外观检验标准格式
- 格式:xls
- 大小:30.00 KB
- 文档页数:2
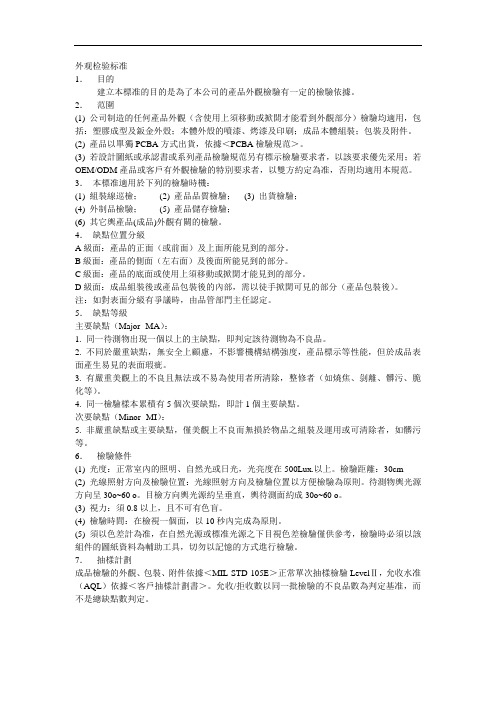
外观检验标准1.目的建立本標准的目的是為了本公司的產品外觀檢驗有一定的檢驗依據。
2.范圍(1) 公司制造的任何產品外觀(含使用上須移動或掀開才能看到外觀部分)檢驗均適用,包括:塑膠成型及鈑金外殼;本體外殼的噴漆、烤漆及印刷;成品本體組裝;包裝及附件。
(2) 產品以單獨PCBA方式出貨,依據<PCBA檢驗規范>。
(3) 若設計圖紙或承認書或系列產品檢驗規范另有標示檢驗要求者,以該要求優先采用;若OEM/ODM產品或客戶有外觀檢驗的特別要求者,以雙方約定為准,否則均適用本規范。
3.本標准適用於下列的檢驗時機:(1) 組裝線巡檢;(2) 產品品質檢驗;(3) 出貨檢驗;(4) 外制品檢驗;(5) 產品儲存檢驗;(6) 其它輿產品(成品)外觀有關的檢驗。
4.缺點位置分級A級面:產品的正面(或前面)及上面所能見到的部分。
B級面:產品的側面(左右面)及後面所能見到的部分。
C級面:產品的底面或使用上須移動或掀開才能見到的部分。
D級面:成品組裝後或產品包裝後的內部,需以徒手掀開可見的部分(產品包裝後)。
注:如對表面分級有爭議時,由品管部門主任認定。
5.缺點等級主要缺點(Major--MA):1. 同一待測物出現一個以上的主缺點,即判定該待測物為不良品。
2. 不同於嚴重缺點,無安全上顧慮,不影響機構結構強度,產品標示等性能,但於成品表面產生易見的表面瑕疵。
3. 有嚴重美觀上的不良且無法或不易為使用者所清除,整修者(如燒焦、剝離、髒污、脆化等)。
4. 同一檢驗樣本累積有5個次要缺點,即計1個主要缺點。
次要缺點(Minor--MI):5. 非嚴重缺點或主要缺點,僅美觀上不良而無損於物品之組裝及運用或可清除者,如髒污等。
6.檢驗條件(1) 光度:正常室內的照明、自然光或日光,光亮度在500Lux.以上。
檢驗距離:30cm(2) 光線照射方向及檢驗位置:光線照射方向及檢驗位置以方便檢驗為原則。
待測物輿光源方向呈30o~60 o。

Mechanical Design and Manufacture Manual机械设计及制造指导书741.100章: 外观 (总纲) 制订日期: 1988.5.23自分发以来的变更以“→”标注公司标准: 外观上次更改: 1996.2.5该文件总复印件可通用http: 1/www . ce .hp . com/me/info/mdm/A. 本章信息为公司标准,所有的员工,分公司,HP 集团都应遵从。
B. 该颁布文件741.100取代1987.4.30版本。
C.本标准同时包括机械设计和制造指导书里增补的信息。
D.其中提出的资料代表了一种共识并获得HP 集团和分公司一致同意。
E. HP 外观规格图包括741.100章附加部分为本标准控制下的双重目标文件,所有741.100的 修订及外观标准图应通过公司制造部门协调。
F. 关于本章节进一步信息与公司制造部门联系。
内容:1.范围2.目标3.定义4.外观判定系统:4.1外观等级分类4.2 外观检验4.3 外观允收标准5. 外观名称及编码6. 要求:6.1 概论6.2 图样外观批注7. 深层外观信息图示1: 样品前墙面板不同外观注释及编码附录:741.100A:塑料部品外观检验标准(A-5951-1509-1)REV: C741.100B: 模具浇铸之部品外观检验标准(A-5951-1510-1)REV: B741.100C: 钣金外观检验标准(A-5951-1511-1)REV: B741.100D: 涂装部品外观检验标准(A-5951-1512-1)REV: B741.100E: 印刷资料外观检验标准(A-5951-1513-1)REV: C741.100F: 加工金属部品外观检验标准(A-5951-1514-1)REV: A741.100G: 前面板外观检验标准(A-5951-1515-1)REV: B741.100H: 标签外观检验标准(A-5951-2501-1)REV: A前言:本章节在公司标准方面提出了一个新概念,即“双重目标标准”,章节741.100附录规定了外观检验标准,附录同时也是转发标准给HP外部合约商的资格图,新标准的格式确认了这两者的应用。

