镀银玻璃镜镜子检验规范
- 格式:docx
- 大小:23.93 KB
- 文档页数:8

镀膜玻璃检验规则RDBL/WJ-7.5.1-15一、做好生产前的准备工作1、根据派产单要求,落实基片。
重点注意五件事:⑴如合同为配片,必须保证本次和上次基片为同一生产厂家。
如采用不同厂家的基片应先做颜色对比测试,确定透光率、L*、a*、b*等光学指标的偏差均小于1.0,方可通知切裁。
⑵镀膜使用的基片应为下线不超4周的浮法玻璃,如有超期,需在生产前进行清洗验收。
对明显有纸纹和霉点的玻璃禁止使用,如有轻微发霉,则请示主管领导同意后,在磨料罐中加适量抛光粉。
⑶钢化或切裁过来的半成品玻璃,提前签收,在玻璃签收本上按架做好签收记录,并根据合同捡单打印尺寸标签、粘贴标签,标签必须贴在锡面。
⑷如有异形玻璃,根椐派产单要求,按图纸复核尺寸及该镀那个面,贴好尺寸标签。
⑸对于来料加工,要对清洗后的玻璃认真检验,检验内容包括纸纹、霉点、划伤、爆边、裂纹、缺角、弯曲、表面污染等,填写《顾客提供产品报告单》,如客户在现场,则请代表当场签字。
如客户不在我公司,则转由业务科发传真要求对方确认。
2、根据派产单加工要求,准备工艺资料。
⑴核实派产单指定的膜系,把相应的颜色标准提前输入色谱仪,并记录档位。
⑵如为配片合同,则调用该客户上一次的生产记录。
如不配片,写有“颜色同本厂”,则调用最近期生产的与本厂标准最接近的此种产品的生产记录。
统计上次生产的偏差方向和偏差范围,并做好记录以备生产时使用。
⑶如为来样生产,则进行采样测试,获取来样的R□、T、Rg 、Rf;L*g、a*、b*g;l*f、a*f、b*f,并做好记录,以便以此为标准进行调试和生产。
如按样验收,封样应封荣达试样。
二、准备工作做好后开机调试1、先把等待室南面的空气净化打开。
2、配合工艺员,调试小片。
(1)按照《检测仪器操作指导书》要求标定好色谱仪并调到事先录入标准的档位。
(2)逐锅测试小片中间位置颜色偏差值,并及时与工艺员沟通,当单项色差不超过1.0、综合色差△E*≤2.0且偏差方向和偏差范围与上次生产记录一致时认为小片初步达标,此时再检测边部颜色是否达标。

镀银玻璃镜中华人民共和国建材行业标准C/T871-2000镀银玻璃镜 Silver coated glass mirror2000-12-25发布 2001-05-01实施1、范围本标准规定了镀银玻璃镜的标记、试验方法、检验规则及包装、标志、运输和贮存等。
本标准适用于以玻璃为基片,镀覆金属薄墨、铜膜和保护漆,在室内使用的镀饮玻璃镜片。
2、引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T1764-1979 漆膜厚度测定发法GB/T1771-1991 色漆和清漆耐中性盐雾性能的测定(eqv ISO 7253:1984)GB/T2680-1994 建筑玻璃可见光直接透射比、太阳能总透射比、紫外线透射比及有关窗玻璃参数的测定(neq ISO 9050:1990)GB11614-1999 浮法玻璃3、分类按颜色分:无色银镜;有色银镜。
按厚度分:2mm、3mm、4mm、5mm、6mm、8mm、10mm。
4、定义4.1 镀银玻璃镜 silver coated glass mirror在优质浮法玻璃或磨光玻璃基片上镀有一层反光的银层,银层上镀一层铜,再以镜背漆为保护层的镜子,简称银镜,代号为SGM。
