机械加工工艺过程卡片 - 输出轴
- 格式:docx
- 大小:444.84 KB
- 文档页数:9

设计“输出轴”零件的机械加工工艺规程1. 引言简要介绍输出轴在机械系统中的重要性,以及设计和加工输出轴零件的重要性。
2. 输出轴零件概述零件功能:描述输出轴在机械系统中的作用。
设计要求:列出输出轴的设计参数,如尺寸、材料、强度等。
3. 材料选择材料特性:介绍选择材料的理由,如硬度、耐磨性、成本等。
材料规格:提供材料的具体规格和标准。
4. 加工工艺流程工艺流程图:绘制详细的工艺流程图。
各工序描述:对每一道工序进行详细说明,包括加工方法、设备、工具、参数设置等。
4.1 毛坯准备描述如何从原材料到毛坯的过程,包括切割、锻造或铸造等。
4.2 粗加工车削:介绍粗车削的步骤和参数。
铣削:如果有铣削工序,说明其重要性和参数。
4.3 热处理目的:解释热处理对输出轴性能的影响。
工艺:详细描述热处理的类型和参数。
4.4 精加工车削:精车削的步骤和参数。
磨削:如果需要,介绍磨削工序。
4.5 钻孔和攻丝钻孔:介绍钻孔的步骤和参数。
攻丝:如果有螺纹加工,说明攻丝的步骤和参数。
4.6 表面处理目的:解释表面处理的目的,如防腐蚀、提高耐磨性等。
工艺:描述表面处理的方法,如镀层、喷涂等。
4.7 最终检验检验项目:列出需要检验的项目,如尺寸精度、表面光洁度等。
检验方法:介绍检验的方法和工具。
5. 质量控制质量标准:提供输出轴的质量标准和验收标准。
控制措施:介绍如何保证加工质量,包括过程控制和最终检验。
6. 安全与环保安全措施:介绍在加工过程中的安全措施。
环保要求:说明如何处理加工过程中产生的废弃物,符合环保标准。
7. 成本分析成本构成:分析加工输出轴的成本构成,包括材料、人工、设备折旧等。
成本控制:提出控制成本的策略和方法。
8. 工艺文件和记录工艺文件:列出需要准备的工艺文件,如工艺卡、操作指导书等。
记录和追踪:说明如何记录加工过程和追踪产品质量。
9. 结论总结整个工艺规程的关键点和优势。
10. 参考文献列出编写此工艺规程时参考的文献和资料。
1、零件图 (2)2、零件的工艺分析及生产类型的确定 (3)1.1零件结构功用分析 (3)1.2零件的工艺分析 (3)3、选择毛坯,确定毛坯尺寸,设计毛坯图 (4)3.1选择毛坯 (4)3.2机械加工余量、毛坯尺寸及工序尺寸的确定 (4)3.3确定毛坯尺寸,及公差 (4)3.4毛坯图 (5)4、选择加工方法,制定加工艺路线 (7)4.1.定位基准的选择 (7)4.2.零件表面加工方法的选择 (7)4.3制定工艺路线 (8)5、工序设计 (9)5.1、选择加工设备与工艺装备 (9)5.2、确定工序尺寸 (10)6、确定切削用量及基本时间 (13)7、输出轴机械加工工艺过程卡 (15)8、机械加工工序卡 (16)9、总结 (17)10、参考文献 (18)1、零件图2、零件的工艺分析及生产类型的确定1.1零件结构功用分析题目所给定的零件为输出轴,其主要作用:一是传递转矩,使主轴获得旋转的动力;二是工作过程中经常承受载荷;三是支撑传动零部件。
零件的材料为45钢,是最常用中碳调质钢,综合力学性能良好。
1.2零件的工艺分析从零件图上看,其主要加工的面:φ55、φ60、φ65、φ75、φ176的外圆柱面,φ50、φ80、φ104的内孔,10个φ20的通孔;图中所给的尺寸精度高,大部分是IT6级;粗糙度:在键槽两侧面Ra3.2um、内圆柱表面φ80为Ra3.2um,其余都为Ra12.5um,;外圆柱表面φ55、φ60、φ75分别为Ra1.6um, Ra0.8um, Ra0.8um;大端端面Ra3.2um,小端面Ra1.6um,其余为Ra12.5um,要求不高;位置:φ80内孔圆柱面对φ75、φ60外圆轴线的跳动量为0.04mm;φ55、φ60的外圆柱面对φ75、φ60外圆轴线的跳动量为0.04mm;φ20孔的轴线对φ80内孔轴线的位置度为φ0.05mm;键槽对φ55外圆轴线的对称度为0.08mm;热处理:需要调质处理,到200HBS,保持均匀。