【下载本文档,可以自由复制内容或自由编辑修改内容,更多精彩文章,期待你的好评和关注,我将一如既往为您服务】电镀产品外观检验标准1.0 目的为所有电镀的原材料、半成品、成品的外观检验提供依据。
2.0 范围适用于提供给客户的所有的原材料、半成品、成品及返修物料。
3.0 定义A级面:物料的外观面对最终产品的外观、功能、客户使用有重大影响或客户有要求。
B级面:物料装配成产品后,对产品的外观要求、客户使用无影响或此面对功能调试没有影响。
C级面:物料装配成产品后,对参数调试无影响,纯属设计需要或此面有喷漆要求,或非喷漆面不外漏面。
起泡:指因电镀工艺原因产品表面出现的气泡。
过薄:指表面电镀层的平均厚度小于5um。
脱落:指电镀产品表面镀层掉。
漏镀:指电镀产品要求电镀面实际未电镀。
花斑:指电镀前因基体材料腐蚀、或者材料中的杂质、或者材料微孔等原因所造成的、与周围材质表面不同光泽或粗糙度的斑块状花纹外观。
黑点:指电镀产品表面存在的黑色圆点。
发黄:指电镀产品表面的颜色显示黄色状态。
色差:指偏离标准色度的量。
凸起: 指因材料本体或外来物出现高于平面的现象。
水印:指电镀后因清洗水未及时干燥或干燥不彻底所形成的印迹。
砂眼:指表面的疏松针孔。
挂具印:指电镀表面处理生产过程中,因装挂用辅助工具的遮挡而使其与零件相接触的部位局部无膜层的现象。
修补:指因膜层损伤而用涂料所作的局部遮盖。
颗粒:指因材料杂质或外来物的影响而在表面形成的、颜色与正常表面一致的凸起现象。
异物:指由材料、模具、环境或机器设备中的灰尘、夹杂物、污物等影响而形成的与表面不同色的斑点。
打磨:指为了更好的达到表面要求而使用的砂纸抛光的处理方式。
镀前划痕:指电镀或氧化之前因操作不当、或对明显缺陷进行粗打磨等人为造成的基体材料上的划伤或局部磨擦痕迹,一般呈细线型。
浅划痕:膜层表面划伤,但未伤至底层(即底层未暴露);对其它无膜层表面则为:目测不明显、手指甲触摸无凹凸感、未伤及材料本体的伤痕。
Mechanical Design and Manufacture Manual机械设计及制造指导书741.100章: 外观 (总纲) 制订日期: 1988.5.23自分发以来的变更以“→”标注公司标准: 外观上次更改: 1996.2.5该文件总复印件可通用http: 1/www . ce .hp . com/me/info/mdm/A. 本章信息为公司标准,所有的员工,分公司,HP 集团都应遵从。
B. 该颁布文件741.100取代1987.4.30版本。
C.本标准同时包括机械设计和制造指导书里增补的信息。
D.其中提出的资料代表了一种共识并获得HP 集团和分公司一致同意。
E. HP 外观规格图包括741.100章附加部分为本标准控制下的双重目标文件,所有741.100的 修订及外观标准图应通过公司制造部门协调。
F. 关于本章节进一步信息与公司制造部门联系。
内容:1.范围2.目标3.定义4.外观判定系统:4.1外观等级分类4.2 外观检验4.3 外观允收标准5. 外观名称及编码6. 要求:6.1 概论6.2 图样外观批注7. 深层外观信息图示1: 样品前墙面板不同外观注释及编码附录:741.100A:塑料部品外观检验标准(A-5951-1509-1)REV: C741.100B: 模具浇铸之部品外观检验标准(A-5951-1510-1)REV: B741.100C: 钣金外观检验标准(A-5951-1511-1)REV: B741.100D: 涂装部品外观检验标准(A-5951-1512-1)REV: B741.100E: 印刷资料外观检验标准(A-5951-1513-1)REV: C741.100F: 加工金属部品外观检验标准(A-5951-1514-1)REV: A741.100G: 前面板外观检验标准(A-5951-1515-1)REV: B741.100H: 标签外观检验标准(A-5951-2501-1)REV: A前言:本章节在公司标准方面提出了一个新概念,即“双重目标标准”,章节741.100附录规定了外观检验标准,附录同时也是转发标准给HP外部合约商的资格图,新标准的格式确认了这两者的应用。

