二型无砟轨道板知识
- 格式:doc
- 大小:23.50 KB
- 文档页数:1


CRTSⅡ型无砟轨道板工装设备技术培训一、引言CRTSⅡ型无砟轨道板是一种先进的用于铁路轨道的轨道板,它采用了无砟轨道的设计理念,具有更好的减震降噪和载荷承载能力。
为了正确使用和维护CRTSⅡ型无砟轨道板工装设备,本文将对该设备的技术特点、使用方法和维护要点进行详细介绍。
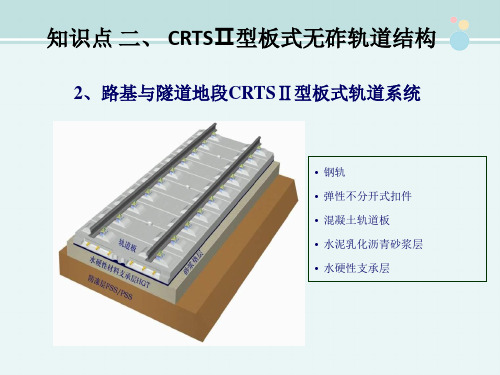
二、技术特点CRTSⅡ型无砟轨道板工装设备具有以下技术特点:1.双轨道板设计: CRTSⅡ型无砟轨道板工装设备采用双轨道板设计,即左右两侧都有轨道板支撑,使得整个设备更加稳定可靠。
2.自动对中功能:该设备配备了自动对中功能,能够自动调整轨道板的位置,确保轨道板之间的间距恰当,提高施工效率。
3.电动液压系统:该设备采用电动液压系统,能够快速、精确地调整轨道板的高度和水平度,确保施工质量。
4.智能控制系统:设备配备了智能控制系统,能够实时监测设备的工作状态,并提供故障报警和处理指南,简化操作流程。
三、使用方法为了正确使用CRTSⅡ型无砟轨道板工装设备,需要按照以下步骤进行操作:1.安装设备:首先,将设备稳固地放置在施工现场,并确保设备的四个角落都与地面接触紧密。
2.连接电源:将设备的电源线连接到电源插座上,并确保电源稳定。
3.打开电源:打开设备的电源开关,待设备启动完成后,进入下一步操作。
4.调整轨道板位置:根据实际需求,通过控制设备的按钮或触摸屏,调整轨道板的位置,使其与轨道板之间的间距适当。
5.调整轨道板高度:利用设备的液压系统,调整轨道板的高度,确保其与地面保持恰当的高度差。
6.开始施工:在设备调整完成后,可以开始利用CRTSⅡ型无砟轨道板工装设备进行施工。
按照实际需求和施工计划,逐步安装和固定轨道板。
7.监测工作状态:在施工过程中,随时注意设备的工作状态,如有异常或故障,及时停止施工并进行处理。
8.施工完成:施工完成后,关闭设备的电源开关,并进行设备的清洁和维护。
四、维护要点为了保证CRTSⅡ型无砟轨道板工装设备的正常运行和延长设备的使用寿命,需要注意以下维护要点:1.定期清洁:定期清洁设备的外壳和内部零件,防止积尘和杂物对设备的影响。

目录一、概 述 (1)二、路基上CRTSⅡ型板式无砟轨道 (3)(一)结构组成 (3)(二)形式尺寸及相关技术要求 (5)三、桥梁上CRTSⅡ型板式无砟轨道 (6)(一)结构组成 (6)(二)形式尺寸及相关技术要求 (8)四、隧道内CRTSⅡ型板式无砟轨道 (13)(一)结构组成 (13)(二)形式尺寸及相关技术要求 (13)五、岔区板式无砟轨道 (15)(一)结构组成 (15)(二)形式尺寸及相关技术要求 (17)六、过渡段设计技术 (19)(一)设计原则 (19)(二)技术措施 (19)一、概 述2005年,我国系统引进了德国博格板式无砟轨道设计、制造、施工、养护维修及工装、工艺等成套技术。
在铁道部“引进、消化、吸收、再创新”的战略部署下,通过京津城际铁路的工程实践,无砟轨道系统技术总结、系统技术再创新工作,已经形成了我国CRTSⅡ型板式无砟轨道系统成套技术。
