剥带打端子机操作说明书
- 格式:doc
- 大小:278.00 KB
- 文档页数:1
1CM-S系列全自动双头端子机使用说明书12目录一、安全申明...................................................... 3二、机器机构示意图................................................ 4三、机器参数...................................................... 7四、操作方法...................................................... 81、开机准备.................................................... 82、开机调试.................................................... 93、主页基础参数介绍.......................................... 104、子页基础参数介绍.......................................... 111)后打端设置.............................................. 112)前打端设置.............................................. 125、高级参数设置介绍。
........................................ 141)参数设置................................................ 142)冲压设置................................................ 153)中剥设置................................................ 164)手动调试................................................ 165)IO监控................................................. 17五、常见的故障与排除............................................ 17六、机器的保养.................................................. 18七、附件清单....................................... 错误!未定义书签。
连剥带打端子机静音剥皮打端机操作说明书前言首先,感谢贵公司选择了本公司的产品,本公司不仅给贵公司提供质量优良的产品,而且将提供可靠的售后服务。
为确保使用人员的人身安全及机器的完好性,在使用本机器前请详细阅读此使用说明书,确实留意其使用上的注意事项。
本使用说明书详细介绍了此机器的构造,操作规范、保养、故障及排解方法等内容,如仍有不解之处,请与本公司联系,我们将竭诚为您服务。
特别声明:本使用说明书不能作为向本公司提出任何要求的依据本使用说明书最终解释权属于本公司目录一、产品功能及技术参数;1.功能介绍2.技术参数3.运输参数4.技术文件5.主要配置二、操作介绍;1.面板操作2.功能调试三、出现故障的解决方法;四、注意事项;1.操作注意2.维护保养五、质保及维修。
一、产品功能及技术参数1. 功能介绍:本机采用先进的电子控制技术,配有高精度控制模块与传动机构,使剥皮打端一次性完成。
具有低噪音,耗电低,效率高等特点。
针对极细线,多芯屏蔽线的加工有着明显的效果。
可适用于36号--20号线之间的端子压接。
本机剥线动作由气缸传动,动作速度快,定位准确。
剥线后的废料采用真空吸料的方式,干净、方便、简单压力机由齿轮减速传动,压力高度精准。
针对生熟手操作,本机可通过调整气阀门改变整体速度,从而适应操作者的熟练程度。
