新版图纸焊缝等级要求详解
- 格式:docx
- 大小:11.32 KB
- 文档页数:6

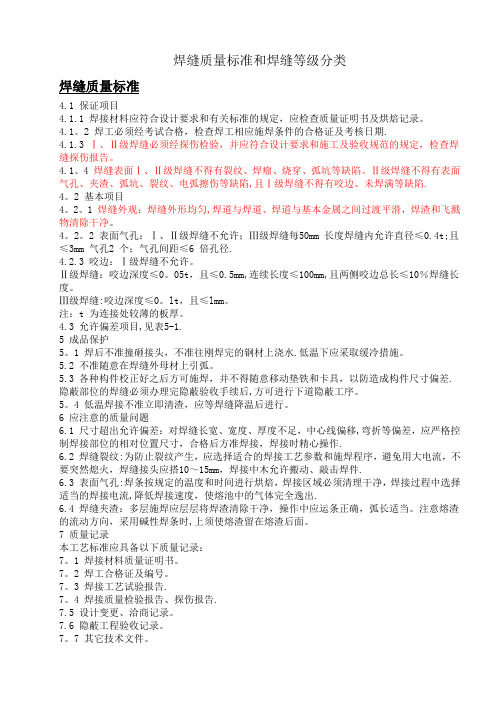
焊缝质量标准4、1保证项目4.1.1 焊接材料应符合设计要求与有关标准得规定,应检查质量证明书及烘焙记录。
4.1.2 焊工必须经考试合格,检查焊工相应施焊条件得合格证及考核日期。
4.1.3Ⅰ、Ⅱ级焊缝必须经探伤检验,并应符合设计要求与施工及验收规范得规定,检查焊缝探伤报告。
4.1.4焊缝表面Ⅰ、Ⅱ级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。
Ⅱ级焊缝不得有表面气孔、夹渣、弧坑、裂纹、电弧擦伤等缺陷,且Ⅰ级焊缝不得有咬边、未焊满等缺陷。
4、2 基本项目4.2.1焊缝外观:焊缝外形均匀,焊道与焊道、焊道与基本金属之间过渡平滑,焊渣与飞溅物清除干净。
4.2.2 表面气孔:Ⅰ、Ⅱ级焊缝不允许;Ⅲ级焊缝每50mm 长度焊缝内允许直径≤0、4t;且≤3mm 气孔2 个;气孔间距≤6 倍孔径。
4.2.3咬边:Ⅰ级焊缝不允许。
Ⅱ级焊缝:咬边深度≤0、05t,且≤0.5mm,连续长度≤100mm,且两侧咬边总长≤10%焊缝长度。
Ⅲ级焊缝:咬边深度≤0、lt,且≤lmm。
注:t 为连接处较薄得板厚。
4、3 允许偏差项目,见表5-1。
5 成品保护。
5、1 焊后不准撞砸接头,不准往刚焊完得钢材上浇水。
低温下应采取缓冷措施。
5、2 不准随意在焊缝外母材上引弧。
5、3 各种构件校正好之后方可施焊,并不得随意移动垫铁与卡具,以防造成构件尺寸偏差。
隐蔽部位得焊缝必须办理完隐蔽验收手续后,方可进行下道隐蔽工序。
5、4 低温焊接不准立即清渣,应等焊缝降温后进行。
6 应注意得质量问题6、1 尺寸超出允许偏差:对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位得相对位置尺寸,合格后方准焊接,焊接时精心操作。
6、2 焊缝裂纹:为防止裂纹产生,应选择适合得焊接工艺参数与施焊程序,避免用大电流,不要突然熄火,焊缝接头应搭10~15mm,焊接中木允许搬动、敲击焊件。
6、3表面气孔:焊条按规定得温度与时间进行烘焙,焊接区域必须清理干净,焊接过程中选择适当得焊接电流,降低焊接速度,使熔池中得气体完全逸出。

归结一下:《钢结构设计规范》(GB 50017━2003)中是根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按四条原则分别选用不同的质量等级,一共有三个等级。
四条原则如下:1在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质缝等级为:1)作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受限时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2不需要汁算疲劳的构件中,凡要求与母材等强的对接焊缝应护焊透,其质量等级当受拉时应不低于二级,受压时宜为二级。
3重级工作制和起重量Q≥50t的中级工作制吊车梁的腹板与上翼缘之间以及吊车桁架上弦杆与节点板之间的T形接头焊缝均要求焊透,焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级。
4不要求焊透的T形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;2)对其他结构,焊缝的外观质量标准可为三级。
对应的就是《钢结构工程施工质量验收规范》和《JGJ 81-2002建筑钢结构焊接技术规程》中所要求的焊缝要达到的质量要求(包括外观和无损探伤等)。
