机械制造技术基础第一章
- 格式:ppt
- 大小:6.18 MB
- 文档页数:22
机械制造技术基础第一章课后习题答案《机械制造技术基础》部分习题参考解答第一章绪论1-1 什么是生产过程、工艺过程和工艺规程?答:生产过程——从原材料(或半成品)进厂,一直到把成品制造出来的各有关劳动过程的总称为该工厂的过程。
工艺过程——在生产过程中,凡属直接改变生产对象的尺寸、形状、物理化学性能以及相对位置关系的过程。
工艺规程——记录在给定条件下最合理的工艺过程的相关内容、并用来指导生产的文件。
1-2 什么是工序、工位、工步和走刀?试举例说明。
答:工序——一个工人或一组工人,在一个工作地对同一工件或同时对几个工件所连续完成的那一部分工艺过程。
工位——在工件的一次安装中,工件相对于机床(或刀具)每占据一个确切位置中所完成的那一部分工艺过程。
工步——在加工表面、切削刀具和切削用量(仅指机床主轴转速和进给量)都不变的情况下所完成的那一部分工艺过程。
走刀——在一个工步中,如果要切掉的金属层很厚,可分几次切,每切削一次,就称为一次走刀。
比如车削一阶梯轴,在车床上完成的车外圆、端面等为一个工序,其中,n, f, a p 不变的为一工步,切削小直径外圆表面因余量较大要分为几次走刀。
1-3 什么是安装?什么是装夹?它们有什么区别?答:安装——工件经一次装夹后所完成的那一部分工艺过程。
装夹——特指工件在机床夹具上的定位和夹紧的过程。
安装包括一次装夹和装夹之后所完成的切削加工的工艺过程;装夹仅指定位和夹紧。
1-4 单件生产、成批生产、大量生产各有哪些工艺特征?答:单件生产零件互换性较差、毛坯制造精度低、加工余量大;采用通用机床、通用夹具和刀具,找正装夹,对工人技术水平要求较高;生产效率低。
大量生产零件互换性好、毛坯精度高、加工余量小;采用高效专用机床、专用夹具和刀具,夹具定位装夹,操作工人技术水平要求不高,生产效率高。
成批生产的毛坯精度、互换性、所以夹具和刀具等介于上述两者之间,机床采用通用机床或者数控机床,生产效率介于两者之间。
机械制造技术基础复习资料机械制造技术基础复习资料第一章第一章 机械制造概论机械制造概论机械制造:从毛坯经过一系列过程成为成品机器的过程。
机械制造:从毛坯经过一系列过程成为成品机器的过程。
生产系统:原材料进厂到产品出厂的整个生产经营管理过程。
生产系统:原材料进厂到产品出厂的整个生产经营管理过程。
制造系统:原材料变为产品的整个生产过程,原材料变为产品的整个生产过程,包括毛坯制造、包括毛坯制造、机械加工装配检测和物料的存 储运输所有的工作。
储运输所有的工作。
储运输所有的工作。
工艺系统:机械加工所使用的机床刀具夹具和工作组成了一个相对独立的系统称为工艺系统机械加工所使用的机床刀具夹具和工作组成了一个相对独立的系统称为工艺系统 生产纲领:企业根据市场需求和自身的生产能力制定生产计划,在计划期内应当生产的产品的产量和进度计划称为生产纲领。
的产量和进度计划称为生产纲领。
生产类型举例说明:生产类型举例说明:大量生产:汽车、手表、手机、由于其产量大且同一类型的产品一样故为大量生产大量生产:汽车、手表、手机、由于其产量大且同一类型的产品一样故为大量生产 成批生产:笔记本电脑、由于其每一阶段的电脑不同,每种电脑均有一定的数量成批生产:笔记本电脑、由于其每一阶段的电脑不同,每种电脑均有一定的数量单件生产:大型机床、水力发电装置,由于其为重型设备,专用设备所以只能进行单件生产。
第二章第二章 金属切削原理金属切削原理金属切削加工:利用切削刀具切除工件上多余的金属,利用切削刀具切除工件上多余的金属,从而使工件的几何形状、从而使工件的几何形状、尺寸精度及 表面质量达到预定要求,这样的加工称为金属切削加工。
表面质量达到预定要求,这样的加工称为金属切削加工。
