精密机械设计基础第4章习题答案
- 格式:ppt
- 大小:1.09 MB
- 文档页数:10
《机械制造技术基础》部分习题参考解答第四章机械加工质量及其控制4-1什么是主轴回转精度?为什么外圆磨床头夹中的顶尖不随工件一起回转,而车床主轴箱中的顶尖则是随工件一起回转的?解:主轴回转精度——主轴实际回转轴线与理想回转轴线的差值表示主轴回转精度,它分为主轴径向圆跳动、轴向圆跳动和角度摆动。
车床主轴顶尖随工件回转是因为车床加工精度比磨床要求低,随工件回转可减小摩擦力;外圆磨床头夹中的顶尖不随工件一起回转是因为磨床加工精度要求高,顶尖不转可消除主轴回转产生的误差。
4-2 在镗床上镗孔时(刀具作旋转主运动,工件作进给运动),试分析加工表面产生椭圆形误差的原因。
答:在镗床上镗孔时,由于切削力F的作用方向随主轴的回转而回转,在F作用下,主轴总是以支承轴颈某一部位与轴承内表面接触,轴承内表面圆度误差将反映为主轴径向圆跳动,轴承内表面若为椭圆则镗削的工件表面就会产生椭圆误差。
4-3为什么卧式车床床身导轨在水平面内的直线度要求高于垂直面内的直线度要求?答:导轨在水平面方向是误差敏感方向,导轨垂直面是误差不敏感方向,故水平面内的直线度要求高于垂直面内的直线度要求。
4-4某车床导轨在水平面内的直线度误差为0.015/1000mm,在垂直面内的直线度误差为0.025/1000mm,欲在此车床上车削直径为φ60mm、长度为150mm的工件,试计算被加工工件由导轨几何误差引起的圆柱度误差。
解:根据p152关于机床导轨误差的分析,可知在机床导轨水平面是误差敏感方向,导轨垂直面是误差不敏感方向。
水平面内:0.0151500.002251000R y∆=∆=⨯=mm;垂直面内:227()0.025150/60 2.341021000zRR-∆⎛⎫∆==⨯=⨯⎪⎝⎭mm,非常小可忽略不计。
所以,该工件由导轨几何误差引起的圆柱度误差0.00225R∆=mm。
4-5 在车床上精车一批直径为φ60mm 、长为1200mm 的长轴外圆。
《机械制造技术基础》部分习题参考解答第四章机械加工质量及其控制4-1什么是主轴回转精度?为什么外圆磨床头夹中的顶尖不随工件一起回转,而车床主轴箱中的顶尖则是随工件一起回转的?解:主轴回转精度——主轴实际回转轴线与理想回转轴线的差值表示主轴回转精度,它分为主轴径向圆跳动、轴向圆跳动和角度摆动。
车床主轴顶尖随工件回转是因为车床加工精度比磨床要求低,随工件回转可减小摩擦力;外圆磨床头夹中的顶尖不随工件一起回转是因为磨床加工精度要求高,顶尖不转可消除主轴回转产生的误差。
4-2 在镗床上镗孔时(刀具作旋转主运动,工件作进给运动),试分析加工表面产生椭圆形误差的原因。
答:在镗床上镗孔时,由于切削力F的作用方向随主轴的回转而回转,在F作用下,主轴总是以支承轴颈某一部位与轴承内表面接触,轴承内表面圆度误差将反映为主轴径向圆跳动,轴承内表面若为椭圆则镗削的工件表面就会产生椭圆误差。
4-3为什么卧式车床床身导轨在水平面内的直线度要求高于垂直面内的直线度要求?答:导轨在水平面方向是误差敏感方向,导轨垂直面是误差不敏感方向,故水平面内的直线度要求高于垂直面内的直线度要求。
4-4某车床导轨在水平面内的直线度误差为0.015/1000mm,在垂直面内的直线度误差为0.025/1000mm,欲在此车床上车削直径为φ60mm、长度为150mm的工件,试计算被加工工件由导轨几何误差引起的圆柱度误差。
解:根据p152关于机床导轨误差的分析,可知在机床导轨水平面是误差敏感方向,导轨垂直面是误差不敏感方向。
水平面内:0.0151500.002251000R y∆=∆=⨯=mm;垂直面内:227()0.025150/60 2.341021000zRR-∆⎛⎫∆==⨯=⨯⎪⎝⎭mm,非常小可忽略不计。
所以,该工件由导轨几何误差引起的圆柱度误差0.00225R∆=mm。
4-5 在车床上精车一批直径为φ60mm 、长为1200mm 的长轴外圆。
