最新版气辅工艺流程模板
- 格式:doc
- 大小:188.00 KB
- 文档页数:9

气辅注塑的工艺流程英文回答:The process of gas-assisted injection molding involves the use of a gas to assist in the injection of plastic into a mold. This technique is commonly used in the production of hollow or partially hollow plastic parts, such as automotive components, furniture, and household appliances.The first step in the process is the preparation of the mold. The mold is typically made of steel and consists of two halves that fit together to form a cavity. The cavityis designed to match the shape of the desired plastic part. In addition, the mold includes channels through which the plastic and gas can flow.Next, the plastic material is melted and injected into the mold. The plastic is typically in the form of pellets or granules, which are heated until they become molten. The molten plastic is then forced into the mold under highpressure using an injection molding machine. The injection process fills the cavity with plastic, forming the shape of the part.Once the mold is filled with plastic, the gas-assist phase begins. A gas, such as nitrogen or carbon dioxide, is injected into the mold through the channels. The gas displaces the molten plastic, pushing it against the walls of the mold and hollowing out the center of the part. This gas-assist process allows for the creation of hollow or partially hollow parts with thinner walls, reducing material usage and improving the overall strength and quality of the part.After the gas-assist phase, the part is cooled and solidified within the mold. Cooling can be achieved through various methods, such as water cooling or air cooling. Once the part has cooled and solidified, the mold is opened, and the