机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 1 页车间工序号工序名称材料牌号金工车间1 粗车端面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车右端面至尺寸50 车刀,游标卡尺185 37.2 0.65 2 12 粗车外圆尺寸至φ176 车刀,游标卡尺185 37.2 0.653 1.. .专业. .34机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 2 页车间工序号工序名称材料牌号金工车间2 粗车外圆柱面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件.. .专业. ... .专业. .机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 3 页车间工序号工序名称材料牌号金工车间1 半精车外圆柱面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床立式钻床Z535 1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时.. .专业. .号r/min m/min mm/r mm 机动辅助1 钻孔10*φ20 麻花钻,径千分尺400 22.6 0.2 12 扩孔10*φ20 麻花钻,径千分尺1100 68.4 0.43 1机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 4 页车间工序号工序名称材料牌号金工车间4 粗镗孔45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床C616A 1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件.. .专业. .工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车右端面至30 车刀,游标卡尺185 37.2 0.652 倒角车刀185 37.2 0.65 1 134机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴车间工序号工序名称材料牌号金工车间2 半精镗孔45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床X51 1夹具编号夹具名称切削液.. .专业. ... .专业. .车床CA6140 1 夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗镗孔至φ50 车刀,径千分尺185 37.2 0.65 2 12 粗镗孔至φ79 车刀,径千分尺185 37.2 0.65 2 13 粗镗孔至φ104 车刀,径千分尺185 37.2 0.65 2 14 半精镗镗孔至φ80 车刀,径千分尺185 37.2 0.65 1 15 倒角车刀185 37.2 0.65.. .专业. .机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第7 页车间工序号工序名称材料牌号金工车间7 铣45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数铣床X61W型铣床 1夹具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 铣键槽16*10 铣刀,游标卡尺185 37.2 0.65 2.5 2 23.. .专业. .机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第8 页车间工序号工序名称材料牌号金工车间8 钻45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数钻床Z525立式钻床 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻斜孔至φ8 麻花钻,径千分尺185 37.2 0.65 12 分度,钻另一个斜空至φ8 麻花钻,径千分尺185 37.2 0.65 1.. .专业. .34机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第9 页车间工序号工序名称材料牌号金工车间9 去毛刺45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助.. .专业. .1 去毛刺185 37.2 0.65234机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第10 页车间工序号工序名称材料牌号金工车间10 检45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件.. .专业. ... .专业. .。