图1.1 运营中的京津城际铁路目前,京沪高速铁路以及国内的大部分客运专线铁路均采用了CRTSⅡ型式无砟轨道,其主要结构特点如下:CRTSⅡ型板式无砟轨道与其他类型无砟轨道的明显区别在于全线轨道板和桥上底座板均为纵向连续结构,这是CRTSⅡ型板式无砟轨道系统的主要特点。
1.轨道板采用工厂化预制,通过布板软件计算出轨道板布设、制作、打磨、铺设等工序所需的全部轨道几何数据,实现了设计、制造和施工的数据共享;2.轨道板相互之间通过纵向精轧螺纹钢筋连接,较好地解决了板端变形问题,提高了行车舒适度;3.轨道板采用数控机床打磨工艺,打磨精度可达0.1mm,通过高精度的测量和精调系统,轨道板铺设后即可获得高精度的轨道几何,最大限度的降低铺轨精调工作,大幅度提高综合施工进度。
4.桥上底座板不受桥跨的限制,为跨越梁缝的纵向连续结构, 桥上的轨道板与路基、隧道内的一致,均为标准轨道板,利于工厂化、标准化生产,便于质量控制,同时简化轨道板的安装和铺设;5.摩擦板、端刺结构是桥上CRTSⅡ型板式无砟轨道系统的锚固体系,通过摩擦板和端刺将温度力和制动力传递到路基;6.梁面设置设置滑动层,隔离桥梁与轨道间的相互作用,以减小桥梁伸缩引起的钢轨和板内纵向附加力,实现大跨连续梁上取消伸缩调节器;7.一般情况下,在桥梁固定支座上方,桥梁和底座板间设置剪力齿槽、预埋件,将制动力和温度力及时向墩台上传递;8.在梁缝处设置高强度挤塑板,减小梁端转角对无砟轨道结构的影响;9.在底座板两侧设置侧向挡块进行横向、竖向限位;10.支承层采用水硬性材料或素混凝土,不需要配筋,结构简单,施工方便,同时可减少工程投资。


crtsⅱ型板式无砟轨道结构组成部件CRTSⅡ型板式无砟轨道是一种具有较高强度和稳定性的无砟轨道结构,广泛应用于高速铁路、城市轨道交通等领域。
它由以下几个主要部件组成:1.铺枕板:铺枕板是CRTSⅡ型板式无砟轨道的主要支撑结构,起到承载轨道和传递载荷的作用。
铺枕板一般由钢筋混凝土或复合材料制成,具有较好的强度和刚度。
其底部可以采用橡胶垫层或橡胶条来增加弹性,减小振动和噪音。
2.上浆层:上浆层是铺枕板上的一层特殊材料,用于增加轨道的稳定性和舒适性。
上浆层通常采用聚氨酯或橡胶材料,具有较好的抗老化性能和减震效果。
3.无砟轨道板:无砟轨道板是CRTSⅡ型板式无砟轨道的核心部件,用于固定铁轨和承载列车的载荷。
无砟轨道板通常由钢筋混凝土或复合材料制成,具有较高的强度和刚度,能够抵抗列车的侧向力和冲击力。
4.地脚螺栓:地脚螺栓是将无砟轨道板固定在地基或床层上的连接件。
地脚螺栓一般由高强度钢材制成,具有较好的抗拉和抗剪强度。
它通过与无砟轨道板上的预埋螺栓配合,实现轨道的牢固固定。
5.铁轨:铁轨是CRTSⅡ型板式无砟轨道上车轮的导向和支撑组件。
铁轨通常由钢材制成,具有较高的强度和耐磨性。
它通过螺栓和无砟轨道板连接,形成完整的轨道结构。
6.固定夹具:固定夹具是用于固定铁轨在无砟轨道板上的连接件。
固定夹具通常由钢材制成,具有较好的抗剪强度。
它通过与铁轨上的固定螺钉配合,将铁轨固定在无砟轨道板的槽口中。