《机械制造技术基础》部分习题参考解答第四章机械加工质量及其控制4-1什么是主轴回转精度?为什么外圆磨床头夹中的顶尖不随工件一起回转,而车床主轴箱中的顶尖则是随工件一起回转的?解:主轴回转精度——主轴实际回转轴线与理想回转轴线的差值表示主轴回转精度,它分为主轴径向圆跳动、轴向圆跳动和角度摆动。
车床主轴顶尖随工件回转是因为车床加工精度比磨床要求低,随工件回转可减小摩擦力;外圆磨床头夹中的顶尖不随工件一起回转是因为磨床加工精度要求高,顶尖不转可消除主轴回转产生的误差。
4-2 在镗床上镗孔时(刀具作旋转主运动,工件作进给运动),试分析加工表面产生椭圆形误差的原因。
答:在镗床上镗孔时,由于切削力F的作用方向随主轴的回转而回转,在F作用下,主轴总是以支承轴颈某一部位与轴承内表面接触,轴承内表面圆度误差将反映为主轴径向圆跳动,轴承内表面若为椭圆则镗削的工件表面就会产生椭圆误差。
4-3为什么卧式车床床身导轨在水平面内的直线度要求高于垂直面内的直线度要求?答:导轨在水平面方向是误差敏感方向,导轨垂直面是误差不敏感方向,故水平面内的直线度要求高于垂直面内的直线度要求。
4-4某车床导轨在水平面内的直线度误差为0.015/1000mm,在垂直面内的直线度误差为0.025/1000mm,欲在此车床上车削直径为φ60mm、长度为150mm的工件,试计算被加工工件由导轨几何误差引起的圆柱度误差。
解:根据p152关于机床导轨误差的分析,可知在机床导轨水平面是误差敏感方向,导轨垂直面是误差不敏感方向。
水平面内:0.0151500.002251000R y∆=∆=⨯=mm;垂直面内:227()0.025150/60 2.341021000zRR-∆⎛⎫∆==⨯=⨯⎪⎝⎭mm,非常小可忽略不计。
所以,该工件由导轨几何误差引起的圆柱度误差0.00225R∆=mm。
4-5 在车床上精车一批直径为φ60mm 、长为1200mm 的长轴外圆。
目录第1章机械设计概述 (1)第2章摩擦、磨损及润滑概述 (3)第3章平面机构的结构分析 (12)第4章平面连杆机构 (16)第5章凸轮机构 (36)第6章间歇运动机构 (46)第7章螺纹连接与螺旋传动 (48)第8章带传动 (60)第9章链传动 (73)第10章齿轮传动 (80)第11章蜗杆传动 (112)第12章齿轮系 (124)第13章机械传动设计 (131)第14章轴和轴毂连接 (133)第15章轴承 (138)第16章其他常用零、部件 (152)第17章机械的平衡与调速 (156)第18章机械设计CAD简介 (163)第1章机械设计概述1.1机械设计过程通常分为哪几个阶段?各阶段的主要内容是什么?答:机械设计过程通常可分为以下几个阶段:1.产品规划主要工作是提出设计任务和明确设计要求。
2.方案设计在满足设计任务书中设计具体要求的前提下,由设计人员构思出多种可行方案并进行分析比较,从中优选出一种功能满足要求、工作性能可靠、结构设计可靠、结构设计可行、成本低廉的方案。
3.技术设计完成总体设计、部件设计、零件设计等。
4.制造及试验制造出样机、试用、修改、鉴定。
1.2常见的失效形式有哪几种?答:断裂,过量变形,表面失效,破坏正常工作条件引起的失效等几种。
1.3什么叫工作能力?计算准则是如何得出的?答:工作能力为指零件在一定的工作条件下抵抗可能出现的失效的能力。
对于载荷而言称为承载能力。
根据不同的失效原因建立起来的工作能力判定条件。
1.4标准化的重要意义是什么?答:标准化的重要意义可使零件、部件的种类减少,简化生产管理过程,降低成本,保证产品的质量,缩短生产周期。
第2章摩擦、磨损及润滑概述2.1按摩擦副表面间的润滑状态,摩擦可分为哪几类?各有何特点?答:摩擦副可分为四类:干摩擦、液体摩擦、边界摩擦和混合摩擦。
干摩擦的特点是两物体间无任何润滑剂和保护膜,摩擦系数及摩擦阻力最大,磨损最严重,在接触区内出现了粘着和梨刨现象。
4-1机床夹具有哪几部分组成各部分起什么作用答:(1)定位元件———使工件在夹具中占有准确位置,起到定位作用。
(2)夹紧装置———提供夹紧力,使工件保持在正确定位位置上不动。
(3)对刀元件———为刀具相对于夹具的调整提供依据。