《GB/T3323-2005金属熔化焊焊接接头射线照相》中的焊缝质量分类是在对焊缝进行射线照相时,根据焊缝缺陷的性质和数量,将该焊缝的质量分为四级:(1)Ⅰ级焊缝:内应无裂纹、未熔合、未焊透和条状夹渣.(2)Ⅱ级焊缝:内应无裂纹、未熔合和未焊透.(3)Ⅲ级焊缝:内应无裂纹、未熔合以及双面焊和加垫板的单面焊中的未焊透.不加垫板的单面焊中的未焊透允许长度按表10条状夹渣长度的Ⅲ级评定.(4)焊缝缺陷超过Ⅲ级者为Ⅳ级.对于《钢结构设计规范》(GB 50017━2003)所提到的三个级别焊缝,在对一级和二级焊缝进行无损探伤时,对于一级焊缝要达到《GB/T3323-2005金属熔化焊焊接接头射线照相》中的Ⅱ级以上,对于二级焊缝要达到《GB/T3323-2005金属熔化焊焊接接头射线照相》中的Ⅲ级以上。
1 建筑结构安全等级为一级的一、二级焊缝。
2 建筑结构安全等级为二级的一级焊缝。
3 大跨度结构中一级焊缝。
4 重级工作制吊车梁结构为一级焊缝。
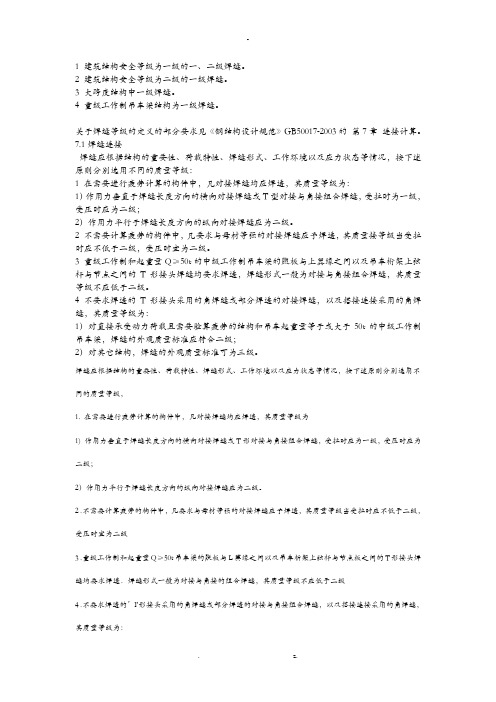
关于焊缝等级的定义的部分要求见《钢结构设计规范》GB50017-2003的第7章连接计算。
7.1焊缝连接焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级:1 在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为:1)作用力垂直于焊缝长度方向的横向对接焊缝或T型对接与角接组合焊缝,受拉时为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2 不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量接等级当受拉时应不低于二级,受压时宜为二级。
3 重级工作制和起重量Q≥50t的中级工作制吊车梁的腹板与上翼缘之间以及吊车桁架上弦杆与节点之间的T形接头焊缝均要求焊透,焊缝形式一般为对接与角接组合焊缝,其质量等级不应低于二级。
4 不要求焊透的T形接头采用的角焊缝或部分焊透的对接焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;2)对其它结构,焊缝的外观质量标准可为三级。
焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级,1. 在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为1) 作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2 .不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级3 .重级工作制和起重量Q≥50t吊车梁的腹板与L冀缘之间以及吊车析架上弦杆与节点板之间的T形接头焊缝均要求焊透.焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级4 .不要求焊透的’I'形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;2) 对其他结构,焊缝的外观质量标准可为二级。

焊缝的无损检测标准要求及等级分类解释焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级:1. 在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为:1) 作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2. 不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级。
3. 重级工作制和起重量Q≥50t吊车梁的腹板与L冀缘之间以及吊车析架上弦杆与节点板之间的T形接头焊缝均要求焊透.焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级。