4.2 固定尺寸 regular size固定尺寸是镜子的出厂尺寸,形状为矩形或其他形状。
4.3 标准尺寸 standard size标准尺寸是镜子生产过程中的常规尺寸。
固定尺寸可由标准尺寸改裁。
5、产品标记产品标记由产品名称、代号及规格尺寸三部分组成。
标记示例:长为2000mm,宽为1500mm,厚为5mm镀银玻璃镜标记为:镀银玻璃镜SGM-2000*1500*56、技术要求6.1 原材料6.1.1 玻璃原片采用GB11614标准中规定的浮法玻璃制镜级或相当于浮法玻璃制镜级的玻璃原片或磨光玻璃。
镀膜玻璃检验标准镀膜玻璃是一种在玻璃表面涂覆一层特殊材料的工艺,通过这种方式可以改善玻璃的光学性能、耐蚀性和耐磨性。
镀膜玻璃广泛应用于建筑、汽车、家电等领域,因此对其质量进行检验是非常重要的。
本文将介绍镀膜玻璃的检验标准,以帮助相关行业人士更好地了解和掌握镀膜玻璃的质量要求。
1. 外观检验。
首先,对镀膜玻璃的外观进行检验是非常重要的。
外观检验主要包括表面平整度、无划痕、无气泡、无色差等方面。
在检验时,应将玻璃放置在光线充足的环境下,通过肉眼观察玻璃表面是否存在明显的瑕疵,如划痕、气泡或色差。
同时,还可以利用专业仪器进行表面平整度的检测,确保镀膜玻璃的表面质量符合要求。
2. 光学性能检验。
其次,镀膜玻璃的光学性能也是需要进行检验的重点之一。
光学性能检验主要包括透光率、反射率、折射率等方面。
透光率是指光线穿过玻璃的能力,反射率是指光线从玻璃表面反射回来的比例,折射率是指光线穿过玻璃时的偏折程度。
这些参数的检验需要借助专业仪器进行测量,确保镀膜玻璃的光学性能达到标准要求。
3. 耐蚀性检验。
此外,镀膜玻璃的耐蚀性也是需要进行检验的内容之一。
耐蚀性检验主要包括耐酸碱性、耐盐雾性、耐磨性等方面。
这些性能的检验可以通过将镀膜玻璃置于酸碱溶液中、盐雾环境中或进行磨损测试,来评估其在不同环境下的耐蚀性能。
同时,还可以通过显微镜等仪器观察镀膜玻璃表面的变化,以确定其耐蚀性能是否符合标准要求。
4. 包装检验。
最后,对镀膜玻璃的包装也需要进行检验。
包装检验主要包括包装外观、包装完整性、包装标识等方面。
在检验时,应检查包装是否完好无损,标识是否清晰可辨,确保产品在运输和储存过程中不受损坏。
同时,还可以检查包装中是否有防震、防潮等保护措施,以确保产品的完整性和安全性。
综上所述,镀膜玻璃的检验标准涉及外观、光学性能、耐蚀性和包装等多个方面,需要借助专业仪器和设备进行检测。
只有严格按照标准要求进行检验,才能确保镀膜玻璃的质量达到预期,并满足不同领域的应用需求。

附件4镀银、导电氧化检验标准1 目的为了规范京信公司铝合金、铜合金、钢材等结构件和电子元器件镀银、导电氧化的质量要求,对镀银和导电氧化的产品接收标准作出明确界定,作为检验和判定的依据。
2 适用范围本标准适用于京信无源产品中结构件的表面等类划分及其外观质量要求。
本标准适用于对无源结构件电镀验收及产品的装配生产。
3总则3.1 原则:产品外观应美观,单独一零/部件的整体效果不能受到破坏,如果发现某一缺陷具有批量性问题,即便此缺陷属于“可接收”范围,也可以对该产品不予验收。
3.2 产品各部位表面按其在产品中所处位置和质量要求分类:A级表面:图纸要求电镀面,为产品性能要求镀银的表面,如:双工器腔体内部、双工器腔体外面装配接头面,盖板(接触腔体内侧面)、滤波器内部、接头内芯等B级表面:即图纸要求的电镀面,但是非性能要求镀银面,如:腔体顶面、螺钉孔位。