ipc600j外观检验标准IPC600J外观检验标准是为了确保电子产品外观质量,提供了一系列的检验要求和标准。
本文将对IPC600J外观检验标准的相关内容进行介绍和解读。
1. 检验对象IPC600J外观检验标准适用于所有电子产品外观的检验,包括但不限于手机、平板电脑、电视机、计算机等各类电子设备。
2. 检验要求2.1 外观缺陷外观缺陷是指电子产品在制造过程或者运输过程中可能导致的表面损伤、划痕、异物、凹陷等问题。
检验时需要对产品的外观进行细致的观察,确保产品无明显的外观缺陷。
2.2 外观一致性外观一致性是指同一批次、同一型号的电子产品在外观上保持一致。
检验时需要比对不同产品之间的外观差异,如颜色、形状、标识位置等,确保产品一致性。
2.3 标识和标签产品的标识和标签需要符合相关的标准,包括但不限于产品型号、生产日期、认证标志等。
检验时需要核对标识和标签的准确性和可读性。
2.4 表面处理产品的表面处理需要符合相关要求,如喷涂、氧化、防刮花等。
检验时需要评估产品表面处理的质量和效果。
3. 检验方法3.1 目测检查目测检查是最常用的检验方法之一,通过肉眼观察产品的外观来判断是否存在缺陷和一致性问题。
检验人员需要具备良好的观察力和经验,对不同产品的外观特征有深入了解。
3.2 仪器检测除了目测检查,还可以使用仪器来进行检测。
如使用显微镜来观察微小的缺陷,使用测量仪器来检测产品尺寸和形状的准确性等。
仪器检测能够提高检测的准确性和效率。
4. 检验记录和评价在进行外观检验时,需要详细记录检验结果以及相关的评价。
检验记录可以作为产品质量把控的重要依据,并且有助于对供应商的合作进行评估和改善。
5. 结论IPC600J外观检验标准为电子产品的外观质量提供了一系列的检验要求和标准。
通过实施有效的外观检验,可以确保产品的外观质量符合相关的标准和客户的期望,提升产品的市场竞争力。
同时,供应商也应该积极配合和遵守外观检验标准,提高产品的整体质量水平。

品质外观检验标准在制造行业中,产品的品质外观是至关重要的。
消费者通常会根据产品的外观来判断其品质和价值,因此对产品外观的检验标准显得尤为重要。
本文将介绍一些常见的品质外观检验标准,帮助制造商和质量检验人员更好地了解如何确保产品外观的品质。
首先,产品外观的检验应该从材料的选择和加工工艺开始。
对于不同材料的产品,其外观检验标准也会有所不同。
比如金属制品,需要检查其表面是否有氧化、划痕或者凹凸不平的情况;塑料制品则需要检查其色泽是否均匀、有无气泡或者瑕疵等。
而对于加工工艺,需要检验产品的边角是否整齐、表面是否光滑、图案或文字是否清晰等。
其次,产品外观的检验还需要考虑产品的装配和组合部分。
在装配过程中,产品的外观可能会因为组合部件的不合适而产生缝隙、错位或者变形等问题。
因此,在外观检验中需要重点关注产品的装配部分,确保各个组件之间的连接紧密、无缝隙,并且整体外观符合设计要求。
另外,产品外观的检验还需要考虑产品的标识和包装。
产品的标识应该清晰可见、无错别字或者模糊不清的情况,而包装应该完整无损、无污渍或者变形。
这些都是影响产品整体外观品质的重要因素,需要在检验中予以重点关注。
最后,产品外观的检验还需要考虑产品的使用寿命和环境适应性。
产品在长时间的使用过程中,可能会因为磨损、老化或者环境因素而导致外观变化。
因此,在外观检验中需要考虑产品的耐久性和环境适应性,确保产品在不同环境下都能保持良好的外观品质。
综上所述,产品的品质外观检验标准涉及到材料选择、加工工艺、装配组合、标识包装以及使用寿命等多个方面。
只有在这些方面都能够达到标准要求,产品的外观品质才能得到有效保障。
