张文格 CW6163车床电气控制柜设计图 原理图
- 格式:pdf
- 大小:79.33 KB
- 文档页数:1
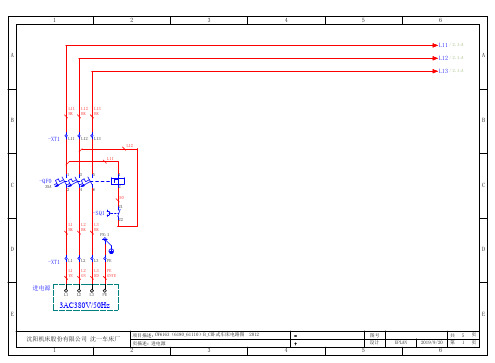
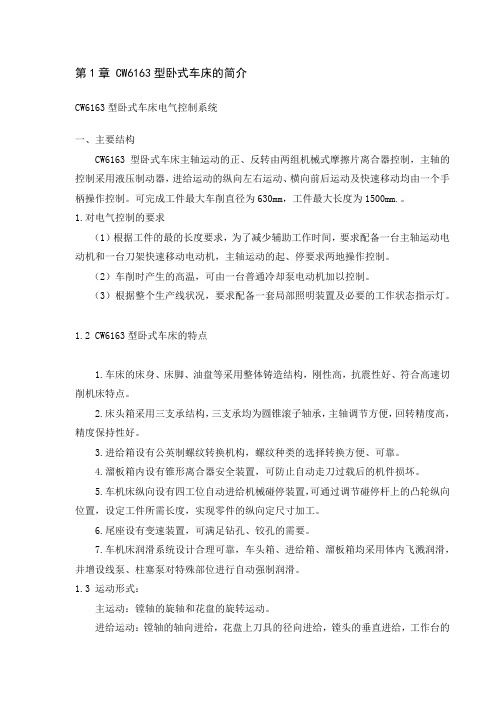
Cw 6163 卧式车床电机控制电气原理图
1、主电路设计根据电气传动的要求,由接触器KM1、KM
2、KM3分别控制电动机M1、M2、M3的起动停止,由于三台电动机功率都不是很大,为了简化控制线路,我们
对三台电动机均采用直接启动方式。
如图1所示。
电动机
采用直接起动的一般界限,即“起动方式的选取不仅要考虑
电动机的容量(一般5kW以下的电动机用直接起动,10kW 以上的电动机用降压起动),还要考虑电网的容量。
不经常
起动的电动机可直接起动的容量为变压器容量的30%;经常起动的电动机可直接起动的容量为变压器容量的20%。
”尽管本案例主电动机功率略大于10kW,但超过不多,且其它两台电动机功率较小,为了简化控制线路,减少故障源和
故障概率,可以采用直接启动方式。
机床的三相电源由开
关Q引入。
主电动机M1的过载保护由两相热继电器KR1实现,它的短路保护可由机床所在电网系统中的前一级配
电箱中的熔断器充任。
冷却泵电动机M2的过载保护由热继电器KR2实现。
快速移动电动机M3由于是短时间工作,
不设置过载保护。
电动机M2、M3共同设置短路保护的熔
断器FU1。
图1主电路及控制线路设计。
Cw 6163 卧式车床电机控制电气原理图
1、主电路设计根据电气传动的要求,由接触器KM1、KM
2、KM3分别控制电动机M1、M2、M3的起动停止,由于三台电动机功率都不是很大,为了简化控制线路,我们对三台电动机均采用直接启动方式。
如图1所示。
电动机采用直接起动的一般界限,即“起动方式的选取不仅要考虑电动机的容量(一般5kW以下的电动机用直接起动,10kW 以上的电动机用降压起动),还要考虑电网的容量。
不经常起动的电动机可直接起动的容量为变压器容量的30%;经常起动的电动机可直接起动的容量为变压器容量的20%。
”尽管本案例主电动机功率略大于10kW,但超过不多,且其它两台电动机功率较小,为了简化控制线路,减少故障源和故障概率,可以采用直接启动方式。
机床的三相电源由开关Q引入。
主电动机M1的过载保护由两相热继电器KR1实现,它的短路保护可由机床所在电网系统中的前一级配电箱中的熔断器充任。
冷却泵电动机M2的过载保护由热继电器KR2实现。
快速移动电动机M3由于是短时间工作,不设置过载保护。
电动机M2、M3共同设置短路保护的熔断器FU1。
图1主电路及控制线路设计。
CW6163车床电气控制系统设计说明书目录一、CW6163车床工艺概况▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪1二、主电路、控制电路原理图设计▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪1三、元器件选择▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪3四、控制系统元件明细表▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪4五、电气控制系统布置图▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪5六、电气控制系统接线图▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪6七、总体方案设计▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪▪6一、CW6163车床工艺概况1、CW6163车床结构简介CW6163型普通车床可用于各种回转体零件的外圆、内孔、端面、锥度、切槽及公制螺纹、径节螺纹等的车削加工,此外还可以用来进行钻孔、铰孔、滚花等加工,他主要由车身、主轴变速箱、进给箱、溜板箱、溜板、丝杠和刀架等几部分组成,外形如图所示:CW6163型车床的外形车削加工的主运动是主轴通过卡盘或尖顶带动工件的旋转运动吧,由主轴电动机通过带传动传到主轴变速箱实现旋转。
车削加工一般不要求反转,但在加工螺纹时,为避免乱扣,要反转退刀。
加工螺纹时,工件旋转速度与刀具的移动速度之间有严格的比例关系。
为此,溜板箱与主轴变速箱之间通过齿轮传动连接。
进给运动也由主轴电动机驱动,主轴电动机属长期工作制。
车床刀架的快速移动由一台单独的电动机拖动。
进行车削加工时,刀架的温度高,需要冷却液进行冷却。
为此,车床备有一台冷却泵电动机,为车削工件时输送冷却液,冷却泵电动机采用笼型异步电动机,属长期工作制。
