镀锌钢管国标质量标准要求
- 格式:docx
- 大小:11.74 KB
- 文档页数:4
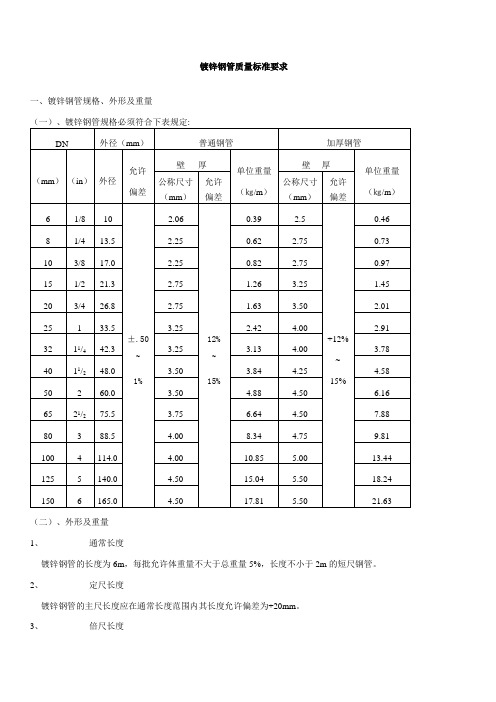
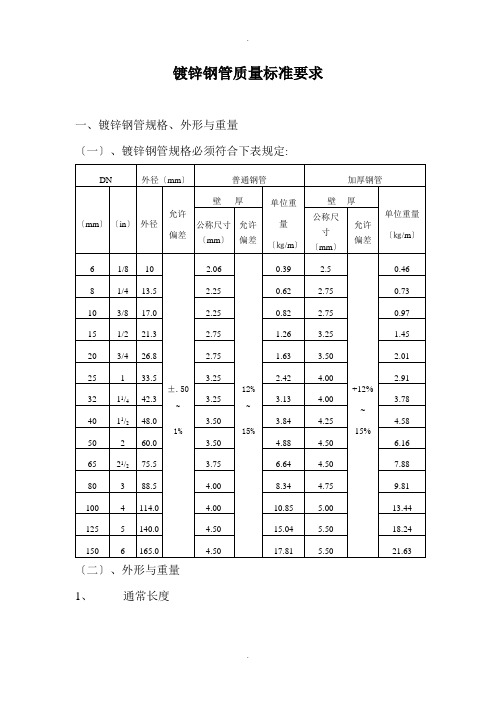
镀锌钢管质量标准要求一、镀锌钢管规格、外形及重量(二)、外形及重量1、通常长度镀锌钢管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。
2、定尺长度镀锌钢管的主尺长度应在通常长度范围内其长度允许偏差为+20mm。
3、倍尺长度镀锌钢管的倍尺长度应在通常长度范围内其余长允许偏差为+20mm。
每个倍尺应留5mm-10mm的切口余量。
4、弯曲度镀锌钢管应具有使用性的直度。
5、端头形状镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于0.5mm。
6、交货重量镀锌钢管以实际重量交货。
7、标记镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:1、牌号和化学成份镀锌钢管用钢的牌号和化学成分应符合GB-3092所规定的黑管用钢的牌号和化学成份。
2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
3、交货状态镀锌钢管以不带螺纹交货。
4、螺纹及管接头(1)带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合YB822的规定。
(2)钢制管接头应符合YB238的规定,可铸铁管接头应符合YB230的规定。
5、力学性能钢管镀锌前的力学性能应符合GB3092的规定。
6、镀锌层的均匀性镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍5次不得变红。
7、冷弯曲试验公称口径不大于50mm的镀锌钢管应做冷弯曲试验。
弯曲角度为90。
,弯曲半径为外径的8倍。
试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
试验后,试样上不应有裂缝及锌层剥落现象。
8、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。
试验压力及涡流探伤对比试样尺寸应符合国标GB3092的规定。
9、表面质量镀锌钢管的内外表面应有完整层,不得有未镀上锌的黑斑和气泡存在。
允许有不大的粗糙面和局部的锌瘤存在。
10、镀锌层重量镀锌层重量平均值应不小于500g/㎡,其中任何一个试样不得小于480g/㎡。

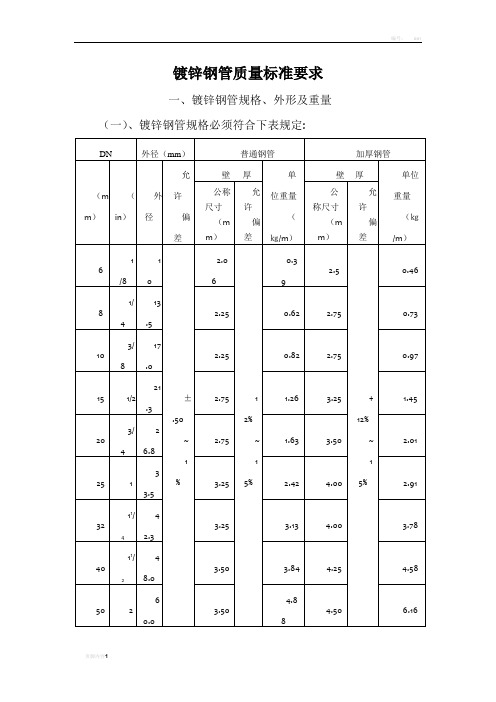
镀锌钢管质量标准要求图纸用料: 热镀锌管: ☠❞☠,热镀锌无缝管∙:φ × ,φ ×一、镀锌钢管规格、外形及重量(一)、镀锌钢管规格必须符合下表规定(二)、外形及重量、∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙ 通常长度∙∙∙ 镀锌钢管的长度为 ❍,每批允许体重量不大于总重量 ,长度不小于 ❍的短尺钢管。
、∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙ 定尺长度∙∙∙ 镀锌钢管的主尺长度应在通常长度范围内其长度允许偏差为 ❍❍。
、∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙ 倍尺长度∙∙∙ 镀锌钢管的倍尺长度应在通常长度范围内其余长允许偏差为 ❍❍。
每个倍尺应留 ❍❍❍❍的切口余量。
、∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙ 弯曲度∙∙∙ 镀锌钢管应具有使用性的直度。
、∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙ 端头形状∙∙∙ 镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于 ❍❍。
、∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙ 交货重量∙∙ 镀锌钢管以实际重量交货。
、∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙ 标记∙∙∙ 镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:、∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙∙ 牌号和化学成份镀锌钢管用钢的牌号和化学成分应符合☝所规定的黑管用钢的牌号和化学成份。
、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
、交货状态镀锌钢管以不带螺纹交货。
、螺纹及管接头( ) 带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合✡的规定。
( ) 钢制管接头应符合✡的规定,可铸铁管接头应符合✡的规定。
、力学性能钢管镀锌前的力学性能应符合☝的规定。
、镀锌层的均匀性镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍 次不得变红。
镀锌钢管国标质量标准要求镀锌钢管质量标准要求一、镀锌钢管规格、外形及重量(一)、镀锌钢管规格必须符合下表规定:(二)、外形及重量1、通常长度镀锌钢管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。
2、定尺长度镀锌钢管的主尺长度应在通常长度范围内其长度允许偏差为+20mm。
3、倍尺长度镀锌钢管的倍尺长度应在通常长度范围内其余长允许偏差为+20mm。
每个倍尺应留5mm-10mm的切口余量。
4、弯曲度镀锌钢管应具有使用性的直度。
5、端头形状镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于0.5mm。
6、交货重量镀锌钢管以实际重量交货。
7、标记镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:1、牌号和化学成份镀锌钢管用钢的牌号和化学成分应符合GB-3092所规定的黑管用钢的牌号和化学成份。
2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
3、交货状态镀锌钢管以不带螺纹交货。
4、螺纹及管接头(1)带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合YB822的规定。
(2)钢制管接头应符合YB238的规定,可铸铁管接头应符合YB230的规定。
5、力学性能钢管镀锌前的力学性能应符合GB3092的规定。
6、镀锌层的均匀性镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍5次不得变红。
7、冷弯曲试验公称口径不大于50mm的镀锌钢管应做冷弯曲试验。
弯曲角度为90。
,弯曲半径为外径的8倍。
试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
试验后,试样上不应有裂缝及锌层剥落现象。
8、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。
试验压力及涡流探伤对比试样尺寸应符合国标GB3092的规定。
9、表面质量镀锌钢管的内外表面应有完整层,不得有未镀上锌的黑斑和气泡存在。
允许有不大的粗糙面和局部的锌瘤存在。
10、镀锌层重量镀锌层重量平均值应不小于500g/㎡,其中任何一个试样不得小于480g/㎡。