因此,制造商和质量检验人员需要在实际操作中严格按照相关标准进行检验,确保产品的外观品质达到消费者的期望,从而提升产品的市场竞争力。

品质检查模板一、任务描述品质检查是指对产品或者服务的各项指标进行检验和评估,以确保其符合质量要求和客户期望。
本文将提供一个标准格式的品质检查模板,以便进行全面、系统的品质检查。
二、1. 产品信息- 产品名称:[产品名称]- 产品型号:[产品型号]- 产品批次:[产品批次]- 生产日期:[生产日期]- 产品描述:[产品描述]2. 外观检查- 外包装:检查外包装是否完好无损,并核对标签上的信息是否与产品一致。
- 外观缺陷:检查产品外观是否存在划痕、变形、色差等缺陷。
- 尺寸测量:使用合适的工具测量产品的尺寸,与标准数值进行比对。
3. 功能检查- 开关功能:检查产品的各个开关是否灵便可靠。
- 运行稳定性:运行产品一段时间,观察其运行是否稳定,是否浮现异常情况。
- 功能测试:按照产品说明书或者相关标准要求,测试产品的各项功能是否正常。
4. 材料检查- 原材料:核对产品所使用的原材料是否符合相关标准要求。
- 材料质量:检查产品所使用的材料是否存在异物、污染等问题。
- 强度测试:对产品的关键部件进行强度测试,确保其能够承受正常使用条件下的力量。
5. 安全性检查- 安全标识:检查产品上的安全标识是否齐全、清晰可见。
- 安全性能:测试产品在正常使用条件下的安全性能,确保不存在安全隐患。
- 电气安全:对电气产品进行绝缘测试、漏电保护测试等,确保符合相关安全标准。
6. 性能评估- 性能指标:根据产品的性能要求,进行性能测试并与标准数值进行比对。
- 耐久性测试:对产品进行长期运行测试,评估其耐久性和可靠性。
- 环境适应性:将产品放置在不同的环境条件下,观察其适应性和表现。
7. 数据记录- 检查日期:[检查日期]- 检查人员:[检查人员]- 检查结果:记录各项检查结果,包括合格、不合格、待修复等。
- 异常情况:记录发现的异常情况及处理措施。
8. 结论与建议- 结论:根据品质检查结果,给出产品的品质评估结论。
- 建议:针对发现的问题,提出改进和优化的建议,以提升产品品质。

成品检验报告单格式标题:成品检验报告单报告日期:[日期]报告编号:[编号]报告单位:[单位名称]被检产品信息:-产品名称:[产品名称]-产品型号:[产品型号]-生产批次:[生产批次]-检验日期:[检验日期]-检验人员:[检验人员]检验结果:1.外观检验:-检验项目:外观质量-检验标准:[标准]-检验方法:[方法]-检验结果:[合格/不合格]-备注:[备注]2.尺寸检验:-检验项目:尺寸测量-检验标准:[标准]-检验方法:[方法]-检验结果:[合格/不合格]-备注:[备注]3.功能性能检验:-检验项目:功能性能-检验标准:[标准]-检验方法:[方法]-检验结果:[合格/不合格]-备注:[备注]4.包装检验:-检验项目:包装质量-检验标准:[标准]-检验方法:[方法]-检验结果:[合格/不合格]-备注:[备注]总结与评价:1.对于合格项目的评价:[评价内容]2.对于不合格项目的处理措施:[处理措施]3.检验结果的综合评价:[评价内容]附件:1.检验报告照片:[附件1]2.检验仪器仪表校准证书:[附件2]3.检验报告原始数据:[附件3]签字:-报告编制人签字:[签字]-报告审核人签字:[签字]-报告批准人签字:[签字]备注:[备注内容]以上为成品检验报告单的格式,根据实际检验情况和要求,可根据需要进行调整和添加具体的检验项目和信息。
检验报告单的要求在ISO等相关质量管理体系标准中有详细规定,根据具体的行业和产品特性,可能会有所差异,需根据实际情况进行调整和应用。

汽车零部件外观品质检验规范1适用范围此规范适用于我厂汽车零部件的外观品质检验。
2引用标准GB/T 2828.1-2003 第 1 部分:按接收质量限( AQL )检索的逐批检验抽样计划3术语3.1 外观品质包含零件的颜色鲜艳规定等的外观特性,在规格书、图面等中指定。
