脉冲清灰袋式除尘器电控系统设计
- 格式:docx
- 大小:353.53 KB
- 文档页数:43
![脉冲清灰袋式除尘器电控系统设计毕业设计[管理资料]](https://uimg.taocdn.com/4f42faeeb52acfc788ebc971.webp)
毕业设计脉冲清灰袋式除尘器电控系统设计毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
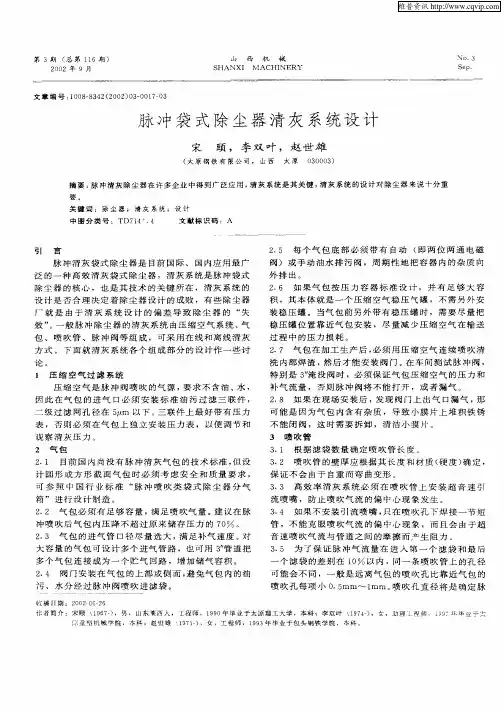
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:毕业设计(论文)任务书设计(论文)题目:脉冲清灰袋式除尘器电控系统设计系部:专业:班级:学生:指导教师(含职称):专业负责人:1.设计(论文)的主要任务及目标在对脉冲清灰袋式除尘器的结构与工作原理进行分析的基础上,设计出其电气控制系统,采用PLC作为电气控制系统的核心,编制程序并进行调试,并分析结果。
通过对脉冲清灰袋式除尘器电气控制系统的设计,加深对脉冲清灰袋式除尘器原理的理解,通过这次设计锻炼分析能力,提高解决问题实践能力,熟悉PLC在实际系统中的应用。
2.设计(论文)的基本要求和内容(1)脉冲清灰袋式除尘器结构与原理分析(2)脉冲清灰袋式除尘器电控系统配置(2)PLC输入、输出配置及控制程序(3)调试程序,分析结果。
3.主要参考文献[1]侯大刚、胡建鹏、梁显文,LMC低压长袋脉冲袋收尘器的设计特点[J]新世纪水泥导报,2004,(增刊):52-55[2] 徐平安、李青、田立忠,高温高效喷吹式袋收尘器在水泥厂的应用[A]中硅会环境保护分会2004年学术年会论文集[C].80-85[3] 周杰,唐必光,吴斐.大型袋式除尘器在火电厂烟气除尘中的应用前景【J】.发电设备,2004.6:364—366[4] 朱燕.袋式除尘器在火电厂的应用分析【J】.山西电力,2004,5:45.47[5] 杨玉军.袋式除尘器在燃煤电厂中的应用叨.电力建设,2004,25(10):14.16[6] 宋颐,李双叶,赵世雄.脉冲袋式除尘器清灰系统设计【J】.山西机械,2002,3:17—19[7] 刘建华,贾云升,江家辉.脉冲袋式除尘器的清灰及检测技术【J】.中国环保产业,2008,l:36—39[8] 郝文阁,石伟,丁妹,赵光玲,裴莹莹.气箱式脉冲袋式除尘器清灰技术【J】.环境科学学报,2008,28(3):464-467[9] 张超.火电厂除灰阀门PLC控制系统的设计【D】.北京:华北电力大学,2002.[10] 吴中俊,:机械工业出版社,2003[11] . 北京:机械工业出版社,1996[12] :重庆大学出版社,2001[13] :电子工业出版社,2010[14]皮特鲁·泽拉(美).Programmable Logic :人民邮电出版社,1999[15] dustrial ectrostatic4.进度安排注:一式4份,系部、指导教师各1份、学生2份:[毕业设计(论文)]及答辩评分表各一份摘要国家对环保标准的要求越来越严,排放浓度由200mg/m3降为50mg/m3,很多小型电厂因排放达不到环保要求,被迫停产。
新型袋式除尘器脉冲控制仪的设计随着工业化的发展,工业生产中产生的粉尘污染也越来越严重,影响环境和人体健康。
除尘器作为解决工业生产中粉尘污染的重要设备,不断发展和完善。
新型袋式除尘器脉冲控制仪的设计,是一种针对袋式除尘器进行自动清灰的控制新技术。
本文将详细介绍新型袋式除尘器脉冲控制仪的设计。
一、脉冲喷吹清灰原理袋式除尘器最常用的清灰方式是脉冲喷吹清灰。
该方式可有效地清除袋子上的粉尘,使其不堵塞,达到高效除尘的目的。
脉冲喷吹清灰原理是,在除尘器的空气进口处安装压缩空气储罐,通过气路管路连接袋式除尘器上的膜式气包,当需要清灰时,由控制仪发送信号,开启脉冲电磁阀,使储罐中的压缩空气瞬间进入袋内,使袋子瞬间膨胀,产生冲击波,将袋子上的粉尘清除。
二、新型袋式除尘器脉冲控制仪的设计1、硬件设计新型袋式除尘器脉冲控制仪的硬件主要有以下几个部分:(1)运放电路:使用了LM358单电源双运放,其中一个运放放大控制信号,另一个运放为滤波电路,消除控制线路中的干扰与噪声。