产品型号零件图号机械加工工序卡片产品名称输出轴零件名称输出轴共10页第1页工步号1 粗车右端面至尺寸502 粗车外圆尺寸至$ 176车间工序号工序名称材料牌号金工车间 1 粗车端面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称三爪自定心卡盘工艺装备车刀,游标卡尺车刀,游标卡尺工位器具编号工位器具名称切削液乳化液工序工时(分)准终|单件主轴转速切削速度r/min m/min185进给量mm/r切削深度mm进给次数工步工时机动I辅助185机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10页第2页车间金工车间工序号工序名称材料牌号52 000191 毛坯种类锻件设备名称车床夹具编号2毛坯外形尺寸粗车外圆柱面每毛坯可制件数45钢每台件数设备型号CA6140工位器具编号设备编号同时加工件数工步号工艺装备王轴转速r/min切削速度m/min1 粗车外圆端面至266 车刀,游标卡尺185夹具名称三爪自定心卡盘工位器具名称进给量mm/r切削深度mm切削液乳化液工序工时(分)准终单件进给次数工步工时机动丨辅助产品型号零件图号机械加工工序卡片产品名称输出轴零件名称输出轴共10页第6页车间工序号工序名称材料牌号金工车间 6 精车外圆柱面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三爪自定心卡盘乳化液工位器具编号工位器具名称工序工时(分)准终|单件工步号1工艺装备粗镗内孔至0 50 车刀,内径千分尺主轴转速r/min185切削速度m/min进给量切削深度mm/r mm进给次数工步工时机动|辅助2粗镗内孔至$ 79 3粗镗内孔至$ 104 车刀,内径千分尺185 车刀,内径千分尺1854 半精镗镗内孔至0 80 车刀,内径千分尺185 1 15 倒角车刀185产品型号机械加工工序卡片零件图号输出轴零件名称输出轴共10页第7页车间工序号工序名称材料牌号金工车间7 铳45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数铳床X61W型铣床 1 夫具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时(分)准终单件产品名称工步号工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度进给次数工步工时mm 机动辅助铣键槽16*10 铳刀,游标卡尺185产品型号零件图号机械加工工序卡片产品名称输出轴零件名称输出轴共10页第8页工步号工艺装备麻花钻,内径千分尺2分度,钻另一个斜空至$ 8 3 麻花钻,内径千分尺车间金工车间毛坯种类锻件设备名称钻床夹具编号工位器具编号主轴转速r/min185185工序号8工序名称钻毛坯外形尺寸设备型号每毛坯可制件数1设备编号Z525立式钻床专用夹具夹具名称工位器具名称切削速度m/min进给量mm/r切削深度mm材料牌号45钢每台件数1同时加工件数1切削液工序工时(分)准终|单件进给次数工步工时机动I辅助机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10页第9页车间工序号工序名称材料牌号金工车间9 去毛刺45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1设备名称设备型号设备编号同时加工件数1夹具名称切削液夹具编号工位器具编号工位器具名称工序工时(分)准终单件工步 号工步 内 容工艺装备主轴转速 切削速度 进给量 切削深度进给次数工步工时 r/minm/minmm/rmm机动辅助1 佥验185234机械加工工序卡片产品型号 零件图号产品名称 输出轴 零件名称输出轴共 10页 第10页车间 工序号工序名称材料牌号金工车间 10检45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件1设备名称设备型号设备编号 同时加工件数1工位器具编号工位器具名称工序工时(分)准终单件夹具名称切削液夹具编号。

输出轴的机械加工工艺规程一、加工前准备1、确定输出轴的加工图纸及技术要求。
2、确认输出轴的加工工艺步骤,分解出需要进行的加工工序。
3、根据加工工艺要求,准备好所需的工具和量具。
4、检查机床的正常运行和刀具的切削质量,确保机器设备的准确性和稳定性。
二、加工工序和要求1、车削工序步骤一:首先确定输出轴连接的轴端位置,找出暗示轴处,将起始刃切割在轴的大直径处。
步骤二:加工轴的直径。
确保轴端的直径满足图纸要求,保持轴的中央与切割工具的中央相同。
步骤三:车削输出轴长度。
根据图纸要求,在输出轴的两端上加上一些图形,并使用机床进行锥度加工。