能有效的减少加工工序,降低工作难度,提高工作效率,是我们的宗旨,愿与各界同仁共同进步!2.技术参数:电源Power Supply 单相200V~240V 50/60Hz空气源Air Source 0.3~0.4mpa(请使用干燥清净的空气)本体尺寸Body size W530*L400*H830mm总量Total weight 70KG加工线材Processing wire适用线径Applicable wire Diameter AWG32#-AWG20#(根据线材而不同)适用线材Applicable wire A V、A VS、A VSS、CA VUS、KV、KIV、UL、IV特氟龙、纤维线等加工尺寸Processing size剥线长度Stripping length 1.0mm-10.0mm切线误差Tangent error 0.05mm-0.1mm位置误差Position error 0.05mm-0.1mm压着力Focus on pressure压着端子Crimping 开放式连续端子、横式压着能力Crimping capacity 1.5吨行程Travel 30mm功率Power 400W冲程次数The number of strokes 4000次/时开口高度The opening height 215mm3.运输参数4.技术文件(单机、随机提供)5.主要配置5.1主要配置5.2配套工具5.3配套备件二、操作介绍1.操作面板2.功能调试●端子模调整:将模具取出,调整端子与切刀座位置,使端子后脚与切刀芯刀口对齐,然后调整送料长短即可。
全自動單頭端子壓着機使用說明書六、保修卡用戶公司行號:用戶公司地址:機器型號: 機器編號:1 . 通過我公司或其代理店購買的機器者用於一般用途以外所發生的問題我公司不予負責.2 . 保證期間為從購買日起1年,以發票日期為准.本促證只對原購買者適用,不對其後的購買者(二手)適用.3 . 保證期內對於所發生的零件更換和修理一概免費,交換的舊零件屬我公司所有.4 . 不是在我公司或其代理店購買的機器,不適用本保證,本促證內容由於以下原因發生問題不予負責.(a).事故及誤用/濫用(b).不按說時書記載的內容啟動(c).不是我公司制造及銷售的零件(d).機器的變更(e).接受不是我公認同的服務機構的第三者的服務.前言感謝貴司選擇了本公司的產品,本公司不僅給貴公司提供質量優良的產品,而且將提供可靠的售後服務。
為確保使用人員之人身安全及機器的完好性,在使用本機器前請詳細閱讀此使用說明書,確實留意其使用上的注意事項。
本使用說明書詳細介紹了此機器的構造,操作規範,保養,墾故障的情形及排除方法等內容。
如仍有不解之處,請與本公司業務代表聯系,我們將竭誠為您服務。
特別聲明:本使用說明書不能作為向本公司提出任何要求的依據本使用說明書最終解釋權屬於本公司。
目錄前言 (2)一、產品外形 (3)二、電腦屏幕操作介紹 (5)(1)首頁畫面 (5)(2)操作畫面 (5)(3)功能设置畫面 (7)(4)手动调试畫面 (8)112三、出現故障的解決方法 (9)四、注意事項 (10)五、用戶須知 (11)六、保證卡 (12)五、用戶須知一、由購機之日起保修一年,消耗品不在保修之內,消耗品包括:(電器、碰傷零件等)二、下列情況不在保修範圍內1.因錯誤操作,疏忽使用,自然災害引起的機器損壞。
2.因操作不正常導致機失靈。
3.曾被非本公司技術人員拆開或修理的機器。
4.使用非本公司消耗品或配件而引起的損壞。
5使用非本公司規定電壓之範圍而引起的損壞。
1/1一、操作步骤
二、1.机器运转中手不可以放入模具下方;
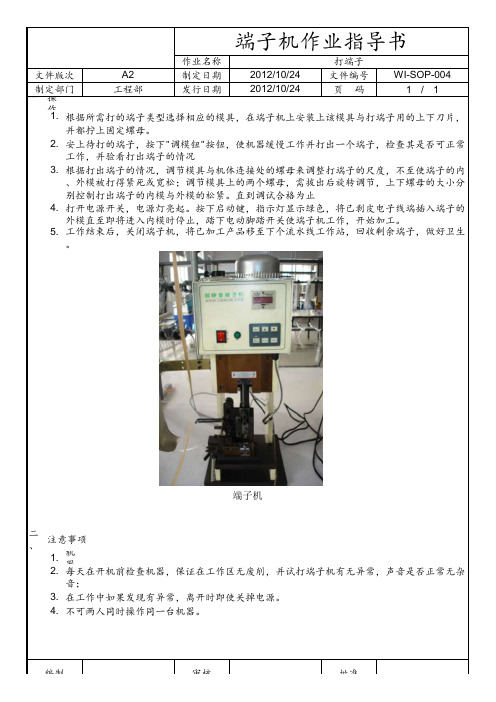
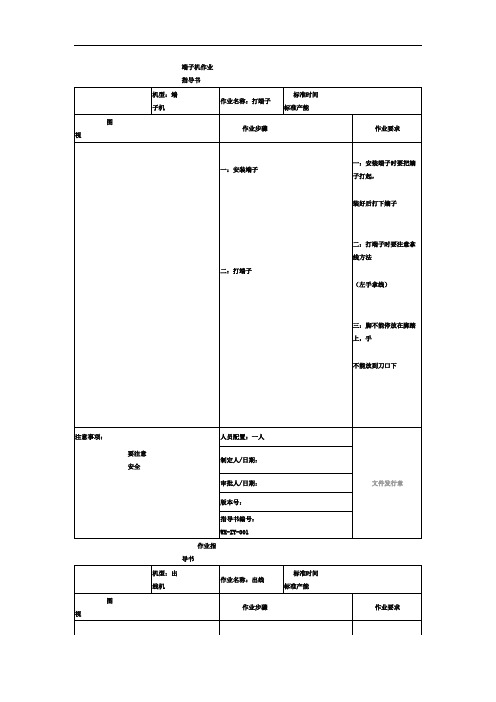
3.4.制定日期2012-10-24文件编号WI-SOP-004端子机作业指导书
作业名称打端子文件版次
A2打开电源开关,电源灯亮起。
按下启动键,指示灯显示绿色,将已剥皮电子线端插入端子的外模直至即将进入内模时停止,踏下电动脚踏开关使端子机工作,开始加工。