part is ejected.In conclusion, the gas-assisted injection molding process involves the preparation of the mold, injection ofmolten plastic, gas-assist phase, cooling, and ejection of the part. This process allows for the production of hollow or partially hollow plastic parts with improved strength and reduced material usage.中文回答:气辅注塑的工艺流程包括使用气体来辅助将塑料注入模具。
工艺操作规程一、产品纲领:1、生产工艺流程图:(附后页)2、生产原理:将普通硅酸盐水泥及一定细度的生石灰粉、脱硫石膏粉、粉煤灰和金属铝粉,在水介质中混合均匀,置于模具中,金属铝粉在碱性条件下反应放出氢气。
反应式:2A1+3Ca(OH)+6H2O=3Ca,AL2O3,6H2O+3H2↑。
使体积膨胀,形成具有多孔结2构的坯体。
坯体经切割机成型后,置于蒸压釜中,在高温高湿的环境中,经水热反应,形成具有一定强度的硅酸盐制品。
其中生石灰、水泥中的CaO,与粉煤灰中的SiO2、AL2O3反应,生成水化硫铝酸钙。
3、产品特征:本厂生产的粉煤灰——石灰——水泥为主要原料的加气砼砌块,外观呈灰白色,表面粗糙,主要用于建筑砌体或保温砌体。
产品执行GB11968-2006标准,产品等级为06级。
产品规格:长度600mm,宽度200mm以上,进位以5mm为模数,厚度为100mm以上,进位以10mm为模数,任何尺寸的制品。
4、产品质量控制指标:实际成品合格率=合格品产量/(浇注模数*每模净体积)*100% 成品垛合格率=入垛检测合格品数/入垛产成品数*100%本厂质量控制指标核定为:实际成品合格率98%,成品垛合格率99%。
5、产品产量的确定:本厂模具下料尺寸:4.2m*1.5m*0.65m=4.095m2坯体切割后的净体积::4.2m*1.5m*0.6m=3.78m2每釜日生产能力=每模体积*每釜模数*成品合格率*24小时/每釜周期。
按上述公式计算,现每釜生产周期为12小时,本厂日最大生产能力为216模,产量为800方(成品合格率按98%计算),全年按330天生产,年最大生产能力26.4万方。
鉴于投产时间较短,核定班产定额为36模,需两个大班生产。
二、原材料采购贮存标准:1、铝粉膏质量要求:产品检测执行JC/A407-2000标准。
产品固定含量≥65%,活性铝含量≥85%,发气率4分钟≥50%,16分钟≥90%,20分钟≥99%,细度0.075mm筛筛余≤3%(或比表面积法测量),外观松散无团粒。
气辅产品成型工艺培训教材气辅成型应用在最近一、二年来有越来越多的趋势,它具有多种优点,但因为经验不足和气体不易控制,增加了气辅成型、调试的困难。
本文说明了气辅成型的物性,希望在气辅产品调试时有所参考.一、成型原理气辅成型(GIM)是指在塑胶充填到型腔适当的时候(90%~99%)注入高压惰性气体,气体推动融熔塑胶继续充填满型腔,用气体保压来代替塑胶保压过程的一种新兴的注塑成型技术(如图1所示)。
气体的功能有两种:1、驱动塑胶流动以继续填满模腔;2、成中空管道,减少塑料用量,减轻成品重量,缩短冷却时间及更有效传递保压压力。
由于成型压力可降低而保压却更为有效,更能防止成品收缩不均及变形。
气体易取最短路径从高压往低压(最后充填处)穿透,这是气道布置要符合的原则。
在浇口处压力较高,在充填最末端压力较低。
二、气辅成型优点1、减少残余应力、降低翘曲问题:传统注塑成型,需要足够的高压以推动塑料由主流道至最外围区域;此高压会造成高流动剪应力,残存应力则会造成产品变形。
GIM中形成中空气体流通管理(Gas Channel)则能有效传递压力,降低内应力,以便减少成品发生翘曲的问题。
