ZZ01圆锥轴承套圈车削自动线简介
- 格式:doc
- 大小:154.00 KB
- 文档页数:4
设备操作(车削自动连线)一:操作顺序1.开机。
○1合上设备总电源开关,然后打开机床电源开关,等机床红色报警灯开始闪烁,把紧急开关旋转出再按“油泵”按钮,最后按“复位”开关熄灭红色的警示灯。
○2工作状态(设定在“调整状态”上)从而来检查托板与机械手位置是否正常(保证操作面板上“原位”灯亮)。
○3确认以上2点正常后,把操作面板上拖板按钮调整为“同时”。
工作状态处于“全自动”状态。
刀架处于“联动”位置。
上料机和提升机全部打开,夹头夹紧。
○4第3点全部操作完成后,打开主轴,用双手同时按下“循环启动”按钮。
2关机。
○1关掉主轴,按下复位开关。
○2按下紧停按钮○3关掉机床电源开关○4关掉设备总电源开关3操作过程中可能出现故障情况:○1在镗孔时,比较容易出现“装夹不良”报警,别的工序出现很少。
这主要是:一,由于零件毛坯外面有毛刺.解决办法就是:把机床工作状态处于“调整”状态,旋转夹头按钮处于松开状态,把零件取下将毛刺去掉再从新装夹。
还有就可能是端面支撑上面有垃圾,同上取下零件用气枪吹干净。
○2“极限不良”报警,这个在所有机床加工中都有可能发生,发生概率不高。
这主要是在加工中有铁销飞到本不应该同时接通的开关接通。
还有就是可能人为不小心碰到不应该同时接通的开关接通。
使用时间过长或者表面有灰尘导致开关很紧,解决就是把开关上外面固定螺丝旋转放松一点。
○3“入料口空,出料口满”。
当入料口空,出料口满时,报警灯会亮,这时机床完成本次循环后停止工作,当满足入料口有料,出料口空的时候机床会自动开始加工。
如果不行按下“复位”按钮然后再用双手同时按下循环按钮。
○4“润滑故障”报警。
当润滑油过底时,灯就亮。
此时就应该加油,加好后按复位故障解决。
4调试调试前准备工作○1加满液压油到油位上线。
加满润滑油到油位线上。
○2工具:内六角扳手,呆扳手各一套,游标卡尺一支,轴承测量仪器一套,刀具。
调试○1开启油泵,检查油压:系统压力应为:2.0-2.4MP,夹头夹紧压力为:1.0-1.4MP,检查指示灯情况,调整各接近开关到(原位指示灯亮)。
目录中文摘要 (II)英文摘要 (III)前言 (1)第1章自动线的介绍 (3)1.1 主要用途 (3)1.2 自动生产线主要结构性能特点 (3)1.3 自动线技术参数 (3)1.4 自动化生产线加工工艺流程 (3)1.5 自动线组成及主要结构 (4)1.6 自动线的维护和保养 (5)第2章轴承自动线工件输送的自动控制及轴承代号 (6)2.1 自动控制 (6)2.2 轴承的代号 (6)2.3 滚动轴承的失效形式及计算准则 (6)2.4 滚动轴承类型的选择 (7)第3章圆盘上料机构传动部分设计 (9)3.1 原始数据 (9)3.2 工作条件 (9)3.3 运动学与动力学计算 (9)3.4 传递零件的设计计算 (11)3.5 轴的设计计算及校核 (13)3.6 箱体的设计 (15)3.7 键等相关标准的选择 (16)毕业设计心得 (18)参考文献 (19)致谢 (20)轴承磨加工自动线上料有序化排列传送机构摘要本课题主要是解决轴承自动线上料的有序化排列问题,设计这样的一个传动机构主要是为了能在满足轴承加工的同时能有效提高劳动生产率,从而降低生产加工成本而使得利润的最大化。
此条生产线,一方面要保证轴承加工的全自动,另一方面也要保证轴承在不同工序之间的顺利运转。
关键词:轴承排列上料蜗轮蜗杆自动化The Auto Bearing Line Feeding of the transmission is tobearing in meetingAbstractThis issue mainly is to solution the Auto Bearing Line Feeding with the problem of ordering, The design of such a transmission is to bearing in meeting at the same time processing can effectively