工作结束后,关闭端子机,将已加工产品移至下个流水线工作站,回收剩余端子,做好卫生。
制定部门工程部
发行日期2012-10-24页 码
根据打出端子的情况,调节模具与机体连接处的螺母来调整打端子的尺度,不至使端子的内、外模被打得紧死或宽松;调节模具上的两个螺母,需拔出后旋转调节,上下螺母的大小分别控制打出端子的内模与外模的松紧。
直到调试合格为止
根据所需打的端子类型选择相应的模具,在端子机上安装上该模具与打端子用的上下刀片,并都拧上固定螺母。
1.安上待打的端子,按下"调模钮"按钮,使机器缓慢工作并打出一个端子,检查其是否可正常工作,并验看打出端子的情况
2.3.4.5.编制审核批准不可两人同时操作同一台机器。
每天在开机前检查机器,保证在工作区无废削,并试打端子机有无异常,声音是否正常无杂
音;
2.端子机
注意事项
在工作中如果发现有异常,离开时即使关掉电源。




本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!
== 本文为word格式,下载后可方便编辑和修改! ==
端子机操作指导书
篇一:端子机操作规程
篇二:端子机机操作规程
端子机操作规程编号:KP-JS09010-04
篇三:端子机操作规程
端子机安全操作规程
一、操作者必须经过培训考核合格方能上岗。
二、开机前检查机台是否稳固平放,模具是否安装固定。
踏板插座、
电源插座是否牢固,固定端子卷及端子路线是否处于正常位置,紧固件是否有松动,调试扳手是否拿掉。
三、调整压着高度,并以手动方式按回转方向,测试压着力。
调整模
具和刀座时必须切断电源进行调试。
四、开启电源前,先试脚踏开关,必须确保正常动作。
五、端子打包时手要离开上、下铆刀活动范围,以免造成伤害。
六、刀片影响端子松紧时,可在刀片处加油。
七、端子机工作时,机器前方严禁站人,防止飞刀伤人。
八、设备突发故障必须迅速切断电源,要请专业维修人员维修,不得
私自拆卸。
九、更换刀片等易损坏物件时必须关掉电源。
十、刀片降入刀槽深度不得超过2mm,且刀片与刀槽不得接触。
十一、停机后要关闭电源开关、收好调节工具。
篇四:端子机安全操作规程。

端子机操作指引范文端子机是一种用于连接、插拔和切换电缆、线束和连接器的设备,广泛应用于电子设备的制造和维护过程中。
本文将介绍端子机的操作指引,包括设备准备、连接电缆、插拔连接器和注意事项等方面。
一、设备准备1.确认端子机的工作区域整洁干净,并将工作区域固定好,以避免机器晃动或移动。
2.检查端子机的电源线是否连接正常,并确保电压稳定。
3.检查端子机的刀具是否安装正确,如需要更换,请按照设备说明书进行操作。
4.打开端子机的电源开关,待设备进入正常工作状态后,开始进行下一步操作。
二、连接电缆1.将要连接的电缆两端剥开外皮,露出导线。
2.使用钳子或剥线钳将每根导线端部的绝缘层剥开约10毫米,确保导线的金属部分暴露出来。
3.将剥开的导线依次插入端子机上对应的插槽中,注意保持导线的顺序和方向一致。
4.使用手轮或按钮控制端子机压紧导线,确保导线牢固地接触端子,并具有良好的连接性能。
5.检查每个连接点的质量,确保插头与导线之间没有松动,以免产生电气接触故障。
三、插拔连接器1.确认待插拔的连接器和端子机插座的匹配性,避免因连接不良而产生电气故障。
2.将连接器的插针与端子机上的插座对准,并轻轻插入,确保插针与插座端子之间正确接触,并且连接稳定。
3.注意插拔连接器的方向和顺序,避免损坏连接器或产生电气短路。
四、注意事项1.操作端子机时必须注意自身安全,避免手指被机器夹到或触电。
2.在操作过程中应保持警惕,防止异物掉入机器内部,以免影响设备正常工作。
3.切勿对设备进行未授权的操作或维修,避免损坏机器或造成安全风险。
4.定期对端子机进行维护保养,例如清洁和润滑等操作,以确保设备的正常工作和寿命。
5.如果在使用端子机的过程中出现故障或异常情况,应立即停止操作,并寻求专业人员的帮助进行排除故障。