以上是CRTSⅡ型板式无砟轨道的主要组成部件。
这些部件相互配合,形成了一个稳定、可靠的无砟轨道结构,为轨道交通提供了良好的运行条件。

CRTSII型轨道板为有挡肩、单向先张预应力混凝土预制板,横向设置60根直径为10mm的预应力钢筋,纵向通过6根直径为20mm的精轧螺纹钢筋连接成整体。
轨道板设置10对承轨台,纵向间距650mm。
采用添加超细符合掺合料高效聚羧酸减水剂C55高性能混凝土,HRB3500级Φ8mm、Φ20mm钢筋,HRB335级Φ16mm钢筋。
通过在高精度的钢制模板中浇筑混凝土,经过养护、脱模及自然存放后的混凝土预制毛坯板,然后利用数控磨床依据设计数据对轨道板承轨台进行精确打磨加工,实现高速铁路高精度、高平顺性的要求。


CRTSⅡ型无砟轨道板简介用于CRTS II型无砟轨道系统的轨道板称为CRTSⅡ型无砟轨道板(以下简称轨道板),轨道板的制造是Ⅱ型无砟轨道系统技术的关键,制造工艺与传统混凝土制品存在较大差异,且在国内无相关生产经验可借鉴。
通过消化、吸收博格公司转让技术资料,中国中铁对轨道板的制造工艺(尤其针对关键、特殊工序)进行了系统的试验和研究,通过试制试验板、小批量试生产及大批量正式生产三个阶段的摸索和总结,全面实现轨道板制造工艺的国产化。
同时,经过大量的试验、研制、选购等工作和科技攻关活动,基本实现了工装设备的国产化,逐步形成完整的制造工艺及生产组织的管理体系。
基本结构CRTSⅡ型无砟轨道板包括标准板、特殊板和补偿板,标准板长6450 mm、宽2550 mm、厚度200 mm,混凝土的设计强度为C55,每块板混凝土用量3.45 m3,板重约8.6 t,特殊板和补偿板依据具体设计确定。
轨道板横向配置60根中1 0预应力钢筋,纵向配置6根由20精轧螺纹钢筋.用于轨道板的纵向联接,在纵、横向钢筋的上、下层分别配置一层钢筋网片,所有钢筋交叉点均做绝缘处理。
每组承轨台之间设有一道控制开裂的V形槽。
关键工艺轨道板在生产厂房内集中预制,实行工厂化管理。
轨道板厂设计生产能力根据工程量和施工工期确定。
半成品轨道板厂房设三条先张法长线台座生产线,每条生产线作业周期为24 h(其中养护时间约16h),采用三班作业制,每天生产半成品轨道板8l块。
成品轨道板厂房内设一条磨削生产线,每天磨削成品轨道板约81块。
钢筋网片制作与入模轨道板钢筋骨架主要由上、下层钢筋网片组成,分别在专用的胎具上编制成型,在编制过程中除了对钢筋间距进行检查外,关键是做好钢筋间的绝缘处理,确保钢筋间的电阻值不小于1010 Q。
采用专用的绝缘塑料卡和热缩管,安置在所有纵横向钢筋交叉处,绝缘塑料卡既起绝缘作用,同时起定位作用。
定位钢筋、预应力钢筋、上层及下层钢筋依次吊入钢模,人模完成后,除了对各层钢筋相对位置、接地预埋件位置、保护层厚度等进行检测和调整外,关键还是做好各层钢筋间的绝缘处理。

二型无砟轨道板知识无砟轨道板用阳离子的叫一型板,用阴离子的叫二型板。
二型板无砟轨道通过在轨道板灌注口中灌注水泥乳化沥青砂浆,砂浆硬化后将已经精确到位和临时固定的预制轨道板与基础支承层连接为整体,利用板间粘结力完成轨道板三向永久固定。
