纤维板生产工艺流程图
- 格式:docx
- 大小:261.32 KB
- 文档页数:5


中密度纤维板生产线工艺流程中密度纤维板(Medium Density Fiberboard,MDF)是一种由木纤维或其他植物纤维通过热压工艺制成的一种板材。
它具有均匀的密度、平整的表面、材质坚固、易加工等特点,广泛应用于家具、建筑装饰、包装等领域。
下面将介绍中密度纤维板生产线的工艺流程。
原材料准备:1.木材选择:选择具有优良木纤维的木材作为原料,如松木、杉木、桦木等。
2.原材料处理:将选好的木材进行去皮、去污、锯断、刨平、修整等处理,使其符合生产要求。
木材切削:1.切削机处理:将处理好的木材通过切削机切成合适的长木料,长度一般为3米-5米。
2.刨花机处理:将长木料通过刨花机刨出薄片,薄片的厚度一般为0.5毫米-1.5毫米。
纤维成型:1.薄片处理:将刨出的薄片经过改性处理,如喷涂表面胶粘剂,以提高纤维板的质量。
2.纤维成型:将处理好的薄片通过纤维成型机进行成型,成型时加入少量的胶粘剂,胶粘剂可提高纤维板的黏结力,并使板材表面光滑。
3.热压:将成型好的纤维板放入热压机中进行热压处理,使纤维板的内部纤维更加紧密,提高板材的密度和强度。
修整与涂层:1.修整:将热压后的纤维板进行修整,去除边角毛刺,使板材的尺寸更加精确。
2.涂层:根据生产需求,对板材进行表面涂层处理,如喷涂染色剂、漆膜等,以改善纤维板的外观质感和保护作用。
质检与包装:1.质检:对生产好的纤维板进行质量检查,检查项包括板材尺寸、密度、强度、表面平整度等。
2.包装:将合格的纤维板进行包装,一般采用塑料薄膜包装或纸箱包装,以便运输和储存。
以上是中密度纤维板生产线的主要工艺流程。
在实际生产中,还需要根据具体需求,对工艺进行调整和改进,以提高生产效率和产品质量。

xxxxxxx密度板有限责任公司文件中密度纤维板生产工艺及操作规程(第1版第0次修订)文件编号:BSD-GY-01编制:审核:批准:受控状态:√受控非受控2013年06月20日颁布 2013年06月20日实施xxxxxxx密度板有限责任公司发布堆场工艺规程一、木料堆放场地应尽量干燥、平坦、干净,要保证材料良好的通风和良好的排水条件,还需做好安全防火工作。
二、材料堆放应分明类别,需要把木片、木材分类分开堆放,木材中松木必须与其它木材分开堆放,桉木需与其它杂木分开堆放,若某一种杂木数量太多,也应单独堆放。
三、木材堆放应尽量整齐有序,堆垛间必须留有一定的间隔,每一堆垛的大小长约50米、宽约30米,高度一般规定为:1、人工搬运的最高为3--4米;2、机械搬运的最高可达10米;堆垛间距一般为5--6米或可视吊车脚臂伸缩而定。
四、为了保证生产正常运行,堆场内应能够供应生产达1个月以上的贮备量,雨季前或雨季期间要有3个月以上的贮备量。
五、木材的收购检验应严格按照“木材检验标准”执行,用于生产性的木材,不允许含有杉木等,木料中不允许有碳化、腐朽材,以及金属、塑料、橡胶、砂石等有害物质,收购的木料尾径应在40mm 以上,松木尾径可在30mm以上。
六、木片的收购检验应严格按照“外购木片检验规程”执行。
用于生产性的木片,目测,不允许有橡胶、塑料、金属、麻绳等有害物质,树节不宜太多,不允许有腐朽或发霉严重的木片等,应尽快使用验收合格的木片。
防止发霉变质,堆放不宜太高(不得超过5米)堆放时间一般为3--4天,最长时间不得超过7天,遇天气潮湿、下雨、炎热,堆放时间还应缩短,需在3天内使用完(木片的具体使用要求还应根据生产情况和领导安排另定)。