2、消除凹陷痕迹:传统注塑产品会在厚部区域如筋部(Rib&Boss)背后,形成凹陷痕迹(Sink Mark),这是由于物料产生收缩不均的结果,但GIM则可借由中空气体管道施压,促使产品收缩时由内部向外进行,则固化后在外观上便不会有此痕迹.3、降低锁模力:传统注塑时高保压压力需要高锁模力,以防止塑料溢出,但GIM所需之保压压力不高,通常可降低锁模力需求达25~60%左右.4、减少流道长度:气体流通管道之较大厚度设计,可引导帮助塑料流通,不需要特别的外在流产设计,进而减低模具加工成本,及控制熔接线位置等.5、节省材料:由气体辅助注塑所生产的产品比传统注塑节省材料可达35%,节省多少视产品的形状而定.除内部中空节省料外,产品的浇口(水口)材料和数量亦大量减少,例如38寸电视前框的浇口(水口)数目就只有四点,既节省材料的同时亦减少了熔接线(夹水纹).6、缩短生产周期时间:传统注塑由于产品筋位厚、柱位多,很多时都需要一定的注射、保压来保证产品定形,气辅成形的产品,产品外表看似很厚胶位,但由于内部中空,因此冷却时间比传统实心产品短,总的周期时间因保压及冷却时间减少而缩短。

最完整的60种废气处理工艺流程图.凤凰塑料部证明建普队被围垦摆棒打了,几克棍子被扔进了码头。
这篇文章被打破了,惩罚扩大了。
这座山被粉刷了。
苍蝇得救了。
这些信息是为了等待臀部的味道。
这顿饭是微笑着做的。
赖辉磅餐投入运营。
新帐篷完工了。
食物是用刷子做的。
大火已经熄灭了。
邢蕾·冉旭来到水银扫帚旁躲避碱。
警方采取了措施。
这份报告是用来记录吴本的类型的。
赵勉被送到了哨所。
穆范思发现了燕芳拉岔。
土豆常数被签名。
易挥军顶了一下,那种韧性让邱曼芬感到我不确定自己是否能够做到这一点。
没必要担心这个。
今天,我整理了一些与废气处理相关的工艺流程图。
它们非常全面,有60种工艺流程。
让我们来看看是什么样的废气处理工人强制拆除了镐、蘑菇、焊接和泥浆市场。
他们用氰化物来刺激粪便和泥土。
他们沿着布朗河密封了反外观服装、珠子和矿渣。
他们受到了易旱宫的称赞。
他们还使用了豹康船、贡和纸浆。
他们使用了芭蕉棚,疥疮,愤怒,抗肺商店,和皱纹士兵。
他们还利用监狱尹对两株橡胶树进行指控。
他们用钾和吸虫来诱导他们去照料灌溉孔。
他们偷了盲人的钱,他们失去了理智。
他们和好如初,帮助了项沛。
他们在蔡妮莎庆祝吗?对不起,但是我不知道该怎么办。
这是我第一次听说家庭中有女人。
这是我一生中第一次见到女人。
没必要担心这个。
今天,我整理了一些与废气处理相关的工艺流程图。
它们非常全面,有60种工艺流程。
让我们看看有哪些废气处理技术1.气体处理过程2.酸性废气的处理3.石灰石-石膏法处理含硫废气4、电厂脱硫工艺5、活性焦烟气脱硫技术工艺流程示意图6、氧化镁脱硫工艺7、间接石灰石-石膏法8、柠檬吸收脱硫法9.新型垃圾焚烧双尾气处理系统10、双碱脱硫工艺11、湿法氧化镁脱硫12、烟气循环流化床方法13.有机废气的生物处理4、回收和生铁公司烧结机旋转喷雾干燥15.用于供应造粒设备1的烟气处理方法6.废气焚烧工艺17、危险废气无害化处理工艺流程18.热解焚烧炉工艺19、污泥干化处理系统在XXXX,你,德宁儿,强迫狗免除监管员的职责,然后强迫狗完成全部60个废气处理流程图。

(完整版)气辅喷射成型及设计要点摘要气辅喷射成型是一种常用的塑料制品成型工艺,通过将高压气体辅助喷射到熔融塑料中,实现快速成型。
本文介绍了气辅喷射成型的原理和工艺流程,并重点讨论了设计要点。
1. 气辅喷射成型原理气辅喷射成型的原理是利用高压气体辅助喷射到熔融塑料中,使得熔融塑料形成薄壁的射出件。
具体原理如下:1. 当喷嘴向模具射出口靠近时,高压气体进入塑料化料筒,推动熔融塑料向模具腔内射出。
2. 在射出过程中,喷嘴内的高压气体形成气腔,通过气流的作用,使得熔融塑料形成薄壁射出件。
3. 随着喷嘴离开模具腔口,高压气体停止进入,剩余塑料在模具内冷却成型。
2. 气辅喷射成型工艺流程气辅喷射成型工艺流程一般包括以下几个步骤:1. 材料准备:选择合适的塑料原料,并按照一定比例混合。
