CKE1112数控纵切自动车床
- 格式:pdf
- 大小:129.73 KB
- 文档页数:2
CKC1120V数控纵切自动车床介绍一、主要技术性能描述1、机床系CNC纵切自动车床,采用FANUC 0i-TD双通道数控系统,属机、电、气-体化产品,适用于IT、电子、通讯、家电、微特电机、航天、汽车、摩托车、钟表、医疗、军工、鱼具、玩具、五金等行业的细长轴类零件的加工。
机床采用冷拉棒料或磨光棒料(采用中心架切削时,棒料直径一致性通常0.03mm以内,直线度0.3mm/1000mm 以内,且棒料的精度应不低于被加工零件的精度)进行连续上、下料的自动循环加工,可完成轴类零件的车外圆、正面钻孔、正面攻丝、正面镗孔、车螺纹、割槽、横钻孔、铣方、铣槽、径向攻丝、切断、背面车削、背面钻孔、背面镗孔、背面攻丝等工序。
机床采用独立的背面加工刀具,正、背面可重叠加工,对需背面加工的零件,极大的提高了加工的效率。
机床配备料机接口,与料机联机后,实现多棒料自动上料。
机床底座采用高强度、整体式铸件,抗震性好、刚性高。
机床主轴、副主轴采用内置主轴电机结构(电主轴),轴承采用进口高精度向心推力角接触球轴承,具有高刚性、高稳定性等特点;电机采用FANUC内置主轴电机,升、降速时间短,具有Cs轴控制和分度功能;结构紧凑,运转平稳,振动低、噪声小。
机床采用排刀式刀架,主轴箱移动,可进行无中心架(无导套)切削;当配置全行程回转中心架时,可对细长轴类零件进行高精度加工。
机床动力刀具采用模块化设计,当动力刀具安装为专用铣削附件时,可铣削螺纹类零件,如骨钉或蜗杆。
机床X1、Y1、Z1、X2、Z2轴采用FANUC交流伺服电机驱动,可实现七轴控制四轴联动;伺服电机内置绝对位置编码器,具有关机记忆位置的功能,再次开机不用回参考点即可运行,提高了机床使用的效率;采用进口高精度直线导轨与丝杠,定位精度高,移动速度快。
机床具有精度高、结构紧凑、占地面积小、操作方便、造型美观等特点。
2、机床数控系统为FANUC 0i-TD双通道系统,具有中、英文LCD屏幕显示,配置电子手轮,有自诊断功能。

基于LabVIEW的动平衡测试系统开发及应用孙丽萍;尹爱军【摘要】介绍了利用相关法实现振动信号幅值和相位准确提取的方法,开发了基于LabVIEW的转子现场动平衡测试分析系统,详细论述测试系统的总体结构、软件框架及分析处理流程、LabVIEW程序的具体实现等内容,并利用分析系统对现场电主轴进行了实验验证,取得了较好的结果.%The paper introduced the principle of balancing the influence coefficient method and developed the online dynamic balancing test analysis system based on LabVIEW. It described the overall structure of the test system, the structure of software, analysis process and LabVIEW program realization. Besides, an experiment for spindle with the analysis system was made and achieved well results.【期刊名称】《中国测试》【年(卷),期】2011(037)006【总页数】4页(P60-63)【关键词】动平衡;影响系数;LabVIEW系统【作者】孙丽萍;尹爱军【作者单位】重庆大学测试中心,重庆400044;重庆大学测试中心,重庆400044【正文语种】中文【中图分类】TP311.52;TH8770 引言在现代工程技术领域中,动平衡测试分析已成为旋转机械工程中的一个重要环节。
为适应现代动平衡的需要,提高测试精度,该文将虚拟仪器技术、数字信号处理技术与动平衡技术相结合,采用影响系数法,利用LabVIEW组建了基于虚拟仪器技术的动平衡测试系统。

产品型号Product model:CK6130数控车床CNC Lathe Machine 产品图片Product picture:产品用途Product application:该机床适用于电器、仪表仪器工业、气锤、摩托车配件、紧固件轴承、照相器材、电影机械、五金各种钟表、眼镜、文教用品、电机、阀门、煤气管件及其他高精度复杂零件的加工制造,是五金机械加工行业最理想的高效设备。