improve the labor productivity, Thereby reducing processing costs and enable production to maximize profits. This production line, bearing on the one hand, to ensure that the automatic processing, on the other hand, it must make sure that between the different sectors of the music in the smooth functioning of.Key words: bearing; Feeding;Auto前言我的毕业设计题目是轴承磨加工自动线上料有序化排列传送机构,这个设计课题最核心的问题是解决小型轴承的上料有序化排列,使得轴承能顺利进入整条柔性生产制造单元,提高生产率。

轴承磨加⼯⾃动连线⼀、简介:轴承磨加⼯⾃动连线,⼜简称轴承连线;磨超连线;⾃动线。
根据机床组成的不同⼜分为单机连线,复式连线等。
连线是为实现机床各加⼯⼯序间产品的顺利⽆损伤转序⽽设计制造的,它包含了⼯件的上料设备、提升输送装置、在线检测设备、退磁清洗设备、理料设备等多种设备。
它与机床⼀起按加⼯⼯艺有序连接并⾃动控制,构成加⼯⽣产⾃动连线。
它的应⽤不但提⾼了加⼯⽣产效率,减轻劳动强度。
套圈在加⼯过程中保持了加⼯基准⾯的⼀致,提⾼了加⼯精度,提升了产品品质。
并可实现产品加⼯过程的数据分析处理和存储,提⾼⽣产企业质量管理⽔平。
⼆、功能特点:1)连线辅助设备根据类型、⼤⼩设计了不同型号规格产品,可以根据⽤户不同类别、不同规格轴承加⼯⼯艺要求、产品质量要求,灵活配置不同型号的辅助设备组成⾃动连线;2)连线线体采⽤⼯业铝型材,链板选⽤进⼝⼯程塑料;结构简单、美观;模块化系统,改选容易;低磨损,使⽤寿命长;3)连线的退磁清洗功能,产品残磁量≤0.3mT以内;4)连线的机外检测设备具有分选功能,能区分合格品、返修品和废品;并能对加⼯⼯件累计记数、合格品记数、返修品记数、废品记数,并将数值进⾏直观显⽰;5)连线采⽤了独⽴电箱集中控制系统,和连线的机床相互独⽴。
也可采⽤对机床的联动控制功能,联线主机可选配互控装置,使各单元动作合理,不出现误动作;6)连线设备配备相应接油接⽔装置,⽣产过程保证了⽆漏油漏⽔现象;三、适⽤范围:连线⼀般适⽤于(10-200mm)中⼩型的、较⼤批量⽣产的球轴承、圆锥滚⼦轴承、轮毂轴承等的套圈磨加⼯机床之间,⼀些车加⼯、平⾯磨加⼯机床之间,其他加⼯、装配设备之间的输送连接。
四、连线形式:1、单台机床的⾃动上料、理料结构;2、按加⼯⼯艺要求设计的多台机床串连的连线结构;3、为提⾼和匹配⼯序效率⽽设计的多台机床串、并连复合的连线结构;4、按输送装置的安装位置可分为上⾛线、后⾛线和复合⾛线等形式;5、按提升装置的不同可分为链板、链条、⽆杆⽓缸和同步带提升连线。



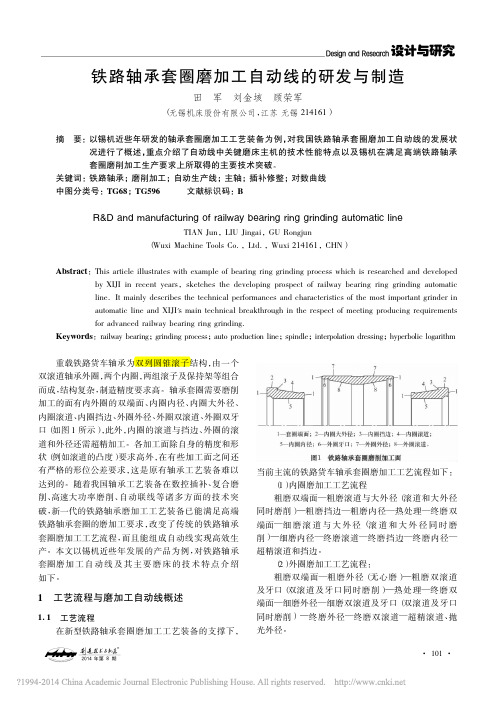
轴承磨加工自动连线轴承磨加工自动线,是提高轴承行业劳动生产率、改善产品质量和提高经济效益的有效途径,无锡瑞浩科技有限公司生产研发的轴承磨加工自动连线,内圈由:沟磨——孔磨——超精——由3台以上机床组成 ;外圈由:沟磨——超精——2台以上机床组成。
△ 采用独立电箱:配触摸屏、PLC 、桥架走线;主材:工业铝型材,整体美观;△ 利用现有设备,实现磨削,内径自动检测,超精研的自动化连线生产。
系统特点:1、节约人工成本瑞浩轴承磨加工自动连线,该连线由内圈的沟磨、孔磨及超精;外圈的沟磨及超精5台或10台以上机床组成,该磨超连线可节约人工成本60%,1条单机(5台机床组成)轴承磨加工设备由以前需2.5位操作工人减少至1,按每条线年度产量120万套计算,年可节约人工费用17万元。