确保锥度角度符合技术要求。
将车床上的输出轴固定住,使用切割刃在轴端切削齿轮和直缝。
运行刀具时,一定要注意速度和加工深度,保证切削质量和加工效率。
1、研磨输出轴的直径和轴端十字接触面。
2、使用的砂轮必须具有合适的粒度和韧性,无明显的缺陷和损坏,保持平稳转速。
3、为防止工件因温度计有限因素引起热变形,请勿过度磨削输出轴的表面。
三、检验工序1、输出轴直径、圆度、表面粗糙度、轴径等轴向要素。
2、齿轮间的间距、角度、牙距、齿宽、基圆直径、啮合角度、齿面硬度等。
3、轴端尺寸、连接公差、十字接触线和平面间的间隙和角度。
4、检验输出轴的补零方式是否正确,各部分加工形状是否满足规范要求。
四、加工安全要点1、任何操作之前务必停止机器,并确认输出轴安装牢固,不得在无人监听的情况下操作机床。
2、在机床加工输出轴时,必须按照规定手段正确安装刀具、夹具和量具,以免降低加工质量、妨碍安全和损坏设备。
4、经过加工、修磨或其他作业后,必须彻底清除轴的表面和轴孔中的所有金属碎片,并通过吹扫或真空吸尘器完全清除车床上的金属屑和其他杂物。
五、总结和建议1、在加工输出轴之前,必须仔细阅读图纸和技术要求,充分了解加工过程、步骤和要点。
2、根据加工过程反复检查金属加工工具和机床设备,避免出现刀具的切削质量和机器设备的稳定性问题。


序言数控技术也叫计算机数控技术,目前它是采用计算机实现数字程序控制的技术。
这种技术用计算机按事先存贮的控制程序来执行对设备的控制功能。
由于采用计算机代替原先用硬件逻辑电路组成数控装置,使输入数据存贮、处理、运算、逻辑判断等各种控制技能的实现,均可通过计算机软件来完成。
现在数控技术又包括两部分:一是直接数字控制简称DNC;二是计算机数字控制简称CNC。
DNC系统显著特点是:可以实现控制大量机床;更需机器数量和所需的计算机程度化。
有时需要使用卫星计算机,卫星计算机是更小的计算机,可以分担中央计算任务。
每台卫星控制着几台机床,零件加工指令程序由计算机接受,储存在内存中,当需要卫星计算机发送指令程序到每台独立机床时,来自机床的反馈数据在电脑中央存储接收之前存储在卫星内存的程序指令。
CNC的外部系统与传统的NC机相似,然而CNC中的程序使用方法是不同的。
识别计算机数控系统对于在设计中选择不同加工类型的数控机床有很重要的意义。
输出轴的用途很广泛,该输出轴用在动力输出装置中,是动力输出的关键零件之一。
该输出轴在工作中需要承受一定冲击载荷和较大的扭矩,因此该零件应具有足够的耐磨性和抗扭强度,所以设计中一定要注意表面热处理。
零件图的设计一、正确选择视图零件的视图应选择清楚而正确的表达出零件各部分的结构形状和尺寸的视图,视图及剖视图的数量应为最少。
二、图形比例除较大或较小的零件外通常尽可能采用1:1的比例绘制零件图,以直观的反映出零件的实际大小。
需注意留出尺寸界线和尺寸线的位置;由于所设计的零件长为244mm,最大直径为176mm,而选用的是A1图纸绘制,所以所选择的比例为2:1三、技术要求凡是不便于用图样或符号表示而在制造时又必须保证的条件要求,都应该以“技术要求”的形式加以说明,技术要求的内容广泛多样,具体须由零件的要求而定,一般有如下要求:(一)对铸件毛坯的要求不能允许有缩孔、缩松或疏松氧化皮及毛刺等;(二)对锻件毛坯的要求不允许有氧化皮、夹皮及裂纹等;(三)对零件表面机械性能的要求,如热处理方法及热处理后表面硬度、淬火范围和渗碳深度等;(四)对加工的要求,如是否要求与其他零件一起配合加工;(五)对未标注的圆角、倒角的说明,个别部位修饰的加工要求,如表面涂色等;(六)其他特殊要求。
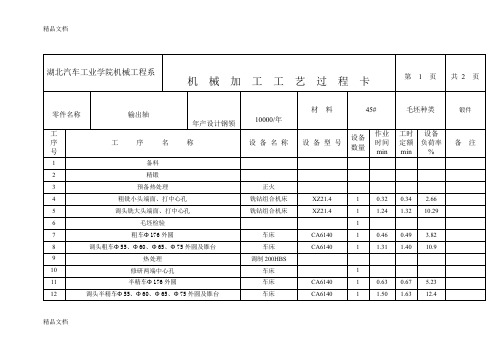
产品名称输出轴零件名称 输出轴 共 1页第 1 页产品型号 零件图号湖北工业大学机械加工工艺过程卡片机械加工工序卡片零件图号输出轴零件名称输出轴共10页 第 9页车间工序号工序名称材料牌号12钻45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数Z37夹具编号夹具名称切削液专用夹具2工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称〒止 工步号 主轴转速 切削速度 进给量 切削深度进给次数工步工时minr/min m/min mm/r mm装夹 机动 辅助钻孔2—①8 Z550 1945 36. 7 0. 12 0.11 0.02 铰孔2—①8Z55085013. 31. 00.08 0.