(4)引导元件———决定刀具相对于夹具的位置。
(5)其他装置———分度等。
(6)连接元件和连接表面———将夹具连接到工作台上。
(7)夹具体———将各夹具元件装配为一个整体。
4-2工件在机床上的装夹方法有哪些其原理是什么答:(1)用找正法装夹工件——原理:根据工件的一个或几个表面用划针或指示表找正工件准确位置后再进行夹紧,也可先按加工要求进行加工面位置的划线工序,然后再按划出的线痕进行找正实现装夹。
(2)用夹具装夹工件——夹具使工件在夹具中占有正确的加工位置,而且夹具对机床保证有准确的相对位置,而夹具结构保证定位元件的定位,工作面对夹具与机床相连接的表面之间的相对准确位置,使刀具相对有关定位元件的定位工作面调整到准确位置,这就保证了刀具在加工出的表面对工件定位基准的位置尺寸。
4-3何为基准试分析下列零件的有关基准。
答基准——零件上用来确定点、线、面位置时作为参考的其他点、线、面。
(1)设计基准——内孔轴线,装配基准——内孔轴线,定位基准——下端面和内孔,测量基准——内孔轴线。
(2)设计基准——断面1,定位基准——大头轴线,测量基准——端面1。
4-4什么事“六点定位原理”答:用六个支撑点,去分别限制工件的六个自由度,从而使工件在空间得到确定位置的方法,称为工件的六点定位原理。
4-5什么是完全定位,不完全定位,过定位以及欠定位。
答:完全定位——工件的六个自由度完全被限制的定位,不完全定位——按加工要求,允许有一个或几个自由度不被限制的定位,欠定位——按工序的加工要求,工件应该限制自由度而未予限制的定位,过定位——工件的一个自由度被两个或两个以上的支撑点重复限制的定位。
4-6组合定位分析的要点是什么答:(1)几个定位元件组合起来定位一个工件相应的几个定位面,该组合定位元件能限制工件的自由度总数等于各个定位元件单独定位各自相应定位面时所能限制的自由度数目之和,不会因组合后而发生数量上的变化。

第一章 结构设计中的静力学平衡1-1 解:力和力偶不能合成;力偶也不可以用力来平衡。
1-2 解:平面汇交力系可以列出两个方程,解出两个未知数。
取坐标系如图,如图知 ()100q x x = 1-3 解:则载荷q(x) 对A 点的矩为1()()(2)66.7()A M q q x x dx KN m =⋅-≈⋅⎰1-4 解:1)AB 杆是二力杆,其受力方向如图,且 F A ’=F B ’2)OA 杆在A 点受力F A ,和F A ’是一对作用力和反作用力。
显然OA 杆在O 点受力F O ,F O 和F A 构成一力偶与m 1平衡,所以有 1sin 300A F OA m ⋅⋅︒-=代入OA = 400mm ,m 1 = 1N ⋅m ,得 F A =5N 所以F A ’=F A =5N , F B ’= F A ’=5N ,即 杆AB 所受的力S =F A ’=5N3)同理,O 1B 杆在B 点受力F B ,和F B ’是一对作用力和反作用力,F B =F B ’=5N ;且在O 1点受力F O1,F O1和F B 构成一力偶与m 2平衡,所以有 210B m F O B -⋅= 代入O 1B =600mm ,得 m 2=3N.m 。
解:1)首先取球为受力分析对象,受重力1-5P ,墙 壁对球的正压力N 2和杆AB 对球的正压力N 1,处于平衡。
有:1sin N P α⋅= 则 1/sin N P α=2)取杆AB 进行受力分析,受力如图所示,杆AB 平衡,则对A 点的合力矩为0:1()cos 0A M F T l N AD α=⋅⋅-⋅=3)根据几何关系有(1cos )sin tan sin a a a AD αααα+=+=Xq(x)F B ’ ABF A ’ F Am 1 OFm 21F BF O1N 1 N 2A D N 1’TαBD F AYF AX最后解得:2211/cos 1sin cos cos Pa Pa T l l αααα+=⋅=⋅- 当2cos cos αα-最大,即α=60°时,有T min =4Pa l。