表面质量达到预定要求,这样的加工称为金属切削加工。
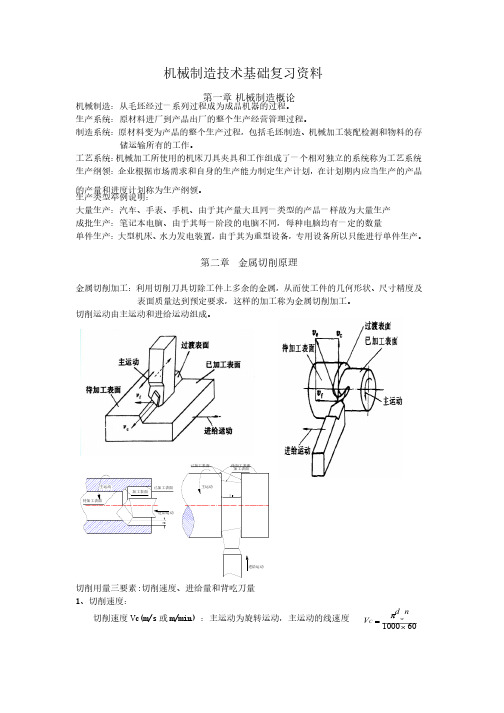
切削运动由主运动和进给运动组成。
切削运动由主运动和进给运动组成。
切削用量三要素切削用量三要素::切削速度、进给量和背吃刀量切削速度、进给量和背吃刀量1、切削速度:、切削速度:切削速度Vc(m/s 或m/min) m/min) :主运动为旋转运动,主运动的线速度:主运动为旋转运动,主运动的线速度:主运动为旋转运动,主运动的线速度 601000´=nd V wC p进给运动加工表面待加工表面待加工表面主运动已加工表面加工表面进给运动已加工表面主运动主运动为往复直线运动6010002´=rC Ln V2、进给量:工件或刀具每回转一周时二者沿进给方向相对位移。


机械制造技术基础课后习题答案第一章机械加工方法1—1 特种加工在成形工艺方面与切削加工有什么不同?答:1加工是不受工件的强度和硬度等物理、机械性能的制约故可加工超硬脆材料和精密微细的零件。
2加工时主要用电能、化学能、声能、光能、热能等出去多余材料而不是靠机械能切除多余材料.3加工机理不同于一般金属切削加工不产生宏观切削不产生强烈的弹、塑性变形故可获得很低的表面粗糙度其残余应力、冷作硬化、热影响度等也远比一般金属切削加工小。
4加工能量易于控制和转换故加工范围光、适应性强。
1-2 简述电火花加工、电解加工、激光加工和超声波加工的表面形成原理和应用范围。
答:1电火花加工放电过程极为短促具有爆炸性.爆炸力把熔化和企划的金属抛离电极表面被液体介质迅速冷却凝固继而从两极间被冲走。
每次电火花放电后是工件表面形成一个凹坑。
在进给机构的控制下工具电极的不断进给脉冲放电将不断进行下去无数个点蚀小坑将重叠在工件上。
最终工作电极的形状相当精确的“复印”在工件上。
生产中可以通过控制极性和脉冲的长短放点持续时间的长短控制加工过程。
适应性强任何硬度、软韧材料及难切削加工加工的材料只要能导电都可以加工如淬火钢和硬质合金等电火花加工中材料去出是靠放电时的电热作用实现的材料可加工行主要取决于材料的导电性及热学特性不受工件的材料硬度限制。
2电解加工将电镀材料做阳极接电源正极工件作阴极放入电解液并接通直流电源后作为阳极的电镀材料就会逐渐的溶解儿附着到作为阴极的工件上形成镀层。
并由电解液将其溶解物迅速冲走从而达到尺寸加工目的。
应用范围管可加工任何高硬度、高强度。
高韧性的难加工金属材料并能意见单的进给运动一次加工出形状复杂的型面或行腔如锻模、叶片3激光加工通过光学系统将激光聚焦成一个高能晾凉的小光斑再次高温下任何坚硬的材料都将瞬间几句熔化和蒸发并产生强烈的冲击波是融化的物质爆炸式的喷射去处。
激光束的功率很高几乎对任何难度加工的金属和非金属材料如皋熔点材料、内热合金及陶瓷、宝石、金刚石等脆硬材料都可以加工也可以加工异型孔.4超声波加工工作中超声振动还是悬浮液产生空腔空腔不断的扩大直至破裂或不断压缩至闭合。
机械制造技术基础教案第一章:机械制造概述1.1 教学目标让学生了解机械制造的基本概念、分类和特点。
让学生掌握机械制造过程的基本步骤。
让学生了解机械制造技术的发展趋势。
1.2 教学内容机械制造的基本概念:机械、制造、机械制造等。
机械制造的分类:批量生产、单件生产、成套生产等。
机械制造的特点:精度、表面质量、强度等。
机械制造过程的基本步骤:设计、加工、装配、检测等。
机械制造技术的发展趋势:数字化、自动化、智能化等。
1.3 教学方法采用讲授法,讲解机械制造的基本概念、分类和特点。
采用案例分析法,分析机械制造过程的基本步骤。
采用课堂讨论法,讨论机械制造技术的发展趋势。
1.4 教学评价课堂问答:了解学生对机械制造基本概念的掌握情况。
课后作业:让学生完成机械制造过程的基本步骤的案例分析。