同时,通过轨道板预留钢筋的纵向联接结提高轨道纵向整体刚度和轨道板板端抗翘曲能力。
一型板和二型板尺寸虽相近,但二型板设置横向假缝允许开裂,类似“串联宽轨枕”式结构,对下部变形的自适应能力较强,对下部缓冲协调和均匀受力的要求较低,故其下部水泥乳化沥青砂浆垫层的主要功能是施工调整(冲天空隙)、传递荷载、约束轨道板。
砂浆的填充作用主要是保证轨道板、充填层和基础支撑层之间的共同作用,因此砂浆应能充分填满轨道板和基础支承层之间的安装空隙,使列车荷载按照理想的模式通过轨道板由垫层传递基础支承层。
传递竖向荷载。
砂浆垫层作为轨道板与基础支承层之间相对位置的调整层起到传递荷载的作用。
砂浆垫层所受荷载主要为轨道板和轨面系统自重和高速列车冲击荷载两部分。
传递纵向及横向荷载。
列车在运行过程中,特别是制动时会对轨道板产生一个附加的纵向力,弯道行车又会对轨道板之间产生一个附加的横向力。
在不设置凸形挡台的二型板无砟轨道中,附加的纵向力和横向力均要通过垫层砂浆在轨道板和基础支承层间传递。
约束轨道板。
连续结构使得砂浆约束轨道板位移成为可能,垫层砂浆依靠其剪切力实现约束轨道板的功能。
因此,砂浆硬化后不紧要与基础支承层产生一定的粘结强度,同时应与轨道板之间粘结可靠。
只有垫层砂浆与轨道板粘结牢固后,才能保证拆除临时支架后的轨道板位置保持精调后的状态,同时确保轨道板在行车状态喜爱位置的相对稳定。
感谢您的阅读,祝您生活愉快。
用阳离子的叫一型板,用阴离子的叫二型板。
二型板无砟轨道通过在轨道板灌注口中灌注水泥乳化沥青砂浆,砂浆硬化后将已经精确到位和临时固定的预制轨道板与基础支承层连接为整体,利用板间粘结力完成轨道板三向永久固定。
同时,通过轨道板预留钢筋的纵向联接结提高轨道纵向整体刚度和轨道板板端抗翘曲能力。
一型板和二型板尺寸虽相近,但二型板设置横向假缝允许开裂,类似“串联宽轨枕”式结构,对下部变形的自适应能力较强,对下部缓冲协调和均匀受力的要求较低,故其下部水泥乳化沥青砂浆垫层的主要功能是施工调整(冲天空隙)、传递荷载、约束轨道板。
砂浆的填充作用主要是保证轨道板、充填层和基础支撑层之间的共同作用,因此砂浆应能充分填满轨道板和基础支承层之间的安装空隙,使列车荷载按照理想的模式通过轨道板由垫层传递基础支承层。
传递竖向荷载。
砂浆垫层作为轨道板与基础支承层之间相对位置的调整层起到传递荷载的作用。
砂浆垫层所受荷载主要为轨道板和轨面系统自重和高速列车冲击荷载两部分。
传递纵向及横向荷载。
列车在运行过程中,特别是制动时会对轨道板产生一个附加的纵向力,弯道行车又会对轨道板之间产生一个附加的横向力。
在不设置凸形挡台的二型板无砟轨道中,附加的纵向力和横向力均要通过垫层砂浆在轨道板和基础支承层间传递。
约束轨道板。
连续结构使得砂浆约束轨道板位移成为可能,垫层砂浆依靠其剪切力实现约束轨道板的功能。
因此,砂浆硬化后不紧要与基础支承层产生一定的粘结强度,同时应与轨道板之间粘结可靠。
只有垫层砂浆与轨道板粘结牢固后,才能保证拆除临时支架后的轨道板位置保持精调后的状态,同时确保轨道板在行车状态喜爱位置的相对稳定。