2、提高物料周转能力⑶沟磨 ⑵提升系统 1、链板提升(小微型内外圈产品适用) 2、链条提升(中型产品适用) 3、无杆气缸提升(成本大,维护成本低) 4、皮带提升(不推荐) ⑷退磁清洗 ⑸提升系统 ⑹孔磨 ⑺机外检测机(可选) ⑻退磁清洗 ⑼提升系统 ⑽超精 ⑾自动理料系统实现轴承套圈磨加工全自动连线后,与单机磨削工艺相比,具有明显的优势:毛坯从进料到出料整个流程实现了自动化,减少了生产流程环节,缩短了周转时间,产品在工序间的周转时间由6天降到了1天,提高了物料周转能力,达到了降低过程管理成本和提高生产效率的目的,有效降低了企业的生产成本,提高了市场竞争力。
3、提升产品品质轴承套圈全面实现磨加工单机工序间的直接转序工作,完成工序间品质在线检测、控制、分选,实现工序间的目视治理,有效替代了人工,,控制了产品品质。
自动线的工艺流程,实现了在线自动检测,自动反馈补偿加工误差,达到了获得高质量,高稳定性的产品的目的。
4、企业转型轴承生产企业引进轴承自动化设备后,自动化生产程度大大提高,企业也由劳动密集型企业向现代自动化制造企业转型。
无锡瑞浩科技有限公司生产的轴承磨加工自动线,供料、提升、输送、料道、机外退磁器均由我公司提供,可根据轴承厂家的具体情况,设计和安装自动线设备,也可根据客户要求设计,无锡瑞浩科技有限公司为多家大型轴承厂家设计安装轴承磨加工自动线,并得到客户的一致好评。


ZZX-01 圆锥轴承套圈车加工生产自动线简介烟台富仕通机械制造有限公司开发研制的“ ZZX-01 圆锥轴承套圈车加工生产自动线”具有国际先进水平,在国内尚属首创。
其主要特点是机电一体化程度高,切削刚性强,可靠性、生产效率高,加工尺寸分散小,噪声低,故障自诊断能力强,便于调整和维修等,是圆锥轴承车加工生产的理想设备。
该自动线由10台自动车床组成。
其中,由5台组成加工巾92 X 30以下的外环生产自动线,另由5台组成加工巾75X 35以下的内环生产自动线。
一、主要技术参数(一)最大加工范围1.外环:巾92 X 302.内环:巾75X 35(二)主电机功率:11kw、7.5kw、5.5kw (每台机器的配置不同,均为变频电机)(三)油泵电机功率:2.2Kw(四)主轴转速范围:150-1300rpm (变频调速)(五)工作进刀速度:无级调节(六)油泵工作压力:2.5MPa(七)主机外形尺寸:8035X 2090X 2014(内外环自动线的连接长度<11 米)(八)主机重量:2200Kg加工工艺流程1. 外环加工工艺流程:附图三、生产节拍(以加工32308 型轴承为例)1.外环节拍:12.5 秒2. 内环加工工艺流程:附图WV 崖二IW2.内环节拍:13.5 秒四、设备主要精度1.机械精度(1)主轴轴向跳动:W 0.015mm(2)主轴径向跳动:W 0.010mm(3)刀架平行度:垂直方向W 0.015mm水平方向W 0.010mm(4)刀架重复定位:W 0.010mm2. 加工精度:CPK直》1.33五、设备的主要配置1 . 电气部分1) 主电机:先马电机(台湾)2) 变频调速器:富士(中国)3) 交流接触器、热继电器:富士(中国)4) 开关电源、固态继电器:欧姆龙5) 可编程序控制器(PLC):三菱6) 按钮:上海二工7) 传感器:光洋(中国)非接触接近8) 外部TLMER 、欧姆龙2. 驱动部分(1 )气动元件:日本SMC(2)液压泵:台湾朝田(3)液压阀:意大利atos3.检测部分(着座检测)振幅检测仪:日本SENTEC4.供给源(1)气源:供给气源0.4Mpa(2)电源:供给电源交流三相(Y接线)380V ± 10%、50HZ5.设备的主体颜色:浅绿色(或按用户指定色标)六、技术支持1 .设备制造过程提供使用、维修技术的培训。
数控轴承内外套圈自动生产线的研制及其关键技术朱烈锋;张新华【摘要】针对轴承内外套圈的加工特点,研制了一种数控轴承内外套圈自动生产线,该系统将上料、输送、检测、定位、加工、下料等机构有机集成,并介绍了该自动生产线的关键技术.【期刊名称】《制造业自动化》【年(卷),期】2012(034)010【总页数】3页(P87-89)【关键词】车削生产线;轴承套圈;夹具;PLC控制【作者】朱烈锋;张新华【作者单位】绍兴文理学院工学院,绍兴312000;绍兴文理学院工学院,绍兴312000【正文语种】中文【中图分类】TP242.20 引言在机械切削加工行业中,轴承套圈车削加工自动机床已为众多轴承厂带来了不少的效益,但在竞争越来越激烈的今天,由于此类自动机床的自动化程度不够高,造成生产效率低,合格率低,机床维护难等方面的问题,已经不能满足许多轴承生产厂家的要求。