第二章:机械制造工艺2.1 教学目标让学生了解机械制造工艺的基本概念、分类和特点。
让学生掌握机械制造工艺的基本方法。
让学生了解机械制造工艺的选用原则。
2.2 教学内容机械制造工艺的基本概念:工艺、工艺路线、工艺参数等。
机械制造工艺的分类:铸造、焊接、热处理、机加工等。
机械制造工艺的特点:加工质量、加工效率、加工成本等。
机械制造工艺的基本方法:切削、磨削、抛光等。
机械制造工艺的选用原则:工艺可行性、工艺经济性、工艺稳定性等。
2.3 教学方法采用讲授法,讲解机械制造工艺的基本概念、分类和特点。
采用实验法,演示机械制造工艺的基本方法。
采用案例分析法,分析机械制造工艺的选用原则。
2.4 教学评价课堂问答:了解学生对机械制造工艺基本概念的掌握情况。
实验报告:评估学生对机械制造工艺的基本方法的掌握情况。
课后作业:让学生完成机械制造工艺的选用原则的案例分析。
第三章:机械制造装备3.1 教学目标让学生了解机械制造装备的基本概念、分类和特点。
让学生掌握机械制造装备的选择和使用方法。
让学生了解机械制造装备的发展趋势。
3.2 教学内容机械制造装备的基本概念:机床、工具、夹具等。
第一章1.工艺过程:在生产过程中凡属直接改变生产对象的尺寸、形状、物理化学性能以及相对位置关系的过程,统称为工艺过程。
2.工序:一个工人或一组工人,在一个工作地对同一工件或同时对几个工件所连续完成的那一部分工艺过程,称为工序。
3.安装:安装是工件经一次装夹后所完成的那一部分工艺过程。
4.工位:工位是在工件的一次安装中,工件相对于机床(或刀具)每占据一个确切位置中所完成的那一部分工艺过程。
5.工步:工步是在加工表面、切削刀具和切削用量(仅指机床主轴转速和进给量)都不变的情况下所完成的那一部分工艺过程。
6.走刀:在一个工步中,如果要切掉的金属层很厚,可分几次切,每切削一次,就称为一次走刀。
7.基准:用来确定生产对象几何要素间几何关系所依据的那些点、线、面,称为基准。
基准可分为设计基准和工艺基准两大类;工艺基准又可分为工序基准、定位基准、测量基准和装配基准等8.设计基准:设计图样上标注设计尺寸所依据的基准,称为设计基准。
9.工艺基准:工艺过程中所使用的基准,称为工艺基准。
按其用途之不同,又可分为工序基准、定位基准、测量基准和装配基准10.工序基准:在工序图上用来确定本工序加工表面尺寸、形状和位置所依据的基准,称为工序基准(又称原始基准)。
11.定位基准:在加工中用作定位的基准,称为定位基准。
12.测量基准:工件在加工中或加工后,测量尺寸和形位误差所依据的基准,称为测量基准13.装配基准:装配时用来确定零件或部件在产品中相对位置所依据的基准,称为装配基准。
14.工件装夹:找正装夹(直接找正装夹,划针、千分表,效率低,精度高;划线找正装夹,效率低,误差大,适用于单件小批难直接找正。
);夹具装夹。
15.加工零件的生产类型:单件生产、成批生产、大量生产。
16.定位的任务:使工件相对于机床占有某一正确的位置;夹紧的任务:保持工件的定位位置不变。
17.定位误差和夹紧误差之和成为装夹误差。
18.在设计零件时,应尽量选用装配基准作为设计基准;在编制零件的加工工艺规程时,应尽量选用设计基准作为工序基准;在加工及测量工件时,应尽量选用工序基准作为定位基准及测量基准,以消除由于基准不重合引起的误差。

第一章机械加工基础一、名词解释:1.工艺过程:生产过程中为改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品的过程。
(P3)2.机械加工工艺过程:采用机械加工方法来改变生产对象的形状、尺寸、相对位置和性质等,使其成为成品或半成品的过程。
(P3)3.工序:是一个或一组工人,在一个工作地点对同一个或同时对几个工件进行加工,所连续完成的那一部分工艺过程。