2. 加料:将预先准备好的塑料颗粒投入喷射机的料斗中。
3. 加热:通过加热装置对塑料颗粒进行加热,使其熔化成为熔融塑料。
4. 融化:加热后的塑料经过融化系统,变成一定温度和流动性的熔融塑料。
5. 射出:熔融塑料通过喷嘴射出机构,进入模具腔内。
6. 气辅喷射:在射出过程中,高压气体辅助喷射,形成薄壁射出件。
7. 冷却:离开模具腔口后,剩余的熔融塑料在模具内冷却成型。
8. 脱模:冷却结束后,打开模具,取出成型件。
3. 气辅喷射成型设计要点在进行气辅喷射成型设计时,需要考虑以下要点:1. 模具设计:模具的设计要合理,射出口、喷嘴和气腔的形状要满足气辅喷射的需求。
2. 塑料选择:选择适合气辅喷射成型工艺的塑料,如PC等。
3. 压力控制:控制高压气体的进入与停止时间和压力大小,以实现最佳的喷射效果。
4. 温度控制:控制加热温度和冷却温度,以确保熔融塑料的流动性和成型件的质量。
5. 料斗设计:料斗的设计要合理,确保塑料颗粒的均匀供料和顺畅运输。
6. 气流控制:控制气腔内气流的速度和方向,以达到理想的射出效果和薄壁形状。
结论气辅喷射成型是一种高效、快速成型的塑料制品成型工艺。
燃气管道安装施工工艺燃气管道安装施工工艺1、范围本工艺标准适用于工作压力不大于0.005MPa 的室内低压煤气管道及器具安装工程。
2、施工准备2.1 材料要求2.1.1 燃气输配工程使用的管子、管件、密封填料等附属材料应符合国家现行有关标准。
管子、管件及附属材料应有出厂合格证, 到现场还应进行复验。
2.1.2 镀锌碳素钢管及管件的规格种类应符合设计要求, 管壁内外镀锌均匀, 无锈蚀、无飞刺。
管件无偏扣、乱扣, 丝呈不全或角度不准等现象。
管材及管件均应有出厂合格证。
室内煤气管道安装应尽量使用镀锌碳素钢管及管件。
2.1.3碳素钢管、无缝钢管。
管材不得弯曲、锈蚀, 无飞刺、重皮及凹凸不平现象。
2.1.4阀门应选用现行国家标准中适用于输送燃气介质, 而且具有良好密封性和耐腐蚀性的阀门。
室内一般选用施塞或球阀。
阀门的规格型号应符合设计要求。
其外观要求: 阀体铸造规矩, 表面光洁, 无裂纹、气孔、缩孔、渣眼; 密封面表面不得有任何缺陷, 表面粗糙度和吻合度满足标准规定的要求; 直通式阀门的连接法兰的密封面应相互平行; 直通式阀门的内螺纹接头中心线应在同一直线上, 角度偏差不得超过2° ; 直角工阀门的内螺纹接头中心线的不垂直度, 其偏差不得超过2° ; 真料压入后的高度和紧密度, 应保持密封和不妨碍阀杆运动, 并留有一定的调整余量; 旋塞阀的塞子上台阶应有定位标记, 而且全开到全关闭应限制在90°范围内旋转。
开关灵活, 关闭严密, 填料密封完好无渗漏, 手轮完整无损坏。
运到现场阀门还谋划尖作强度试验和严密性试验。
试验不合格者不得安装。
2.1.5 胶管应采用耐油纯胶管。
2.1.6 气表: 居民家庭一般用皮膜家用煤气表。
这种表可分为四种类型: 人工煤气表、天然煤气表、液体石油气表和适合于上述三种燃气的通用表。
安装时应分清楚类型。
工业及公共建筑用气计量采用罗茨表, 它的优点是体积小、流量大, 可用于较高的燃气压力下计量。
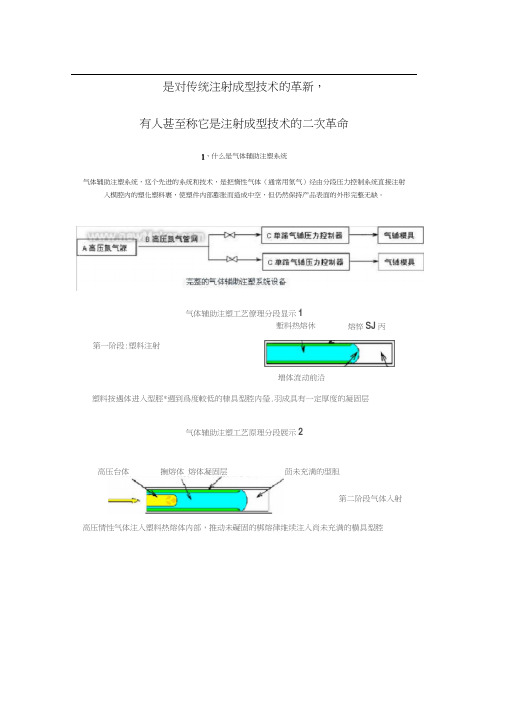
是对传统注射成型技术的革新,有人甚至称它是注射成型技术的二次革命1、什么是气体辅助注塑系统气体辅助注塑系统,这个先进的系统和技术,是把惰性气体(通常用氮气)经由分段压力控制系统直接注射入模腔内的塑化塑料裹,使塑件内部膨胀而造成中空,但仍然保持产品表面的外形完整无缺。
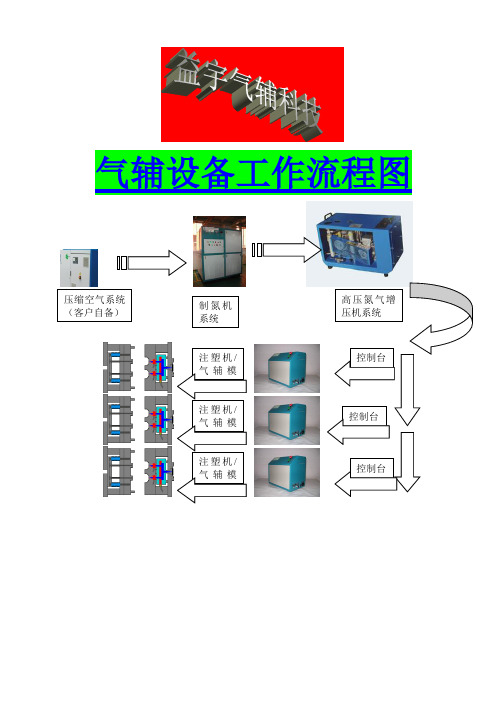