This machine is widely used in processing and manufacture the electric appliance,instrumentation industry,automobile,motorcycle,fastener bearings,photographic and film machinery,hardware tools,watches,glasses stationery,motors,valves and gas pipe and other high precise and complex components.It is the ideal high efficient equipment in the hardware machining industry.标准配置Standard configuration:4工位电动刀架Electric 4position 手动三爪卡盘3-jaw manual chuck 手动尾座Manual Tailstock产品主要技术参数Product main technical specifications:主要技术参数SPECIFICATIONS Units CK6130床身上最大回转直径Swing over bed mm 300横滑板上最大回转直径Swing over cross slide mm 100最大工件长度Distance between centersmm 500/700主轴孔径范围Spindle bore mm 60主轴孔径锥度Spindle bore taper -MT6主轴鼻端型号Spindle nose type -A2-5主轴转速级数Spindle speed steps -无级变速Stepless主轴转速范围Spindle speed range rpm 100-2000刀架类型Turret/tool post -4工位电动刀架Ele c tric 4position刀具尺寸Tool size mm 20x20X 轴行程X axis travelmm160Z轴行程Z axis travel mm500/700 X轴快速进给速度X axis rapid traverse mm/min6000Z轴快速进给速度Z axis rapid traverse mm/min8000尾座套筒直径Tailstock quill diameter mmΦ50尾座套筒锥度Tailstock quill taper-MT4尾座套筒行程Tailstock quill travel mm90主轴电机Main spindle motor kW4冷却泵电机Coolant pump motor kW0.09机床重量Machine weight kg1150外形尺寸Overall dimension mm1900x1200x1700标准配置:标配GSK980TB3i系统主轴孔径60四工位电动刀架手动三爪卡盘手动尾座死顶尖高低两档,档内无极全防护普通电机选择配置:选配GSK、KND、新代、三菱、西门子、FANUC系统主轴孔径80六工位/八工位电动刀架、六工位/八工位/十二工位液压刀塔、排刀架手动四爪卡盘、气动弹簧夹头、气动卡盘、液压卡盘气动尾座、液压尾座活顶尖独立主轴,无级变速变频电机、伺服电机自动送料机排屑器自动门整体床脚、整体床身中心架、跟刀架主轴分度动力头油雾分离器台湾主轴单元NSK丝杠轴承机床附件表:序号名称规格及型号数量图号备注1数控系统说明书GSK980TB312机床使用说明书CK613013合格证书CK613014固定顶尖莫氏四号15压刀扳手16卡盘扳手17垫铁4。
数控车床的结构及简单操作一、实习目的1.了解数控车床的基本特点和机床坐标系。
2.熟悉FANUC 0i-TD 数控系统应用。
3.掌握数控车床常规操作方法,重点学习数控车床回零操作、手动对刀操作、工件坐标系设定、程序输入与编辑、自动加工等操作。
二、实习设备1.CK6120数控车床2.FANUC 0i-TD数控系统三、基础知识1.数控车床的特点与组成CK6120卧式数控车床由浙江大学辰光数控公司生产,是我校数控实训专用机床。
该机床采用机电一体化设计,外形美观,结构合理、用途广泛、操作方便,尤其是采用PC控制系统,可以更方便的进行系统升级及更换不同的数控系统。
该机床可实现自动控制,能够自动完成车削多种零件内外圆、端面、切槽、任意锥面、球面及各种公英制圆柱、圆锥螺纹等工序。
并配有完备的S、T、M功能,可以发生和接受多种信号,控制自动加工过程。
CK6120数控车床结构上是由床身、主轴箱、刀架、进给传动系统、液压系统、冷却系统及润滑系统等部分组成。