C级表面:即主要为非产品性能要求且非装配要求面,如:腔体减重面(见图中C点)例如:DU-G2005-D01/D02腔体3.3 凡是镀银层厚度在8μ 或8μ以上的均默认为有交调要求,镀银层要求为亚银;如果图纸有要求镀亚银或者镀亮银,均以图纸为准。
3.4 本标准若与图纸、相关检查及客户检验规定发生冲突时,以上述规定和图纸为准;有封样或图纸上有特殊要求的零部件,其对应的缺陷优先按其封样或技术要求的标准进行判断,如果此判断严重影响到性能,按照最严格的标准进行重新判断(标准依据:国家标准、行业标准、图纸、封样、本标准);其它结构件表面缺陷的程度不能超出本标准的要求,否则为不合格。
3.5 本标准所列的缺陷个数当在每一表面上超过2个时,每2个缺陷之间的距离必须大于10mm,否则视为同类缺陷,面积以其总和计。
3.6 凡是要求镀银的产品(包括亚银、亮银、半亚半亮银),要求烤贝纸密封包装,内含防潮珠(即要求对镀银层起到防潮防氧化的保护作用);要求能够在18~27℃,湿度为45~70%中存放3个月不变色,外观良好。


镜面镀膜玻璃(外观)质量检验标准
一、外观质量
1、软化伤:明显可视划伤不允许(如果长度不超过50mm,相互之间的距离不小于300mm,可以允许,但数量不能超过供货量的5% )。
2、硬划伤:用手指划过有被阻挡的感觉,或者颜色发白,划伤非常明显,不允许存在。
3、针孔:面积超过0.05mm²的针孔不允许存在
4、膜面缺失、透光:不允许
5、手印:不允许
6、辊子印:明显辊子印不允许
7、麻点:面积超过0.1mm²的不允许存在
8、镀膜面应均匀一致,膜面上不允许存在雾斑等可视缺陷及光变形
9、镀膜面为非辊子面
10、镀膜附着力:符合相关要求
二、检验方法:目视、测量
三、包装要求:玻璃镀膜后须采用EP膜间隔,间隔方式如下图:
四、颗粒度
全钢化,质量标准EN12150(颗粒度50×50mm范围内不少于40粒,为保险起见,建议不低于60粒)
示例:
泰安百超玻璃有限公司
2016.11.19。

镀银玻璃镜中华人民共和国建材行业标准C/T871-2000镀银玻璃镜 Silver coated glass mirror2000-12-25发布 2001-05-01实施1、范围本标准规定了镀银玻璃镜的标记、试验方法、检验规则及包装、标志、运输和贮存等。
本标准适用于以玻璃为基片,镀覆金属薄墨、铜膜和保护漆,在室内使用的镀饮玻璃镜片。
2、引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T1764-1979 漆膜厚度测定发法GB/T1771-1991 色漆和清漆耐中性盐雾性能的测定(eqv ISO 7253:1984)GB/T2680-1994 建筑玻璃可见光直接透射比、太阳能总透射比、紫外线透射比及有关窗玻璃参数的测定(neq ISO 9050:1990)GB11614-1999 浮法玻璃3、分类按颜色分:无色银镜;有色银镜。
按厚度分:2mm、3mm、4mm、5mm、6mm、8mm、10mm。
4、定义4.1 镀银玻璃镜 silver coated glass mirror在优质浮法玻璃或磨光玻璃基片上镀有一层反光的银层,银层上镀一层铜,再以镜背漆为保护层的镜子,简称银镜,代号为SGM。
4.2 固定尺寸 regular size固定尺寸是镜子的出厂尺寸,形状为矩形或其他形状。