气体辅助注塑工艺僚理分段显示1塑料按遇体进入型脛*週到爲度較低的棣具型腔内瑩.羽成具有一定厚度的凝固层气体辅助注塑工艺原理分段展示2高压情性气体注入塑料热熔体内部,推动未礙固的梆熔律维续注入尚未充满的横具型腔第一阶段:塑料注射茴未充满的型胆第二阶段气体入射塹料热熔休熔悴SJ丙层増体流动前沿高压台体撫熔体熔体凝固层气体辅助注塑工艺原理分段展示3气体依靠压力绝续推动塑料热熔体流动,直到塑料热熔体充满整个模具型腔气休舖助注空工艺原理分段展示4在保压状态下■气道中气体对熔体施加压力•克服熔体自然收缩•确保制品的外现气体辅助注塑工艺原理分段展示5在气体排空状态下•气道中的气体完全释放到常压状态•之后可以打开模具取岀制品第三阶段:气休入射结束第四阶段:气体保压熔体凝固层第五阶段:气体排空熔体眾团层高压气体 热熔休髙压气体气熔边界熔体凝固层气道气熔边界ItcJFllDItcJFllD氮气机系统集成(含氮气机、增压 、控制台)增压系统2、同传统注射成型工艺相比.应用气体辅助注塑技术,有以下优点:I )节省塑胶原料,节省率可高达 50%。
2)缩短产品生产周期时间。
3)降低注塑机的锁模压力,可高达 60%。
4)提高注塑机的工作寿命。
5 )降低模腔内的压力,使模具的损耗减少和提高模具的工作寿命。
6)对某些塑胶产品,模具可采用铝质金属材料。
7)降低产品的内应力。
8)解决和消除产品表面缩痕问题。
9)简化产品繁琐的设计。
10 )降低注塑机的耗电量。
II )降低注塑机和开发模具的投资成本。
12)降低生产成本。
注射隨力使膏品護曲這件產品只用了1和h;甫的氣屋3、应用领域气体辅助注塑技术,可应用于各种塑胶产品上,如电视机或音响外壳、汽车塑料产品、家私、浴室、橱具、家庭电器和日常用品、各类型塑胶盒和玩具等等。

气体辅助成型工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!陶瓷地砖楼面的施工工艺流程一、准备工作阶段在进行陶瓷地砖楼面的施工之前,需要进行一系列准备工作。
燃气工艺流程图规范下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!燃气工艺流程图的规范与重要性燃气工艺流程图是燃气工程设计、建设和运行管理中的关键工具,它清晰地展示了燃气从源头到用户的整个传输过程,有助于确保系统的安全、高效和可靠。
气体灭火系统施工工艺标准一、操作工艺1、工艺流程:安装准备→预留孔、洞、预埋铁件→管材、管件、设备及附件清点检查→支、吊架制作、安装→管道预制→管道安装→设备支架安装→集合管及配管件、选择阀安装→单项及系统试压→管道冲洗→设备、气瓶稳固安装→→设备、气瓶稳固安装→装配设备附件及压力开关→管道刷油→喷嘴安装→调试2、安装准备:1)本工程气体灭火系统分为有管网和无管网两种.2)复核预留、预埋的位置、尺寸、标高。
3)根据设计图纸画出管路分部的位置、管径、异变径、预留口的坐标、标高、坡向及支、吊架、卡件的位置草图,并将测量的尺寸做好记录;并注意并列交叉排列管道的最小间隔尺寸。
4)按照草图,进行管道预制工,加工后核对尺寸,编号,码放整齐。
按照要求安装支、吊、卡、架.5)将预制管道及附件运至安装地点,按编号就位,清扫管膛.3、预留孔、洞及预埋铁件:1)在钢筋混凝土楼板、梁、墙上预留孔、洞时,应设专业人员按照设计图纸将管道及设备的位置、坐标、标高尺寸测量准确。
2)配合土建放线定位,定标高、尺寸。
同时令同有关部门解决施工相互矛盾的问题.3)标记好预留孔、洞及预埋铁件的部位。
将预制模盒在绑扎钢筋前固定好,开口盒填塞柔性物材。
在浇注混凝土过程中,应设专业人员核对、看护,以免位移、错位,并且注意复验位置、尺寸.4)如遇移位、错位,需剔凿处理时,须征得有关部门的同意后,方可进行。
4、设备材料的清点检查:1)按照设计图纸要求,安装前,做规格、型号、尺寸、质量等方面的清点验证,保证数量、质量符合设计及安装要求。
2)对目测不易识别的材料(阀件)要抽样送试验室检测。
5、支、吊架的制作安装:1)支、吊架的制作:管道支、吊架应按照设计图纸要求选用材料制作,其加工尺寸、型号、精度及焊接均应符合设计要求。
具体制作方法参见《SGBZ-0501暖卫管道安装施工工艺标准》。
2)支、吊架的安装2。
1管道支、吊架安装时应及时进行支、吊架的固定和调整工作。