4. 不要求焊透的’I'形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:1) 对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;2) 对其他结构,焊缝的外观质量标准可为二级。
外观检查一般用目测,裂纹的检查应辅以5 倍放大镜并在合适的光照条件下进行,必要时可采用磁粉探伤或渗透探伤,尺寸的测量应用量具、卡规。
焊缝外观质量应符合下列规定1一级焊缝不得存在未焊满、根部收缩、咬边和接头不良等缺陷,一级焊缝和二级焊缝不得存在表面气孔、夹渣、裂纹和电弧擦伤等缺陷;2二级焊缝的外观质量除应符合本条第一款的要求外,尚应满足下表的有关规定;3三级焊缝的外观质量应符合下表有关规定焊缝质量等级检测项目二级三级未焊满≤0.2+0.02t 且≤1mm,每100mm 长度焊缝内未焊满累积长度≤25mm≤0.2+0.04t 且≤2mm,每100mm 长度焊缝内未焊满累积长度≤25mm根部收缩≤0.2+0.02t 且≤1mm,长度不限≤0.2+0.04t 且≤2mm,长度不限咬边≤0.05t 且≤0.5mm,连续长度≤100mm,且焊缝两侧咬边总长≤10%焊缝全长≤0.1t 且≤1mm,长度不限裂纹不允许允许存在长度≤5mm 的弧坑裂纹电弧擦伤不允许允许存在个别电弧擦伤接头不良缺口深度≤0.05t 且≤0.5mm,每1000mm 长度焊缝内不得超过1 处缺口深度≤0.1t 且≤1mm,每1000mm 长度焊缝内不得超过1 处表面气孔不允许每50mm 长度焊缝内允许存在直径≤0.4t 且≤3mm 的气孔2 个;孔距应≥6倍孔径表面夹渣不允许深≤0.2t,长≤0.5t 且≤20mm设计要求全焊透的焊缝,其内部缺陷的检验应符合下列要求1一级焊缝应进行100%的检验,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B 级检验的Ⅱ级及Ⅱ级以上;2二级焊缝应进行抽检,抽检比例应不小于20%,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B级检验的Ⅲ级及Ⅲ级以上;3全焊透的三级焊缝可不进行无损检测。
焊缝质量标准和焊缝等级分类焊缝质量标准4.1 保证项目4.1.1 焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录。
4.1。
2 焊工必须经考试合格,检查焊工相应施焊条件的合格证及考核日期.4.1.3 Ⅰ、Ⅱ级焊缝必须经探伤检验,并应符合设计要求和施工及验收规范的规定,检查焊缝探伤报告。
4.1。
4 焊缝表面Ⅰ、Ⅱ级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷。
Ⅱ级焊缝不得有表面气孔、夹渣、弧坑、裂纹、电弧擦伤等缺陷,且Ⅰ级焊缝不得有咬边、未焊满等缺陷.4。
2 基本项目4。
2。
1 焊缝外观:焊缝外形均匀,焊道与焊道、焊道与基本金属之间过渡平滑,焊渣和飞溅物清除干净。
4。
2。
2 表面气孔:Ⅰ、Ⅱ级焊缝不允许;Ⅲ级焊缝每50mm 长度焊缝内允许直径≤0.4t;且≤3mm 气孔2 个;气孔间距≤6 倍孔径.4.2.3 咬边:Ⅰ级焊缝不允许。
Ⅱ级焊缝:咬边深度≤0。
05t,且≤0.5mm,连续长度≤100mm,且两侧咬边总长≤10%焊缝长度。
Ⅲ级焊缝:咬边深度≤0。
lt,且≤lmm。
注:t 为连接处较薄的板厚。
4.3 允许偏差项目,见表5-1.5 成品保护5。
1 焊后不准撞砸接头,不准往刚焊完的钢材上浇水.低温下应采取缓冷措施。
5.2 不准随意在焊缝外母材上引弧。
5.3 各种构件校正好之后方可施焊,并不得随意移动垫铁和卡具,以防造成构件尺寸偏差.隐蔽部位的焊缝必须办理完隐蔽验收手续后,方可进行下道隐蔽工序。
5。
4 低温焊接不准立即清渣,应等焊缝降温后进行。