2.CK6120数控车床主要技术参数床身上最大工件回转直径¢310mm床身上最大加工直径¢200mm刀架上最大加工直径¢130mm最大工件长度 350mm棒料直径¢40mm加工公制螺纹范围 0.25-12mm主轴中心高(床身平轨至主轴中心) 166mm刀架纵向(Z坐标)最大行程 380mm刀架横向(X坐标)最大行程 150mmZ向进给速度(无级) 10-2000mm/minX向进给速度(无级) 5-1000 mm/minZ向快速移动速度 10-6000mm/minX向快速移动速度 5-3000 mm/min刀杆载面尺寸 20×20mm顶尖套筒内孔锥度莫氏3号顶尖套筒最大位移量 90mm主电机型号 YD112M-8/6/4功率 1.2/1.5/2.1 KW转速 710/950/1440 r/min 主轴转速510/680/810/1030/1080/1640r/min机床外形尺寸(长×宽×高) 1470×1120×1550 mm 3.机床坐标系CK6120数控车床可联动X、Z两个坐标轴,符合国际通用标准的笛卡尔右手直角坐标系。

通用机床分类以及用途范围电火花,线切割机,中走丝,电火花成型机,电火花穿孔机,取断丝锥机-苏州中航长风数控科技有限公司 2009-03-07 14:18:11 作者:SystemMaster 来源: 文字大小:[大][中][小]机床型号的编制方法机床型号是机床产品的代号,用以简明的表示机床的类型、通用和结构特性、主要技术参数等。
GB/T15375-94《金属切削机床型号编制方法》规定,我国的机床型号由汉语拼音字母和阿拉伯数字按一定规律组合而成,适用于各类通用机床和专用机床(组合机床除外)。
1.通用机床型号的编制方法(1)机床的类代号用大写的汉语拼音字母表示,并按相应的汉字字意读音。
当需要时,每类又可分为若干分类,分类代号用阿拉伯数字表示,放在类代号之前,但第一分类不予表示。
机床的类代号、分类代号及其读音见表1。
表1 机床类代号和分类代号类别车床钻床镗床磨床齿轮加工机床螺纹加工机床铣床刨插床拉床锯床其它机床代号C Z T M2M3M Y S X B L G Q 读音车钻镗磨二磨三磨牙丝铣刨拉割其(2)机床的通用特性和结构特性代号通用特性代号位于类代号之后,用大写汉语拼音字母表示。
当某种类型机床除有普通型外,还有如表2所示的某种通用特性时,则在类代号之后加上相应特性代号。
如“CK”表示数控车床;如果同时具有两种通用特性时,则可按重要程度排列,用两个代号表示,如“MBG”表示半自动高精度磨床。
表2 机床通用特性代号号无统一含义,它只是在同类型机床中起区分结构、性能不同的作用。
当机床具有通用特性代号时,结构特性代号位于通用特性代号之后,用大写汉语拼音字母表示。
如CA6140中的“A”和CY6140中的“Y”,均为结构特性代号,它们分别表示为沈阳第一机床厂和云南机床厂生产的基本型号的卧式车床。
为了避免混淆,通用特性代号已用的字母和“I”、“0”都不能作为结构特性代号使用。
(3)机床的组别、系别代号组、系代号用两位阿拉伯数字表示,前一位表示组别,后一位表示系别。
CK5263型双柱立式车床技术文件1、机床概述及主要用途CK5263系列新型双柱立式车床是我公司根据国内外先进的机床设计和制造技术,结合最新的机床设计理念,采用国际先进的设计手段研制的一种集电气自动控制、液压控制、现代机械设计等多学科、多门类精密制造技术手段为一体的机电液一体化机床。
本机床为双柱立式车床,配备一个垂直刀架,可根据用户要求增加一个左刀架(程控),适用于高速钢和硬质合金刀具加工各种黑色金属、有色金属和部分非金属材料的工件。
在本机床上可完成粗、精车内外圆柱面、内外圆锥面、平面、回转曲面等工序。
2、主要规格与参数2.1 最大车削直径 6300mm2.2 最大工件高度 3150mm2.3 最大工件重量 80t2.4 工作台直径 4500mm2.5 工作台转速级数两档无级2.6 工作台转速范围 0.32-32r/min2.7 工作台最大扭矩 400KN.m2.8 滑枕最大行程 1600mm2.9 刀架最大行程 -50-3400mm2.10 最大切削力(L为刀尖到刀架底面间的距离)右垂直刀架(L≤400mm) 100KN左垂直刀架(L≤400mm) 80KN最大总切削为 130KN2.12 刀杆截面尺寸 60×60mm2.13 滑枕截面尺寸 320×320mm2.14 刀架进给级数无级2.15 刀架和滑枕刀具的进给量范围 0.1-500mm/min2.16 滑枕和刀架的快进速度 4000mm/min2.17 横梁最大行程 2750mm2.18 横梁升降速度 350mm/min2.19 主电机功率 DC 110KW2.20 机床重量(约) 120T/128T3、主要结构及性能3.1机床由左右立柱、左右联结体、联结梁、工作台底座组成龙门式框架,横梁沿左、右导轨上下移动,由装在立柱顶面的减速箱和装在联接梁上的电动机完成横梁升降运动。
3.2主传动由直流电动机驱动,经两档无级机械变速箱,由操纵台上转换开关,通过电磁滑阀控制变速油缸、推动变换齿轮,经直流电机调速,从而使主轴获得相应的转速。
