆破,同时产生巨大的压力冲击波,并通过液体向外传播,集中撞击管道壁和阀内零件,冲击到相近的金属表面上。
气泡破裂对金属表面的冲击类似于微流喷射,它能以104MPa的压力,振动和碰撞管壁。
在液体内,当气泡远离金属表面破裂时,产生球形压力波,此时,碰撞压力约为103MPa,且微流喷射的影响未达到金属固体壁。
如果气泡接近金属表面破裂,微流喷射将直接冲击金属表面。
由于冲击波反复冲击,导致金属表面疲劳、撕裂和其他缺陷。
气蚀损坏表现为金属表面凹凸不平和多孔现象。
如果阀门出口压力低于液体蒸汽压时,蒸汽气泡不会破裂,液体以气液两相混合状态存在,液流速度将继续增大,这种状态称为闪蒸(图2)。
闪蒸并不是一个主要问题,其损害与气蚀不同,通常选用抗冲蚀的阀体和阀瓣材料,限制阀门出口流速,可大大降低和消除,延长调节阀的使用寿命。
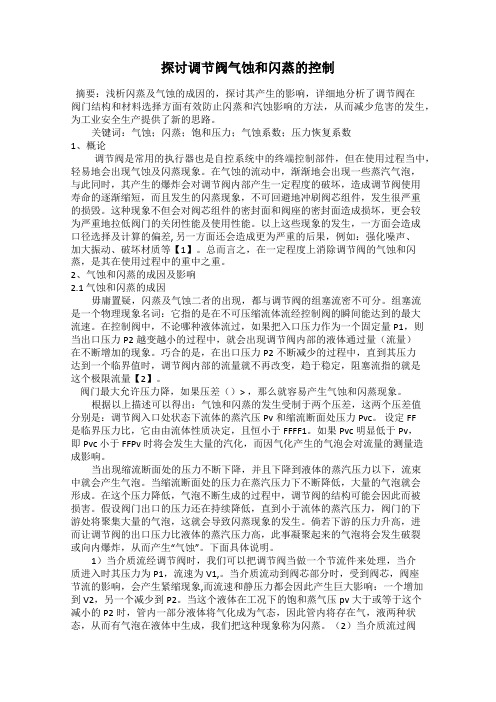
探讨调节阀气蚀和闪蒸的控制摘要:浅析闪蒸及气蚀的成因的,探讨其产生的影响,详细地分析了调节阀在阀门结构和材料选择方面有效防止闪蒸和汽蚀影响的方法,从而减少危害的发生,为工业安全生产提供了新的思路。
关键词:气蚀;闪蒸;饱和压力;气蚀系数;压力恢复系数1、概论调节阀是常用的执行器也是自控系统中的终端控制部件,但在使用过程当中,轻易地会出现气蚀及闪蒸现象。
在气蚀的流动中,渐渐地会出现一些蒸汽气泡,与此同时,其产生的爆炸会对调节阀内部产生一定程度的破坏,造成调节阀使用寿命的逐渐缩短,而且发生的闪蒸现象,不可回避地冲刷阀芯组件,发生很严重的损毁。
这种现象不但会对阀芯组件的密封面和阀座的密封面造成损坏,更会较为严重地拉低阀门的关闭性能及使用性能。
以上这些现象的发生,一方面会造成口径选择及计算的偏差, 另一方面还会造成更为严重的后果,例如:强化噪声、加大振动、破坏材质等【1】。
总而言之,在一定程度上消除调节阀的气蚀和闪蒸,是其在使用过程中的重中之重。
2、气蚀和闪蒸的成因及影响2.1 气蚀和闪蒸的成因毋庸置疑,闪蒸及气蚀二者的出现,都与调节阀的组塞流密不可分。
组塞流是一个物理现象名词:它指的是在不可压缩流体流经控制阀的瞬间能达到的最大流速。
在控制阀中,不论哪种液体流过,如果把入口压力作为一个固定量P1,则当出口压力P2越变越小的过程中,就会出现调节阀内部的液体通过量(流量)在不断增加的现象。
巧合的是,在出口压力P2不断减少的过程中,直到其压力达到一个临界值时,调节阀内部的流量就不再改变,趋于稳定,阻塞流指的就是这个极限流量【2】。
阀门最大允许压力降,如果压差()> ,那么就容易产生气蚀和闪蒸现象。
根据以上描述可以得出:气蚀和闪蒸的发生受制于两个压差,这两个压差值分别是:调节阀入口处状态下流体的蒸汽压Pv和缩流断面处压力Pvc。
设定FF是临界压力比,它由由流体性质决定,且恒小于FFFF1。
如果Pvc明显低于Pv,即Pvc 小于 FFPv时将会发生大量的汽化,而因气化产生的气泡会对流量的测量造成影响。

闪蒸与气蚀问题:调节阀气蚀和闪蒸——理论的临界压力比说明:然而,问题就是在于找到一个预测的方法,对于在任何蒸气压下的流体来说,缩流处的压力比阀门的总压力低多少才能产生阻塞流。
为了在理论上说明这一点,对流体在阀门入口和缩流处之间的流动做一个热动力学过程的假定,即假设流体全是液体和阀门出口与入口的面积相等,则从阀门入口到出口的过程中各点的热始均相等。