验收不合格的木片不能用于生产使用,可作燃料或退货。
七、所有木料使用要遵循“先堆放先使用”原则,不得乱用、混用或无序使用,用料应稳定,若遇生产调节需由领导批准而行。
八、堆场中的木料应做好登记管理工作,每堆木料应标明数量、堆放时间、种类等,方便检查使用;堆场中的原木堆放时间一般为3--4个月,最长时间不宜超过半年;泥地上堆放的木料要比水泥地面堆放的时间要短至少1个月。
中密度纤维板生产、基本工艺设计中密度纤维板生产工艺包括生产部分和辅助部分(以木材原料为主)。
生产部分包括原料堆场和备料、热磨施胶干燥、铺装预压热压、后处理、中间储存及砂光工段。
辅助部分有实验室、磨刀间和维修间等。
中密度纤维板生产基本工艺设计. 原料堆场原料堆场是生产工艺的组成部分。
原料在储存过程中,受自然条件的影喻而减少水分和均衡含水率,能减少树脂含量及果胶、淀粉、蛋白等成分,有利于原料质量的稳定,使原料更适于解纤。
而不恰当的原料储存方式和管理方法,不但会造成原料的腐朽变质和浪费,甚至会有火灾的隐患。
在设计中必须根据工厂的生产规模、工艺流程、原料种类、储存季节、场地利用和防火规范要求等来综合考虑原料堆场的储存方式和面积、工艺布局。
原木进场后应按树种和径级以及进场时间的先后顺序分类归堆。
考虑到原料供应的季节性作业和由于市场变化、运输等不可预测的因素,会使原料供应不及时而影响正常生产,为满足企业的正常连续生产必须要有一定的储备量。
对于木材原料来说,原木储存量不能少于1个月的正常生产的需要量。
以3~4个月的生产需要量为最佳。
采用铲车堆垛作业工艺,。
堆积高度按3~5m计算;外购到厂的木片可用简易棚或露天堆场堆放,露天堆场的木片堆积高度可达20~30m。
为避免原料堆垛自燃导致火灾和腐烂变质,堆垛之间要求留有足够的垛间距及通风道。
堆垛间距一般在1~2m,至少不小于0.5m;垛组间距一般在10~15m,垛区间距一般为15~25m。
原料场最好设置在生产区的下风向,堆垛长度方向应与常年主导风向成一个角度,以利通风。
非木材植物纤维原料则在很大程度上受季节影响,必须根据原料收购季节和运输条件等来考虑原料储存期、储存面积及储存方式。
这些原料一般用打捆方式运进料场储存,储存期一般在6个月以上,棉杆、庶渣类的储存量在6~9个月,芦苇、秸秆为7~10个月,竹材一般为2~3个月。
可采取分场地储存,但生产区内至少要储存1~3个月的生产用量。

中密度纤维板制造工艺曲线图如下:↗污水解决削片→热磨→干燥→铺装→热压→锯边→砂光→板胚分选→打包出库↑施胶为了使员工可以更好旳对中纤板旳生产要有足够旳理解,在此对上面所讲旳工艺制造作具体旳简介:一、1、削片:它是整个板生产中原料旳制造车间,重要将松杂木材削成符合生产规格旳木片,以备热为纤维分离提供更好旳条件。
2、核心词:原料种类、木片规格、松杂木配比。
①原料种类:中纤板生产所用原料旳植物纤维,其纤维素含量一般在30%以上,我司所受用旳是木质纤维,它重要涉及采伐剩余物(如:小径材、板桠材、火烧材),造材剩余物(截头),加上剩余物(边皮、木芯、碎单板及其她下脚料),以及回收旳废旧木材等,也可直接用林区或木材加工公司生产旳木片。
②木片规格:木片大小合格、均匀、平整、木片规格一般为:长16-30mm,宽15-25mm,厚3-5mm,我们所采用旳削片机类型是鼓式削片机,为了使木片适合生产,以便避免进料螺旋堵,电耗高等,一方面要适时调节飞刀与底刀旳间隙,一般调节旳间隙为0.8-1.0mm。
另一方面要加强对原料含水率率旳适时控制,尽量保证不低于40%,从而使木片整洁均匀,合格率高,碎悄少,也提高刀具使用寿命。
