面料基本知识培训
- 格式:ppt
- 大小:13.14 MB
- 文档页数:26
面料知识培训面料知识一、面料分类1、面料的定义:用来制做成衣的布料叫面料。
2、面料的分类:合用制做服饰的面料有很多种,往常按制造方法或构成成分来分类。
按制造方法分为梭织面料和针织面料;按构成成分来分为天然面料、化纤面料和混纺面料。
3、什么是梭织面料就是由经向和纬向的两组纱线交织而成,所以它的尺寸和形态稳固性好,制成的服饰不易变形,但弊端是没有弹力。
4、什么是针织面料就是由一根或几根纱线形成的线圈隔断相穿连结成片而形成,所以它的尺寸和形态稳固性差,但其自己的弹力和悬垂性较好。
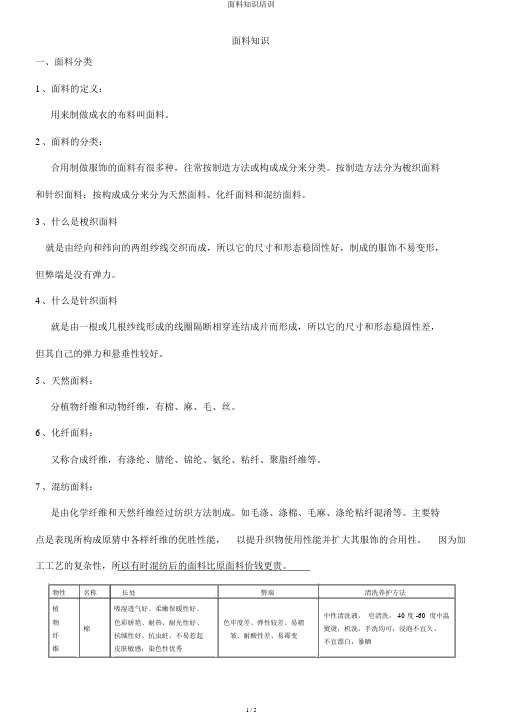
5、天然面料:分植物纤维和动物纤维,有棉、麻、毛、丝。
6、化纤面料:又称合成纤维,有涤纶、腈纶、锦纶、氨纶、粘纤、聚脂纤维等。
7、混纺面料:是由化学纤维和天然纤维经过纺织方法制成。
如毛涤、涤棉、毛麻、涤纶粘纤混淆等。
主要特点是表现所构成原猜中各样纤维的优胜性能,以提升织物使用性能并扩大其服饰的合用性。
因为加工工艺的复杂性,所以有时混纺后的面料比原面料价钱更贵。
物性名称长处弊端清洗养护方法植吸湿透气好、柔嫩保暖性好、中性清洗液,皂清洗, 40 度 -60度中温物色彩娇艳、耐热、耐光性好、色牢度差、弹性较差、易褶棉熨烫,机洗,手洗均可,浸泡不宜久、纤抗缄性好、抗虫蛀、不易惹起皱、耐酸性差、易霉变不宜漂白,暴晒维皮肤敏感;染色性优秀面料知识培训物性合成纤维(水温30-45度中性洗衣粉 ,不宜使劲 ,带水阴干 )吸湿透气好、干爽利汗,触感凉快舒坦,有好的光彩感、结柔韧性差、弹性小、同棉,宜干洗,与其余衣物分开清洗、麻实耐用,适夏天衣着,具自然简单皱摺不起毛,反面晾晒。
美感、不易退色、耐磨、耐晒抗酸缄、抗霉菌光彩自然柔和、光亮悦目,洗时速度快,专业丝毛清洗剂,烫温手感滑爽富裕弹力、文雅华美,丝不可以暴晒,易泛黄。
150 度,忌用碱性及漂白洗衣剂,手洗,悬垂俊逸、吸湿性,透气性良勿拧绞,阴干,干洗温度40 度以下。
动好物狐狸纤外观深邃委婉,隆重,安稳,不可以强搓,硬刷,强拧,使用专业丝光毛维丰厚的风格,抗皱、体型好、不耐磨,不透气,带静电,清洗,需垫布或蒸气温熨烫,先烫反后獭兔色牢度好、手感柔嫩富裕弹性,衣着注意保护易起球。



面料知识培训面料知识培训面料是制作衣物的重要材料之一。
不同的面料具有不同的特点和用途,了解面料的种类、性质和特点对于选择合适的面料制作衣物非常重要。
本次培训将介绍常见的面料种类、面料的性质以及如何正确选购和保养面料。
一、常见的面料种类1. 棉布:透气性好,吸湿性强,柔软舒适,适合制作日常穿着的衣物。
2. 涤纶:耐磨性好,抗皱,易保养,可在高温下熨烫,适合制作职业装和运动服装。