目录一.机床的主要用途------------------------------ --------------------------2 二.机床的规格及技术参数------------------------ ----------------------3 三.搬运、安装及试车-----------------------------------------------------6 四.液压系统------------------------------------------------------------------9 五.机床传动系统------------------------------------------ ----------------11 六.主轴------------------------------------------------------- ----------------16 七.进给运动-------------------------------------------------- -------- ----- 20 八.自动转位刀架------------------------------------------- --------- -----20 九.尾座----------------------------------------------------------- ------ -----21 十.润滑图--------------------------------------------------------- ----- -----22 十一.机床的维护及保养--------------------------------------- --- -----23 十二.电器设备----------------------------------------------------- --- ----25 十三.易损件-------------------------------------------------------- ---- ---26一、机床的主要用途该机床属于半闭环控制系统的普及型数控车床,适宜加工各种形状复杂的轴、套、盘类零件, 如车削内、外圆柱面、圆锥面、圆弧面、端面、切槽、倒角、车螺纹等,尤其适合多品种、中小批量的轮番加工,工艺适应性强,加工效率高,废品率低,成品一致性好,可降低对工人技术熟练程度的要求。

CKA6163A、CKA6180A、CKA61100A平床身数控车床售前技术资料目录CKA6163A、CKA6180A、CKA61100A平床身数控车床介绍 (2)一、产品简介及用途 (2)二、结构特点 (2)三、主要技术参数 (3)四、主要外购件、易损件清单 (7)五、随机附件 (9)六、机床参数图 (11)1.加工行程图及刀具干涉图 (11)2.主轴转速图 (14)3.主轴功率扭矩特性曲线 (15)4.基础图 (16)CKA6163A、CKA6180A、CKA61100A平床身数控车床介绍一、产品简介及用途本机床为纵(Z)、横(X)两座标控制的数控卧式车床。
能够对各种轴类和盘类零件自动完成内外圆柱面、圆锥面、圆弧面、端面、切槽、倒角等工序的切削加工,并能车削公制直螺纹、端面螺纹及英制直螺纹和锥螺纹等各种车削加工。
CKA6163A、CKA6180A、CKA61100A 选用FANUC、西门子、华中世纪星、大连数控等国内外知名公司的数控系统,对工件可进行多次重复循环加工。
适合于多品种,中小批量产品的生产,对复杂、高精度零件尤能显示优越性。
二、结构特点1.机床采用传统的卧式车床布局。
整体设计,密封性好,符合安全标准。
床身、床腿等主要基础件均采用树脂砂铸造,人工时效处理,整机稳定性优越。
2.机床纵、横向运动轴采用伺服电机驱动、精密滚珠丝杠副、高刚性精密复合轴承传动,脉冲编码器位置检测反馈的的半闭环控制系统。
导轨副采用国际流行的高频淬火(硬轨)加“贴塑”工艺,各运动轴响应快、精度高、寿命长。
3.床头箱取消电磁离合器,既提高了机床的切削扭矩又提高了可靠性。
4.CKA6163A、CKA6180A、CKA61100A变频型采用了独特的电动自动换档机构, 机床不需要停车变速,高、低档可自动切换,程序可连续运转,大大提高了加工效率。
5.机床的外观防护设计按照国际流行趋势,造型新颖独特,防水、防屑,维护方便;体现了时代特点。