然而,存在阻塞流,在缩流处必定会出现部分蒸气。
显然,流体速度比入口的要大得多。
因此,等焓过程的假定是不切合实际的。
恒熵或者等熵过程要求没有流体摩擦存在。
然而,对于流动着的流体来说,这是不可能的。
热力学教科书指出,流动流体在经受收缩和扩大的过程中产生摩擦损失,其绝大部分是出现在扩大的过程中。
因此,在收缩到缩流处的这种摩擦损失很小,这种事实证明了缩流为恒熵过程的假定。
除了恒熵假定之外,还假定阀门入口流体全是液体并且是饱和状态。
如果由于逐步降低缩流处的压力,致使通过阀门的流量不断增加,那么,可用下式计算出每个缩流压力下的最后混合品质。
(40)式中X——混合品质;S vc=S1——在入口和缩流处流体的熵,英热单位/磅-℉;S f——缩流处压力下饱和液体的熵,英热单位/磅-℉;S lg——缩流处压力下饱和蒸气和液体的熵差,英热单位/磅-℉。
因为混合品质己知,用比容代替熵,重新排列上述关系式,可以用来计算假定的每个缩流处压力下的缩流处的比容。
(41)式中V vc——缩流处的比容,英尺3/磅;V f——缩流处压力下饱和液体比容,英尺3/磅;V fg——缩流处压力下饱和蒸气比容和液体比容的差值,英尺3/磅。
用这些数据可以描绘出一根确定压力和缩流处的流体比容之间的关系曲线,假定阀门入口压力为饱和压力。
图9表示上述的代表性曲线。
可以导出流体通过调节阀节流孔的理论质量流量的表达式:(42)式中W/A——每单位流通面积的理论质量流量,磅/秒-英尺2。
g——重力加速度,英尺/秒2;V——缩流处比容的积分上限,英尺3/磅;V vc——缩流处比容、英尺3/磅;dP vc-——缩流压力差,磅/英尺2绝压。
雷力阀门遇见阀门闪蒸和空化怎么办?经常可以看到调节阀、减压阀等节流阀的阀瓣和阀座等零件内部产生磨痕、深沟及凹坑,这些大多是由汽蚀引起的。
汽蚀是材料在液体的压力和温度达到临界值时产生的一种破坏形式,分为闪蒸和空化两个阶段。
闪蒸是一种非常快速的转变过程,当流体流经调节阀时,由于阀座和阀瓣形成局部收缩的流通面积,产生局部阻力,使流体的压力和速度发生变化。
当压力为P1 的流体流经节流孔时,流速突然急剧增加,静压骤然下降,当孔后压力P2 在达到该流体所在情况下的饱和蒸汽压力Pv 前,部分流体汽化成气体,产生气泡,形成气液两相共存现象,称为闪蒸阶段,可见它是一种系统现象。
调节阀不能避免闪蒸的产生,除非系统条件改变。
而当阀门中液体的下游压力又升回来,且高于饱和压力时,升高的压力压缩气泡,使之突然破裂,称为空化阶段。
在空化过程中饱和气泡不再存在,而是迅速爆破变回液态。
由于气泡的体积大多比相同的液体体积大。
所以说,气泡的爆破是从大体积向小体积的转变。
汽蚀过程中气泡破裂时所有的能量集中在破裂点上,产生几千牛顿的冲击力,冲击波的压力高达2 ×103 MPa ,大大超过了大部分金属材料的疲劳破坏极限。
同时,局部温度高达几千摄氏度,这些过热点引起的热应力是产生汽蚀破坏作用的主要因素。
闪蒸产生侵蚀破坏作用,在零件表面形成光滑的磨痕。
如同砂子喷在零件表面一样,将零件表层撕裂,形成粗糙的渣孔般的外表面。
在高压差恶劣条件下,极硬的阀瓣和阀座也会在很短时间内遭到破坏,发生泄漏,影响阀门的使用性能。