3. 麻布:天然纤维,透气性好,耐磨性强,适合夏季穿着。
4. 丝绸:光泽度高,手感柔软,适合制作高级服装。
5. 羊毛:保暖性好,透气性强,适合制作冬季外套和毛衣。
6. 尼龙:耐磨性好,透气性差,易干燥,适合制作运动服装和户外装备。
二、面料的性质1. 透气性:面料的透气性取决于纤维的类型和细度。
透气性好的面料可以让空气流通,提供舒适的穿着感。
2. 吸湿性:面料的吸湿性决定了其对汗水的吸收和排湿能力。
吸湿性好的面料可以快速吸收汗水,保持身体干爽。
3. 弹性:弹性是面料恢复原状的能力。
具有良好弹性的面料可以提供更好的舒适感,并且能更好地跟随身体的运动。
4. 耐磨性:耐磨性是面料抵抗磨损和损坏的能力。
耐磨性好的面料可以使用更长时间,不易磨损和起球。
三、正确选购和保养面料1. 选购面料时要注意手感和外观。
手感柔软的面料通常会更舒适。
外观要求高的衣物应选择有光泽且质地优良的面料。
2. 查看面料的标签和说明,了解面料的材质和洗涤要求。
根据自己的需求选择适合的面料。
3. 遵循面料的洗涤指南,正确清洁和保养面料。
有些面料需要手洗或干洗,不宜使用洗衣机。
4. 避免长时间曝晒衣物,以免导致面料退色或损坏。
5. 定期熨烫衣物以保持面料的光泽和外观。
总结:面料作为制作衣物的重要材料之一,了解面料的种类、性质和选购方法对于选择合适的面料制作衣物至关重要。
只有了解面料的特点,我们才能更好地选择适合自己需求的面料,并正确保养它们,使衣物更加耐穿。
面料知识培训结束,希望大家能够从中受益,提高对面料的认识和运用能力。


《面料培训课件》•面料基础知识•面料生产工艺•面料性能与测试目录•面料应用与设计01面料基础知识面料是用于制作服装、家纺和其他纺织品的纺织原料,通常由纤维通过织造手段制成。
定义面料可根据不同的标准进行分类,如按照原材料、织造方法、纤维含量、厚度、性能等。
分类面料定义与分类主要面料纤维鉴别麻纤维天然纤维,强度高,透气性好,抗菌防虫,易皱。
棉纤维天然纤维,吸湿性好,保暖性差,易皱,但价格低廉。
毛纤维天然纤维,保暖性好,透气性好,弹性好,不易皱。
合成纤维人造纤维,耐洗耐磨,不易皱,保暖性好。
丝纤维天然纤维,柔软滑爽,光泽好,吸湿性好,易皱。
02面料生产工艺1织造工艺23包括纱线准备、络筒、整经、浆纱、穿筘等步骤。
织造准备通过织布机将纱线交织成布料,包括开口、引纬、打纬、送经、织布等步骤。
织造过程对织好的布料进行检验、修织、洗水、定型等处理。
织造后整理印染工艺对布料进行退浆、煮练、漂白等处理,以去除杂质和提高染色性能。
前处理染色后处理检验与打包将布料浸入染液中,通过加热或其他方式使其染色,包括散纤维染色、纱线染色和织物染色等方法。
对染色后的布料进行清洗、脱水、烘干等处理,以去除多余的水分和杂质,提高其质量。