目录一.机床的主要用途------------------------------ --------------------------2 二.机床的规格及技术参数------------------------ ----------------------3 三.搬运、安装及试车-----------------------------------------------------6 四.液压系统------------------------------------------------------------------9 五.机床传动系统------------------------------------------ ----------------11 六.主轴------------------------------------------------------- ----------------16 七.进给运动-------------------------------------------------- -------- ----- 20 八.自动转位刀架------------------------------------------- --------- -----20 九.尾座----------------------------------------------------------- ------ -----21 十.润滑图--------------------------------------------------------- ----- -----22 十一.机床的维护及保养--------------------------------------- --- -----23 十二.电器设备----------------------------------------------------- --- ----25 十三.易损件-------------------------------------------------------- ---- ---26一、机床的主要用途该机床属于半闭环控制系统的普及型数控车床,适宜加工各种形状复杂的轴、套、盘类零件, 如车削内、外圆柱面、圆锥面、圆弧面、端面、切槽、倒角、车螺纹等,尤其适合多品种、中小批量的轮番加工,工艺适应性强,加工效率高,废品率低,成品一致性好,可降低对工人技术熟练程度的要求。


CKA6163A、CKA6180A、CKA61100A平床身数控车床售前技术资料目录CKA6163A、CKA6180A、CKA61100A平床身数控车床介绍 0一、产品简介及用途 0二、结构特点 0三、主要技术参数 (1)四、主要外购件、易损件清单 (4)五、随机附件 (5)六、机床参数图 (6)1.加工行程图及刀具干涉图 (6)2.主轴转速图 (6)3.主轴功率扭矩特性曲线 (6)4.基础图 (6)CKA6163A、CKA6180A、CKA61100A平床身数控车床介绍一、产品简介及用途本机床为纵(Z)、横(X)两座标控制的数控卧式车床。
能够对各种轴类和盘类零件自动完成内外圆柱面、圆锥面、圆弧面、端面、切槽、倒角等工序的切削加工,并能车削公制直螺纹、端面螺纹及英制直螺纹和锥螺纹等各种车削加工。
CKA6163A、CKA6180A、CKA61100A选用FANUC、西门子、华中世纪星、大连数控等国内外知名公司的数控系统,对工件可进行多次重复循环加工。
适合于多品种,中小批量产品的生产,对复杂、高精度零件尤能显示优越性。
二、结构特点1.机床采用传统的卧式车床布局。
整体设计,密封性好,符合安全标准。
床身、床腿等主要基础件均采用树脂砂铸造,人工时效处理,整机稳定性优越。
2.机床纵、横向运动轴采用伺服电机驱动、精密滚珠丝杠副、高刚性精密复合轴承传动,脉冲编码器位置检测反馈的的半闭环控制系统。
导轨副采用国际流行的高频淬火(硬轨)加“贴塑”工艺,各运动轴响应快、精度高、寿命长。
3.床头箱取消电磁离合器,既提高了机床的切削扭矩又提高了可靠性。
4.CKA6163A、CKA6180A、CKA61100A变频型采用了独特的电动自动换档机构, 机床不需要停车变速,高、低档可自动切换,程序可连续运转,大大提高了加工效率。
5.机床的外观防护设计按照国际流行趋势,造型新颖独特,防水、防屑,维护方便;体现了时代特点。
6.机床操作系统按照人机工程学原理,操纵箱独立并旋转设置,可任意位置移动,方便了操作者就近对刀,是人性化设计的体现。


CIMT2024部分复合加工机床数控车床车铣中心展品介绍CIMT2024是第十一届中国国际机床展览会,于2024年4月11日至16日在北京中国国际展览中心举办。
在这次展会上,许多厂商展示了最新的部分复合加工机床、数控车床和车铣中心等机械设备,为观众呈现了先进的加工技术和设备。
部分复合加工机床是一种集多功能于一体的机床,可以完成不同类型的加工任务,如铣削、钻孔、镗孔等。
在CIMT2024上展出的部分复合加工机床种类繁多,包括立式和卧式加工中心、龙门加工中心等。
这些机床具有高精度、高效率的特点,可以满足复杂零部件加工的需求。
同时,一些厂商还展示了配套的自动化设备和软件系统,提高了机床的智能化水平。