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片零件图号输出轴零件名称输出轴共10页 第10页车间工序号工序名称材料牌号13铣45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数11设备名称设备型号设备编号同时加工件数X61351夫具编号夹具名称切削液分度头工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称-rrH. 口、 工步号 工 步 内 容工 艺 装 备主轴转速 切削速度 进给量 切削深度进给次数工步工时inr/minm/minmm/rmm机动 辅助1 装夹2 粗铣键糟16-50 X6135945 89 纵 105 61 0.49 0.07 横 100 3精铣键糟16-501225153. 8纵 125 210.4260.06横130设计(日期)校对(日期) 审核(日期) 标准化(日期)会签(日期)。

轴类零件工艺工序卡片资料机械加工工艺卡片零件名称:二代变右半轴学生:指导教师:材料牌号:圆钢毛坯种类:Φ48x573mm产品型号:产品名称:二代变右半轴车间工段:未说明零件图号:04-02-01-17每毛坯可制件数:1设备编号:未说明备注:共7页工序号:1工序内容:车端面,钻中心孔;调头,车另一端面,钻中心孔工艺装备:普通车床、三爪卡盘、车床钻头、顶尖、90°偏刀工时/s:207.63工序号:2工序内容:粗车直径为φ43φ、φ37、φ30、外圆柱面;调头,粗车另一端面直径为φ40、φ35、φ30机加工外圆柱面;倒角工艺装备:C620-1通用夹具工时/s:114.34工序号:3工序内容:半精车直径为φ30、φ37外圆柱面,倒角;调头,半精车另一端面直径为φ30、φ35、φ40外圆柱面。
工艺装备:C620-1通用夹具工时/s:71.15工序号:4工序内容:粗磨直径为φ30、φ35、φ40外圆柱面;调头,磨削另一端面直径为φ30、φ37外圆柱面工艺装备:M115A通用夹具工时/s:114.34工序号:5工序内容:精磨直径为φ30、φ35、φ40外圆柱面;调头,精磨另一端面直径为φ30、φ37外圆柱面工艺装备:M115A通用夹具工时/s:68.56工序号:6工序内容:在φ35、φ37、φ40外圆柱面上铣键槽工艺装备:X53T专用夹具工时/s:41工序号:7工序内容:去毛刺,检验工艺装备:未说明工时/s:未说明工序卡片的格式已经规范,但是有些信息不完整,需要补充。
对于每个工序的内容,可以更加详细地描述一下,比如粗加工的直径范围、半精车的倒角大小等等。
同时,可以加上一些工艺参数,比如切削速度、切削深度等等,以便更好地控制加工质量。
机械加工工序卡片产品型号:机械加工工序卡片产品名称:未知零件图号:未知零件名称:未知车间:未知车床:普通车床毛坯种类:圆钢设备名称:普通车床夹具编号:未知工位器具编号:未知工序号:2毛坯外型尺寸:Φ35x160mm 设备型号:C620-1夹具名称:三抓卡盘工位器具名称:未知切削深度:2.5mm准终进给次数:1次每毛坯可制件数:1件设备编号:第2页材料牌号:未知每台件数:1件同时加工件数:1件切削液:未知工序工时:未知工步号:1工步内容:粗车φ43外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:90s工步号:2工步内容:粗车φ37外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:21.7s工步号:3工步内容:粗车φ30外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:22.7s工步号:4工步内容:调头,粗车φ40外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:36.3s工步号:5工步内容:粗车φ35外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:30s工步号:6工步内容:粗车φ30外圆面工艺装备:三爪卡盘、顶尖、90°偏刀机动辅动:7.14s工步号:7工步内容:倒角工艺装备:三爪卡盘、顶尖、45°偏刀机动辅动:未知工序号:3毛坯外型尺寸:Φ48x573mm 设备型号:C620-1工序名称:半精加工每毛坯可制件数:1件设备编号:第3页材料牌号:未知每台件数:1件同时加工件数:1件切削液:未知工序工时:未知工步号:1工步内容:未知工艺装备:未知机动辅动:未知工步号:2工步内容:未知工艺装备:未知机动辅动:未知工步号:3工步内容:未知工艺装备:未知机动辅动:未知工步号:4工步内容:未知工艺装备:未知机动辅动:未知工步内容:1.半精车φ37外圆面2.半精车φ30外圆面3.调头,半精车φ40外圆面4.