③松杂木配比:由于中纤板旳强度取决于纤维旳交错性能和结合时旳工艺条件,有关纤维形态,在这简要简介如下:a纤维:它一般分为纤维细胞(俗称纤维)和杂细胞,其中杂细胞旳含量多与少决定了纤维质量旳好与差,一般而言,针叶材杂细胞含量最低,而阔叶材次之,除了含量影响质量以外,纤维形态、化学构成以及原料旳机械加工性能等,相对而言要考虑板材旳强度要注意如下几点①长度大,长宽比大旳纤维具有较好旳结合性能,②细胞壁较薄,壁腔比较小旳纤维在纤维分离和热压过程中易压扁,成为带状,柔软性较好,具有较大旳接触面积,③长短、粗细纤维旳合格搭配可以弥补纤维之间旳空隙,增大接触面,提高产品密度和结合强度,有关化学构成以及原料旳机械加工性能这里不加多述,如下表针材材与阔叶材。
纤维地胶板施工工艺流程图文.txt
纤维地胶板施工工艺流程图文
1. 施工前准备
- 确定施工区域和施工图纸
2. 地面处理
- 清理地面,确保其平整干净
- 如有凹陷或不平整的地方,进行修补和砂浆打底
3. 接缝处理
- 根据施工图纸的要求,进行地板与墙角、门槛等接缝的处理- 使用底涂剂或防水材料进行封闭处理,防止地胶板渗漏水汽
4. 施胶
- 在地面上均匀涂布底胶层,使用专用工具将胶水均匀推开- 确保底胶层薄而均匀,避免形成气泡和堆积
5. 铺贴地胶板
- 根据施工图纸的要求,将地胶板逐块铺贴在涂布底胶的地面
上
- 注意对齐、平整,并确保板与板之间的接缝均匀一致
6. 压实与整平
- 使用专用的地板压实器对铺贴好的地胶板进行压实,使其与
底胶层完全粘合
- 检查地胶板是否平整,如有不平整的地方,进行调整和修整
7. 掩膜处理
- 对已经铺贴好的地胶板进行掩膜处理,保护其表面免受损坏
8. 后期处理
- 清理施工区域,将废弃物和工具清理干净
- 检查施工质量,修补可能存在的问题
以上是纤维地胶板施工工艺的基本流程。
请根据具体项目需求,在具体施工过程中对每个步骤进行详细操作和监督,确保施工质量
和效果。
请注意,在写文档时请确保内容准确性和清晰度。
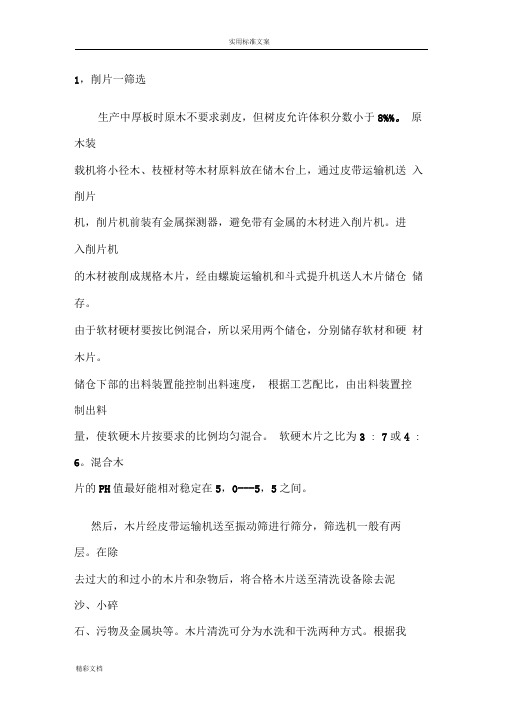
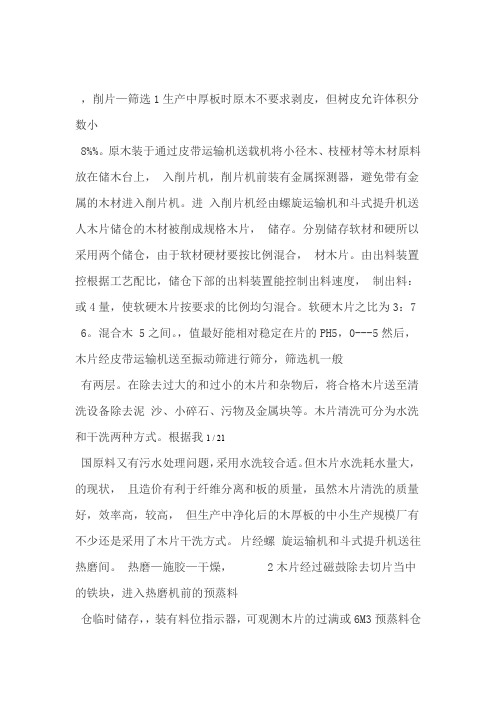
纤维板生产工艺流程20[标签:纤维板,工艺流程]纤维板生产工艺详细操作流程特意为您推荐的相关内容••什么是工艺流程?2回答2009-12-17••哇哈哈是哪里生产的1回答2011-03-15••关于生产前1回答2011-03-14更多纤维板工艺流程相关知识>>•陶瓷纤维板•高密度纤维板•中密度纤维板•硬质纤维板•中密度纤维板生产厂家•高密度纤维板生产工艺•中密度纤维板价格•中密度纤维板国家标准答案生产工艺流程简述1,削片—筛选生产中厚板时原木不要求剥皮,但树皮允许体积分数小于8%%。
原木装载机将小径木、枝桠材等木材原料放在储木台上,通过皮带运输机送入削片机,削片机前装有金属探测器,避免带有金属的木材进入削片机。
进入削片机的木材被削成规格木片,经由螺旋运输机和斗式提升机送人木片储仓储存。
由于软材硬材要按比例混合,所以采用两个储仓,分别储存软材和硬材木片。
储仓下部的出料装置能控制出料速度,根据工艺配比,由出料装置控制出料量,使软硬木片按要求的比例均匀混合。
软硬木片之比为3:7或4:6。
混合木片的PH值最好能相对稳定在5,0---5,5之间。
然后,木片经皮带运输机送至振动筛进行筛分,筛选机一般有两层。
在除去过大的和过小的木片和杂物后,将合格木片送至清洗设备除去泥沙、小碎石、污物及金属块等。