6 应注意的质量问题6.1 尺寸超出允许偏差:对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作.6.2 焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和施焊程序,避免用大电流,不要突然熄火,焊缝接头应搭10~15mm,焊接中木允许搬动、敲击焊件.6.3 表面气孔:焊条按规定的温度和时间进行烘焙,焊接区域必须清理干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气体完全逸出.6.4 焊缝夹渣:多层施焊应层层将焊渣清除干净,操作中应运条正确,弧长适当。

图纸焊缝等级要求详解文档编制序号:[KK8UY-LL9IO69-TTO6M3-MTOL89-FTT688]一.焊接性能等级(EN15085-3)应力等级安全等级高中低高CP A CP B CP C2中CP B CP C2CP C3低CP C1CP C3CP D焊接性能等级CP A是只使用于生产检查和维护时具有完全焊透性和完全可达性的焊缝的特别等级;焊接性能等级CP B:安全等级为“高”的CPB只对生产检查和维护具有完全焊透性和完全可达性的焊缝有效。
安全等级为“中”的CPB还对不可能进行体积试验的焊缝有效,在这种情况下,图纸上应当加一个特别的备注,说明“安全等级为中/需要增加表面试验”,并根据EN 15085-5:2007表1进行试验。
焊接性能等级CP C1:CP C1对不能进行体积试验的焊缝有效,在这种情况下,图纸上应当加一个特别的备注,说明“需要表面试验”,并根据 EN 108-5:2007表1进行试验。
焊接性能等级于检查等级之间的对应关系应力等级、安全等级、焊接性能等级、缺陷质量等级、检查等级和试验之间的关系缺陷质量等级有关焊接性能等级的钢材缺陷质量等级有关焊接性能等级的铝及铝合金缺陷质量等级对于T行接头对接焊缝的CPA,焊趾处的半径≧3毫米。
二.缺欠的限值(EN5817)三.检查等级(EN15085-5)在生产过程中存档的检验所属的百分比数据以所有焊缝的整个长度为基准。
对此适用:-100%表示:检验所有部件的所有焊缝;-10%表示:检验所有部件10%的焊缝,或者100%检验每10个部件中的一个部件。
四.认证等级(EN15085-2)。

一.焊接性能等级(EN15085-3)
应力等级
安全等级
高中低
高CP A CP B CP C2
中CP B CP C2 CP C3
低CP C1 CP C3 CP D
焊接性能等级CP A是只使用于生产检查和维护时具有完全焊透性和完全可达性的焊缝的特别等级;
焊接性能等级CP B:
安全等级为“高”的CPB只对生产检查和维护具有完全焊透性和完全可达性的焊缝有效。
安全等级为“中”的CPB还对不可能进行体积试验的焊缝有效,在这种情况下,图纸上应当加一个特别的备注,说明“安全等级为中/需要增加表面试验”,并根据EN 15085-5:2007表1进行试验。
焊接性能等级CP C1:
CP C1对不能进行体积试验的焊缝有效,在这种情况下,图纸上应当加一个特别的备注,说明“需要表面试验”,并根据 EN 108-5:2007表1进行试验。
二.缺欠的限值(EN5817)
三.检查等级(EN15085-5)
-100%表示:检验所有部件的所有焊缝;
-10%表示:检验所有部件10%的焊缝,或者100%检验每10个部件中的一个部件。
四.认证等级(EN15085-2)。

焊缝等级分类及无损检测要求焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级,1.在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为1)作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2.不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级3.重级工作制和起重量QN50t吊车梁的腹板与L冀缘之间以及吊车析架上弦杆与节点板之间的丁形接头焊缝均要求焊透.焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级4.不要求焊透的’1'形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50t 的中级工作制吊车梁,焊缝的外观质量标准应符合二级;2)对其他结构,焊缝的外观质量标准可为二级。