(2)数字电路:使用STC89C52RC单片机,负责进行数据处理和控制清灰。
(3)驱动电路:使用三极管进行驱动压缩空气电磁阀,达到开关控制作用。
(4)显示电路:使用了1602液晶显示屏,可显示除尘器当前状态。
2、软件设计新型袋式除尘器脉冲控制仪的软件采用C语言编写,主要实现以下功能:(1)启动和停止控制:通过按键控制单片机的启动和停止,实现控制清灰的动作。
(2)清灰定时功能:设置清灰时间,控制单片机进行清灰操作。
(3)状态查询:控制单片机读取袋式除尘器当前状态,将其显示在液晶显示屏上。
三、新型袋式除尘器脉冲控制仪的应用新型袋式除尘器脉冲控制仪广泛应用于钢铁、冶金、水泥、化工等领域的除尘工程,并在工业自动化领域得到了广泛的推广。
由于其自动控制和精确的清灰时间,大大提高了袋式除尘器的运行效率,降低了能耗和维护成本。
四、总结新型袋式除尘器脉冲控制仪采用了现代化的控制技术,实现了自动化控制和高效除尘。
脉冲袋式除尘器设计方案脉冲袋式除尘器是工业生产中常用的一种除尘设备,主要用于粉尘、颗粒物的过滤和回收。
根据实际使用情况,设计方案如下:一、除尘器结构设计1. 外形尺寸:根据实际情况确定除尘器的尺寸,确保其在现场安装和使用时能够满足空间要求。
2. 除尘室:除尘室采用整体焊接结构,保证密封性能,避免漏风,减少能耗。
3. 滤袋支撑架:设计合理的滤袋支撑架,使滤袋能够牢固地固定在除尘器上,避免滤袋振动。
二、气流设计1. 进口气流速度:根据待处理气体的特性和处理要求确定进口气流速度,一般为1.5-2.5m/s。
2. 气流分布:合理设置气流分布板,使气流分布均匀,避免局部阻力大。
3. 出口气流速度:保持出口气流速度低于5m/s,避免粉尘再次扬尘。
三、脉冲系统设计1. 气箱:设计大容量的气箱,以储存压缩空气,实现对滤袋的脉冲清灰。
2. 脉冲阀:选择高效的脉冲阀门,确保清灰能够及时、彻底进行。
3. 控制方式:采用PLC控制系统,实现自动清灰和手动清灰两种方式的切换。
四、滤袋材质选择1. 材质选择:根据待处理气体的性质和颗粒物的大小选择合适的滤袋材料,一般采用聚酯纤维。
2. 滤袋规格:根据实际情况确定滤袋尺寸,确保对粉尘和颗粒物具有较好的过滤效果。
五、维护和保养1. 设计合理的检修孔和维护通道,方便设备的维护和保养。
2. 滤袋的定期清洗和更换,以保证除尘效果和设备的正常运行。
六、风机系统设计1. 风机功率:根据净化器的阻力损失计算风机所需的功率,保证风机的正常运行。
2. 风机选型:选择高效、低噪音的风机,确保设备的运行效率和环保性能。
通过以上的设计方案,脉冲袋式除尘器能够有效过滤粉尘和颗粒物,提高空气质量和环境安全性。
同时,设计合理的脉冲清灰系统和维护通道,方便设备的维护和保养,延长设备寿命。
脉冲袋式除尘器的PLC自动控制与应用脉冲袋式除尘器是一种广泛应用于工业生产中的重要设备,其主要作用是对工业生产过程中产生的粉尘进行有效的除尘处理,保障环境清洁和员工健康。
而要实现对脉冲袋式除尘器的自动控制,PLC技术就显得尤为重要。
本文将详细介绍脉冲袋式除尘器的工作原理、PLC自动控制系统的组成和工作流程,并对其在工业生产中的应用进行探讨。
一、脉冲袋式除尘器的工作原理脉冲袋式除尘器是一种基于滤料膜和压缩空气冲击的除尘设备,其工作原理如下:含有粉尘的气体进入脉冲袋式除尘器的箱体内,经过导流器分散均匀后进入滤料膜区域。
在滤料膜的作用下,粉尘被过滤并停留在袋式除尘器的滤袋上,而净化后的气体则通过出口排出。
随着粉尘不断在滤袋上积累,滤料膜的阻力也会逐渐增大。
当阻力达到一定数值时,需要进行清灰处理,以保证脉冲袋式除尘器的正常运行。
在清灰处理时,压缩空气被释放到滤袋内部,产生冲击波,从而使停留在滤袋上的粉尘脱落,通过排气口排出。
脉冲袋式除尘器的关键在于清灰处理的时机和方式,而这正是PLC自动控制系统所能够实现的。
二、PLC自动控制系统的组成和工作流程PLC(Programmable Logic Controller),即可编程逻辑控制器,是一种用于工业控制系统的数字化电子计算机。
其主要功能是通过数字化的化控制逻辑引导和控制执行各种工业生产过程,包括脉冲袋式除尘器的清灰处理过程。
PLC自动控制系统通常包括以下几个组成部分:1. 输入输出模块(I/O Module):用于接收和发送控制信号,对脉冲袋式除尘器的工作状态进行监测和控制。