3.2 外观品质基准关于零部件的外观特性,有是物理学的规定, 有通过人的感觉判断,后者因为用人的感觉比较简单 ,作为外观品质基准较多的采用人的感觉评价。
3.3缺点外观品质要求大多在规格书 ,图面等要求值以外,没有量化的规定。
3.4复合缺陷零件在单位面积内 ,存在 2 或 2 个以上的缺陷 .3.5限度样件用样件表示合格品或不合格品的品质限度 ,由与供方共同协商确定。
3.6级面(整车)依据车辆操作及装配状态,区分 1、 2、 3、 4 级面。
1 级面:站立、蹲下或坐在驾驶座上能很明显看到的部位(不勉强,很容易看到)。
2 级面:站立、蹲下或座位上不是很明显看到的部位(勉强,不容易看到)。
3级面:发动机仓、货箱、车辆底部等被覆盖或很难看到、顾客很少关注的部位。
4级面:几乎所有顾客都不会关注的部位。
3.7 区域(零部件)依据零件在车辆上的操作及装配状态,区分 A 、B、C 、D 的区域。
A区:操作状态或正常姿势下很明显看到的部位B区:操作状态或正常姿势下不是很明显看到的部位C区:需要低头、弯腰、爬下或打开遮盖物才能看见,正常姿势看不到的部位D区:任何姿势都不能看见的部位(零件完整的情况下,不评价)3.8 判定等级根据质量问题在顾客心中产生的不满程度,评价出的问题分为如下等级:A级:用户强烈不满会造成人身安全的或会要求立即返修的不良B级:用户感到不满几乎所有人都不能接受,并会要求返修的不良C级:用户虽然会发现,但几乎所有的人都能接受的不良问题4检验项目及要求4.1 灯具类零件部位品质要求项目品质要求范围反光镜配光镜灯罩(一级面)组合灯总成WORD 格式整理30×30mm 范围以内的缺陷数∮1.5mm 以上不合格气泡∮1.0~ ∮ 1.5mm 允许 1 个电镀麻点∮1.0mm 以下允许 4 个∮0.5mm 以下不评价50×100 范围内只允许 1 个线痕W0.5 ㎜ L2.4 ㎜以下宽度< 1mm, 长度> 13mm A 级长度>5~13mmB级伤痕宽度> 1mm, 长度> 7mm A 级长度>3~7mmB级相互连接的伤痕要将其总数值作为尺寸大小。
非标自动化设备检验范本非标自动化设备检验范本一、引言非标自动化设备是指根据特定需求设计制造的非标准化自动化设备。
为了确保非标自动化设备的质量和性能符合要求,需要进行检验。
本文档旨在提供非标自动化设备检验的标准格式范本。
二、检验目的非标自动化设备的检验目的是验证设备的质量和性能是否符合设计要求,以确保设备在使用过程中的安全可靠性和稳定性。
三、检验内容1. 外观检验1.1 检查设备外观是否完整,无损伤、划痕或变形。
1.2 检查设备表面涂层是否均匀、无气泡或脱落现象。
1.3 检查设备标识是否清晰可辨,包括设备名称、型号、制造商等信息。
2. 尺寸检验2.1 检查设备的尺寸是否符合设计要求,包括长度、宽度、高度等参数。
2.2 使用测量工具进行尺寸测量,确保测量结果与设计要求的允许误差范围内。
3. 功能检验3.1 检查设备的各项功能是否正常运行。
3.2 进行设备的开关机测试,确保设备能够正常启动和关闭。
3.3 检查设备的传感器、执行器等部件是否灵敏可靠。
3.4 进行设备的各项操作测试,包括设备的启停、速度调节、方向控制等功能。
4. 安全性检验4.1 检查设备是否符合相关安全标准和法规要求。
4.2 检查设备的保护装置是否完善,能够有效防止事故发生。
4.3 进行设备的紧急停止测试,确保设备能够在紧急情况下及时停止运行。
4.4 检查设备的电气安全性能,包括接地、绝缘等方面。
5. 精度检验5.1 使用精密测量工具对设备的精度进行测量,包括位置精度、角度精度等。
5.2 检查设备的运动轨迹是否符合设计要求。
5.3 检查设备的重复定位精度,确保设备能够稳定准确地重复执行任务。
6. 可靠性检验6.1 进行设备的长时间运行测试,检查设备在连续工作条件下的稳定性和可靠性。
6.2 进行设备的负荷测试,确保设备能够在额定负荷下正常运行。
四、检验方法1. 目视检查:通过肉眼观察设备的外观、标识、涂层等方面进行检查。