(P4)4.安装:工件经一次装夹后所完成的那一部分工序称为安装。
(P4)5.工位:为了完成一定的工序部分,一次装夹工件后,工件与夹具或设备的可动部分一起,相对于刀具或设备的固定部分所占据的每一个位置称为工位。
(P4)6.工步:在加工表面和加工工具不变的情况下,所连续完成的那一部分工序。
(P5)7.复合工步:用几件刀具或者用复合刀具同时加工同一工件上的几个表面,称为复合工步。
(P5)8.进给:在加工过程中,有些工步需要对同一表面进行多次切削,从被加工表面上每切下一层金属即称为一次进给。
(P5)9.生产纲领:企业在计划期内应生产的产品产量和进度计划称为生产纲领。
(P6)10.工艺规程:规定产品或零部件制造工艺过程和操作方法等的工艺文件。
(P8)11.零件的结构工艺性:是指所设计的零件在满足使用要求的前提下制造的可行性和经济性。
(P11)12.基准:用来确定生产对象上几何要素间的几何关系所依据的那些点、线、面。
(P14)13.设计基准:在设计图样上所采用的基准。
(P14)14.工艺基准:在工艺过程中所采用的基准称为工艺基准。
按照用途的不同可分为定位基准、测量基准、装配基准和工序基准。
15.工序基准:在工序图上用来确定本工序被加工表面加工后的尺寸、形状、位置的基准称为工序基准。
(P15)16.定位基准:在加工时,为了保证工件被加工表面相对于机床和刀具之间的正确位置所使用的基准称为定位基准。
(P15)17.测量基准:测量时所采用的基准。
(P15)18.装配基准:装配时用来确定零件或部件在产品中的相对位置所采用的基准称为装配基准。
机械制造技术基础课程教案第一章:机械制造概述1.1 课程简介了解机械制造技术的基本概念和发展历程。
掌握机械制造过程的基本组成和分类。
1.2 教学目标能够描述机械制造的基本概念。
能够列举出机械制造过程的基本组成和分类。
1.3 教学内容机械制造的定义和发展历程。
机械制造过程的组成和分类。
1.4 教学方法讲授法:讲解机械制造的基本概念和发展历程。
问答法:讨论机械制造过程的组成和分类。
1.5 教学资源教材:机械制造技术基础。
投影片:机械制造过程的图片和示意图。
1.6 教学评估课堂问答:检查学生对机械制造基本概念的理解。
课后作业:要求学生列举出机械制造过程的基本组成和分类。
第二章:金属切削原理2.1 课程简介了解金属切削的基本原理和过程。
掌握金属切削过程中各种参数的作用和选择。
2.2 教学目标能够描述金属切削的基本原理。
能够选择合适的切削参数。
2.3 教学内容金属切削的基本原理和过程。
切削参数的选择和影响因素。
2.4 教学方法讲授法:讲解金属切削的基本原理和过程。
实践操作:演示切削参数的选择和调整。
2.5 教学资源教材:机械制造技术基础。
机床设备:进行切削实践操作。
2.6 教学评估课堂问答:检查学生对金属切削原理的理解。
实践报告:评估学生在实践操作中选择切削参数的能力。
第三章:机械加工方法3.1 课程简介了解各种机械加工方法的基本原理和特点。
掌握各种机械加工方法的应用和选择。
3.2 教学目标能够描述各种机械加工方法的基本原理和特点。
能够选择合适的机械加工方法。
3.3 教学内容各种机械加工方法的基本原理和特点。
机械加工方法的选择和应用。
3.4 教学方法讲授法:讲解各种机械加工方法的基本原理和特点。
实践操作:演示机械加工方法的应用。
3.5 教学资源教材:机械制造技术基础。
机床设备:进行机械加工实践操作。
3.6 教学评估课堂问答:检查学生对机械加工方法的理解。
实践报告:评估学生在实践操作中选择机械加工方法的能力。
1-1什么是生产过程、工艺过程、和工艺规程?P3、4生产过程:从原材料(或半成品)进场一直到把成品制造出来的各有关劳动过程的总和统称工厂的生产过程。