4.5课后习题详解4-1解分度圆直径齿顶高齿根高顶隙中心距齿顶圆直径齿根圆直径基圆直径齿距齿厚、齿槽宽4-2解由可得模数分度圆直径4-3解由得4-4解分度圆半径分度圆上渐开线齿廓的曲率半径分度圆上渐开线齿廓的压力角基圆半径基圆上渐开线齿廓的曲率半径为0;压力角为。
齿顶圆半径齿顶圆上渐开线齿廓的曲率半径齿顶圆上渐开线齿廓的压力角4-5解正常齿制渐开线标准直齿圆柱齿轮的齿根圆直径:基圆直径假定则解得故当齿数时,正常齿制渐开线标准直齿圆柱齿轮的基圆大于齿根圆;齿数,基圆小于齿根圆。
4-6解中心距内齿轮分度圆直径内齿轮齿顶圆直径内齿轮齿根圆直径4-7 证明用齿条刀具加工标准渐开线直齿圆柱齿轮,不发生根切的临界位置是极限点正好在刀具的顶线上。
此时有关系:正常齿制标准齿轮、,代入上式短齿制标准齿轮、,代入上式图4.7 题4-7解图4-8证明如图所示,、两点为卡脚与渐开线齿廓的切点,则线段即为渐开线的法线。
根据渐开线的特性:渐开线的法线必与基圆相切,切点为。
再根据渐开线的特性:发生线沿基圆滚过的长度,等于基圆上被滚过的弧长,可知:AC对于任一渐开线齿轮,基圆齿厚与基圆齿距均为定值,卡尺的位置不影响测量结果。
图4.8 题4-8图图4.9 题4-8解图4-9解模数相等、压力角相等的两个齿轮,分度圆齿厚相等。
但是齿数多的齿轮分度圆直径大,所以基圆直径就大。
根据渐开线的性质,渐开线的形状取决于基圆的大小,基圆小,则渐开线曲率大,基圆大,则渐开线越趋于平直。
因此,齿数多的齿轮与齿数少的齿轮相比,齿顶圆齿厚和齿根圆齿厚均为大值。
4-10解切制变位齿轮与切制标准齿轮用同一把刀具,只是刀具的位置不同。
因此,它们的模数、压力角、齿距均分别与刀具相同,从而变位齿轮与标准齿轮的分度圆直径和基圆直径也相同。
故参数、、、不变。
变位齿轮分度圆不变,但正变位齿轮的齿顶圆和齿根圆增大,且齿厚增大、齿槽宽变窄。
因此、、变大,变小。
啮合角与节圆直径是一对齿轮啮合传动的范畴。

《机械制造技术基础》部分习题参考解答第四章机械加工质量及其控制4-1什么是主轴回转精度?为什么外圆磨床头夹中的顶尖不随工件一起回转,而车床主轴箱中的顶尖则是随工件一起回转的?解:主轴回转精度——主轴实际回转轴线与理想回转轴线的差值表示主轴回转精度,它分为主轴径向圆跳动、轴向圆跳动和角度摆动。
车床主轴顶尖随工件回转是因为车床加工精度比磨床要求低,随工件回转可减小摩擦力;外圆磨床头夹中的顶尖不随工件一起回转是因为磨床加工精度要求高,顶尖不转可消除主轴回转产生的误差。
4-2 在镗床上镗孔时(刀具作旋转主运动,工件作进给运动),试分析加工表面产生椭圆形误差的原因。
答:在镗床上镗孔时,由于切削力F的作用方向随主轴的回转而回转,在F作用下,主轴总是以支承轴颈某一部位与轴承内表面接触,轴承内表面圆度误差将反映为主轴径向圆跳动,轴承内表面若为椭圆则镗削的工件表面就会产生椭圆误差。
4-3为什么卧式车床床身导轨在水平面内的直线度要求高于垂直面内的直线度要求?答:导轨在水平面方向是误差敏感方向,导轨垂直面是误差不敏感方向,故水平面内的直线度要求高于垂直面内的直线度要求。
4-4某车床导轨在水平面内的直线度误差为0.015/1000mm,在垂直面内的直线度误差为0.025/1000mm,欲在此车床上车削直径为φ60mm、长度为150mm的工件,试计算被加工工件由导轨几何误差引起的圆柱度误差。
解:根据p152关于机床导轨误差的分析,可知在机床导轨水平面是误差敏感方向,导轨垂直面是误差不敏感方向。
水平面内:0.0151500.002251000R y∆=∆=⨯=mm;垂直面内:227()0.025150/60 2.341021000zRR-∆⎛⎫∆==⨯=⨯⎪⎝⎭mm,非常小可忽略不计。
所以,该工件由导轨几何误差引起的圆柱度误差0.00225R∆=mm。
4-5 在车床上精车一批直径为φ60mm 、长为1200mm 的长轴外圆。

《机械制造技术基础》部分习题参考解答第四章机械加工质量及其控制4-1什么是主轴回转精度?为什么外圆磨床头夹中的顶尖不随工件一起回转,而车床主轴箱中的顶尖则是随工件一起回转的?解:主轴回转精度——主轴实际回转轴线与理想回转轴线的差值表示主轴回转精度,它分为主轴径向圆跳动、轴向圆跳动和角度摆动。