总结:端子机是一种重要的设备,广泛应用于电子设备制造和维护的过程中。
操作端子机需要保证设备准备齐全,连接电缆和插拔连接器时要小心谨慎,遵守注意事项,以确保设备正常工作和操作安全。
全自动剥打机操作规程全自动剥打机操作规程一、操作前的准备工作1. 确保全自动剥打机处于正常工作状态,机器底座稳固,周围无任何杂物和障碍物。
2. 检查设备电源是否正常,确认安全绝缘性能良好。
3. 检查剥打机刀片是否固定牢固,无破损或锈蚀。
4. 检查剥打机所需的剥皮刀和配件是否齐全。
5. 确保有足够的操作空间和光线,防止操作时发生意外。
二、操作过程1. 穿戴个人防护装备,包括安全鞋、防护眼镜、耳塞等。
2. 将剥打机放置在操作台上,并固定好。
3. 打开设备的电源开关,确保电源稳定。
4. 调整机器上的剥皮深度和速度控制器,根据需要进行调整。
5. 操作者将需要剥打的物品放置在剥打机上,确保物品平稳并能够自动进入机器。
6. 按下启动按钮,全自动剥打机开始工作。
7. 观察剥打机的运行情况,确保物品能够顺利进入和剥打,并根据需要及时调整剥皮深度和速度。
8. 定期检查剥打机的刀片是否需要更换或磨削,避免出现质量问题。
9. 当操作结束或需要维护时,先断开电源开关,待剥打机停止运行后再进行下一步操作。
三、安全注意事项1. 切勿将手或其他物体靠近剥打机的刀片区域,以免发生意外伤害。
2. 切勿用湿手操作电源开关,以免触电。
3. 切勿随意调整剥打机的内部部件,以免影响正常运行。
4. 切勿在剥打机运行时摆放其他物品或干扰机器的正常运行。
5. 在剥打机需要进行维护、更换刀片、清洁等操作时,务必先关闭电源开关并等待机器停止运行后再进行操作。
6. 定期检查剥打机的电源线是否破损,有无电源漏电等安全隐患,确保操作的安全性。
7. 对于不熟悉操作全自动剥打机的人员,应进行专门培训并遵守操作规程。
8. 在操作全自动剥打机期间,注意周围环境的安全和整洁,防止发生滑倒等意外事故。
四、维护保养1. 定期检查剥打机各部件的紧固度,确保机器正常工作。
2. 定期清理剥打机内外部的积尘和杂物,保持机器的清洁。
3. 定期对剥打机的刀片进行检查和磨削,保证剥打效果。

一.目的:明确设备操作步骤与方法,指导操作员安全正确使用本设备。
二.适用范围:适用于本公司装配部端子机设备。
三.操作步骤及注意事项:(一)刀片的安装端子机的刀片一般有4片(上内刀、上外刀、下内刀、下外刀)松开上刀螺丝与下刀螺丝后,将刀片放入下图所示的位置(上下刀的内刀的开口比外刀的开口小,切勿将内刀与外刀放反)。
安装上刀片时需注意观察刀片的开口处,需根据您的端子及电线调节好上内刀与上外刀的落差,一般上外刀的开口需比上内刀的开口高出一些。
然后重新锁紧上下刀螺丝即完成刀片的安装。
装刀片的时候刀片一定要对准,不要压到2边的其他东西,不然很容易打坏刀片。
(二)穿端子刀片调节完毕后,您即可将端子穿入模具内,需将端子先固定在放料架上,依次通过导板,过料板,端子切刀。
下面对如何让端子穿入过料板与切刀进行讲解:然后需调节滑料片的位置,使端子刚好露出和送料小爪所在的孔一样的下一个端子的料带孔。
送料小爪在方孔,滑料片需盖住其他孔,露出下一个端子的方孔即可。
至此,模具的调校工作巳全部完成,您可以将电线放入正确的刀口下,以手动模式压接一个端子看一下效果如何,如果效果不理想,可根据上面的说明再行调节。
如果效果很理想,您可以将机器切换到自动模式脚踏开关连续工作即可,如下图所示。
(三)注意事项:1.操作者必须经过培训考核合格方能上岗。
2.开机前必须检查电路,压线模具是否安装正确,压着力是否合适,紧固件是否有松动,调试扳手是否拿掉。
3.确认无异常方可开机使用。
4.端子机工作时,机器前方严禁站人,防止飞刀伤人。
5.设备突发故障必须迅速切断电源,要请专业维修人员维修,不得私自拆卸。