2. 测量检查:使用测量工具对设备的尺寸、精度等进行测量。

外观检查标准
外观检查是产品质量控制中非常重要的一环,通过外观检查可以及时发现产品的表面缺陷,确保产品质量符合标准,提高产品的质量和市场竞争力。
下面将介绍外观检查的标准和方法,希望能对大家有所帮助。
首先,外观检查的标准包括以下几个方面:
1. 表面平整度,产品的表面应该平整光滑,不应该有凹凸不平、气泡、裂纹等缺陷。
2. 色泽均匀度,产品的颜色应该均匀一致,不应该有色差或者色泽不均匀的情况。
3. 尺寸精度,产品的尺寸应该符合设计要求,不应该有尺寸偏差过大的情况。
4. 表面涂装,如果产品有涂装,涂层应该均匀、附着牢固,不应该有脱落或者起皮的情况。
5. 表面清洁度,产品的表面应该清洁,不应该有灰尘、污渍等杂质。
其次,进行外观检查时,需要注意以下几点方法:
1. 目视检查,首先可以通过肉眼观察产品的外观,看是否有明显的缺陷或者不良现象。
2. 使用辅助工具,可以使用放大镜、灯光等辅助工具来检查产品的细节,确保不会漏检。
3. 抽样检查,对于大批量生产的产品,可以采取抽样检查的方法,对样品进行检查,确保产品质量。
最后,外观检查的标准和方法对于产品质量的控制至关重要,只有确保产品外观的完美,才能提升产品的市场竞争力,赢得消费者的信任和青睐。
希望大家在生
产过程中能够严格按照外观检查标准进行操作,确保产品质量,提升企业形象,实现可持续发展。
总之,外观检查是产品质量控制中不可或缺的一环,只有严格按照标准和方法
进行检查,才能确保产品质量符合要求,提高产品的市场竞争力,赢得消费者的信任和认可。
希望大家能够重视外观检查工作,确保产品质量,为企业发展贡献力量。
产品外观检验标准封面
1. 标准编号和名称,封面上应包含产品外观检验标准的编号和名称,以便于快速识别和查找相关标准。
2. 发布单位,标准的发布单位是制定和发布该标准的组织或机构,封面上应清晰标明发布单位的名称和标识。
3. 生效日期,标准的生效日期是指该标准开始实施的日期,封面上应明确标注生效日期,以便用户知晓标准的适用时间。
4. 替代标准,如果该产品外观检验标准有替代版本或者被其他标准替代,封面上应注明相关信息,方便用户了解相关标准的变化和更新。
5. 适用范围,产品外观检验标准的适用范围是指该标准适用的产品范围和检验内容,封面上应清晰地列出适用范围,以便用户正确应用该标准。
6. 引用标准,产品外观检验标准可能会引用其他相关标准,封面上应注明引用的标准编号和名称,确保用户在使用该标准时能够
综合考虑相关要求。
7. 主管部门,标准的主管部门是指对该标准负责管理和监督的部门或机构,封面上应明确标注主管部门的信息。
以上是产品外观检验标准封面可能包含的内容,这些信息对于用户正确理解和使用标准具有重要意义,确保产品外观检验工作的准确性和有效性。
希望这些信息能够对你有所帮助。
外观检验作业指导书编制:校核:审核:批准:发布日期:2016年5月日实施日期:2016年6月日***************集团前言本标准适用于*****************集团。
本标准由工程技术部提出并归口。
本标准起草部门:工程技术部产品科。
本标准起草人:本标准于2016年5月发布。
目录一、目的 (2)二、适用范围 (2)三、规范内容及要求 (2)1、术语和定义: .............................................................................................................................. 2~72、外观技术要求:........................................................................................................................... 7~93、外观检验要求:......................................................................................................................... 9~16外观检验作业指导书一、目的根据产品要求及生产技术水平而制定,作为产品外观是否合格判断的依据,同时兼顾已形成惯例的一些共识,并参考已在执行的部分检验标准,对一些可以接受的表面外观缺陷进行限制,在本文中未出现的外观缺陷种类属于不允许范围。