目前的机械切削加工轴承套圈行业中,主要存在以下问题:1)生产效率低。
基本上都采用仪表车进行手动车削、用气动半自动仪表车车削及液压半自动车床车削,生产效率低、产品报废率高,而国外基本上都采用全自动切削加工方法,在相同的加工时间内生产效率是国内的1.5倍到2倍甚至更多。
2)产品质量差。
考虑到轴承套圈加工生产成本问题及国内套圈的加工能力正在慢慢提高,国际上轴承套圈的生产基地正在向国内转移。
现有的轴承生产厂家的设备因为开发晚,尚属于劳动密集型产业,不但效率低,在车削生产过程中也容易造成产品质量一致性差,已远远不能达到国际上对轴承生产中过程控制的要求。
3)安全性差。
因设备本身存在技术缺陷,原有的设备不是直接在机器上手动操作,就是几个简单的动作顺序编程控制,容易对操作者造成工伤事故。
要解决上述问题,必须采用先进的机床来替代对轴承内外套圈的加工方法,把人从手动操作中解放出来,把机床的不安全性消除掉,而现有的国际上先进的轴承加工机床价格过高,并且因为轴承的加工技术工艺在每个大型生产厂家属于有一定的自主研发机密成分,基本上除了在发达国家间有买卖存在外,国内无法购得先进的机床,在这种形势下国内厂家对全自动轴承车削机床的需求正在日益加大。
ZZX-01圆锥轴承套圈车加工生产自动线简介烟台富仕通机械制造有限公司开发研制的“ZZX-01圆锥轴承套圈车加工生产自动线”具有国际先进水平,在国内尚属首创。
其主要特点是机电一体化程度高,切削刚性强,可靠性、生产效率高,加工尺寸分散小,噪声低,故障自诊断能力强,便于调整和维修等,是圆锥轴承车加工生产的理想设备。
该自动线由10台自动车床组成。
其中,由5台组成加工ф92×30以下的外环生产自动线,另由5台组成加工ф75×35以下的内环生产自动线。
一、主要技术参数
(一)最大加工范围
1.外环:ф92×30
2.内环:ф75×35
(二)主电机功率:11kw、7.5kw、5.5kw(每台机器的配置不同,均为变频电机)
(三)油泵电机功率:2.2Kw
(四)主轴转速范围:150-1300rpm(变频调速)
(五)工作进刀速度:无级调节
(六)油泵工作压力:2.5MPa
(七)主机外形尺寸:8035×2090×2014(内外环自动线的连接长度<11米)
(八)主机重量:2200Kg
二、加工工艺流程
1.外环加工工艺流程:附图
2.内环加工工艺流程:附图
三、生产节拍(以加工32308型轴承为例)
1.外环节拍:12.5秒
2.内环节拍:13.5秒
四、设备主要精度
1.机械精度
(1)主轴轴向跳动:≤0.015mm
(2)主轴径向跳动:≤0.010mm
(3)刀架平行度:垂直方向≤0.015mm
水平方向≤0.010mm
(4)刀架重复定位:≤0.010mm
2.加工精度:CPK值≥1.33
五、设备的主要配置
1.电气部分
(1)主电机:先马电机(台湾)
(2)变频调速器:富士(中国)
(3)交流接触器、热继电器:富士(中国)
(4)开关电源、固态继电器:欧姆龙
(5)可编程序控制器(PLC):三菱
(6)按钮:上海二工
(7)传感器:光洋(中国)非接触接近型
(8)外部TLMER、欧姆龙
2.驱动部分
(1)气动元件:日本SMC
(2)液压泵:台湾朝田
(3)液压阀:意大利atos
3.检测部分(着座检测)
振幅检测仪:日本SENTEC
4.供给源
(1)气源:供给气源0.4Mpa
(2)电源:供给电源交流三相(Y接线)380V±10%、
50HZ
5.设备的主体颜色:浅绿色(或按用户指定色标)
六、技术支持
1.设备制造过程提供使用、维修技术的培训。
2.设备验收,现场调试提供相关技术支持。
3.提供适合该设备性能的刀具供应商的建议名单。
4.技术资料
(1)使用说明书,包括机床结构示意图、电气原理图、
液压原理图、机床安装基础图、工装夹具图。
(2)机床精度检验记录。
5.设备保修期为一年。
七、其他
按双方签署的“技术协议书”执行。
烟台富仕通机械制造有限公司
2004年8月。