外观检查一般用目测,裂纹的检查应辅以5倍放大镜并在合适的光照条件下进行,必要时可采用磁粉探伤或渗透探伤,尺寸的测量应用量具、卡规。
焊缝外观质量应符合下列规定:1 一级焊缝不得存在未焊满、根部收缩、咬边和接头不良等缺陷,一级焊缝和二级焊缝不得存在表面气孔、夹渣、裂纹和电弧擦伤等缺陷;2二级焊缝的外观质量除应符合本条第一款的要求外,尚应满足下表的有关规定;3三级焊缝的外观质量应符合下表有关规定设计要求全焊透的焊缝,其内部缺陷的检验应符合下列要求:1 一级焊缝应进行100%的检验,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B级检验的H级及II级以上;2二级焊缝应进行抽检,抽检比例应不小于20%,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB 11345)B 级检验的ni级及ni级以上;3全焊透的三级焊缝可不进行无损检测。

焊缝等级分类及无损检测要求焊缝应根据构造的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原那么分别选用不同的质量等级,1. 在需要进展疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为1) 作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;2〕作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2 .不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级3 .重级工作制和起重量Q≥50t吊车梁的腹板与L冀缘之间以及吊车析架上弦杆与节点板之间的T形接头焊缝均要求焊透.焊缝形式一般为对接与角接的组合焊缝,其质量等级不应低于二级4 .不要求焊透的’I'形接头采用的角焊缝或局部焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的构造和吊车起重量等于或大于50t的中级工作制吊车梁,焊缝的外观质量标准应符合二级;2) 对其他构造,焊缝的外观质量标准可为二级。
外观检查一般用目测,裂纹的检查应辅以5 倍放大镜并在适宜的光照条件下进展,必要时可采用磁粉探伤或渗透探伤,尺寸的测量应用量具、卡规。
焊缝外观质量应符合以下规定:1 一级焊缝不得存在未焊满、根部收缩、咬边和接头不良等缺陷,一级焊缝和二级焊缝不得存在外表气孔、夹渣、裂纹和电弧擦伤等缺陷;2 二级焊缝的外观质量除应符合本条第一款的要求外,尚应满足下表的有关规定;3 三级焊缝的外观质量应符合下表有关规定设计要求全焊透的焊缝,其内部缺陷的检验应符合以下要求:1 一级焊缝应进展100%的检验,其合格等级应为现行国家标准?钢焊缝手工超声波探伤方法及质量分级法?(GB 11345)B 级检验的Ⅱ级及Ⅱ级以上;2 二级焊缝应进展抽检,抽检比例应不小于20%,其合格等级应为现行国家标准?钢焊缝手工超声波探伤方法及质量分级法?(GB 11345)B级检验的Ⅲ级及Ⅲ级以上;3 全焊透的三级焊缝可不进展无损检测。

焊缝质量标准4.1 保证项目4.1。
1 焊接材料应符合设计要求和有关标准的规定,应检查质量证明书及烘焙记录.4.1。
2 焊工必须经考试合格,检查焊工相应施焊条件的合格证及考核日期。
4.1.3 Ⅰ、Ⅱ级焊缝必须经探伤检验,并应符合设计要求和施工及验收规范的规定,检查焊缝探伤报告。
4。