车床主轴顶尖随工件回转是因为车床加工精度比磨床要求低,随工件回转可减小摩擦力;外圆磨床头夹中的顶尖不随工件一起回转是因为磨床加工精度要求高,顶尖不转可消除主轴回转产生的误差。
4-2 在镗床上镗孔时(刀具作旋转主运动,工件作进给运动),试分析加工表面产生椭圆形误差的原因。
答:在镗床上镗孔时,由于切削力F的作用方向随主轴的回转而回转,在F作用下,主轴总是以支承轴颈某一部位与轴承内表面接触,轴承内表面圆度误差将反映为主轴径向圆跳动,轴承内表面若为椭圆则镗削的工件表面就会产生椭圆误差。
4-3为什么卧式车床床身导轨在水平面内的直线度要求高于垂直面内的直线度要求?答:导轨在水平面方向是误差敏感方向,导轨垂直面是误差不敏感方向,故水平面内的直线度要求高于垂直面内的直线度要求。
4-4某车床导轨在水平面内的直线度误差为0.015/1000mm,在垂直面内的直线度误差为0.025/1000mm,欲在此车床上车削直径为φ60mm、长度为150mm的工件,试计算被加工工件由导轨几何误差引起的圆柱度误差。
解:根据p152关于机床导轨误差的分析,可知在机床导轨水平面是误差敏感方向,导轨垂直面是误差不敏感方向。
水平面内:0.0151500.002251000R y∆=∆=⨯=mm;垂直面内:227()0.025150/60 2.341021000zRR-∆⎛⎫∆==⨯=⨯⎪⎝⎭mm,非常小可忽略不计。
所以,该工件由导轨几何误差引起的圆柱度误差0.00225R∆=mm。
4-5 在车床上精车一批直径为φ60mm 、长为1200mm 的长轴外圆。

平面连杆机构一、复习思考题1、什么是连杆机构?连杆机构有什么优缺点?2、什么是Illi柄?什么是摇杆?饺链四杆机构曲柄存在条件是什么?3、较链四杆机构有哪儿种基木形式?4、什么叫饺链四杆机构的传动角和压力角?压力角的大小对连杆机构的工作有何影响?5、什么叫行稈速比系数?如何判断机构有否急冋运动?6、平面连杆机构和饺链四杆机构有什么不同?7、双Illi柄机构是怎样形成的?8、双摇杆机构是怎样形成的?9、述说柄滑块机构的演化与由来。
10、导杆机构是怎样演化来的?11、血柄滑块机构屮,滑块的移动距离根据什么计算?12、写出|11|柄摇杆机构屮,摇杆急冋特性系数的计算式?13、1111柄摇杆机构屮,摇杆为什么会产生急冋运动?14、已知急冋特性系数,如何求得Illi柄的极位夹角?15、平面连杆机构屮,哪些机构在什么情况下才能出现急冋运动?16、平面连杆机构屮,哪些机构在什么情况下出现“死点”位置?17、曲柄摇杆机构有什么运动特点?18、试述克服平面连杆机构“死点”位置的方法。
19、在什么情况下Illi柄滑块机构才会有急冋运动?20、曲柄滑块机构都有什么特点?21、试述摆动导杆机构的运动特点?22、试述转动导杆机构的运动特点。
23、1111柄滑块机构与导杆机构,在构成上有何异同?二、填空题1、平面连杆机构是由一些刚性构件用________副和_______ 副相互联接而组成的机构。
2、平面连杆机构能实现一些校复杂的______ 运动。
3、当平面四杆机构屮的运动副都是______ 副时,就称Z为饺链四杆机构;它是其他多杆机构的 ________ 。
4、在较链四杆机构屮,能绕机架上的较链作報周 _______ 的_________ 叫曲柄。
5、在较链四杆机构屮,能绕机架上的较链作 _______ 的 _______ 叫摇杆。
6、平面四杆机构的两个连架杆,可以有一个是 ______ ,另一个是________ ,也可以两个部是 _______ 或都是_______ o7、平面四杆机构有三种基木形式,即 _____ 机构,________ 机构和_______ 机构。

C22-1 表征金属材料的力学性能时,主要有哪几项指标解:表征金属材料的力学性能时,主要指标有:强度(弹性极限、屈服极限、强度极限),刚度、塑性、硬度。