半精车φ35外圆面5.半精车φ30外圆面工艺装备:三爪卡盘、顶尖、90°偏刀工步工时/s:1.172.18.253.36.34.24.55.18.25工序号:04-02-01-17工序名:半精车外圆设备名称:车床毛坯种类:圆钢设备型号:X53T材料牌号:无每台件数:1同时加工件数:1切削液:有工步工时:机动夹具名称:三爪卡盘工位器具名称:顶尖、90°偏刀走刀长度:无主轴转速:2-4m/min进给量:0.0111-0.0152mm/s准终进给次数:1毛坯外型尺寸:Φ48x573mm 工步号:1.粗磨φ30外圆面2.粗磨φ35外圆面3.调头,粗磨φ40外圆面4.粗磨φ30外圆面5.粗磨φ37外圆面工艺装备:平形砂轮工步工时:辅动夹具名称:无工位器具名称:无进给量:15mm/s材料牌号:无每台件数:1同时加工件数:1切削液:有工序工时:单件工序号:04-02-01-17 工序名:粗磨加工设备名称:立式铣床毛坯种类:圆钢设备型号:X53T走刀长度:无主轴转速:2-4m/min准终进给次数:1毛坯外型尺寸:Φ48x573mm 工步号:1.精磨φ30外圆面2.精磨φ35外圆面3.调头,精磨φ40外圆面4.精磨φ30外圆面5.精磨φ37外圆面工艺装备:平形砂轮工步工时:辅动夹具名称:无工位器具名称:无进给量:15mm/s材料牌号:无每台件数:1同时加工件数:1切削液:有工序工时:单件工序号:04-02-01-17工序名:精磨加工设备名称:立式铣床毛坯种类:圆钢设备型号:X53T走刀长度:无主轴转速:2-4m/min准终进给次数:1毛坯外型尺寸:Φ48x573mm 小幅度改写:1.对于半精车外圆的五个工步,使用了三爪卡盘、顶尖和90°偏刀作为工艺装备,工步工时分别为17、18.25、36.3、24.5和18.25秒。


输出轴的加工工艺设计
输出轴是指机械设备中主要用于传递动力的轴。
在进行输出轴的加工工艺设计时,需要考虑以下几个方面。
一、材料选择
输出轴的材料应具有一定的机械性能和物理性能,在保证输出轴工作性能的前提下尽量降低成本。
常用材料有碳素钢、合金钢、不锈钢等。
二、加工方法
输出轴的加工方法包括车削、铣削、磨削等。
其中车削是最常用的方法,可以实现高精度和高效率的加工。
铣削适用于需进行复杂轮廓和曲面加工的输出轴。
磨削则可实现高精度和高表面质量。
三、工艺流程
输出轴的工艺流程包括数控编程、夹具设计和加工顺序等。
数控编程应根据输出轴的几何形状和加工要求进行编写,确保加工精度和表面质量。
夹具设计应考虑到输出轴的形状和尺寸,确保稳定夹持和加工精度。
加工顺序应根据输出轴的几何形状和加工要求进行确定,确保加工精度和表面质量。
四、表面处理
输出轴的表面处理包括热处理、表面喷涂和镀层等。
热处理可以提高输出轴的硬度和耐磨性。
表面喷涂可以提高输出轴的防腐性和耐蚀性。
镀层可以提高输出轴的表面硬度和耐磨性。
以上是对输出轴加工工艺设计的简要介绍,针对具体情况还需要根据实际加工要求进行合理的设计和调整。
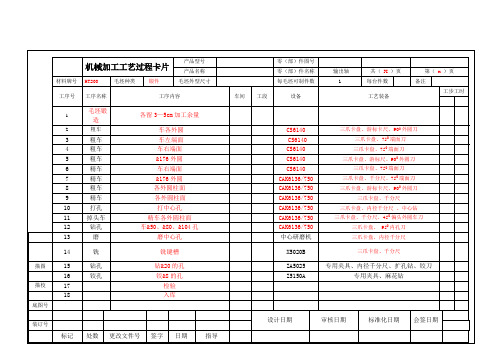
机械加工工艺过程卡片产品型号零(部)件图号
产品名称零(部)件名称输出轴共(X)页第(x)页
材料牌号HT200 毛坯种类锻件毛坯外型尺寸每毛坯可制件数 1 每台件数备注
工序号工序名称工序内容车间工段设备工艺装备
工步工时
1 毛坯锻
造
各留3—5cm加工余量
2 粗车车各外圆CS6140 三爪卡盘、游标卡尺、900外圆刀
3 粗车车左端面 CS6140 三爪卡盘、750端面刀
4 粗车车右端面CS6140 三爪卡盘、750端面刀
5 粗车&176外圆CS6140 三爪卡盘、游标尺、900外圆刀
6 精车车右端面CS6140 三爪卡盘、750端面刀
7 精车&176外圆CAK6136/750 三爪卡盘、千分尺、750端面刀
8 粗车各外圆柱面CAK6136/750 三爪卡盘、游标卡尺、900外圆刀
9 精车各外圆柱面CAK6136/750 三爪卡盘、千分尺
10 打孔打中心孔CAK6136/750三爪卡盘、内径千分尺、中心钻
11 掉头车精车各外圆柱面CAK6136/750三爪卡盘、千分尺、450偏头外圆车刀
12 钻孔车&50、&80、&104孔CAK6136/750三爪卡盘、950内孔刀
13 磨磨中心孔中心研磨机三爪卡盘、内径千分尺
14 铣铣键槽X5020B 三爪卡盘、千分尺
描图15 钻孔钻&20的孔ZA5025 专用夹具、内径千分尺、扩孔钻、铰刀
16 铰孔铰&8的孔Z5150A 专用夹具、麻花钻
描校17 检验
18 入库
底图号
设计日期审核日期标准化日期会签日期装订号
标记处数更改文件号签字日期指导。

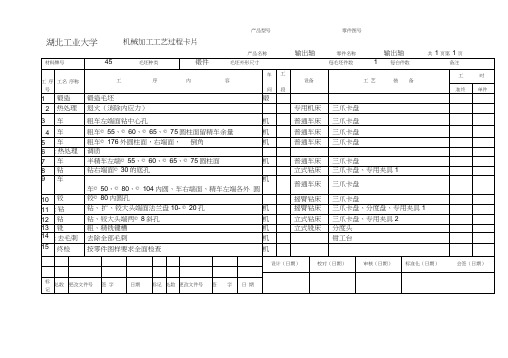