4.3 标准尺寸 standard size标准尺寸是镜子生产过程中的常规尺寸。
固定尺寸可由标准尺寸改裁。
5、产品标记产品标记由产品名称、代号及规格尺寸三部分组成。
标记示例:长为2000mm,宽为1500mm,厚为5mm镀银玻璃镜标记为:镀银玻璃镜SGM-2000*1500*56、技术要求6.1 原材料6.1.1 玻璃原片采用GB11614标准中规定的浮法玻璃制镜级或相当于浮法玻璃制镜级的玻璃原片或磨光玻璃。
镀膜玻璃的检验标准
镀膜玻璃是一种经过特殊处理的玻璃制品,具有防紫外线、防眩光、隔热等功能,广泛应用于建筑、汽车等领域。
为了确保镀膜玻璃的质量,需要对其进行严格的检验。
下面将介绍镀膜玻璃的检验标准。
首先,对镀膜玻璃的外观进行检验。
外观检验包括观察玻璃表面是否平整,有
无气泡、裂纹、划痕等缺陷。
同时还要检查镀膜层的均匀性和透明度,确保镀膜玻璃的外观符合要求。
其次,进行光学性能检验。
光学性能是镀膜玻璃的重要指标之一,包括透光率、反射率、透射率等参数。
透光率是指光线穿过玻璃的比例,反射率是指光线被玻璃反射的比例,透射率是指光线穿过玻璃后的剩余比例。
这些参数直接影响镀膜玻璃的使用效果,因此需要进行精确的测试和检验。
另外,还需要对镀膜玻璃的耐候性进行检验。
镀膜玻璃通常用于户外环境,需
要具有较强的耐候性能,包括耐紫外线、耐腐蚀等特性。
通过模拟自然环境的测试,可以评估镀膜玻璃在不同环境条件下的性能表现。
此外,还要对镀膜玻璃的机械性能进行检验。
机械性能包括抗冲击性能、抗弯
曲性能等指标。
在使用过程中,镀膜玻璃可能受到外部冲击或受力,因此需要具有一定的机械强度,以确保使用安全。
最后,对镀膜玻璃的环保性能进行检验。
镀膜玻璃在生产过程中可能使用一些
化学物质,因此需要对其进行环保性能检验,确保符合相关的环保标准和法规要求。
综上所述,镀膜玻璃的检验标准涉及外观、光学性能、耐候性、机械性能和环
保性能等多个方面。
只有严格按照标准进行检验,才能保证镀膜玻璃的质量和性能符合要求,从而满足不同领域的应用需求。

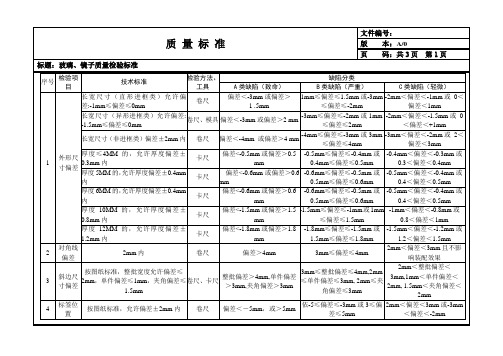
广丰工贸发展有限公司玻璃、镜子的检验标准
1、规格及公差按技术资料或图纸要求,有模具的参照模具;
2、相邻两边成90度,无倾斜现象(异形除外);
3、表面清洁无污渍,成像清晰无变形、重影现象;
4、玻璃、镜子表面无划伤、气泡、透底、四周无崩边、爆边现象;
5、车边均匀、无大小、宽窄不一现象,磨边要到位,无爆边、崩缺等不良现象;
6、玻璃摆放要整齐,中间防护得当,避免碰划伤;
7、镜子以抽检为主,抽检按照AQL抽样计划MIL-STD-105E中Ⅱ的一次抽样计划执行;符合要求的入库,不符合要求的退货;
8、经抽检合格的在加工过程中挑选出来的不合格品,统计好数量通知采购退回供应商;
9、当有新供应商或者出现异常情况时,外观实行全检,规格尺寸上的偏差导致的不良由生产部操作人员挑选出来清点数量通知采购退回供应商;
10、新供应商的产品趋于稳定后转为抽检为主;
11、所有外贸镜子上(正反面)不能出现中文字样,厂
内安装的除外;
品管部2017年5月11日。

精品文档
. 广丰工贸发展有限公司玻璃、镜子的检验标准
1、规格及公差按技术资料或图纸要求,有模具的参照模具;
2、相邻两边成90度,无倾斜现象(异形除外);
3、表面清洁无污渍,成像清晰无变形、重影现象;