2. 中央处理器(CPU):负责处理输入信号,并根据程序逻辑产生相应的输出信号,控制脉冲袋式除尘器的清灰处理过程。
3. 编程装置:用于编写、修改和传送控制程序,对脉冲袋式除尘器的清灰处理方法进行设定和调整。
PLC自动控制系统的工作流程如下:1. 输入模块接收脉冲袋式除尘器的工作状态信号,如滤料膜阻力、压缩空气供应状态等。
基于脉冲喷吹原理的袋式除尘器设计与优化袋式除尘器是一种常用的空气净化设备,被广泛应用于工业生产环境中。
它主要通过过滤和分离空气中的颗粒物,使空气质量达到环保要求。
基于脉冲喷吹原理的袋式除尘器具有高效、低能耗的特点,本文将围绕该原理展开对袋式除尘器的设计与优化的讨论。
一、设计原理基于脉冲喷吹原理的袋式除尘器设计,主要包括滤袋、风箱、脉冲阀和控制系统等组成部分。
其工作原理如下:1. 进料气流含有颗粒物进入除尘器,经过入口管井进入风箱。
2. 进料气流经过风箱被均匀分布到滤袋上方。
3. 在滤袋内,气流逐渐降速,颗粒物被阻留在滤袋表面。
4. 随着滤袋表面颗粒物的积累增加,阻力逐渐升高。
5. 当阻力达到设定值时,控制系统触发脉冲阀开启,通过喷气装置将压缩空气喷射到滤袋上,使滤袋扩张,颗粒物脱落。
6. 脱落的颗粒物通过排灰系统排出除尘器。
二、设计要点1. 滤袋材料选择:滤袋的材料应具有较好的耐高温和耐腐蚀性能,可以采用聚酯纤维、氨纶等材料。
同时,滤袋的表面光滑度应较高,以减少颗粒物的附着。
2. 滤袋布置方式:为了提高过滤效果,滤袋应尽量均匀分布,并保持一定的间距,避免彼此之间的堵塞。
3. 风箱设计:风箱应具有较好的气流分布特性,通过合理设计风道布局,使进料气流均匀分布到滤袋上方。
同时,风箱内部壁面光滑度应高,减少气流阻力。
4. 脉冲喷吹系统设计:脉冲喷吹系统应能够提供足够的压缩空气,并具有良好的调控性能。
脉冲阀的数量和间距需根据滤袋的布局以及颗粒物的沉积情况合理确定。
5. 控制系统:控制系统应具备自动调节功能,可以实时监测滤袋的阻力和清灰周期,并根据设定值来触发脉冲阀的开启。
三、优化方向基于脉冲喷吹原理的袋式除尘器存在一些问题,需要进行优化改进:1. 提高滤袋的清灰效果:通过调整脉冲喷吹参数,如喷射强度、喷射时间等,以及改善滤袋的布局和材料选择,可进一步提高清灰效果。
2. 降低能耗:可以通过设计合理的风箱和风道布局,减小气流阻力,降低风机功率,达到节能减排的目的。
脉冲袋式除尘器设计方案Document number:BGCG-0857-BTDO-0089-2022脉冲袋式除尘器设计方案脉冲袋式除尘器图样脉冲袋式除尘器脉冲袋式除尘器自五十年代问世以来,经国内外广泛使用,不断改进,在净化含尘气体方面取得了很大发展,由于清灰技术先进,气布比大幅度提高,故具有处理风量大、占地面积小、净化效率高、工作可靠、结构简单、维修量小等特点。
除尘效率可以达到99%以上。
是一种成熟的比较完善的高效除尘设备。
一、特点1、本采用分室停风脉冲喷吹清灰技术,克服了常规和分室反吹除尘器的缺点,清灰能力强,除尘效率高,排放浓度低,漏风率小,能耗少,钢耗少,占地面积少,运行稳定可靠,经济效益好。
适用于冶金、建材、水泥、机械、化工、电力、轻工行业的含尘气体的净化与物料的回收。
2、由于采用分室停风脉冲喷吹清灰,喷吹一次就可达到彻底清灰的目的,所以清灰周期延长,降低了清灰能耗,压气耗量可大为降低。
同时,与的疲劳程度也相应减低,从而成倍地提高滤袋与阀片的寿命。
3、检修换袋可在不停系统风机,系统正常运行条件下分室进行。
滤袋袋口采用弹性涨圈,密封性能好,牢固可靠。
滤袋龙骨采用多角形,减少了袋与龙骨的摩擦,延长了袋的寿命,又便于卸袋。
4、采用上部抽袋方式,换袋时抽出后,脏袋投入箱体下部灰斗,由人孔处取出,改善了换袋操作条件。
5、箱体采用气密性设计,密封性好,检查门用优良的密封材料,制作过程中以煤油检漏,漏风率很低。
6、进、出口风道布置紧凑,气流阻力小。
二、工作原理脉冲袋式除尘器设备正常工作时,含尘气体由进风口进入灰斗,由于气体体积的急速膨胀,一部分较粗的尘粒受惯性或自然沉降等原因落入灰斗,其余大部分尘粒随气流上升进入袋室,经滤袋过滤后,尘粒被滞留在滤袋的外侧,净化后的气体由滤袋内部进入上箱体,再由阀板孔、排风口排入大气,从而达到除尘的目的。