工艺过程:在生产过程中,凡属直接改变生产对象的尺寸、形状、物理化学性能以及相对位置关系的过程,统称为工艺过程。
工艺规程:技术人员根据产品数量、设备条件和工人素质等情况把工艺过程的有关内容用文件的形式固定下来,用以指导生产,这个文件称为工艺规程。
1-2什么是工序、工位、工步和走刀?试举例说明P4-6工序:一个工人或一组工人,在一个工作地对同一工件或同时对几个所连续完成的那一部分工艺过程,称为工序。
eg:粗磨零件后对其进行表面淬火,后有精磨零件,分别为三个对立的工序。
工位:在工件的一次安装后,工件相对于机床(或刀具)每占据一个确切位置所完成的那一部分工艺工程。
eg:在一次安装中进行车端面、倒角属于2个工位。
工步:在加工表面、切削刀具和切削用量(指机床主轴转速和进给量)都不变的情况下所完成的那一部分工艺过程。
eg:先车大外圆,后车小外圆属于不同工步。
走刀:在一个工步中,若分几次切削,则切削一次,称为一次走刀。
eg:粗车外圆分几次走刀。
1-3 什么是安装?什么是装夹?它们有什么区别?P5、P10安装:工件经一次装夹后所完成的那一部分工艺过程。
装夹:使工件相对于机床占有某一正确位置,保持工件定位位置不变区别:安装时工艺过程的一部分,可由装夹次数衡量。
装夹是定位和夹紧的过程。
1-4 单件生产、成批生产、大量生产各有哪些工艺特征?各种生产类型的工艺特征详见表1-4 P81-6 什么是工件的定位、夹紧?试举例说明。
P12定位:在机床上加工工件时,为使工件在该工序所加工表面能达到规定的尺寸与形位公差要求,在开动机床进行加工之前,必须使工件在夹紧之前就相对于机床占有某一正确的位置,此过程称为定位。
夹紧:工件在定位之后还不一定能承受外力的作业,为了使工件在加工过程中总能保持其正确位置,还必须把它夹紧,此过程称为夹紧。
第一章机械加工方法按照零件由原材料或毛坯制造成为零件的过程中质量m的变化,可分为Δm<0采用材料去除原理,Δm=0采用材料基本不变原理,Δm>0采用此爱聊累加成型原理,不同原理采用不同的形成工艺方法,Δm<0主要指切削加工。
机械加工方法主要有:车削、铣削、磨削、钻削、镗削及特种加工。
*车削主要加工面:车端面,车圆面,加工偏心轴、(加工锥面、钻孔)。
车削加工的特点:工件旋转形成主切削运动,刀具完成进给运动。
按照铣削时主运动速度方向与工件进给方向的相同或相反,可分为顺铣和逆铣,生产中多采用逆铣。
铣削的特点:铣刀的旋转形成主运动,工具完成进给运动。
特种加工方法区别于传统切削加工方法,是利用化学,物理(电、声、光、热、磁)或电化学方法对工件材料进行去除的一系列加工方法的总称。
包括:电火花加工、电解加工、激光加工、超声波加工、(化学加工、电接触加工、磨料流加工、电子束加工、液体喷射加工等)。
不全电火花加工是利用工具电极和工件电极间瞬时火花放电所产生的高温,溶蚀工件材料来获得工件成形的。
其加工机床一般由脉冲电源、自动进给机构、机床本体及工作液及其循环过滤系统等部分组成。
电解加工是利用金属在电解液中产生阳极溶液的电化学原理对工件进行成形加工的一种方法。
工件接直流电源正极,工具接负极。
电解加工的特点:1)工作电压小(6—24V)、工作电流大(500—20000A)2)能以简单的进给运动一次加工出形状复杂的型面或型腔3)可加工难加工材料4)生产效率高5)加工中无机械切削力或切削热6)平均加工公差可达±左右7)附属设备多、占地面积大、造价高8)电解液既腐蚀机床又容易污染环境激光加工的特点:1)不需要加工工具2)功率密度高3)非接触加工,工件无受力变形4)激光打孔、切割的速度很高5)可穿过透明介质进行加工激光加工应用于金刚石拉丝模、钟表宝石轴承、发散是冷气冲片的多孔蒙皮、发动机喷油嘴、航空发动机叶片等小孔加工,以及多种金属材料和非金属材料的切割加工。