木片清洗可分为水洗和干洗两种方式。
根据我国原料的现状,采用水洗较合适。
但木片水洗耗水量大,又有污水处理问题,且造价较高,虽然木片清洗的质量好,效率高,有利于纤维分离和板的质量,但生产中厚板的中小生产规模厂有不少还是采用了木片干洗方式。
净化后的木片经螺旋运输机和斗式提升机送往热磨间。
2,热磨—施胶—干燥木片经过磁鼓除去切片当中的铁块,进入热磨机前的预蒸料仓临时储存,预蒸料仓的有效容积为6M3,装有料位指示器,可观测木片的过满或空缺。
木片经振动给料器,木塞螺旋进入垂直蒸煮器进行蒸煮软化,增加含水率,蒸煮器配有!射线料位计,用来控制料位和预置蒸煮时间。
木片在蒸煮软化后由运输螺旋送人热磨机进行纤维分离。
在热磨系统中配有起动分离器,热磨机起动时,通常开始热磨的纤维质量不符合生产要求,这些不合格纤维通过排料阀和排料管进入起动分离器,然后落入废料堆场。
当纤维质量达到生产要求时,排料阀关闭,生产出料阀打开。
与此同时,根据工艺要求将胶料按一定比例调好,定量送往施胶系统,石蜡采用直接加热熔化,然后送往投放装置。
当合格纤维从热磨机出来通过喷射线时,施胶系统把配好的胶料和石蜡均匀地喷射到纤维上,然后一起进入闪急式管道干燥机。
干燥采用蒸汽为介质,以加热空气,施好胶的纤维在管道中被热风吹送前进。
干燥机入口温度为170度,纤维含水率约80%;出口温度75度,纤维含水率为8---10%。
干燥机管道长度为100M,管道直径1250MM。
干燥好的纤维被送入直径为4500MM的高效旋风分离器,在这里将纤维和湿空气分离,湿热空气排到大气中。
干燥纤维能力为5000KG/H,蒸汽耗量最大为8200KG/H,设计风量为95000M3/H,风压为4500PA。
于纤维通过旋转出料器排出至螺旋称重进料机,纤维在这里被准确称出重量。
该装置还可按预置定的胶和纤维的比例控制施胶量,然后纤维被风送至于纤维料仓。
为了避免火灾,干燥系统安装了火花探测和自动灭火系统(另外干纤维仓和铺装机等处也安装有自动报警和自动灭火系统)。
在发生火警的时候,着火纤维可以从出料器后的分流管排出。
有一套气力输送系统把干燥好的纤维以及从铺装机、预压机、板坯修边锯和截断锯等处回收的纤维风送至干纤维料仓。
切片原木经运输机进仓,经切片机切片后进入木片库,通过振动筛进行筛选,将均匀的木片筛选出来,再进入“水洗”工艺。
水洗水洗系统对切成规格的木片进行清洗,去除木片中所含的泥石、沙子和其它杂质,保证输送清洁木片至下一工序。
蒸煮立式蒸煮缸是生产线的重要设备,在该设备中,木片在压力为6-8bar、温度为150-160℃的饱和蒸汽下蒸煮软化。
木片在蒸煮缸中的停留时间为1-3分钟。
立式蒸煮缸属压力容器,可保证去除原木材中可能存在的有害物质。
热磨热磨是非常关键的生产流程,在此设备中,经过蒸煮的木片在高速旋转的磨片中分离成纤维。
热磨机磨室压力8-9bar,温度140-150℃,总装机7000kW,转速1500rpm。
热磨系统是高温高压系统,对木片和纤维同样起到熏蒸作用。
干燥干燥系统是生产线最大的风送系统,该系统采用高温烟气作为加热介质,将纤维干燥到规定干湿度。
在此系统中进一步去除有害物质。
铺装经过干燥后的纤维通过筛选,合格的纤维经运输机、板面秤分别计量后送到铺装机中,铺装出均匀平整的板坯。
热压连续热压机是生产线最关键的设备,此设备通过温度、压力和生产速度的精密配合,迅速使板坯中胶黏剂固化,将板坯压制成型。
养生将成型的素板按张次堆放在专门的区域,让它自行调理,物理应力充分释放。
这个过程大概是两天,称为养生。
养生后的板材性质会更加稳定,不容易变形。