数控车床是一种通过数控系统来控制车刀刀具运动的机床,可以进行车削、车削、镗削等加工操作。
在CIMT2024上展出的数控车床包括立式、卧式、斜床式等不同类型,具有高速、高精度、高刚性的特点。
一些数控车床还配备了自动化加载和卸载系统、在线检测系统等智能设备,提高了生产效率和加工质量。
车铣中心是一种集车削和铣削功能于一体的机床,可以完成复杂零部件的加工。
在CIMT2024上展出的车铣中心具有多轴联动、高速、高精度等优势,适用于航空航天、汽车制造、模具加工等领域。
一些车铣中心还具有自动换刀、自动测量、自动补偿等功能,为用户提供了全面的加工解决方案。
总的来说,CIMT2024展示了部分复合加工机床、数控车床、车铣中心等先进的机械设备和技术,为参展厂商和观众提供了一个交流合作的平台。
这些机床不仅具有高精度、高效率的特点,还具有智能化、自动化的优势,可以满足不同用户的需求,推动中国机床产业的发展。
希望在未来的展会上,更多国内外厂商可以展示他们的最新技术和产品,促进机械制造业的进步和创新。

CKE1112数控纵切自动车床宁江机床厂 董明玉 关键词 数控自动车床 双通道 双主轴1 前言CKE1112数控纵切自动车床是我厂最新研制开发的全功能排刀式数控纵切自动车床。
该机床能对冷拉棒料及磨光棒料进行连续上、下料的自动循环加工,能够完成轴类零件的车外圆、钻孔、镗孔、车端面、车螺纹、割槽、切断和攻丝等。
在主主轴进行刹停和有限分度后,还可以完成横钻孔,铣键槽和铣平面等工序。
在零件切断后,由副主轴夹住零件,完成零件切断面上的背钻孔、背镗孔等工序。
本文就该机床的结构特点及控制特点作简要阐述。
2 机床结构特点CKE1112机床为主轴箱移动型,在主轴箱前端的立柱上,主要设置有X1轴,Y1轴拖板及其进给机构,立柱中间孔内装有固定中心架,用于支撑回转棒料。
排刀架设置在中心架上端的Y1轴拖板上,用于装夹外圆加工用车刀(共5把),排刀刀具的换位由X1轴控制。
主轴箱和Z1轴拖板为一个整体,装于底座滚动导轨上,随Z1轴一起作纵向运动,完成零件的纵向送进。
主轴电动机与主轴平行安装在主轴箱跨板上,通过两级齿形皮带将动力传递给主轴。
主轴后端上部设置有主轴编码器,主轴转速通过一级齿形皮带传递给主轴编码器轴。
在主轴上编码器轴的前端,设置有主轴刹停油缸,用于主轴定向分度后的刹停,以便于二次加工。
在Y1轴拖板后部固定有三轴动力刀具装置,由变频控制动力刀具的转速,可在主轴刹停后,对工件进行横钻孔及铣键槽、铣平面等加工。
在底座最前端的排屑方槽的侧端面,设置有X2、Z2轴支架,支架上有X2轴横拖板和Z2轴纵拖板。
在X2轴拖板的前端,设置有副主轴箱,副主轴箱随X2轴拖板作横向运动,移到最里端时,与中心架套筒孔同轴。
此时,由Z2轴运动,副主轴弹簧夹头可夹持主轴上已加工完成的工件,并与主主轴同步旋转。
机床切断工件后,副主轴夹持已切断的工件,移至背加工轴位置,由Z2轴进给,完成背加工工序。
三轴钻铰孔附件与副主轴平行安装在Z2轴拖板上,当副主轴作背加工时,三轴附件上的相应轴可作正面钻孔等工作,此为重叠工序。

CK系列数控卧式车床规格说明书产品型号C K数控系统一、CK系列数控卧式车床介绍本系列机床是由资深的技术团队自主研发,设计过程参考和吸收国内外知名机床厂的先进技术,并进行改进和优化,使本机床相对于同类产品具有较大的技术和性能优势。
该系列数控车床最大加工直径由Φ80mm至Φ560mm不等,最大加工长度由160mm至475mm不等,故可车削加工各种中型、小型复杂的轴类、盘类工件;此外还具有两坐标直线插补、圆弧插补、螺旋线插补,车、镗、钻、扩、铰孔、攻丝等多种功能,选配功能部件后能实现车铣复合加工或一次装夹两端面加工。
因此,本机床具有极高的性价比,广泛被用于五金、汽车、模具、航空航天、军工等各种领域,并使客户取得良好的经济效益。
本系列机床分为小型CK3系列和中型CK5系列,CK3系列包括CK35/P、CK35/T、CK38/P、CK38/T,CK5系列包括CK45/P、CK45/T、CK50/P、CK50/T、CK56/P、CK56/T。
其中P系列是排刀架形式,T系列是回转刀塔形式。
(一)本机床主要特点:1、机床结构方面:该系列数控车床的铸件加厚了承载截面,导轨分布采用和加大跨距设计,使得机床具有高强度,保证动态刚性和精度。
床身采用45°斜床身结构,床身床脚一体式铸造,具有较高的稳定性和吸震性能,有较佳的排屑性能;CK3系列床身水箱一体式设计,增加了机床的刚性,配合整体钣金彻底解决渗漏问题;CK5系列床身采用筒型筋结构设计,增强了机床的刚性。
主轴箱采用密布筋板散热,确保主轴轴向加工精度。
丝杠采用预拉伸结构,远离电机端轴承座采用与床身或床鞍整体铸造的结构,提高传动副的刚性。
机床外观时尚实用,防护性能好;导轨防护不采用多层拉伸罩,将其移动时对机床精度影响降到最低。