同时汽蚀过程中,空化时气泡破裂释放出巨大的能量,引起内部零件的振动,产生高达10 kHz 的噪声,气泡越多,噪声越严重。
调节阀里的闪蒸是不能预防的,所能做到的就是防止闪蒸的破坏。
在调节阀设计中影响着闪蒸破坏的因素主要有阀门结构、材料性能和系统设计。
对于空化破坏,可以采用曲折路径、多级减压和多孔节流的阀门结构形式予以防止。
1)阀门结构虽然阀门结构与产生闪蒸无关,但是却能抑制闪蒸的破坏。

调节阀闪蒸和气蚀现象的危害及其对策1.闪蒸和气蚀现象的产生原因及其危害在调节阀液体工况条件下,按流动工况判别式,如果阀门的实际压差P1-P2≥F L2(P1-F F P V)时,就会产生阻塞流。
阻塞流是当阀门内的静态压力降至液体的饱和蒸汽压时由于液体的汽化引起的,阻塞流的产生必然产生闪蒸和气蚀现象。
1.1 闪蒸:当液体流体通过节流缩径处时,流束会变细或收缩,流速会增加,压力会下降。
通过节流处后,随着阀腔增大,流速会下降,压力会增加,但不会恢复到阀前压力,实际压差△P就是节流时损失的能量。
节流缩径处的压力降到液体的饱和蒸汽压,气泡就会在流束中形成,如果阀后压力仍低于液体的饱和蒸汽压,气泡将保持在阀后,这种现象就叫“闪蒸”。
闪蒸会对阀门的阀芯产生严重的冲刷破坏,使阀芯和阀座接触处及附近像被平滑地磨掉一层一样,阀门的关闭性能随之严重降低,因达不到系统要求而损坏报废。
1.2 气蚀:在阻塞流条件下,如果阀后压力恢复到高于液体的饱和蒸汽,气泡就会破裂或爆炸,这种现象就叫气蚀。
气蚀产生的蒸汽气泡破裂、爆炸现象释放出很大的能量,并产生噪声。
当气泡在节流件附近破裂、爆炸时,会使节流件产生粗糙的的破坏表面,并有可能在阀后一段距离内使下游管道遭受同样的破坏。
2. 闪蒸和气蚀的预防对策闪蒸和气蚀现象的产生是由于系统工况而不是阀门引起的,因此,解决闪蒸和气蚀的办法不单是阀门制造商的事情。
阀门制造商所能做的就是:增加阀门抵抗闪蒸和气蚀破坏的能力,包括阀型的选择和阀内件材料的选择、处理。
2.1 闪蒸工况下的阀门选择a. 选择角形阀、偏心旋转阀、V形球阀等流通性好、流阻小的阀门;b. 扩大节流缩径后的阀后容腔,降低流速,也即降低冲刷速度和冲刷能量;c. 选择尽可能硬度高、耐磨损的阀芯阀座材料,包括硬化处理。
2.2 气蚀工况下的阀门选择及防止气蚀的工艺措施a. 选择多级压降结构的阀门或串联阀门(相当于多级压降),使每一级阀后压降变小,确保其节流缩径处的压力都不低于液体的饱和蒸汽压,从而不会产生形成气蚀的气泡。

控制阀的基本知识(二)—气蚀、闪蒸和噪声常见的阀门问题(一)闪蒸闪蒸流速分布图能量守恒定律蒸气压蒸气压与温度密切相关闪蒸闪蒸的机械磨蚀1、机械的2、内含液滴3、角度的冲击腐蚀/磨蚀金属氧化物的形成闪蒸损伤的典型外形产生闪蒸损伤的因素1、压降2、闪蒸的时间长短3、流量4、泄漏等级5、介质的腐蚀性6、材质结构7、阀门结构闪蒸的解决方案之一--带衬角阀EAS闪蒸的解决方案之二--高硬度材质WC9 的抗磨蚀性比较好典型的防磨蚀阀门内件材质常见的阀门问题(二)气蚀气蚀气蚀损伤的典型外形阀门选择1、选低恢复阀门2、多级压降3、材料4、泄漏等级钻孔技术压降级多孔/独特的孔形设计多级压降孔形设计控制阀的抗气蚀阀内件抗气蚀孔的作用将较大的喷射性流体分解成许多小的流束,从而将集中单一的总能量分解成许多小的能量单元。