2-2 常用的硬度指标有哪些解:常用的硬度指标有三种:布氏硬度(HBS)、洛氏硬度(HRC-洛氏C标度硬度)、维氏硬度(HV)。
2-3 低碳钢,中碳钢,高碳钢的含碳量范围是多少解:低碳钢(C≤%);中碳钢(%<C≤%);高碳钢(C>%)2-4 什么是合金钢钢中含合金元素 Mn,Cr,Ni,对钢的性能有何影响解:冶炼时人为地在钢中加入一些合金元素所形成的钢就是合金钢。
其中加入Mn可以提高钢的强度和淬透性;加入Cr可以提高钢的硬度、耐磨性、冲击韧性和淬透性;加入Ni可以提高钢的强度、耐热性和耐腐蚀性。
2-5 非铁金属共分几大类具有哪些主要特性解:有色金属主要分为以下几类:1)铜合金:良好的导电性、导热性、耐蚀性、延展性。
2)铝合金:比强度高,塑性好,导热、导电性良好,切削性能良好。
3)钛合金:密度小,机械强度高、高低温性能好,抗腐蚀性良好。
2-6 常用的热处理工艺有哪些类型解:常用的热处理工艺有:退火、正火、淬火、回火、表面热处理和化学热处理。
2-7 钢的调质处理工艺过程是什么其主要目的是什么解:钢的调质处理工艺指的是淬火加高温回火。
目的是为了获得良好的综合机械性能,即好的强度、韧性和塑性。
2-8 镀铬和镀镍的目的是什么解:镀铬的目的是为了使材料表层获得高的化学稳定性,并具有较高的硬度和耐磨性。
镀镍是为了获得良好的化学稳定性,并具有良好的导电性。
2-9 选择材料时应该满足哪些基本要求解:选择材料时主要满足使用要求、工艺要求和经济要求。
C44-1 何谓运动副和运动副要素运动副如何进行分类解:由两个构件直接接触而组成的可动的连接称为运动副。
两个构件上参与接触而构成运动副的点、线、面等元素被称为运动副要素。
运动副有多种分类方法:按照运动副的接触形式分类:面和面接触的运动副在接触部分的压强较低,被称为低副,而点、线接触的运动副称为高副。
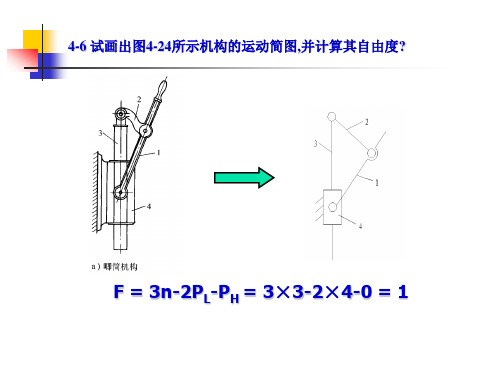

《机械设计基础》作业答案第一章平面机构的自由度和速度分析1-11-21-31-41-5自由度为:11 19211)0192(73')'2(3=--=--+⨯-⨯=--+-=FPPPnFHL或:1182632 3=-⨯-⨯=--=HLPPnF1-6自由度为11)01122(93')'2(3=--+⨯-⨯=--+-=FPPPnFHL或:11 22241112832 3=--=-⨯-⨯=--=HLPPnF1-10自由度为:1128301)221142(103')'2(3=--=--⨯+⨯-⨯=--+-=F P P P n F H L或:122427211229323=--=⨯-⨯-⨯=--=H L P P n F1-1122424323=-⨯-⨯=--=H L P P n F 1-13:求出题1-13图导杆机构的全部瞬心和构件1、3的角速度比。
1334313141P P P P ⨯=⨯ωω11314133431==P P ω1-14:求出题1-14图正切机构的全部瞬心。
设s rad /101=ω,求构件3的速度3v 。
s mm P P v v P /20002001013141133=⨯===ω1-15:题1-15图所示为摩擦行星传动机构,设行星轮2与构件1、4保持纯滚动接触,试用瞬心法求轮1与轮2的角速度比21/ωω。
构件1、2的瞬心为P 12P 24、P 14分别为构件2与构件1相对于机架的绝对瞬心1224212141P P P P ⨯=⨯ωω121214122421r P P ==ω 1-16:题1-16图所示曲柄滑块机构,已知:s mm l AB /100=,s mm l BC /250=,s rad /101=ω,求机构全部瞬心、滑块速度3v 和连杆角速度2ω。
在三角形ABC 中,BCAAB BC ∠=sin 45sin 0,52sin =∠BCA ,523cos =∠BCA ,45sin sin BC ABCAC =∠,mm AC 7.310≈s mm BCA AC P P v v P /565.916tan 1013141133≈∠⨯===ω1224212141P P P P ωω=s rad AC P P P P /9.21002101001122412142≈-⨯==ωω1-17:题1-17图所示平底摆动从动件凸轮1为半径20=r 的圆盘,圆盘中心C 与凸轮回转中心的距离mm l AC 15=,mm l AB 90=,s rad /101=ω,求00=θ和0180=θ时,从动件角速度2ω的数值和方向。