镀锌钢管质量标准要求图纸用料:热镀锌管:DN25~DN100,热镀锌无缝管:φ108×4,φ159×5一、镀锌钢管规格、外形及重量(一)、镀锌钢管规格必须符合下表规定:(二)、外形及重量1、通常长度镀锌钢管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。
2、定尺长度镀锌钢管的主尺长度应在通常长度范围内其长度允许偏差为+20mm。
3、倍尺长度镀锌钢管的倍尺长度应在通常长度范围内其余长允许偏差为+20mm。
每个倍尺应留5mm-10mm的切口余量。
4、弯曲度镀锌钢管应具有使用性的直度。
5、端头形状镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于0.5mm。
6、交货重量镀锌钢管以实际重量交货。
7、标记镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:1、牌号和化学成份镀锌钢管用钢的牌号和化学成分应符合GB-3092所规定的黑管用钢的牌号和化学成份。
2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
3、交货状态镀锌钢管以不带螺纹交货。
4、螺纹及管接头(1)带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合YB822的规定。
(2)钢制管接头应符合YB238的规定,可铸铁管接头应符合YB230的规定。
5、力学性能钢管镀锌前的力学性能应符合GB3092的规定。
6、镀锌层的均匀性镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍5次不得变红。
7、冷弯曲试验公称口径不大于50mm的镀锌钢管应做冷弯曲试验。
弯曲角度为90。
,弯曲半径为外径的8倍。
试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
试验后,试样上不应有裂缝及锌层剥落现象。
8、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。
试验压力及涡流探伤对比试样尺寸应符合国标GB3092的规定。
9、表面质量镀锌钢管的内外表面应有完整层,不得有未镀上锌的黑斑和气泡存在。
镀锌钢管质量标准要求一、镀锌钢管规格、外形及重量(一)、镀锌钢管规格必须符合下表规定:(二)、外形及重量1、通常长度镀锌钢管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。
2、定尺长度镀锌钢管的主尺长度应在通常长度范围内其长度允许偏差为+20mm。
3、倍尺长度镀锌钢管的倍尺长度应在通常长度范围内其余长允许偏差为+20mm。
每个倍尺应留5mm-10mm的切口余量。
4、弯曲度镀锌钢管应具有使用性的直度。
5、端头形状镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于0.5mm。
6、交货重量镀锌钢管以实际重量交货。
7、标记镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:1、牌号和化学成份镀锌钢管用钢的牌号和化学成分应符合GB-3092所规定的黑管用钢的牌号和化学成份。
2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
3、交货状态镀锌钢管以不带螺纹交货。
4、螺纹及管接头(1)带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合YB822的规定。
(2)钢制管接头应符合YB238的规定,可铸铁管接头应符合YB230的规定。
5、力学性能钢管镀锌前的力学性能应符合GB3092的规定。
6、镀锌层的均匀性镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍5次不得变红。
7、冷弯曲试验公称口径不大于50mm的镀锌钢管应做冷弯曲试验。
弯曲角度为90。
,弯曲半径为外径的8倍。