控制流经阀门的压降不低于流体介质汽化压力,使气泡不能生成从而避免气蚀发生。
在流体流经气蚀孔的过程中衰减部分能量,降低伴随气蚀而产生的噪声。
Cavitrol III 1-StageTrimCavitrol III 3-Stage TrimCavitrol III单级式阀内件可以有效地消除气蚀破坏。
各个法笼孔道形状都经过处理,以使得流经阀笼的流体速率不致过大,确保压力保持在汽化压力之上。
这一较高的压力减小了气蚀的可能。
这些均匀分布在阀笼四壁上的小孔还具有减小流体紊流的作用。
这两点也有助于减小流体内部压力并增大流量。
实际应用中,阀芯边缘和阀笼四周轴对称分布的小孔协同将气蚀性流体从金属壁面引起发体内部的空腔中。
这样,流体的气蚀作用就得到了控制。
Cavitrol III双级或三级式阀内件由多个具有特定形状小孔的同心圆柱组成。
阀笼的选择由进口压力和所需压降决定。
阀门工作时,液体从各阀笼的小孔流过,分担总压差的一部分。
各节阀笼的局部压差能防止液体压力低于汽化压力,消除气泡形成。
Cavitrol III 4-Stage Trim压降为3,000 - 4,000 psi (211 to 281 kg/cm2 ) 时应用压降分配:第一,第二级37%, 第三级16%, 第四级10%最小的孔= .05' (1.27 mm)间隙流CAV4 用于消除气蚀可承受6000psid 压降保护型阀座设计用于2”-6”的直通阀或角阀最小孔径= .071”(1.8mm)压降分配: 38.5% 1st, 37.5% 2nd,15% 3rd, 9% 4thCAVIII/MICRO-FLAT小流量防气蚀内件用于1” 和2” 阀门最小Cv = .04Multi-Stage Micro-Flat Trim多级压降设计七级可承受5500 PSID最小可控Cv = 0.01用于直通阀和角阀用于脏污介质的防气蚀内件设计(DST) DST 为多级防气蚀内件:DST: 承受的压降可达4000PSINotchFlo DST:承受的压降可达2600PSI设计用于流体内含有颗粒的气蚀工况径向和轴向相结合的专利设计使其流道大,开孔直径可达3/4英寸可通过的颗粒大小一般为:DST: 1/4” - 3/8” , 最大可达3/4“.NotchFlow DST : 1/10” to 2/5”阀座设计为保护型, 与内部小死区设计相结合,延长其使用寿命.DST(脏污工况阀内件)的特点:1、流通通道大2、开孔大3、多级压降4、向上或向下流均可5、用于直通阀和角阀6、用棒材制造,坚固耐用7、多种材质可供选择8、保护型阀座保护形阀座设计常见的阀门问题(三)噪声噪声调节阀噪声噪声类型:1、机械噪声2、液态动力学噪声3、气态动力学噪声分贝工艺管道最高允许噪声水平:噪声环境中工作人员的允许承受时间阀门噪声1、内件及出口2、与管道偶合并经其传播噪声控制噪声源处理(特殊内件及出口设计)传播途径管道消音器噪声源处理方法1、利用多孔的方法降低转化为声能的能量, 以及改变噪声频率多孔对噪声的影响Whisper I CageWhisper Trim I运用了特定形状、大小和间距的孔来降低阀门的噪音。

在气蚀和闪蒸场合下调节阀选用的研究在一个完全不含有气体或蒸汽的液流中,经常会遇到两种现象,即气蚀和闪蒸(有些资料把气蚀称为空化)。
这种现象对于任何调节阀的综合性讨论都有重要的意义。