中北大学机械加工工艺过程卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 1 页材料牌号ZG45 毛坯种类铸铁毛坯外形尺寸每毛坯件数 1 每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件1 锻造锻造毛胚2 热处理退火(消除内应力)3 车粗车左端面钻中心孔,车各圆柱面留半精车、精车余量CA6140三爪卡盘4 车粗、精车右端面CA6140三爪卡盘5 车粗车φ176外圆柱面倒角CA6140三爪卡盘6 热处理调质7 车半精车左端各圆柱面到要求 CA6140三爪卡盘8 车精车左端台阶到要求并倒角CA6140三爪卡盘9 车钻φ50的底孔,扩φ80、φ104孔留镗孔余量CA6140三爪卡盘10 镗镗φ80孔到要求,倒角CA6140三爪卡盘11 车倒角CA6140三爪卡盘12 铣铣φ50钻、扩、铰φ20到要求YB-211专用夹具13 铣铣键槽C5116分度头14 去毛刺去除全部毛刺钳工台15 终检按零件图样要求全面检查设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)胡坤玮标记处数更改文件号签字日期标记处数更改文件号签字日期粗和半精车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 2 页车间工序号工序名称材料牌号10 粗半精车ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸铁设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液01 粗铣N面夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 装夹2 粗车左端面CA6140110 45.6 0.65 1.5 1 0.133 打中心孔CA6140110 45.6 1.3 1.5 1 0.134 粗车Φ75、Φ65、Φ60、Φ55CA6140110 45.60.65 1.5 1 0.1356设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)胡坤玮车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 3 页车间工序号工序名称材料牌号20 车ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸铁设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液05 粗铣N面夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 装夹2 粗车右端面CA6140 110 45.6 0.65 1.5 13 精车右端面CA6140 110 45.6 1.3 1.5 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)胡坤玮车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 4 页车间工序号工序名称材料牌号30 车ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸铁设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液05 粗铣N面夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 装夹2 粗车精车Φ176CA6140 100 0.5 1.5 13 倒角CA6140 100 0.5 1.5 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)胡坤玮车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 5 页车间工序号工序名称材料牌号40 车ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸铁设备名称设备型号设备编号同时加工件数X61L夹具编号夹具名称切削液05 粗铣N面夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 装夹2 半精车Φ75、Φ65、Φ60、Φ55CA6140 110 44 0.2 0.2 