随着过滤的不断进行,除尘器阻力也随之上升,当阻力达到一定值时,清灰控制器发出清灰命令,首先将提升阀板关闭,切断过滤气流;然后,清灰控制器向脉冲电磁阀发出信号,随着脉冲阀把用作清灰的高压逆向气流送入袋内,滤袋迅速鼓胀,并产生强烈抖动,导致滤袋外侧的粉尘抖落,达到清灰的目的。
脉冲袋式除尘器的PLC自动控制与应用脉冲袋式除尘器是一种常见的工业除尘设备,主要用于清除工业生产过程中产生的粉尘和颗粒物。
它采用滤袋来捕集粉尘,并通过脉冲气流来清洁滤袋,保持设备的高效运行。
随着自动化技术的发展,PLC(可编程逻辑控制器)被广泛应用于脉冲袋式除尘器的自动控制系统中,提高了设备的稳定性和智能化程度。
本文将介绍脉冲袋式除尘器的工作原理、PLC自动控制系统的设计与应用,并探讨其在工业生产中的重要意义。
一、脉冲袋式除尘器的工作原理脉冲袋式除尘器主要由滤袋、清灰系统、气流控制系统和控制系统组成。
其工作原理如下:当含尘气体通过除尘器时,粉尘被滤袋捕获,干净的气体则通过除尘器排出。
随着时间的推移,滤袋表面的粉尘逐渐积累,会导致气体通道阻塞,影响除尘效果。
为了清洁滤袋,脉冲袋式除尘器通过清灰系统喷射脉冲气流,使滤袋膨胀,从而将粉尘抖落。
清灰系统的气流控制系统会根据滤袋的清洁情况来调节脉冲气流的喷射频率和时间,以确保设备的顺畅运行。
二、PLC自动控制系统的设计与应用在传统的脉冲袋式除尘器中,清灰系统的气流控制主要依靠手动操作或定时器控制,无法实现精准的清灰控制。
而引入PLC自动控制系统后,可以根据实际的滤袋清洁情况和生产环境的参数,精确控制脉冲气流的喷射条件,提高了除尘器的清洁效率和能耗利用率。
PLC自动控制系统的设计包括传感器的选择、控制逻辑的编写和人机界面的设计。
可以通过差压传感器或光电传感器来检测滤袋的清洁程度,实时监测除尘器的工作状态。
根据传感器的信号,PLC控制逻辑将根据设定的清洁条件和参数执行脉冲喷射命令,以保持滤袋的清洁状态。
在人机界面上可以设置清灰系统的工作模式、参数和报警功能,方便操作和监控。
引入PLC自动控制系统后,脉冲袋式除尘器将具有以下几点应用价值:1. 提高除尘效率:PLC自动控制系统可以根据实时的粉尘积累情况和气体通道状态来动态调节清灰系统的工作条件,确保滤袋的清洁度和除尘器的高效运行。
脉冲袋式除尘器的PLC自动控制与应用脉冲袋式除尘器是一种常见的空气污染治理设备,具有高效、节能、环保等特点,被广泛应用于工业生产中的粉尘净化。
通过PLC自动控制系统,可以实现除尘设备的自动化运行和监控,提高生产效率和操作便捷性。
PLC(可编程逻辑控制器)是一种专门用于工业自动化控制的计算机控制系统,具有逻辑判断和循环控制的功能,可实现多种控制模式。
在脉冲袋式除尘器的应用中,PLC可以通过传感器和执行器等外围设备进行信号的采集与控制,实现除尘设备的自动化调节和操作。
PLC自动控制系统可以实现除尘设备的启停控制。
通过监测设备状态和环境参数,如温度、压力等,PLC可以判断是否需要启动或停止除尘设备,并通过控制输出口控制电机的运行和阀门的开闭,实现设备的自动启停。
PLC自动控制系统可以实现脉冲清灰的自动控制。
在脉冲袋式除尘器中,定期对滤袋进行清灰是保证设备正常工作的重要环节。
传统的清灰方式通常是按时间间隔进行,而PLC自动控制系统可以根据实际工况和滤袋的灰尘积聚情况,通过传感器实时监测滤袋的压差,当压差达到一定数值时,PLC会发出清灰命令,打开脉冲阀,通过气袋将压缩空气喷射到滤袋上,清除滤袋上的灰尘,使其恢复吸附性能。
PLC自动控制系统还可以实现设备的故障报警和检修提示。
通过传感器实时监测设备运行状态和传递的信号,PLC可以判断设备是否存在故障,并通过报警装置发出报警信息。
在设备需要检修维护时,PLC可以发出相应的提示信息,提醒操作人员进行检修工作,确保设备的正常运行。
PLC自动控制系统在脉冲袋式除尘器的应用中,可以实现设备的自动化运行和监控,提高生产效率、减少操作人员的工作强度,并且具有故障检测和报警功能,保障设备的安全运行。
随着信息技术的发展和智能化的需求,PLC自动控制系统将在脉冲袋式除尘器领域中发挥更加重要和广泛的作用。