对印染后的成品布进行质量检验,根据色卡和客户要求进行打包交货。
03面料性能与测试拉伸性能与测试拉伸性能是指面料在受到拉伸作用时的变形和恢复能力。
机器拉伸则是使用专业的拉伸测试仪器,设定拉伸速度和样品尺寸,自动记录拉伸曲线和数据。
测试方法包括手动拉伸和机器拉伸两种。
手动拉伸是使用拉伸器将面料样品逐渐拉伸至极限,观察其变形情况和回弹性。
耐磨性能是指面料在受到摩擦作用下的破损和磨损程度。
马丁代尔耐磨法是将一定尺寸的面料样品放在耐磨测试机中,承受不同摩擦力的摩擦头对其进行摩擦,以一定次数为标准,观察样品破损情况。
起球仪测试法是将面料样品放在起球仪的摩擦头上,通过不同摩擦力度和摩擦时间,观察面料的起毛起球程度。

服装面料基础知识培训一、面料的定义与分类面料是指用来制作服装的纺织材料,根据纺织工艺和纤维成分的不同,可以将面料分为多种不同的类型和品种。
下面就面料的基础知识进行详细的介绍。
1.天然纤维面料天然纤维面料是指由植物或动物原料加工而成的纺织品。
常见的天然纤维面料有棉花、麻、丝绸、羊毛等。
这些面料具有柔软舒适、透气性好、吸湿性强等特点,并且环保性较高。
2.化学纤维面料化学纤维面料是由人工合成的纤维材料加工而成。
常见的化学纤维面料有涤纶、锦纶、腈纶、氨纶等。
这些面料具有耐磨损、易清洁、色彩鲜艳等特点,但透气性和吸湿性相对较差。
3.混纺面料混纺面料是由两种或两种以上的不同纤维混合加工而成。
常见的混纺面料有涤棉、涤纶/棉等。
混纺面料能够充分发挥各自纤维的优点,既保持天然纤维的柔软舒适,又具备化学纤维的耐磨损和易清洁特点。
二、面料的特性与用途不同的面料具有不同的特性,根据这些特性可以确定面料的用途和适用场景。
1.棉布棉布是由棉纤维纺制而成的面料,具有柔软、透气、吸湿、耐高温等特点。
棉布广泛应用于衬衫、T恤、床上用品等领域。
2.麻布麻布是由亚麻纤维纺制而成的面料,具有透气性好、吸湿性强、手感凉爽等特点。
麻布常用于夏季服装、衬衣、窗帘等。
3.丝绸丝绸是由蚕丝等动物纤维纺制而成的面料,具有光泽、柔软、透气、保暖等特点。
丝绸常用于高档服装、丝巾、被套等。
4.羊毛羊毛是由羊绒纤维纺制而成的面料,具有保暖、弹性、吸湿性强等特点。
羊毛常用于冬季服装、大衣等。
5.涤纶涤纶是一种化学纤维,具有耐磨损、抗皱、易清洁等特点。
涤纶常用于制作运动服、工装等。
6.锦纶锦纶是一种强力化学纤维,具有耐磨损、弹性、抗褪色等特点。
锦纶常用于制作泳衣、运动鞋等。
7.混纺面料混纺面料可以充分发挥各种纤维的特点,在不同应用场景中得到广泛应用。
例如,涤棉面料适合制作职业装、工装等;涤纶/棉面料适合制作酒店床上用品等。
三、面料的保养和注意事项不同类型的面料在保养和使用上也需注意一些细节,以延长服装的寿命。