4、玻璃、镜子表面无划伤、气泡、透底、四周无崩边、爆边现象;
5、车边均匀、无大小、宽窄不一现象,磨边要到位,无爆边、崩缺等不良现象;
6、玻璃摆放要整齐,中间防护得当,避免碰划伤;
7、镜子以抽检为主,抽检按照AQL抽样计划MIL-STD-105E 中Ⅱ的一次抽样计划执行;符合要求的入库,不符合要求的退货;
8、经抽检合格的在加工过程中挑选出来的不合格品,统计好数量通知采购退回供应商;
9、当有新供应商或者出现异常情况时,外观实行全检,规格尺寸上的偏差导致的不良由生产部操作人员挑选出来清点数量通知采购退回供应商;
10、新供应商的产品趋于稳定后转为抽检为主;
11、所有外贸镜子上(正反面)不能出现中文字样,厂内安装的除外;
品管部
2017年5月11日。

广丰工贸发展有限公司玻璃、镜子的检验标准
1、规格及公差按技术资料或图纸要求,有模具的参照模具;
2、相邻两边成90度,无倾斜现象(异形除外);
3、表面清洁无污渍,成像清晰无变形、重影现象;
4、玻璃、镜子表面无划伤、气泡、透底、四周无崩边、爆边现象;
5、车边均匀、无大小、宽窄不一现象,磨边要到位,无爆边、崩缺等不良现象;
6、玻璃摆放要整齐,中间防护得当,避免碰划伤;
7、镜子以抽检为主,抽检按照AQL抽样计划MIL-STD-105E 中Ⅱ的一次抽样计划执行;符合要求的入库,不符合要求的退货;
8、经抽检合格的在加工过程中挑选出来的不合格品,统计好数量通知采购退回供应商;
9、当有新供应商或者出现异常情况时,外观实行全检,规格尺寸上的偏差导致的不良由生产部操作人员挑选出来清点数量通知采购退回供应商;
10、新供应商的产品趋于稳定后转为抽检为主;
11、所有外贸镜子上(正反面)不能出现中文字样,厂内安
装的除外;
品管部
2017年5月11日。

广丰工贸发展有限公司玻璃、镜子的检验标准
1、规格及公差按技术资料或图纸要求,有模具的参照模具;
2、相邻两边成90度,无倾斜现象(异形除外);
3、表面清洁无污渍,成像清晰无变形、重影现象;
4、玻璃、镜子表面无划伤、气泡、透底、四周无崩边、爆边现象;
5、车边均匀、无大小、宽窄不一现象,磨边要到位,无爆边、崩缺等不良现象;
6、玻璃摆放要整齐,中间防护得当,避免碰划伤;
7、镜子以抽检为主,抽检按照AQL抽样计划MIL-STD-105E 中Ⅱ的一次抽样计划执行;符合要求的入库,不符合要求的退货;
8、经抽检合格的在加工过程中挑选出来的不合格品,统计好数量通知采购退回供应商;
9、当有新供应商或者出现异常情况时,外观实行全检,规格尺寸上的偏差导致的不良由生产部操作人员挑选出来清点数量通知采购退回供应商;
10、新供应商的产品趋于稳定后转为抽检为主;
11、所有外贸镜子上(正反面)不能出现中文字样,厂内安装的除外;
品管部
2017年5月11日。
镜面镀膜玻璃(外观)质量检验标准
一、外观质量
1、软化伤:明显可视划伤不允许(如果长度不超过50mm,相互之间的距离不小于300mm,可以允许,但数量不能超过供货量的5% )。
2、硬划伤:用手指划过有被阻挡的感觉,或者颜色发白,划伤非常明显,不允许存在。
3、针孔:面积超过0.05mm²的针孔不允许存在
4、膜面缺失、透光:不允许
5、手印:不允许
6、辊子印:明显辊子印不允许
7、麻点:面积超过0.1mm²的不允许存在
8、镀膜面应均匀一致,膜面上不允许存在雾斑等可视缺陷及光变形
9、镀膜面为非辊子面