脉冲袋式除尘器方案设计系统1.21使用帮助脉冲袋式除尘器方案设计系统1.21版使用帮助王伟清二O一三年六月于常州目录一、概述........................................................................................ ‐ 2 ‐二、功能........................................................................................ ‐ 2 ‐2.1 适应多种需要的脉冲袋式除尘器总体方案设计方式......... ‐ 2 ‐2.2 多种规格的脉冲袋式除尘器方案总体设计......................... ‐ 5 ‐2.3 智能化的高效设计方式 ......................................................... ‐ 6 ‐三、系统操作.................................................................................. ‐ 6 ‐3.1 总体操作................................................................................ ‐ 6 ‐3.2 操作错误 .............................................................................. ‐ 13 ‐四、除尘器方案设计实例............................................................. ‐ 13 ‐五、其它说明................................................................................ ‐ 29 ‐王伟清wwq213312@/doc/bad68917b52acfc789e bc92d.html 常州一、概述“脉冲袋式除尘器方案设计系统”是一款针对大型脉冲袋式除尘器设计而开发的软件系统,该系统能实现各种规格和要求的大型脉冲袋式除尘器的总体方案设计,具有准确、快速、高效、智能化的特点,能在方案设计完毕后输出Word技术参数表和设备价格表,企业版还能输出设计方案图。
脉冲袋式除尘器的PLC自动控制与应用脉冲袋式除尘器是一种用于处理工业生产中粉尘污染的设备,它通过吸附、过滤和清洁工作场所中的空气,从而保护环境和工人健康。
在传统的脉冲袋式除尘器中,通常需要手动操作控制系统来清理滤袋,这不仅增加了操作人员的劳动强度,而且也降低了设备的工作效率。
为了解决这一问题,现代化的脉冲袋式除尘器通常采用PLC自动控制系统,这种系统能够在不需要人工干预的情况下,对滤袋进行自动清理,从而提高了设备的清洁效率和工作效率。
一、脉冲袋式除尘器的工作原理脉冲袋式除尘器通过脉冲气流清灰系统对滤袋进行自动清洁,从而保持除尘器的高效运转。
当污染气流通过滤袋时,粉尘颗粒会被滤袋捕获,而清洁气流则通过滤袋进入集尘室,最终排出去。
但随着时间的推移和工作的持续,滤袋表面上会积聚大量的粉尘,这使得滤袋的过滤能力逐渐降低。
为了保证设备的高效运转,需要对滤袋进行定期清洁。
二、PLC自动控制系统的作用PLC自动控制系统是一种计算机控制技术,它能够对设备进行智能化管理和控制。
在脉冲袋式除尘器中,PLC自动控制系统能够根据设定的时间间隔或者压力差来对滤袋进行自动清洁,而无需进行人工干预。
这种自动控制系统不仅可以提高设备的清洁效率和工作效率,还可以降低人工成本,减少设备的故障率,提高设备的可靠性。
在现代化的工业生产中,脉冲袋式除尘器广泛应用于钢铁、矿山、化工、水泥、冶金等行业,以处理工业排放中的颗粒物。
在这些行业中,粉尘污染是一个严重的问题,而脉冲袋式除尘器可以有效地解决这一问题。
结合PLC自动控制系统,可以使脉冲袋式除尘器达到更高的清洁效率和工作效率。
PLC自动控制系统还可以实现智能化的远程监控和管理。
通过互联网或者局域网,工厂的管理人员可以实时监测脉冲袋式除尘器的工作状态,并及时对设备进行调整和维护。
这种远程监控和管理方式不仅能够提高设备的运行效率,还可以提高工作人员的安全性和舒适性。