因为,这种现象的产生将影响到阀门大小的计算方法,可能引起噪音和振动,以及可能缩短调节阀零件和邻近的下游管线的使用寿命。
虽然,气蚀和闪蒸的定义之间有相似之处,但也有重要的差别。
1 气蚀和闪蒸的定义及产生条件气蚀是一种两阶段的现象,第一阶段是在液体中形成空腔(气泡);第二阶段是这些空腔挤压破裂而恢复成为全部的液体状态。
有些关于气蚀的定义仅仅限于空腔的形成,但是从调节阀的观点来看,这似乎是不实际的定义。
因为,气蚀的最大影响和大多数的气蚀现象都是与空腔的破裂有直接的关系,而不是空腔的形成。
而闪蒸则是在气蚀的第一阶段形成的气泡(空腔)一直持续到通常发生破裂的下游,这个过程称为闪蒸。
下面通过讨论孔板的工作情况来说明这一问题(可以把孔板模拟为一个有一定开度的调节阀)。
如图1所示,当压力为P1的液体流经节流孔时,流速突然急剧增加,而静压力骤然下降,当孔后压力P2达到或者低于该液体所在情况下的饱和蒸汽压时,部分液体产生气化,形成气液两相共存的现象,在液体中产生空腔,这就是气蚀的第一个阶段。
从离开缩流孔的下游开始,液体磨擦引起流体减速,其结果使流体截面和压力都增加,这种速度与压力头之间的能量反向转换称之为“压力恢复”。
由于在缩流处减少到蒸气压所形成的气泡在压力增加的下游不可能存在,就会挤压破裂而恢复形成液体状态。
至此,气蚀过程完成。
如果下游配管系统的压力正好相当于或小于入口的蒸汽压,继续流入下游流体的蒸汽百分比会不断增加,流体速度持续增长其结果将产生闪蒸而不是气蚀[1]。
那么在调节阀中发生气蚀和闪蒸的条件是什么?1.1 对于气蚀(1)入口和出口的流体必须全都是液体,即在调节阀的配管上游和下游附近没有蒸气存在。
(2)在入口,液体必须是一种过冷状态,显然在入口,如果这种流体全都是液体,而且又是饱和状态,发生在阀上的任何压力降都将引起在下游位置产生蒸汽。
作者:李红梅庞秀伟刘慧峰
摘要:分析了气蚀和闪蒸给调节阀带来的影响和危害,介绍了有效防止气蚀与闪蒸破坏的阀门结构。
关键字:气蚀闪蒸饱和压力气蚀系数压力恢复系数
1 概述
气蚀和闪蒸是一种水力流动现象,这种现象既能引起调节阀流通能力Kv减小,又能产生噪声、振动及对材料的损害。
因此控制和降低调节阀受气蚀和闪蒸的影响是阀门设计时要考虑的问题之一。
2 气蚀和闪蒸
气蚀和闪蒸产生的条件不同。
闪蒸是一种非常快速的转变过程,当流动液体的下游压力低于它的饱和压力时就会出现闪蒸,因此它是一种系统现象。
调节阀能够避免闪蒸的产生,除非系统条件改变。
而当阀门中液体的下游压力又升回来,且高于饱和压力时,就会产生气蚀现象。
在气蚀过程中饱和气泡不再存在,而是迅速爆破变回液态。
由于气泡的体积大多比相同形式的液体大。
所以说,气泡的爆破是从大体积向小体积的转变。
气蚀是一种从液态→饱和→液态的转变过程,它不同于闪蒸现象。
正确合理地设计调节阀能够避免气蚀的产生。
3 防止闪蒸的阀门设计
在调节阀里闪蒸是不能预防的,所能做到的就是防止闪蒸的破坏。
在调节阀设计中影响着闪蒸破坏的因素主要有阀门结构、材料性能和系统设计。
闪蒸破坏是高速度的饱和气泡冲击阀体表面,并腐蚀阀体表面造成的。
由于角形阀中的介质直接流向阀体内部下游管道的中心,而不是象球形阀一样直接冲击体壁,所以大大减少了冲击阀体体壁的饱和气泡数量。
从而减弱了闪蒸的破坏力。
因此在闪蒸破坏出现的情况下,角形阀体设计比球形阀体更为经济。