10、镀膜附着力:符合相关要求
二、检验方法:目视、测量
三、包装要求:玻璃镀膜后须采用EP膜间隔,间隔方式如下图:
四、颗粒度
全钢化,质量标准EN12150(颗粒度50×50mm范围内不少于40粒,为保险起见,建议不低于60粒)
示例:
泰安百超玻璃有限公司
2016.11.19。
![[管理]光学镜片外观检查规范](https://img.taocdn.com/s1/m/d8ab8e8b0129bd64783e0912a216147917117ef2.png)
[管理]光学镜片外观检查规范光学镜片外观检查规范一、目的:1.提供鏡片外觀檢查作業參考,降低判定差異。
一、目的:1.提供镜片外观检查作业参考,降低判定差异。
2.提供內部訓練參考資料。
2.提供内部训练参考资料。
二、使用時機:精磨加工後或鍍膜後之一般光學鏡片外觀檢查二、使用时机:精磨加工后或镀膜后之一般光学镜片外观检查(如有特殊要求,於圖紙註明之) (如有特殊要求,于图纸注明之)三、依據:USMIL-O-13830A 三、依据:USMIL-O-13830A四、傷痕/亮點(Scratch/Dig) 四、伤痕/亮点(Scratch/Dig)(1) 圖紙上應標示每一球面對傷痕/亮點之允許標準與要求此項品質之區域。
(1)图纸上应标示每一球面对伤痕/亮点之允许标准与要求此项品质之区域。
(2) 圖紙對傷痕/亮點之規格指對此二種缺點允許的最大尺寸。
(2)图纸对伤痕/亮点之规格指对此二种缺点允许的最大尺寸。
EX.60/40 之外觀規格 EX.60/40之外观规格60=允許最大傷痕尺寸 60=允许最大伤痕尺寸40=允許最大亮點尺寸 40=允许最大亮点尺寸(3) --傷痕(Scratch):線狀之外觀不良,等級定義如下: (3) --伤痕(Scratch):线状之外观不良,等级定义如下:160scratch=0.051 mm width 160scratch=0.051 mm width 120scratch=0.020 mm width 120scratch=0.020 mm width 80scratch=0.016 mm width 80scratch=0.016 mm width 60scratch=0.012 mm width 60scratch=0.012 mm width 40scratch=0.008 mm width 40scratch=0.008 mm width20scratch=0.004 mm width 20scratch=0.004 mm width --亮點(Dig):圓形之外觀不良,如亮點、氣泡、雜質、短傷痕、鍍膜點狀(噴 --亮点 (Dig):圆形之外观不良,如亮点、气泡、杂质、短伤痕、镀膜点状(喷藥F)、刺傷、膜弱塊狀(W)、霉斑、雲狀、霧狀、砂目药F)、刺伤、膜弱块状(W)、霉斑、云状、雾状、砂目等級定義如下: 等级定义如下:100dig=1.00 mm diameter 100dig=1.00 mm diameter 80 dig =0.80 mm diameter 80 dig =0.80 mm diameter 50 dig =0.50 mm diameter 50 dig =0.50 mm diameter 40 dig =0.40 mm diameter 40 dig =0.40 mm diameter 20 dig =0.20 mm diameter 20 dig =0.20 