13设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)胡坤玮车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 6 页车间工序号工序名称材料牌号50 车ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件设备名称设备型号设备编号同时加工件数Z5125夹具编号夹具名称切削液04 粗铣N面夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 装夹2 精车左端面各台阶CA6140 100 0.5 1.5 13 倒角CA6140 100 0.5 1.5 14设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)胡坤玮钻机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第7 页车间工序号工序名称材料牌号60 钻ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数YB-211夹具编号夹具名称切削液06 粗铣N面夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 装夹2 钻Φ55 YB-211 287 72 0.12 1 13 扩孔Φ80Φ104留镗孔余量YB-211287 72 0.12 1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)胡坤玮镗机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第8 页车间工序号工序名称材料牌号70 镗ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件设备名称设备型号设备编号同时加工件数Z5125夹具编号夹具名称切削液04 粗铣N面夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 装夹2 镗孔Φ80Z5125100 0.5 1.5 13 倒角Z5125100 0.5 1.5 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)胡坤玮车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第9 页车间工序号工序名称材料牌号80 车ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数X6135夹具编号夹具名称切削液06 粗铣N面夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 装夹2 倒角X6135287 72 0.12 1 13设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)胡坤玮钻机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第10 页车间工序号工序名称材料牌号90 钻ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件设备名称设备型号设备编号同时加工件数C5116夹具编号夹具名称切削液07 粗铣N面夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 装夹2 铣Φ50端面C5116 110 44 0.2 0.2 13 钻Φ20扩绞Φ20孔C5116100 0.5 1.5 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)胡坤玮铣机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第10 页车间工序号工序名称材料牌号90 铣ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件设备名称设备型号设备编号同时加工件数C5116夹具编号夹具名称切削液07 粗铣N面夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 装夹2 铣键槽C5116 110 44 0.2 0.2 13设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)胡坤玮。