4-1解分度圆直径齿顶高齿根高顶隙中心距齿顶圆直径齿根圆直径基圆直径齿距齿厚、齿槽宽4-2解由可得模数分度圆直径4-3解由得4-4解分度圆半径分度圆上渐开线齿廓的曲率半径分度圆上渐开线齿廓的压力角基圆半径基圆上渐开线齿廓的曲率半径为 0;压力角为。
齿顶圆半径齿顶圆上渐开线齿廓的曲率半径齿顶圆上渐开线齿廓的压力角4-5解正常齿制渐开线标准直齿圆柱齿轮的齿根圆直径:基圆直径假定则解得故当齿数时,正常齿制渐开线标准直齿圆柱齿轮的基圆大于齿根圆;齿数,基圆小于齿根圆。
4-6解中心距内齿轮分度圆直径内齿轮齿顶圆直径内齿轮齿根圆直径4-7 证明用齿条刀具加工标准渐开线直齿圆柱齿轮,不发生根切的临界位置是极限点正好在刀具的顶线上。
此时有关系:正常齿制标准齿轮、,代入上式短齿制标准齿轮、,代入上式图 4.7 题4-7解图4-8证明如图所示,、两点为卡脚与渐开线齿廓的切点,则线段即为渐开线的法线。
根据渐开线的特性:渐开线的法线必与基圆相切,切点为。
再根据渐开线的特性:发生线沿基圆滚过的长度,等于基圆上被滚过的弧长,可知:AC对于任一渐开线齿轮,基圆齿厚与基圆齿距均为定值,卡尺的位置不影响测量结果。
图 4.8 题4-8图图4.9 题4-8解图4-9解模数相等、压力角相等的两个齿轮,分度圆齿厚相等。
但是齿数多的齿轮分度圆直径大,所以基圆直径就大。
根据渐开线的性质,渐开线的形状取决于基圆的大小,基圆小,则渐开线曲率大,基圆大,则渐开线越趋于平直。
因此,齿数多的齿轮与齿数少的齿轮相比,齿顶圆齿厚和齿根圆齿厚均为大值。
4-10解切制变位齿轮与切制标准齿轮用同一把刀具,只是刀具的位置不同。
因此,它们的模数、压力角、齿距均分别与刀具相同,从而变位齿轮与标准齿轮的分度圆直径和基圆直径也相同。
故参数、、、不变。
变位齿轮分度圆不变,但正变位齿轮的齿顶圆和齿根圆增大,且齿厚增大、齿槽宽变窄。
因此、、变大,变小。
啮合角与节圆直径是一对齿轮啮合传动的范畴。

《机械制造技术基础》部分习题参考解答第四章机械加工质量及其控制4-1什么是主轴回转精度?为什么外圆磨床头夹中的顶尖不随工件一起回转,而车床主轴箱中的顶尖则是随工件一起回转的?解:主轴回转精度——主轴实际回转轴线与理想回转轴线的差值表示主轴回转精度,它分为主轴径向圆跳动、轴向圆跳动和角度摆动。
车床主轴顶尖随工件回转是因为车床加工精度比磨床要求低,随工件回转可减小摩擦力;外圆磨床头夹中的顶尖不随工件一起回转是因为磨床加工精度要求高,顶尖不转可消除主轴回转产生的误差。
4-2在镗床上镗孔时(刀具作旋转主运动,工件作进给运动),试分析加工表面产生椭圆形误差的原因。
答:在镗床上镗孔时,由于切削力F的作用方向随主轴的回转而回转,在F作用下,主轴总是以支承轴颈某一部位与轴承内表面接触,轴承内表面圆度误差将反映为主轴径向圆跳动,轴承内表面若为椭圆则镗削的工件表面就会产生椭圆误差。
4-3为什么卧式车床床身导轨在水平面内的直线度要求高于垂直面内的直线度要求?答:导轨在水平面方向是误差敏感方向,导轨垂直面是误差不敏感方向,故水平面内的直线度要求高于垂直面内的直线度要求。
4-4某车床导轨在水平面内的直线度误差为0.015/1000mm,在垂直面内的直线度误差为0.025/1000mm,欲在此车床上车削直径为φ60mm、长度为150mm的工件,试计算被加工工件由导轨几何误差引起的圆柱度误差。
解:根据p152关于机床导轨误差的分析,可知在机床导轨水平面是误差敏感方向,导轨垂直面是误差不敏感方向。
水平面内:0.0151500.002251000R y∆=∆=⨯=mm;垂直面内:227()0.025150/60 2.341021000zRR-∆⎛⎫∆==⨯=⨯⎪⎝⎭mm,非常小可忽略不计。
