第二章 第四节 切削热和切削温度讲解
- 格式:ppt
- 大小:1.18 MB
- 文档页数:29


切削热和切削温度的关系
切削热和切削温度的关系:
一、切削热的定义
切削热,又称切削摩擦热,是指钻、刨、扳、铣等类切削工艺过程中,各部件之间所产生的相互摩擦作用所引发的热量。
切削热主要分布在
工件前端工具口部,断层处和口角处,向外延伸到隔水层内部。
二、切削温度的影响因素
1、切削参数:切削参数包括切削速度、进刀量、刀具尺寸以及刀具结
构参数;
2、切削材料特性:材料的物理特性,如材料的硬度、弹性模量、热导
率等,决定了材料的切削热传输率;
3、工件表面状态:工件表面的光洁度或粗糙度也会因受压磨削热中的
切摩擦热而发生变化;
4、切削环境:切削环境变化会影响空气中的切削温度。
所以,切削工
艺中要仔细把握切削温度。
三、切削温度的控制
1、采用合理的切削参数:提高切削速度可以有效减少切削热,调节进刀量可以避免过多的刀具磨损和加大刀具的寿命;
2、采用合理的切削环境:在低温的切削环境中,切削热能够更快地排出,从而降低切削温度;
3、把握切削工件表面温度:切削前,可以根据工件表面温度调整切削参数,使切削温度不过高;
4、利用切削润滑液:切削时,可以使用切削润滑液,它可以对切削前端起到良好的润滑作用,减少切削温度;
5、正确使用刀具:正确使用刀具可以减少不必要的刀具消耗,从而降低切削热,减少切削温度。
四、切削温度的临界值
切削温度的临界值取决于切削材料的性能,一般情况下,普通工件的切削温度临界值一般设定为1000~3000℃,钢材切削的临界值在1500~2500℃,高硬度合金的切削温度不宜超过500℃。
如果切削温度超过了临界值,会导致工件裂痕、烧伤和工具烧毁等问题。

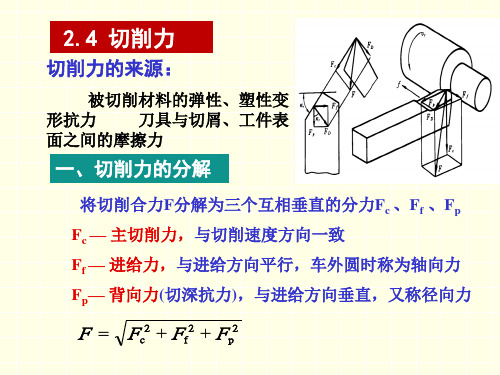
切削热和切削温度切削过程中产生的切削热对刀具磨损和刀具寿命具有重要影响,切削热还会使工件和刀具产生变形、残余应力而影响加工精度和表面质量。
一、切削热的产生与传导切削热来源于两个方面,一是切削层金属发生弹性和塑性变形所消耗的能量转换为热能;二是切屑与前刀面、工件与后刀面间产生的摩擦热。
切削过程中的三个变形区就是三个发热区域。
切削过程中所消耗能量的98%~99%都将转化为切削热。
切削热由切屑、工件、刀具及四周的介质(空气,切削液)向外传导。
影响散热的主要因素是:(1)工件材料的导热系数工件材料的导热系数高,由切屑和工件传导出去的热量增多,切削区温度就低。
工件材料导热系数低,切削热传导慢,切削区温度就高,刀具磨损就快。
(2)刀具材料的导热系数刀具材料的导热系数高,切削区的热量向刀具内部传导快,可以降低切削区的温度。
(3)四周介质采纳冷却性能好的切削液能有效地降低切削区的温度。
车削加工时产生的切削热多数被切屑带走,切削速度越高,切削厚度越大,切屑带走的热量越多;传给工件的热量次之,约为30%;传给刀具的热量更少,一般不超过5%。
钻削时,由于切屑不易从孔中排出,故被切屑带走的热量相对较少,只有30%左右,约有50%的热量被工件汲取。
二、切削温度的测量测量切削温度的方法许多,有热电偶法、辐射热计法、热敏电阻法等。
目前常用的是热电偶法,它简洁、牢靠、使用便利。
1. 自然热电偶法;2. 人工热电偶法。
三、影响切削温度的主要因素1.切削用量对切削温度的影响、、增大,单位时间内材料的切除量增加,切削热增多,切削温度将随之上升。
但、和对切削温度的影响程度不同,切削速度对切削温度的影响最为显著,次之,最小,缘由是:增大,前刀面的摩擦热来不及向切屑和刀具内部传导,所以对切削温度影响最大;增大,切屑变厚,切屑的热容量增大,由切屑带走的热量增多,所以对切削温度的影响不如显著;增大,刀刃工作长度增大,散热条件改善,故对切削温度的影响相对较小。