相比传统的手动控制系统,PLC自动控制系统具有以下几个优势:1、可靠性高:PLC自动控制系统采用先进的传感器技术和控制算法,能够实现精准的实时监测和控制,提高设备的工作可靠性。
脉冲袋式除尘器的PLC自动控制与应用脉冲袋式除尘器是一种高效的除尘设备,可以广泛应用于钢铁、化工、建材、电力等行业。
PLC自动控制技术的应用可以提高设备的运行效率和稳定性,为企业节省能源成本,保障环境安全。
本文将从PLC自动控制的原理和脉冲袋式除尘器的工作原理两方面进行探讨,介绍其在脉冲袋式除尘器中的应用和优势。
一、PLC自动控制的原理PLC全称可编程逻辑控制器,是一种以数字电路为基础、以微处理器为核心的工业控制设备,广泛应用于制造业、化工、石油、电力等行业。
PLC自动控制技术的主要原理是将数字电路、微处理器和接口电路结合在一起,构成一台控制系统。
通过编写程序,PLC控制器可以实现自动控制、远程监控、数据采集、参数调节等功能。
PLC控制器具有模块化设计、高可靠性、易于扩展等特点,在工业生产过程中广泛应用。
PLC控制器通过检测传感器信号、作出判断和决策,控制执行器输出指令,达到自动控制的目的。
在脉冲袋式除尘器中,PLC自动控制技术可以实现自动清灰、自动调节气门、自动报警等功能,提高设备的稳定性和效率。
二、脉冲袋式除尘器的工作原理脉冲袋式除尘器是一种常用的干式除尘设备,适用于处理各种粉尘、烟尘等污染物质。
脉冲袋式除尘器的工作原理是,当含粉尘的气体通过布袋时,粉尘被滞留在布袋上,而洁净气体则从出口排出。
当布袋粘附的粉尘达到一定程度时,需要清除。
此时,控制器向气袋喷嘴发送压缩空气,空气冲击滤袋,使粉尘脱落到灰斗中,然后通过螺旋输送机或气力输送系统排出。
脉冲袋式除尘器具有高效、节能、操作简单等优点,被广泛应用于工业环保领域。
但在实际应用中,由于生产工况的变化、布袋沾污情况等原因,控制系统需要不断地调节和优化。
脉冲袋式除尘器的PLC自动控制技术可以实现实时监测、自动调整,保证设备的优秀性能。
1. 自动清灰PLC自动控制技术可以实现脉冲袋式除尘器的自动清灰功能。
当滤袋中粉尘积累到一定程度时,PLC控制器会向气袋喷嘴发送压缩空气,清除粉尘。
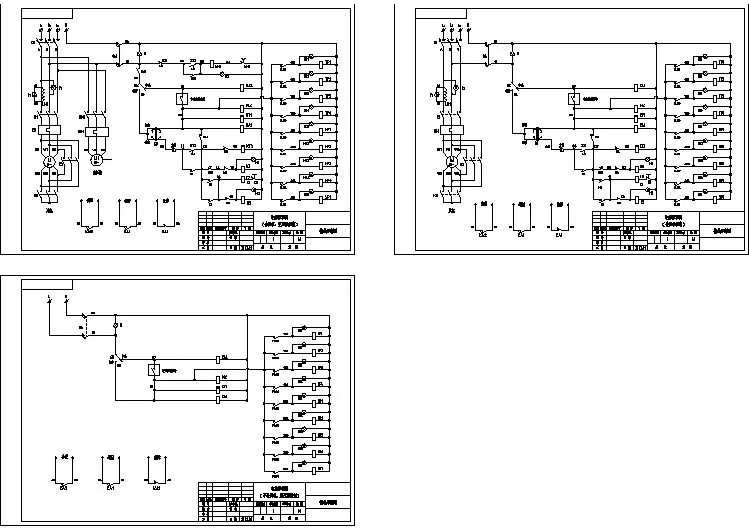
毕业设计脉冲清灰袋式除尘器电控系统设计学生姓名学号系部:专指导教师:二○年月毕业设计(论文)任务书设计(论文)题目:脉冲清灰袋式除尘器电控系统设计系部:专业:班级:学生:指导教师(含职称):专业负责人:1.设计(论文)的主要任务及目标在对脉冲清灰袋式除尘器的结构与工作原理进行分析的基础上,设计出其电气控制系统,采用PLC作为电气控制系统的核心,编制程序并进行调试,通过对脉冲清灰袋式除尘器电气控制系统的设计,加深对脉冲清灰袋式除尘器原理的理解,通过这次设计锻炼分析能力,提高解决问题实践能力,熟悉PLC在实际系统中的应用。
2.设计(论文)的基本要求和内容(1)脉冲清灰袋式除尘器结构与原理分析(2)脉冲清灰袋式除尘器电控系统配置(2)PLC输入、输出配置及控制程序(3)调试程序,3.主要参考文献[1]侯大刚、胡建鹏、梁显文,LMC低压长袋脉冲袋收尘器的设计特点[J]新世纪水泥导报,2004,(增刊):52-55[2] 徐平安、李青、田立忠,高温高效喷吹式袋收尘器在水泥厂的应用[A]中硅会环境保护分会2004年学术年会论文集[C].80-85[3] 周杰,唐必光,吴斐.大型袋式除尘器在火电厂烟气除尘中的应用前景【J】.发电设备,2004.6:364—366[4] 朱燕.袋式除尘器在火电厂的应用分析【J】.山西电力,2004,5:45.47[5] 杨玉军.袋式除尘器在燃煤电厂中的应用叨.电力建设,2004,25(10):14.16[6] 宋颐,李双叶,赵世雄.脉冲袋式除尘器清灰系统设计【J】.山西机械,2002,3:17—19[7] 刘建华,贾云升,江家辉.脉冲袋式除尘器的清灰及检测技术【J】.中国环保产业,2008,l:36—39[8] 郝文阁,石伟,丁妹,赵光玲,裴莹莹.气箱式脉冲袋式除尘器清灰技术【J】.环境科学学报,2008,28(3):464-467[9] 张超.火电厂除灰阀门PLC控制系统的设计【D】.北京:华北电力大学,2002.[10] 吴中俊,黄永红.