mm diameter 10 dig =0.10 mm diameter 10 dig =0.10 mm diameter --品質區域:以光軸為中心之一特定區域,該區域內之表面品質適用傷痕/亮點之規 --品质区域:以光轴为中心之一特定区域,该区域内之表面品质适用伤痕/亮点之规格,此品質區域以外之表面,除特別規定外,對品質沒有要求格,此品质区域以外之表面,除特别规定外,对品质没有要求(一般外觀檢驗假定全球面為品質區域) (一般外观检验假定全球面为品质区域)五、裂邊、裂痕與擦痕(Chips、Cracks&Bruises) 五、裂边、裂痕与擦痕(Chips、Cracks&Bruises) (1)圖紙上一般均標明允許最大裂邊尺寸,但裂痕與擦傷通常未標示。

英国标准——BS EN 1036-2:2008建筑室内用浮法玻璃镀银镜第二部分:合格评定;产品标准1 范围2 引用标准3 术语和定义4 要求4.1 产品描述4.2 符合定义的银镜4.3 产品性能判断4.3.1 银镜性能4.3.2 银镜性能的判断4.4 耐性4.5 危险源5 合格评定5.1 概述5.2 产品初始型式试验(见5.1,2)5.2.1 概述5.2.2 银镜初始型式试验5.2.3 产品性能的初始型式试验5.3 参照规定测试计划进行的工厂生产控制和检查(见5.1,1)a))5.4 工厂和工厂生产控制的初始检查(见5.1,1)b))5.5 工厂生产控制的连续监督和评估(见5.1,1)c))6 标记及标签6.1 概述6.2 产品标记6.3 产品性能6.4 功能特性鉴定书附录A、B、C、ZA本欧洲标准指明了建筑室内用浮法玻璃镀银镜的要求,合格评定和工厂生产控制。
注:带导线或接头的玻璃产品(用于报警、加热或其他指令,例如低压指令)可以适用。
2.引用标准下面引用的文件对于本标准的应用是不可缺少的。
对于标明日期的引用文献,只有被引用版本适用,对于没有标明日期的引用文献,则适用相关最新版本(包括任何修正内容)。
EN 356,建筑玻璃——安全玻璃——抗手动攻击的测试与分级EN 410,建筑玻璃——对玻璃窗照明采光性能的测定EN 572-1,建筑玻璃——基本钠钙玻璃制品——第一部分:定义和一般物理及机械特性EN 572-2,建筑玻璃——基本钠钙玻璃制品——第二部分:浮法玻璃EN 572-8,建筑玻璃——基本钠钙玻璃制品——第八部分:提供尺寸和最终切割尺寸EN 673,建筑玻璃——热传导(U值)测定——计算方法EN 1036-1:2007,建筑玻璃——建筑室内用浮法玻璃镀银镜——第一部分:定义,要求和测试方法EN 1063,建筑玻璃——安全玻璃——防弹测试与等级EN 12600,建筑玻璃——摆锤试验——浮法玻璃冲击测试方法和等级EN 12758,建筑玻璃——玻璃窗和空气隔声——定义和性能测试EN 12898,建筑玻璃——热辐射测定EN 13501-1,建筑制品和构件的燃烧等级测定——第一部分:根据燃烧试验反应的试验数据进行分类EN 13501-2,建筑制品和构件的燃烧等级测定——第二部分:根据燃烧试验反应的试验数据进行分类(通风设备除外)EN 13501-5,建筑制品和构件的燃烧等级测定——第五部分:根据外部屋顶燃烧试验数据进行分类EN 13541,建筑玻璃——安全玻璃——防爆压力测试和分类3 术语和定义根据此文件的目的,在EN 1036-1:2007 中涉及的术语和定义做如下解释。