1.4 焊缝表面Ⅰ、Ⅱ级焊缝不得有裂纹、焊瘤、烧穿、弧坑等缺陷.Ⅱ级焊缝不得有表面气孔、夹渣、弧坑、裂纹、电弧擦伤等缺陷,且Ⅰ级焊缝不得有咬边、未焊满等缺陷。
4.2 基本项目4。
2。
1 焊缝外观:焊缝外形均匀,焊道与焊道、焊道与基本金属之间过渡平滑,焊渣和飞溅物清除干净.4.2。
2 表面气孔:Ⅰ、Ⅱ级焊缝不允许;Ⅲ级焊缝每50mm 长度焊缝内允许直径≤0。
4t;且≤3mm 气孔2 个;气孔间距≤6 倍孔径。
4。
2.3 咬边:Ⅰ级焊缝不允许。
Ⅱ级焊缝:咬边深度≤0.05t,且≤0。
5mm,连续长度≤100mm,且两侧咬边总长≤10%焊缝长度。
Ⅲ级焊缝:咬边深度≤0。
lt,且≤lmm.注:t 为连接处较薄的板厚.4.3 允许偏差项目,见表5—1。
5 成品保护。
5.1 焊后不准撞砸接头,不准往刚焊完的钢材上浇水.低温下应采取缓冷措施。
5.2 不准随意在焊缝外母材上引弧。
5.3 各种构件校正好之后方可施焊,并不得随意移动垫铁和卡具,以防造成构件尺寸偏差。
隐蔽部位的焊缝必须办理完隐蔽验收手续后,方可进行下道隐蔽工序。
5.4 低温焊接不准立即清渣,应等焊缝降温后进行。
6 应注意的质量问题6.1 尺寸超出允许偏差:对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。
6.2 焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和施焊程序,避免用大电流,不要突然熄火,焊缝接头应搭10~15mm,焊接中木允许搬动、敲击焊件。
6.3 表面气孔:焊条按规定的温度和时间进行烘焙,焊接区域必须清理干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气体完全逸出。
焊缝等级和焊缝外观质量等级的区别
焊缝等级即为焊缝的质量等级:它与结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况有关,客观的评判其质量等级也存在很多标准,当符合这些标准的时候即为达到相关焊缝质量等级。
焊缝外观质量等级:此项目为确定焊缝质量等级众多标准中的若干与外观相关的标准。
因此我们会出现如下描述:所有Ⅱ级,Ⅲ级焊缝必须满足Ⅱ级外观质量等级。
即我们要求的Ⅱ,Ⅲ等级的焊缝都必须满足Ⅱ级焊缝要求的外观质量标准。
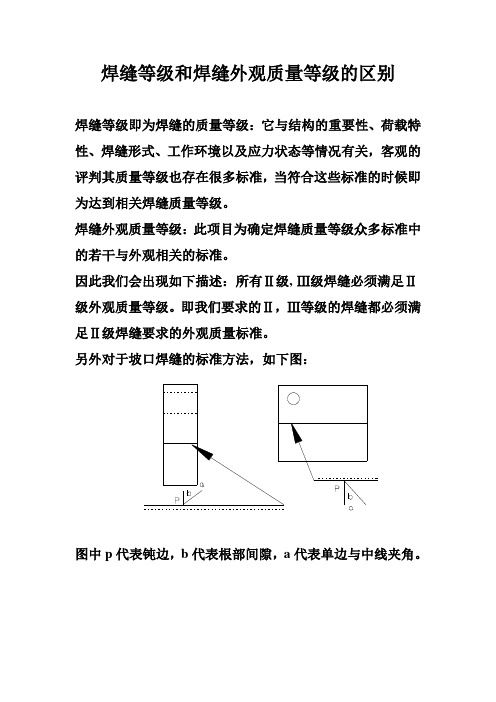
另外对于坡口焊缝的标准方法,如下图:
图中p代表钝边,b代表根部间隙,a代表单边与中线夹角。
一.焊接性能等级(EN15085-3)
安全等级
应力等级
高中低
高CP A CP B CP C2
中CP B CP C2CP C3
低CP C1CP C3CP D
焊接性能等级CP A是只使用于生产检查和维护时具有完全焊透性和完全可达性的焊缝的特别等级;
焊接性能等级CP B:
安全等级为“高”的CPB只对生产检查和维护具有完全焊透性和完全可达性的焊缝有效。
安全等级为“中”的CPB还对不可能进行体积试验的焊缝有效,在这种情况下,图纸上应当加一个特别的备注,说明“安全等级为中/需要增加表面试验”,并根据EN 15085-5:2007表1进行试验。
焊接性能等级CP C1:
CP C1对不能进行体积试验的焊缝有效,在这种情况下,图纸上应当加一个特别的备注,说明“需要表面试验”,并根据 EN 108-5:2007表1进行试验。
焊接性能等级于检查等级之间的对应关系
应力等级、安全等级、焊接性能等级、缺陷质量等级、检查等级和试验之间的关
系
缺陷质量等级
有关焊接性能等级的钢材缺陷质量等级
有关焊接性能等级的铝及铝合金缺陷质量等级
对于T行接头对接焊缝的CPA,焊趾处的半径≧3毫米。
二.缺欠的限值(EN5817)
三.检查等级(EN15085-5)
在生产过程中存档的检验
所属的百分比数据以所有焊缝的整个长度为基准。
对此适用:
-100%表示:检验所有部件的所有焊缝;
-10%表示:检验所有部件10%的焊缝,或者100%检验每10个部件中的一个部件。
四.认证等级(EN15085-2)。