所以,该工件由导轨几何误差引起的圆柱度误差0.00225R∆=mm。
4-5 在车床上精车一批直径为φ60mm 、长为1200mm 的长轴外圆。
《机械制造技术基础》部分习题参考解答.第四章机械加工质量及其控制4-1什么是主轴回转精度?为什么外圆磨床头夹中的顶尖不随工件一起回转,而车床主轴箱中的顶尖则是随工件一起回转的?解:主轴回转精度——主轴实际回转轴线与理想回转轴线的差值表示主轴回转精度,它分为主轴径向圆跳动、轴向圆跳动和角度摆动。
车床主轴顶尖随工件回转是因为车床加工精度比磨床要求低,随工件回转可减小摩擦力;外圆磨床头夹中的顶尖不随工件一起回转是因为磨床加工精度要求高,顶尖不转可消除主轴回转产生的误差。
4-2在镗床上镗孔时(刀具作旋转主运动,工件作进给运动),试分析加工表面产生椭圆形误差的原因。
答:在镗床上镗孔时,由于切削力F的作用方向随主轴的回转而回转,在F作用下,主轴总是以支承轴颈某一部位与轴承内表面接触,轴承内表面圆度误差将反映为主轴径向圆跳动,轴承内表面若为椭圆则镗削的工件表面就会产生椭圆误差。
4-3为什么卧式车床床身导轨在水平面内的直线度要求高于垂直面内的直线度要求?答:导轨在水平面方向是误差敏感方向,导轨垂直面是误差不敏感方向,故水平面内的直线度要求高于垂直面内的直线度要求。
4-4某车床导轨在水平面内的直线度误差为0.015/1000mm,在垂直面内的直线度误差为0.025/1000mm,欲在此车床上车削直径为φ60mm、长度为150mm的工件,试计算被加工工件由导轨几何误差引起的圆柱度误差。
解:根据p152关于机床导轨误差的分析,可知在机床导轨水平面是误差敏感方向,导轨垂直面是误差不敏感方向。
水平面内:0.0151500.002251000R y∆=∆=⨯=mm;垂直面内:227()0.025150/60 2.341021000zRR-∆⎛⎫∆==⨯=⨯⎪⎝⎭mm,非常小可忽略不计。
所以,该工件由导轨几何误差引起的圆柱度误差0.00225R∆=mm。
4-5 在车床上精车一批直径为φ60mm 、长为1200mm 的长轴外圆。
《机械制造技术基础》部分习题参考解答第四章机械加工质量及其控制4-1什么是主轴回转精度?为什么外圆磨床头夹中的顶尖不随工件一起回转,而车床主轴箱中的顶尖则是随工件一起回转的?解:主轴回转精度——主轴实际回转轴线与理想回转轴线的差值表示主轴回转精度,它分为主轴径向圆跳动、轴向圆跳动和角度摆动。
车床主轴顶尖随工件回转是因为车床加工精度比磨床要求低,随工件回转可减小摩擦力;外圆磨床头夹中的顶尖不随工件一起回转是因为磨床加工精度要求高,顶尖不转可消除主轴回转产生的误差。
4-2 在镗床上镗孔时(刀具作旋转主运动,工件作进给运动),试分析加工表面产生椭圆形误差的原因。
答:在镗床上镗孔时,由于切削力F的作用方向随主轴的回转而回转,在F作用下,主轴总是以支承轴颈某一部位与轴承内表面接触,轴承内表面圆度误差将反映为主轴径向圆跳动,轴承内表面若为椭圆则镗削的工件表面就会产生椭圆误差。
4-3为什么卧式车床床身导轨在水平面内的直线度要求高于垂直面内的直线度要求?答:导轨在水平面方向是误差敏感方向,导轨垂直面是误差不敏感方向,故水平面内的直线度要求高于垂直面内的直线度要求。
4-4某车床导轨在水平面内的直线度误差为0.015/1000mm,在垂直面内的直线度误差为0.025/1000mm,欲在此车床上车削直径为φ60mm、长度为150mm的工件,试计算被加工工件由导轨几何误差引起的圆柱度误差。
解:根据p152关于机床导轨误差的分析,可知在机床导轨水平面是误差敏感方向,导轨垂直面是误差不敏感方向。
水平面内:0.0151500.002251000R y∆=∆=⨯=mm;垂直面内:227()0.025150/60 2.341021000zRR-∆⎛⎫∆==⨯=⨯⎪⎝⎭mm,非常小可忽略不计。
所以,该工件由导轨几何误差引起的圆柱度误差0.00225R∆=mm。
4-5 在车床上精车一批直径为φ60mm 、长为1200mm 的长轴外圆。