可编程控制器原理及应用.北京:机械工业出版社,2003[11] 雷声.电力控制与PLC应用. 北京:机械工业出版社,1996[12] 廖长初.可编程序控制器的编程方法与工程应用.重庆:重庆大学出版社,2001[13] 卢巧.[14]皮特鲁·泽拉(美).Programmable Logic Controllers.北京:人民邮电出版社,1999[15] H.J.White.In dustrial ectrostatic Precipitation.Addison-Wesley.ReadinMass.1963 4.进度安排注:一式4份,系部、指导教师各1份、学生2份:[毕业设计(论文)]及答辩评分表各一份摘要国家对环保标准的要求越来越严,排放浓度由200mg/m3降为50mg/m3,很多小型电厂因排放达不到环保要求,被迫停产。
研究开发技术先进、具有市场竞争力的小型袋式除尘器具有重要的意义。
论文介绍了袋式除尘器在国内外的研究现状,概述了不同除尘方式的特点,详细分析了脉冲袋式除尘器的结构、工作原理和工艺流程,对袋式除尘器控制系统进行了仿真测试,运行效果良好。
关键字:脉冲袋式除尘器,PLC控制,除尘方式,仿真试验ABSTRACTWith the higher and higher requirement on the environmental protectionstandards,some small power plants have to stop production because they can not meet the environ mental requirement,because the releasing concentration decreases from 200mg/m3to 50mg/m3.Thus,it is quite meaningful to develop the advancedminiature bag filters which have high market competitive ability.In this paper,the author briefly introduces the studies on bag filters at home and on abroad,illustrates the features of different filtering methods,and analyzes the structure,working principle and technological process of pulse bag filtersThe control system of the bag filter is simulated and the operation effect is good.Key words: Pulse Packs Dust Catcher,PLC Control,filtering methods,simulate目录第1章绪论 (3)1.1 安装除尘设备的目的 (3)1.2 袋式除尘器在电厂的应用情况 (4)1.3 除尘技术的发展现状 (4)1.3.1 除尘方式 (4)1.3.2 电除尘和袋式除尘的比较 (5)第2章 PLC的介绍 (7)2.1 PLC技术在除尘器中的应用 (7)2.1.1 PLC的发展及特点 (7)2.1.2 PLC的优点 (7)2.2 PLC与其它工业控制装置的比较 (8)第3章脉冲清灰袋式除尘器 (10)3.1 脉冲清灰袋式除尘器的结构 (10)3.2 工作原理 (12)第4章总体控制系统 (13)4.1 控制系统 (13)4.1.1 组成 (13)4.1.2 主要控制功能 (14)4.2 清灰系统 (14)4.2.1 清灰原理 (14)4.2.2 喷吹动作流程 (14)4.3 清灰检测 (15)第5章电控系统的硬件设计 (16)5.1 电控系统配置 (16)5.2 系统报警状态 (17)5.3 烟气检测控制系统 (18)5.4 除尘喷吹控制系统 (19)第6章系统的软件设计 (20)6.1 软件设计的内容 (20)6.2 欧姆龙CX Programmer编程软件的介绍 (20)6.2.1 CX-P编程软件的主要功能 (20)6.2.2 CX-P编程软件的使用 (22)6.3 控制系统的程序框图 (23)6.4 控制系统PLC程序设计 (24)6.5 系统调试与结论 (34)6.5.1 仿真测试 (34)6.5.2 结论 (34)参考文献 (35)致谢 (36)附录 (37)第1章绪论1.1 安装除尘设备的目的在国内的工业除尘设备制造行业、以及广大的除尘设备用户中,普遍存在一种误解,即除尘设备并非主要的生产设备。