砂光使用砂光机对纤维板表面进行加工和厚度的校正。
去除板材表面的预固化层,提高板材表面使用率。
裁切按客户所要求的规格,对板子进行尺寸上的规范。
入库将成品打包,编号,放入仓库。
通风良好和温度恒定的仓库,可以保证产品质量的稳定性。
答案补充建议你买书看吧!一本可能不够你看。
№柒色√泪水回答采纳率:17.2%2009-04-1513:20中密度纤维板生产线工艺流程2009-03-1622:20QQ:984942767生产工艺流程简述1,削片—筛选生产中厚板时原木不要求剥皮,但树皮允许体积分数小于8%%。
原木装载机将小径木、枝桠材等木材原料放在储木台上,通过皮带运输机送入削片机,削片机前装有金属探测器,避免带有金属的木材进入削片机。
进入削片机的木材被削成规格木片,经由螺旋运输机和斗式提升机送人木片储仓储存。
由于软材硬材要按比例混合,所以采用两个储仓,分别储存软材和硬材木片。
储仓下部的出料装置能控制出料速度,根据工艺配比,由出料装置控制出料量,使软硬木片按要求的比例均匀混合。
软硬木片之比为3:7或4:6。
混合木片的PH值最好能相对稳定在5,0---5,5之间。
然后,木片经皮带运输机送至振动筛进行筛分,筛选机一般有两层。
在除去过大的和过小的木片和杂物后,将合格木片送至清洗设备除去泥沙、小碎石、污物及金属块等。
木片清洗可分为水洗和干洗两种方式。
根据我国原料的现状,采用水洗较合适。
但木片水洗耗水量大,又有污水处理问题,且造价较高,虽然木片清洗的质量好,效率高,有利于纤维分离和板的质量,但生产中厚板的中小生产规模厂有不少还是采用了木片干洗方式。
净化后的木片经螺旋运输机和斗式提升机送往热磨间。
2,热磨—施胶—干燥木片经过磁鼓除去切片当中的铁块,进入热磨机前的预蒸料仓临时储存,预蒸料仓的有效容积为6M3,装有料位指示器,可观测木片的过满或空缺。
木片经振动给料器,木塞螺旋进入垂直蒸煮器进行蒸煮软化,增加含水率,蒸煮器配有!射线料位计,用来控制料位和预置蒸煮时间。
木片在蒸煮软化后由运输螺旋送人热磨机进行纤维分离。
在热磨系统中配有起动分离器,热磨机起动时,通常开始热磨的纤维质量不符合生产要求,这些不合格纤维通过排料阀和排料管进入起动分离器,然后落入废料堆场。
当纤维质量达到生产要求时,排料阀关闭,生产出料阀打开。
与此同时,根据工艺要求将胶料按一定比例调好,定量送往施胶系统,石蜡采用直接加热熔化,然后送往投放装置。
当合格纤维从热磨机出来通过喷射线时,施胶系统把配好的胶料和石蜡均匀地喷射到纤维上,然后一起进入闪急式管道干燥机。
干燥采用蒸汽为介质,以加热空气,施好胶的纤维在管道中被热风吹送前进。
干燥机入口温度为170度,纤维含水率约80%;出口温度75度,纤维含水率为8---10%。
干燥机管道长度为100M,管道直径1250MM。
干燥好的纤维被送入直径为4500MM的高效旋风分离器,在这里将纤维和湿空气分离,湿热空气排到大气中。
干燥纤维能力为5000KG/H,蒸汽耗量最大为8200KG/H,设计风量为95000M3/H,风压为4500PA。
于纤维通过旋转出料器排出至螺旋称重进料机,纤维在这里被准确称出重量。
该装置还可按预置定的胶和纤维的比例控制施胶量,然后纤维被风送至于纤维料仓。
为了避免火灾,干燥系统安装了火花探测和自动灭火系统(另外干纤维仓和铺装机等处也安装有自动报警和自动灭火系统)。
在发生火警的时候,着火纤维可以从出料器后的分流管排出。
有一套气力输送系统把干燥好的纤维以及从铺装机、预压机、板坯修边锯和截断锯等处回收的纤维风送至干纤维料仓。