关于全自动端子机操作的说明一、全自动端子机(剥线打端机)技术参数1. 功能: 导线栽断、剥皮、压端;2. 速度:最高8000条/小时(最短设定) ;3. 电线规格:AWG#32~#18;4. 剥皮长度:1.0~25mm;5. 检测功能:检测有无电线、电线过紧、压着剥皮异常、气压下降;6. 压着机:2T静音端子机;7. 外型尺寸:1060*600*1380mm8. 电源220V单相3A及2个马力空压机【请装干燥机】。
二、全自动端子机作业顺序1.确认线卡指示;端子/ 模具确认2.找专用模具:①模具保管盒保管确认②找专用模具3.模具取部:①将模具装在压力机上②用杠杆将模具固定在压力机上4.找专用端子:①确认端子保管箱②找专用端子5.端子轮固定在压力机上6.将端子安装到模具7.电源开关ON8.显示器操作:按照线卡输入作业要求-线径,长度,脱皮…9.打端位置/高度调整:①打端位置及高度调整②高度值调整10.样品外观检查:①样品外观检查(长度,线色,线径,端子相异)②检查芯线漏出,I/BR不良,端子扭等11.打端高度/引张力检查:①使用测定器②测定方法:参考附加内容12.记录/试料保管:①打端高度/拉力值输入②试料粘贴/试料保管13.开线打端作业实施:按照线票实施正常开线打端作业14.外观自主检查:①全数自主检查实施②检查芯线漏出,I/BR不良,端子扭等15.包装端子保护杯:①确认保护杯的大小(大/小)②保护杯包装固定16.记录管理:①作业完毕填写数值管理②LOT , 数量等17.作业完毕:作业完成品挂在挂线台18.电源开关OFF三、全自动端子机作业时注意事项1、机器开动时禁止把手放在刀片或压轮上。
2、调整高度时把导线盘(W/D),绝缘线盘(I/D)先稍微用力,然后再加大力度四、全自动端子机打端时重点管理项目确认部份:√确认作业指示书或是作业管理表上的电线线种, 线经, 线色是否同一。
√调整刀片后确认是否有芯线切断,线皮伤痕及脱皮长度√切断面外观参考上记“电线脱皮不良类型”.五、全自动端子机打端高度测定顺序⊙首先确认要测定的电线“线径”和“允许固定力”.⊙打端部位(WH)不要固定.⊙拉力“允许固定力”异常时测定已完了,及时停止测定.⊙绝对不能把微调回转(可把粗调回转).⊙高度测试器一定要在固定的状态下使用.1. 测定前要确认“0”点①扁顶头和尖顶头终端接触之前把粗调慢慢地回转.②扁顶头和尖顶头终端接触后,粗调慢慢地回转粗调声音响3声(嘟,嘟,嘟)发生时“0”点确认后再“0”点调整.2. 测定①测定前打端部为点检压着痕和打端形象确认后测定.=> 形象不良及压着痕过多产品是依赖QC测定.②要测定的端子打端部与扁顶头调整平行.=> 测定端子的时候有点倾斜的情况测定的值偏高.③扁顶头和端子调整平行的状态下把粗调回转尖顶头接触到端子后,粗调的声音发生 3 回时读数.3. 测定后措施测定后把粗调反转移动后, 把端子取出来拉力测定顺序1. 测定前“0”点确认①测定器的“0”点没调整重置按钮按住后针恢复测定器的标度把“0”调整到针的位置. (数字是按重置后确认“0”点)②P-P TESTER 的测定器标度(数据-文字板)里针和数字是否在“0”的位置要确认还有重置按钮是否在“ON”的位置要确认.2. 测定①端子的打端部位避开后(终端部分固定)端子固定台(HOLDER)里固定后, 把电线放在电线固定台里面把杠杆回转再把电线固定台(HOLDER)里固定.②“0”点位置确认和端子固定, 电线固定好之后, 按住开关2秒钟③电线固定台前进时测定器的标度测定比端子电线的允许固定力测定的高瞬间异常时S/W按钮按住后恢复原位置.那瞬间的最高值用测定器采取测定已完了( EX. 电线0.5sq的情况“允许固定力比8.0㎏”高的情况时“OK”)3. 测定后措施①测定的端子和把WIRE 在P-P TESTER里解除后制定的场所里废掉.②测定器的重新设置开关按住后在“0”的位置把针的位置调整.六、全自动端子机注意事项1.清除机器上之皮屑或端子屑,请用不锈钢摄子摄取,勿用空气枪清除,以免皮屑与端子屑吹入机器活动零件内造成零件磨损或机器故障〞2.端子机使用3-6个月后,需检查各部件(耗损件)是否需要更换如刀片,各部件弹簧是否弹性减弱需要更换。