试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
试验后,试样上不应有裂缝及锌层剥落现象。
8、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。
试验压力及涡流探伤对比试样尺寸应符合国标GB3092的规定。
9、表面质量镀锌钢管的内外表面应有完整层,不得有未镀上锌的黑斑和气泡存在。
允许有不大的粗糙面和局部的锌瘤存在。
10、镀锌层重量镀锌层重量平均值应不小于500g/㎡,其中任何一个试样不得小于480g/㎡。
国标镀锌钢管标准
国标镀锌钢管标准包括以下方面:
1.镀锌钢管的规格和尺寸必须符合国家相关标准。
一般来说,
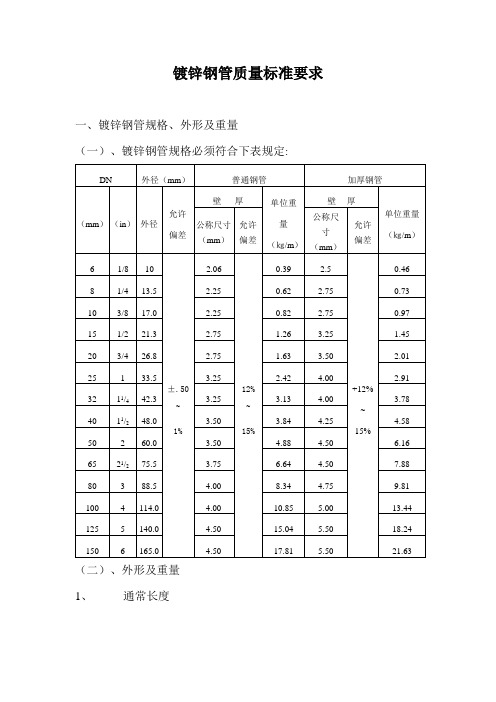
DN15的外径为21.3mm,DN20的外径为26.8mm,DN25的外径为33.5mm,DN32的外径为42.25mm,DN40的外径为48mm,DN50的外径为60mm等。
不同规格的镀锌钢管有不同的应用场景和用途。
2.镀锌钢管的壁厚也是必须符合国家相关标准的。
一般来说,
镀锌钢管的壁厚在2.5mm以下的,镀锌层的平均厚度应不小于70μm;壁厚在2.5mm以上的,镀锌层的平均厚度应不小于85μm。
对于加强型镀锌钢管,其壁厚应在4.0mm 以下,镀锌层的平均厚度应不小于120μm。
这些规定是为了保证镀锌钢管的质量和耐用性。
3.镀锌钢管的标记和包装也必须符合国家相关标准。
一般来
说,钢管应采用热锻印或氧化印花方式标记,包装应符合国家有关技术标准的规定,并应有产品的标识、长度、重量等信息。
标记和包装的方式和内容必须清晰、准确、易于识别和追溯。
4.镀锌钢管的质量和性能还应符合相关标准。
一般来说,合
格的镀锌钢管应具有良好的机械性能、耐腐蚀性能、连接性能和使用寿命等。
在购买和使用镀锌钢管时,应注意检
查其质量证明文件和性能指标,确保其符合相关标准和实际应用需求。
总之,国标镀锌钢管标准是保证镀锌钢管的质量、规格、性能和使用寿命的重要依据。
在生产、购买和使用镀锌钢管时,必须遵守相关标准,确保其符合国家要求和实际应用需求。

镀锌钢管质量标准要求一、镀锌钢管规格、外形及重量(一)、镀锌钢管规格必须符合下表规定:(二)、外形及重量1、通常长度镀锌钢管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。
2、定尺长度镀锌钢管的主尺长度应在通常长度围其长度允许偏差为+20mm。
3、倍尺长度镀锌钢管的倍尺长度应在通常长度围其余长允许偏差为+20mm。
每个倍尺应留5mm-10mm的切口余量。
4、弯曲度镀锌钢管应具有使用性的直度。
5、端头形状镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口外毛刺高度均不得大于0.5mm。
6、交货重量镀锌钢管以实际重量交货。
7、标记镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:1、牌号和化学成份镀锌钢管用钢的牌号和化学成分应符合GB-3092所规定的黑管用钢的牌号和化学成份。
2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
3、交货状态镀锌钢管以不带螺纹交货。
4、螺纹及管接头(1)带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合YB822的规定。
(2)钢制管接头应符合YB238的规定,可铸铁管接头应符合YB230的规定。
5、力学性能钢管镀锌前的力学性能应符合GB3092的规定。
6、镀锌层的均匀性镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍5次不得变红。
7、冷弯曲试验公称口径不大于50mm的镀锌钢管应做冷弯曲试验。
弯曲角度为90。
,弯曲半径为外径的8倍。