2、机床制造方面:A、零件材质:机床床身、主轴箱、床鞍等主要铸件均采用集团母公司优质的树脂砂造型的特高强度铸铁,刚性好、稳定性强。
并经过二次退火等时效处理,对比同类产品使用振动时效处理能更好地消除应力变形。
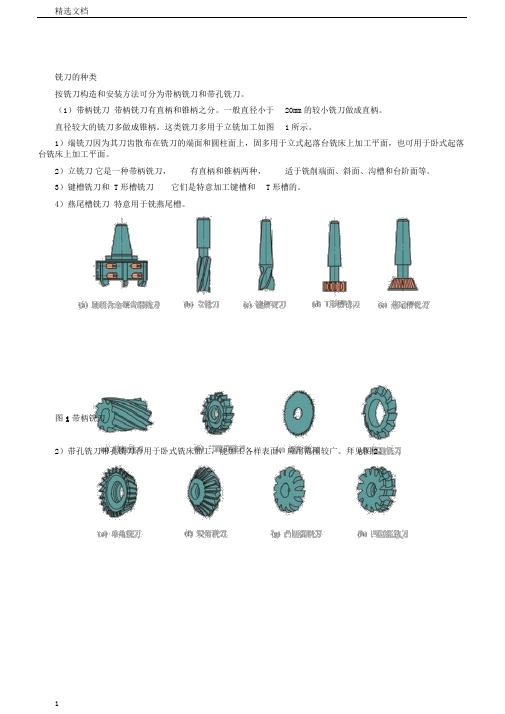
铣刀的种类按铣刀构造和安装方法可分为带柄铣刀和带孔铣刀。
(1)带柄铣刀带柄铣刀有直柄和锥柄之分。
一般直径小于20mm的较小铣刀做成直柄。
直径较大的铣刀多做成锥柄。
这类铣刀多用于立铣加工如图1所示。
1)端铣刀因为其刀齿散布在铣刀的端面和圆柱面上,固多用于立式起落台铣床上加工平面,也可用于卧式起落台铣床上加工平面。
2)立铣刀它是一种带柄铣刀,有直柄和锥柄两种,适于铣削端面、斜面、沟槽和台阶面等。
3)键槽铣刀和 T形槽铣刀它们是特意加工键槽和T形槽的。
4)燕尾槽铣刀特意用于铣燕尾槽。
图1带柄铣刀2)带孔铣刀带孔铣刀合用于卧式铣床加工,能加工各样表面,应用范围较广。
拜见图2。
图2带孔铣刀1)圆柱铣刀因为它仅在圆柱表面上有切削刃,固用于卧式起落台铣床上加工平面。
2)三面刃铣刀和锯片铣刀三面刃铣刀一般用于卧式起落台铣床上加工直角槽,也能够加工台阶面和较窄的侧面等。
锯片铣刀主要用于切断工件或铣削窄槽。
3)模数铣刀用来加工齿轮等。
数控纵切自动车床的故障剖析7.2.1数控纵切自动车床主型号表示方法及基本合用的其余型号1、主型号(按GB/T15375—94标准)C K A 1 1 12最大棒料直径系列代号组代号构造特征代号数控车床配BEIJING-FANUCSERIES0-TD系统,β(或α)系列进给伺服驱动系统,主轴采纳日本山肯沟通变频器。
2、基本合用的其余型号国内产品:CKE1112、CKD11127、2、2数控纵切自动车床故障条目1、主轴弹簧夹头打不开。
2、接料器不动作或动作不正确。
3、中心架夹头与棒料咬死。
4、主轴报警指示灯亮。
5、主轴转动CRT上无主轴转速显示或机床每转进给时,主轴转动,进给轴不挪动。
6、冷却液漏或冷却液流量不够。
7、液压压力不够。
8、机床加工部件时,噪声大。
9、回零重复性差或参照点地点误差。
10、接通总电源开关后,电源指示灯(HL1)不亮。
11、控制电源故障(无控制电压等)。
12、伺服电源故障(无输入电压等)。
CKE1112数控纵切自动车床
宁江机床厂 董明玉 关键词 数控自动车床 双通道 双主轴
1 前言
CKE1112数控纵切自动车床是我厂最新研制开发
的全功能排刀式数控纵切自动车床。
该机床能对冷拉
棒料及磨光棒料进行连续上、下料的自动循环加工,能
够完成轴类零件的车外圆、钻孔、镗孔、车端面、车螺纹、割槽、切断和攻丝等。
在主主轴进行刹停和有限分度后,还可以完成横钻孔,铣键槽和铣平面等工序。
在零件切断后,由副主轴夹住零件,完成零件切断面上的背钻孔、背镗孔等工序。
本文就该机床的结构特点及控制特点作简要阐述。
2 机床结构特点
CKE1112机床为主轴箱移动型,在主轴箱前端的立柱上,主要设置有X1轴,Y1轴拖板及其进给机构,立柱中间孔内装有固定中心架,用于支撑回转棒料。
排刀架设置在中心架上端的Y1轴拖板上,用于装夹外圆加工用车刀(共5把),排刀刀具的换位由X1轴控制。
主轴箱和Z1轴拖板为一个整体,装于底座滚动导轨上,随Z1轴一起作纵向运动,完成零件的纵向送进。
主轴电动机与主轴平行安装在主轴箱跨板上,通过两级齿形皮带将动力传递给主轴。
主轴后端上部设置有主轴编码器,主轴转速通过一级齿形皮带传递给主轴编码器轴。
在主轴上编码器轴的前端,设置有主轴刹停油缸,用于主轴定向分度后的刹停,以便于二次加工。
在Y1轴拖板后部固定有三轴动力刀具装置,由变频控制动力刀具的转速,可在主轴刹停后,对工件进行横钻孔及铣键槽、铣平面等加工。
在底座最前端的排屑方槽的侧端面,设置有X2、Z2轴支架,支架上有X2轴横拖板和
Z2轴纵拖板。
在X2轴拖板的前端,设置有副主轴箱,副主轴箱随X2轴拖板作横向运动,移到最里端时,与中心架套筒孔同轴。
此时,由Z2轴运动,副主轴弹簧夹头可夹持主轴上已加工完成的工件,并与主主轴同步旋转。
机床切断工件后,副主轴夹持已切断的工件,移至背加工轴位置,由Z2轴进给,完成背加工工序。
三轴钻铰孔附件与副主轴平行安装在Z2轴拖板上,当副主轴作背加工时,三轴附件上的相应轴可作正面钻孔等工作,此为重叠工序。
三轴背钻孔附件安装在中心架前部的立柱端面上,钻孔时,由X2轴控制副主轴中心移至某个背钻孔轴中心,由Z2轴进给,顺序完成背钻孔加工。
机床结构如图1所示。
图1 机床结构示意图
图2 双通道控制示意图
3 机床控制特点
根据机床的结
构特点和功能要求,
在设计中选用了
FANUC02TTC系统作
为机床的控制系统。
该系统具有双通道、