1CM-S系列全自动双头端子机使用说明书12目录一、安全申明...................................................... 3二、机器机构示意图................................................ 4三、机器参数...................................................... 7四、操作方法...................................................... 81、开机准备.................................................... 82、开机调试.................................................... 93、主页基础参数介绍.......................................... 104、子页基础参数介绍.......................................... 111)后打端设置.............................................. 112)前打端设置.............................................. 125、高级参数设置介绍。
........................................ 141)参数设置................................................ 142)冲压设置................................................ 153)中剥设置................................................ 164)手动调试................................................ 165)IO监控................................................. 17五、常见的故障与排除............................................ 17六、机器的保养.................................................. 18七、附件清单....................................... 错误!未定义书签。
剥带打端子机操作说明书
生效日期
2013-9-10 编 号 SOP-EN-1654
版本/次
A/1
核准: 审核: 制定:梁恩超2013.09.08 1、目的:
为正确指导员工操作,提高工作效率,加强产品品质,规范现场管理。
2、范围:
生产车间的全体管理干部,技术员及操作员。
3、定义:
3.1 无
4、职责:
4.1课长:对设备的日常维护监督。
4.2组长:对设备的日常点检确认。
4.3 技术员/作业员:对设备的日常操作/维护和点检。
5、操作方法:
3.1开机前先用同等规格线材确认剥皮状态:
3.1.1.打开剥皮段开关,点亮马达和剥皮指示灯(注意不要打开自动开关).此时定位指示灯应为亮的.如果不亮,请按定位键回原点;b.将线材放入切刀座顶住定位挡块踩脚踏板开关去皮,确认剥皮是否会断芯线.脱皮不净.夹伤线皮等不良.排除后进行下一步作业.
3.2确认端子压着状态:
3.2.1.铆压前应先由生技人员对刀模进行调整,品管人员依SOP 和兰图要求确认端子高.
宽度和磅力.
3.2.2.用去尺寸OK 的线材铆压2-3个端子确认压着是否会打包不良,端子变形.规格变异等状况.(正常生产时两小时至少由品管人员确认一次)OK 后正常生产.
6. 注意事项:
6.1.机台故障时应立即知会生技人员.严禁操作员私自维修,每次维修后应由品管确认后再
生产.
6.2.每日下班应按正常的日保养对机台进行清洁处理.严禁私拆机台防护罩等安全相关配
件.
6.3.机台搬运应由两个以上人员陪同护送,严禁私自移位.。