安装除尘设备的主要目的,仅仅是为了达到环保执法单位的要求,从而减少企业的排污费用负担、保证企业的正常生产。
但事实上,在更多的行业中,除尘设备的确是主要的产品生产加工设备。
在这些生产工序中,除尘设备的效率将直接影响到企业的生产产量。
这些除尘设备的主要功能是在各道工序中对粉末产品进行回收,回收后的粉末经过进一步的加工处理将作为成品推出市场。
这些工业包括水泥、碳黑、石棉、塑料、石灰、陶瓷、制药、粮食、奶粉、烟草、有色金属冶炼、稀有土矿加工等等。
除尘设备在以上各行业的应用中,普遍称为收尘器。
在另一种需要高效率除尘设备的工业领域中,除尘设备的主要用途是保障产品质量、保护下一道工序生产设备的正常运作,以及保护厂区内生活环境和员工的身体健康。
例如:电子制造业的真空房、医院、科学实验室等无尘环境的进气通风口除尘;燃气轮机(GTS)的入口气体过滤;空分净化;回收高炉煤气进入发电机(TRT)系统前的气体净化,以及车间内烧焊、喷沙、喷涂气体和焚化炉有毒气体的净化除尘等等。
以上各种除尘和净化设备的应用,远远跨越一个企业对国家的环保责任,同时也涉及到企业对其职工应承担的劳保责任,对其生产设备的应用维护以及建立保证产品质量的现代化管理制度。
如果除尘设备在以上工序中失效,将导致企业蒙受巨大的时间,金钱和名誉损失。
在中国进入WTO以后,国内对大气排放要求将会逐渐与欧美各国的排放水平接轨。
目前,欧共体的平均排放要求是低于20mg/m3。
如果需要达到此水平,应用目前的科技也只有采用高效的滤袋除尘器。
因此,国内各有关环保组织正在大力呼吁和推广滤袋除尘器代替静电除尘器,应用在电厂燃煤锅炉的除尘系统上。
最后,根据2000年9月1日实施的《中华人民共和国大气污染防治法》中第十四、十五条规定,国家将按照各企业的大气污染物排放总量征收排污费。
只有使用高效率、高质量的除尘设备才能够长期为企业节省排污费用。
由上可见,除尘设备并不仅仅是一种辅助设备。
它在各种工业环境中,将对企业产品的质量和产量,生产运作费用,厂房内外环境,以及职员的安全和设备的维护保养起到关键性作用。
1.2 袋式除尘器在电厂的应用情况环境保护现在已成为全世界的一个重要课题。
我国是以煤炭为主要能源的国家之一,资源的国情决定我国能源结构是以火电为主、水电为辅、核电风能作补充,电力结构发展很不平衡。
预计在近十年内火力发电所占的比重仍将在70%以上。
如果我国要保持7%的经济增长速度,每年就要新增装机容量约25000MW,其中,火电厂要新增装机约18000MW。
新增的燃煤锅炉每年耗标准煤约5000万吨,这将产生大量含尘烟气。
据统计,我国90%二氧化硫、67%氮氧化物、70%烟尘排放量来自于煤炭的燃烧。
其中,燃煤电站、燃煤工业锅炉、燃煤炉窑等烟气排放污染问题最为突出。
随着我国社会、经济的不断发展和人民生活水平的不断提高,国家对烟尘的排放标准也将越来越严格,因此,这些含尘烟气都要经过高效除尘器处理后才能够排放。
从目前的技术来看,静电除尘器和袋式除尘器将分享这块市场,但是一批老除尘器会改造成袋式除尘器,预计今后袋式除尘器将会得到较大的发展随着环保标准的不断提高以及袋式除尘技术的不断发展,袋式除尘器在火电厂锅炉中应用潜力很大,具有广阔的发展空间。
我国的火电厂大型燃煤锅炉除尘,是高效除尘设备的巨大市场。
由于种种原因,我国的袋式除尘器在这个市场还未打开局面,而国外发达国家火电厂除尘、脱硫,袋式除尘器占有相当的份额,特别是澳大利亚火电厂除尘,绝大多数都采用袋式除尘器,运行稳定,效果良好。
目前我国对烟气中的S0加强控制,粉尘比电阻上升,使得电除尘器的应用2变得困难和不经济,袋式除尘器成为合理的选择。
1.3 除尘技术的发展现状我国从上世纪50年代,特别是从改革开放以来,广泛引进国外的先进除尘技术,并通过进一步开发研制取得了迅猛的发展,目前已接近世界先进水平。