2、电动机铭牌参数M1-主电动机:Y160M-4,11 kW,380V,23.0A,1460 r/min,使工件旋转。
M2-冷却泵电动机:JCB-22,0.15kW,380V,0.43A,2790 r/min,供给冷却液。


目录引言·············································第1章 CW6163卧式车床概述·····················第2章电动机及其它电器元件的选择··················第3章电气传动方案····································第4章电气控制线路设计····························结束语····································参考文献·········································题目:CW6163型卧式车床电气控制电路设计摘要:机床电气控制线路设计是高职机械专业学生完成大学课程之后进行的,学生已经掌握了机械制造、机械加工的一些基本技能,从事机床控制电路的设计是对以前所学的电气知识的综合回顾和复习,以后对各种机床控制电路都可以做到触类旁通,能自己动手设计电路,也能排除相关电气故障。
第1章 CW6163型卧式车床的简介CW6163型卧式车床电气控制系统一、主要结构CW6163型卧式车床主轴运动的正、反转由两组机械式摩擦片离合器控制,主轴的控制采用液压制动器,进给运动的纵向左右运动、横向前后运动及快速移动均由一个手柄操作控制。
可完成工件最大车削直径为630mm,工件最大长度为1500mm.。
1.对电气控制的要求(1)根据工件的最的长度要求,为了减少辅助工作时间,要求配备一台主轴运动电动机和一台刀架快速移动电动机,主轴运动的起、停要求两地操作控制。
(2)车削时产生的高温,可由一台普通冷却泵电动机加以控制。
(3)根据整个生产线状况,要求配备一套局部照明装置及必要的工作状态指示灯。
1.2 CW6163型卧式车床的特点1.车床的床身、床脚、油盘等采用整体铸造结构,刚性高,抗震性好、符合高速切削机床特点。
2.床头箱采用三支承结构,三支承均为圆锥滚子轴承,主轴调节方便,回转精度高,精度保持性好。
3.进给箱设有公英制螺纹转换机构,螺纹种类的选择转换方便、可靠。
4.溜板箱内设有锥形离合器安全装置,可防止自动走刀过载后的机件损坏。
5.车机床纵向设有四工位自动进给机械碰停装置,可通过调节碰停杆上的凸轮纵向位置,设定工件所需长度,实现零件的纵向定尺寸加工。
6.尾座设有变速装置,可满足钻孔、铰孔的需要。
7.车机床润滑系统设计合理可靠,车头箱、进给箱、溜板箱均采用体内飞溅润滑,并增设线泵、柱塞泵对特殊部位进行自动强制润滑。
1.3 运动形式:主运动:镗轴的旋轴和花盘的旋转运动。
进给运动:镗轴的轴向进给,花盘上刀具的径向进给,镗头的垂直进给,工作台的横向进给和纵向进给。
辅助运动:工作台的旋转,后立柱的水平移动,尾架的垂直移动及各部分的快速移动。
1.主轴旋转和进给都应有较大的调速范围;双速鼠笼式异步电动机,机电联合调速2.进给运动和主轴及花盘的旋转采用同一台电动机拖动,主电动机能正反转,并可调速,高速运转应先经过低速起动,各方向的进给应有联锁。

图2-1 主轴电机和冷却电机等部分主电路控制原理图
图2-1 数控系统接口与控制电路图
(a) 来自图2-26的数控系统主轴及润滑控制接口电路 (b) 控制电路图
来自图2-33变压器 T2输出的交流110V 主轴电机正反转控制
主轴电机 制动控制 冷却电机正 转及其制动
数控系统 直流24V
数控系统控制主 轴电机正转反转
数控系统控制 主轴电机制动 数控系统控制冷却电机制动
14 15
16 17 18 19 20 21 23
22 (a)
J 1 +24V M03 M04 M05 M08
J 2 J 3 J 4
(b)
KM 1
KM 2 KM 3 KM 4
FR 1
J 3
J 1
KM 2
J 2
KM 1
FR 1
J 4
B 1 B 2
110V ~
F 3 F 4 F 5 F 6
KM 1 2 × 16 2 2
KM 2 3 × 15 3 3 KM 3 5 × × 5 5 KM 4 7 × × 7 7
J 1 15 4 × ×
J 2 16 4 × ×
J 3 4 15 × ×
J 4 18 × × ×
(a) (b)
(c) (d)
图2-2 电气控制柜组装步骤
(a) 在电气柜安装板上合理布局电气元件 (b)固定导轨线槽,用螺丝固定四件电器
(c)按照原理图、接口与控制电路图接线 (d)电器柜组装完成后加线槽盖板即成
图2-3 CA6140普通车床数控改造后的CK6140B型数控车床图。