带有旋启式阀瓣的阀门结构(图2)也是一种有效的防止闪蒸破坏的方法。
在阀体内部下游的一侧安装了旋启式阀瓣,液体的压力在阀体的下游处降到饱和压力以下,闪蒸出现在下游管线。
在某些情况下,常常采用由一段下游管道承受闪蒸破坏的方法保护阀门。
3.2 材料选择
一般情况下,硬度较高的材料更能抵御闪蒸和气蚀的破坏。
所以,硬度高的材料常常用于制造阀体。
如电力行业常选用铬钼合金钢阀门,WC9是常用抵抗腐蚀的材料之一。
如果角形阀下游配装材料硬度高的管道,其阀体可以选用碳钢材料,因为仅仅在阀体下游部分才有闪蒸液体。
如果采用球形阀,最好用铬钼合金钢阀体,因为闪蒸出现在阀体内部。
3.3 系统设计
闪蒸现象是由系统设计所决定的。
图3为加热排水阀将闪蒸水排向冷凝器的系统。
图3(a)的闪蒸出现在调节阀与冷凝器之间的管道里,闪蒸破坏只会出现在这个区域。
图3(b)的闪蒸现象产生在阀门的下游和冷凝器中。
所以冷凝器相对于管道来说必须具有更大的容积防止高速度的气泡冲击材料表面。
因而良好的系统设计能帮助防止闪蒸破坏的发生。
4 防止气蚀的阀门设计
调节阀的结构影响着自身防止气蚀产生的能力。
其主要的结构形式有曲折路径、多级减压、扩大流动区域和多孔节流设计等。
4.1 曲折路径
使流动介质通过一个含有曲折路径的节流件是减小压力恢复的一种方法。
尽管这种曲折路径可以有不同的形式,如小孔、
放射状的流路等。
但是每一种设计的效果基本上是一样的。
这种曲折路径在每种控制气蚀现象发生的部件设计中都是可以利用的。
4.2 多级减压
多级减压中的每一级都消耗一部分能量,使得下一级的入口压力相对较低,减小了下一级的压差,压力恢复低,避免了气蚀的发生。
一个成功的设计可以使阀门在承受较大压差的同时还能保持缩流后的压力高于液体的饱和压力,防止液体气蚀的产生。
因此对于相同的压力降,一级节流比多级节流更易产生气蚀。
4.3 扩大流动区域
扩大流动区域与多级减压的理念是类似的。
一般要求每一级节流面积都比前一级的大,第一级节流承受了大部分的压差,压力降通过连续节流而逐渐减小。
在最后一级节流区域压降仅占总压差很小的百分比,所以压力恢复是很小的。
若将每一级设计为相等的节流面积,且为10级节流,那么最后一级所承受的压差仅占总压差的10%,因此即使最后一级产生气蚀现象,它所造成的气蚀破坏强度也是微小的。
4.4 多孔节流设计
多孔节流是一种综合设计方案。
每种不同的小孔设计都影响着阀门的压力恢复程度(图4)。
图4(a)薄形金属板式结构流通效率最差,但压力恢复系数Km值较高,具有较低的压力恢复,不易产生气蚀。
图4(b)厚形金属板式结构流通能力较高,但压力恢复系数Km值较低,具有较高的压力恢复,易产生气蚀现象。
图4(c)复合式结构是前2种设计的综合与平衡,不但有较高的流通能力而且仍能保持较高的Km值,从而具备较低的压力恢复,避免了气蚀现象的发生。
此设计是流通能力和气蚀控制应用中最典型有效的方案。
5 结束语
气蚀和闪蒸是调节阀装置中最为常见的流动现象。
但是通过合理的阀门设计可以防止气蚀的发生,通过优化阀门结构和合理地选用阀体材料可以控制闪蒸所带来的破坏。
参考文献
[1] 吴国熙。
调节阀使用与维修[M]北京:化学工业出版社,1999。
[2] 徐灏等。
机械设计手册[M]。
北京:机械工业出版社,1992。