二、适用范围本标准适用于*****************集团。
三、规范内容及要求1、术语和定义:产品指公司确定的、处于向客户发货状态下的物品,如整机、模块、散件A级表面在产品正常工作状态下,在不移动产品的情况下,客户能经常直接正视到的表面。
质量管理标准化体系文件
XXXX科技股份有限公司
五金产品通用外观检验标准
文件编号:XXX-SOP-05
版本号: AO
编制:_______________
批准:_______________
生效日期:20XX年X月X日
派注:如无蓝色“管制文件”印章,则非有效版本,请以受控文件规定为准。
1.检验环境
目视距离与时间:产品与检验者眼睛之间的距离及目视扫瞄时间分别如下:
光照条件:正常光源强度为1000 ± 200勒克斯”以)。
检验角度:视角为45°或90°。
2.抽样标准
抽样方案依 GB2828.1-2012 (II)标准,Cr=0,Maj=0.65,Min=1.5。
3.缺陷等级分类
致命缺陷:凡会影响使用者,维护者,或携带者生命安全或有安全隐患之缺陷;
严重缺陷:影响产品的组装或直接影响到产品的使用功能之缺陷;
轻微缺陷:不影响产品的组装或使用功能,只影响到用户视觉或轻微触觉等之缺陷;
4.产品表面等级区分
A面(一级区域):经组装后,位于用户正面之区域;
8面(二级区域):经组装后,位于使用者上面,两侧面与底座上面之区域;
C面(三级区域):经组装后,位于使用者后面与前框、底盘的底面之区域;
D面(四级区域):经组装后,位于正面、上面、后面、两侧下方均无法观测之区域;。

外观检查标准外观检查是产品质量控制中的重要环节,通过外观检查可以及时发现产品的表面缺陷和质量问题,确保产品的外观质量符合标准要求。
本文将介绍外观检查的标准和方法,以便文档创作者和质量检验人员能够准确、全面地进行外观检查。
一、外观检查标准。
1. 表面平整度,产品表面应平整光滑,不得有凹凸不平、皱纹、气泡、砂眼等缺陷。
2. 表面颜色,产品表面颜色应均匀一致,不得有色差、色泽不良、色斑等现象。
3. 表面清洁度,产品表面应干净整洁,不得有油污、灰尘、指纹等污染。
4. 表面涂层,如有涂层的产品,应检查涂层的附着力、平整度、厚度等指标是否符合要求。
5. 表面图案和标识,产品表面的图案和标识应清晰可见,不得有模糊、缺失、错位等情况。
二、外观检查方法。
1. 目视检查,通过肉眼观察产品表面,检查其平整度、颜色、清洁度、图案和标识等情况。
2. 使用辅助工具,如放大镜、光源等辅助工具,可以帮助检查人员更清晰地观察产品表面的细节。
3. 仪器检测,对于涂层厚度、颜色差异等需要精密测量的项目,可以借助专业仪器进行检测。
三、外观检查的重要性。
1. 保证产品质量,外观检查是产品质量控制的重要环节,可以及时发现产品的表面缺陷和质量问题,确保产品质量符合标准要求。
2. 提升产品形象,产品的外观质量直接影响消费者的购买决策,良好的外观质量可以提升产品形象,增强市场竞争力。
3. 预防质量事故,通过外观检查,可以及时发现潜在的质量问题,预防质量事故的发生,保障生产安全。
四、外观检查的注意事项。
1. 检查环境,外观检查应在光线充足、无污染的环境下进行,以确保检查结果的准确性。
2. 检查标准,检查人员应熟悉产品的外观质量标准,严格按照标准要求进行检查,确保检查结果的客观性和公正性。
3. 记录和反馈,对于发现的问题,应及时记录并反馈给相关部门,以便及时进行整改和改进。
五、外观检查的改进措施。