双主轴等特点,能很
好地满足机床的各
项功能要求。
311 双通道控制
系统的双通道
控制可以对系统所
具有的两个通道进
行独立控制(图2)。
在设计中将主主轴和X1轴、Y1轴、Z1轴及动力刀具的控制放在第1通道中,将副主轴和X2轴、Z2轴的控制放在第2通道中。
两个通道有相互独立的系统参数,这样,可根据机床的控制关系
对两个通道设置不同的系统参数,实现通道之间相互独立的控制关系。
用户程序在不同的通道下编写,在每一通道下只能编写与本通道控制有关的用户程序。
作为两个通道之间的联系,在设计中采用了M等待功能来实现。
该功能用于在自动加工过程中,一个通道等待另一个通道。
如附件的前进和后退控制在第1通道中,而附件的换位控制却在第2通道中,因此,在使用附件进行自动加工时,必须用M等待功能来协调两个通道之间的动作;在加工程序的一个特定的程序段中指定一个三位的M代码,当第2通道中附件换到需要加工的工位后进行等待;直到第1通道中程序执行完附件前进到位,并完成零件的钻孔等加工后,两个通道中的程序才同时执行该M代码所在程序段的下一个程序段。
可见,通过M等待功能,用户可以根据加工工艺的要求,协调两个通道之间的控制,调整两个通道之间的生产节奏,有效提高生产率。
312 双主轴控制
由于机床加工要求主主轴的最高转速为10000 r/min,且具有定向及分度功能,因此,在设计中主、副主轴均选用了FANUCα主轴伺服系统,且主、副主轴均配有位置编码器。
这样,不但使主主轴能达到10000r/min的速度,而且能方便地用M19实现主轴的定向功能,用C33.33实现主轴的有限分度。
主、副主轴的编码器与主、副主轴分别为1∶1传动。
这样,用户只需在第1通道中设定一特殊M代码,就可使系统进入主轴同步控制状态。
然后,只需控
制主主轴的转速,副主轴则会自动调速,达到与主主轴相同的转速,且相位相同。
从而实现任意形状零件在主、副主轴之间的自动传递。
313 机床的换刀控制
根据机床的结构特点,X1轴和Y1轴既是进给轴,也是刀具换位轴。
在系统的配置上,X1轴和Y1轴均选择为NC控制轴。
在机床的控制设计上,采用“用户宏程序”进行刀具换位控制,在系统参数中设定用户宏程序调用的相关条件,保证了刀具换位的可靠性和准确性。
同时,由于选订了系统的Y轴偏置功能,使机床上所有刀具均可在X、Y、Z方向同时进行刀具的几何和磨损补偿,从而极大地方便了用户使用。
4 结束语
通过样机试制,FANUC02TTC系统完全能满足CKE1112机床各方面的性能指标要求。
机床主主轴最高转速可达10000r/min,副主轴最高转速可达5000 r/min,各伺服轴的快速移动速度除X1轴为10m/min;其余各轴均为12m/min;动力刀具最高转速达3000r/ min,能很好地满足小型细长回转体零件的精密高效加工。
作者:董明玉,四川省都江堰市,宁江机床厂技术中心,邮编:611831
(编辑 董雅萍)
(收修改稿日期:2000-03-15)
(上接第6页)
该公司的MW120G T型双主轴NC车床,专用于车削淬火工件(硬度超过45HRC),并可替代磨床。
其床身由2个独立部分组成,从而可隔振。
日立精机公司的CS20型立式NC车床采用传统的布局,并配置一系列毛坯库和零件库。
它的显著特点是主轴部件配有移动装置和液压传动卡盘,由此可实现工件的装卸,而无需专门装置。
Sakurai公司的Cubic7在其动力滑台上,安装了容纳7个主轴箱的三层仓库。
按C NC发出的指令,上层的主轴箱可绕Z轴转动,并可从上二层移到下层。
主轴箱进入下层后便可回转,转到动力滑台的工作位置。
仓库内主轴箱的移动时间和从仓库移动工作工位的时间,与加工时间有部分重合。
多主轴箱“从切削到切削”的交换时间为5s;带主轴箱的动力滑台行程为550mm;最大移动速度为24m/min;安装在动力滑台上的主轴箱的通用传动装置功率达11kW。
在模块结构内安装了检验切削刀具完整性的传感器。
日本无心磨床的典型代表是Ohmiya公司的机床系列。
其特点:砂轮和导轮安装在带精密滚动轴承的双支承主轴上。
轴承用油雾润滑。
床身壳体制有蜂窝状加强筋,可使其具有较好的吸振性和满意的散热性。
滚动导轨与滚珠丝杠传动相结合,可保证移动平稳性和定位精度。
修整机构的传动采用电动机,而不采用液压传动装置,以减少热变形源。
导轮的无级调速范围为10~250r/min。
当工件品种变化时,很容易调整机床。
参考文献
Б.И.черпаков.РазвитиестанкостроенияВЯпониии192яЯпоскаявыставка2ярмаркастанков.стин,1999.N o.9(9,10)
作者:李良福,江苏省锡山市钱桥金球大楼72602,无锡冶金机械厂,邮编:214151
(编辑 赵宏林) (收稿日期:2000-03-28) 。