由镀银浮法玻璃制成的室内用镜子第一部分性能、要求及测试方法1 范围本标准规定了由镀银浮法玻璃制成的室内用镜子的最低质量要求(包括光学,视觉及边部缺陷)和耐用性测试。
本标准仅适用于由经退火的透明或着色浮法平板玻璃制成,2毫米至10毫米厚度的镀银镜子。
本标准不适用于由浮法玻璃以外的和加工过的玻璃为基板制造成的镜子,即任何由耐高温安全玻璃、物理钢化玻璃,化学钢化玻璃,夹层玻璃,弯曲玻璃制成的镜子。
这份说明中涵盖的镜子不包括某些环境中使用的,如:骑马厅、医疗浴池、游泳池、游泳池区、化学实验室和其他高湿度或空气中有腐蚀性物质或始终有风的腐蚀性环境。
本标准不适用于外部施釉反射的玻璃镜子。
本标准不适用于有镜框或由其他支持系统固定住的时候。
注:对这些条目有用的信息包含在本文的附录B中。
2 引用标准以下引用的文件对本文件的应用是必不可少的。
凡是注日期的,只是引用的版本适用。
凡是不注日期的,引用的文件为(包括任何修订)最新版本。
EN 410:建筑玻璃- 对玻璃发光特性和太阳能的测定;EN 572-2:建筑玻璃- 基本钠钙硅酸盐玻璃产品- 第2部分:浮法玻璃;EN ISO 2409:色漆和清漆–横切试验(ISO 2409:2007);EN ISO 9227:人造气氛腐蚀试验- 盐雾试验(ISO 9227:2006)。
3 术语和定义下列术语和定义适用于本文件。
3.1 浮法玻璃玻璃熔体从熔窑中流入盛有熔融金属液的槽中,玻璃液在光亮平滑的锡液表面自行摊平,经拉引和降温制得的透明或着色的平板钠钙硅玻璃。
(见EN 572-1 和EN 572-2)3.2浮法玻璃镀银镜在已退火的透明或着色玻璃上附着一层受保护的银反射层制成的镜子;3.3浮法玻璃镀银无铜镜在已退火的透明或着色玻璃上附着一层受保护的银反射层制成且过程中不使用铜的镜子;3.4 整板尺寸镜子整片的镀银浮法玻璃镜子,用于切割成小片;注:整片切割片的大小尺寸参照EN 572-2.3.5切割尺寸镜子由整板尺寸镜子切割的单片镜子。
镀银玻璃镜镜子检验规范
1、范围
本标准规定了镀银玻璃镜的标记、试验方法、检验规则及包装、标志、运输和贮存等。
本标准适用于以玻璃为基片,镀覆金属薄墨、铜膜和保护漆,在室内使用的镀饮玻璃镜片。
2、引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 13452.2-2008 色漆和清漆漆膜厚度的测定
GB/T1771-2007 色漆和清漆耐中性盐雾性能的测定
GB/T2680-1994 建筑玻璃可见光直接透射比、太阳能总透射比、紫外线
透射比及有关窗玻璃参数的测定(neq ISO 9050:1990)
GB11614-2009 浮法玻璃
3、分类
按颜色分:无色银镜;有色银镜。
按厚度分:2mm、3mm、4mm、5mm、6mm、8mm、10mm。
4、定义
4.1 镀银玻璃镜 silver coated glass mirror
在优质浮法玻璃或磨光玻璃基片上镀有一层反光的银层,银层上镀一层铜,再以镜背漆为保护层的镜子,简称银镜,代号为SGM。
4.2 固定尺寸 regular size
固定尺寸是镜子的出厂尺寸,形状为矩形或其他形状。
4.3 标准尺寸 standard size
标准尺寸是镜子生产过程中的常规尺寸。
固定尺寸可由标准尺寸改裁。
5、产品标记
产品标记由产品名称、代号及规格尺寸三部分组成。
标记示例:长为2000mm,宽为1500mm,厚为5mm镀银玻璃镜标记为:镀。