1. 完善检查标准,根据实际情况不断完善产品的外观检查标准,确保检查的全面性和准确性。
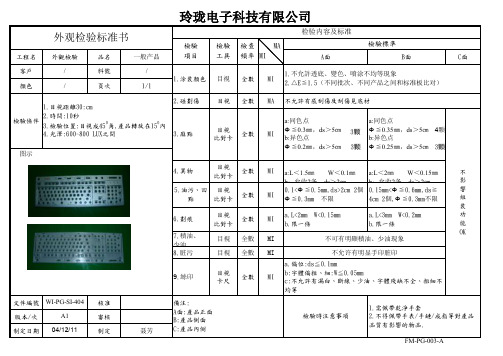
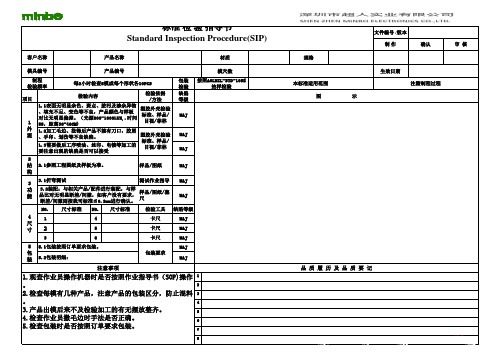
工程名外觀檢驗品名一般产品A面B面C面客戶/料號/顏色/頁次1/12.碰劃傷目視全數MA图示7.積油、少油目視全數MI8.脏污目視全數MI文件編號WI-PG-SI-404核准版本/次A1審核制定日期04/12/11制定聂芳備注:A面:產品正面B:產品側面C:產品內側檢驗時注意事項全數MI4.異物目視比對卡全數1.不允許透底、變色、噴涂不均等現象2.△E≦1.5(不同批次、不同产品之间和标准板比对)不允許有感刮傷及刮傷見底材全數檢驗條件1.目視距離30:cm2.時間:10秒3.檢驗位置:目視成450角,產品轉放在150內4.光澤:600~800 LUX之間1.涂裝顏色目視3.麻點目視比對卡MIMI玲珑电子科技有限公司MAMI檢驗標準外观检验标准书检验内容及标准檢驗項目檢驗工具檢查頻率9.絲印目視卡尺全數5.油污、凹點目視比對卡全數6.劃痕目視比對卡全數MI1.需佩帶乾淨手套2.不得佩帶手表/手鏈/戒指等對產品品質有影響的物品.不影響組裝功能OKa.L<2mm W<0.15mmb.限一條0.1<Φ≦0.5mm,ds>2cm 2個Φ≦0.3mm 不限0.15mm<Φ≦0.6mm,ds≧4cm 2個,Φ≦0.3mm不限a.偏位:ds≦0.1mmb:字體偏粗、細:W≦0.05mmc:不允許有漏白、斷線、少油、字體殘缺不全、粗細不均等MIMI不可有明顯積油、少油現象不允许有明显手印脏印a.L<3mm W<0.2mmb.限一條a:同色点Φ≦0.3㎜,ds>5㎝b:异色点Φ≦0.2㎜,ds>5㎝a:同色点Φ≦0.35㎜,ds>5㎝b:异色点Φ≦0.25㎜,ds>5㎝a:L<1.5㎜ W<0.1㎜b:允收2条,ds>2㎝a:L<2㎜ W<0.15㎜b:允收2条,ds>2㎝3颗3颗4颗3颗。
印刷品外观质量检验报告的撰写方法一、引言二、报告的结构与要素三、检验内容与方法四、报告的撰写要点五、报告的格式与语言六、报告的示例一、引言印刷品在现代社会中扮演着重要的角色,其外观质量对于产品形象和市场竞争至关重要。
为了确保印刷品的质量符合要求,制定了若干个检验标准,并撰写相应的检验报告。
本文将介绍印刷品外观质量检验报告的撰写方法,旨在提高报告的准确性和可读性,以便更好地服务于印刷行业。
二、报告的结构与要素1. 报告的标题与基本信息:报告应明确标识被检印刷品的名称、生产商、受检日期等基本信息,以方便溯源和识别。
2. 报告的目的与范围:报告应明确说明检验的目的和范围,以帮助读者了解检验的背景和重点。
3. 报告的方法与标准:报告应介绍所采用的检验方法和依据的标准,以确保报告的可靠性和权威性。
4. 报告的结果与结论:报告应详细描述检验结果,对不合格项进行说明,并给出相应的建议或改善方案。
5. 报告的签署与附件:报告应由检验单位负责人签署,并提供相关附件如照片、检验记录等,以便读者查阅和核实。
6. 报告的保密与保管:报告中涉及的商业机密或敏感信息应予以保密,并严格控制报告的保管和传播。
三、检验内容与方法1. 外观质量检验:包括印刷品的颜色、图案、文字、线条等方面的检查,可采用目测或借助仪器设备进行。
2. 材料质量检验:包括纸张、油墨、胶水等印刷材料的质量检测,可参照相关标准进行实验室测试。
3. 印刷效果检验:包括注册准确性、分色准确性、印刷层厚度等方面的测量,可借助仪器设备进行。
4. 包装质量检验:包括包装箱、内衬、包装标志等方面的检查,可进行目测和物理性能测试。
5. 标签与标识检验:包括产品标签、注意事项、使用说明等方面的检查,可进行内容核对和印刷质量检测。
6. 印刷品附加功能检验:如防伪性能、水性测试、耐磨性测试等,可根据具体要求进行相应的实验室检测。
四、报告的撰写要点1. 简明扼要:报告应尽量简洁明了,避免使用冗长的语句和专业术语,以方便读者理解。