试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
试验后,试样上不应有裂缝及锌层剥落现象。
8、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。
试验压力及涡流探伤对比试样尺寸应符合国标GB3092的规定。
9、表面质量镀锌钢管的外表面应有完整层,不得有未镀上锌的黑斑和气泡存在。
允许有不大的粗糙面和局部的锌瘤存在。
10、镀锌层重量镀锌层重量平均值应不小于500g/㎡,其中任何一个试样不得小于480g/㎡。

镀锌钢管质量标准要求图纸用料:热镀锌管:DN25~DN100,热镀锌无缝管:φ108×4,φ159×5一、镀锌钢管规格、外形及重量(一)、镀锌钢管规格必须符合下表规定:(二)、外形及重量1、通常长度镀锌钢管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。
2、定尺长度镀锌钢管的主尺长度应在通常长度范围内其长度允许偏差为+20mm。
3、倍尺长度镀锌钢管的倍尺长度应在通常长度范围内其余长允许偏差为+20mm。
每个倍尺应留5mm-10mm的切口余量。
4、弯曲度镀锌钢管应具有使用性的直度。
5、端头形状镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于0.5mm。
6、交货重量镀锌钢管以实际重量交货。
7、标记镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:1、牌号和化学成份镀锌钢管用钢的牌号和化学成分应符合GB-3092所规定的黑管用钢的牌号和化学成份。
2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
3、交货状态镀锌钢管以不带螺纹交货。
4、螺纹及管接头(1)带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合YB822的规定。
(2)钢制管接头应符合YB238的规定,可铸铁管接头应符合YB230的规定。
5、力学性能钢管镀锌前的力学性能应符合GB3092的规定。
6、镀锌层的均匀性镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍5次不得变红。
7、冷弯曲试验公称口径不大于50mm的镀锌钢管应做冷弯曲试验。
弯曲角度为90。
,弯曲半径为外径的8倍。
试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
试验后,试样上不应有裂缝及锌层剥落现象。
8、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。
试验压力及涡流探伤对比试样尺寸应符合国标GB3092的规定。
9、表面质量镀锌钢管的内外表面应有完整层,不得有未镀上锌的黑斑和气泡存在。
镀锌钢管质量标准要求一、镀锌钢管规格、外形与重量〔一〕、镀锌钢管规格必须符合下表规定:〔二〕、外形与重量1、通常长度镀锌钢管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。
2、定尺长度镀锌钢管的主尺长度应在通常长度X围内其长度允许偏差为+20mm。
3、倍尺长度镀锌钢管的倍尺长度应在通常长度X围内其余长允许偏差为+20mm。
每个倍尺应留5mm-10mm的切口余量。
4、弯曲度镀锌钢管应具有使用性的直度。
5、端头形状镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于0.5mm。
6、交货重量镀锌钢管以实际重量交货。
7、标记镀锌钢管应注明国标标准编号和尺寸与厂家名称。
二、镀锌钢管质量技术要求:1、牌号和化学成份镀锌钢管用钢的牌号和化学成分应符合GB-3092所规定的黑管用钢的牌号和化学成份。
2、制造方法黑管的制造方法〔炉焊或电焊〕由制造厂选择,镀锌采用热浸镀锌法。
3、交货状态镀锌钢管以不带螺纹交货。
4、螺纹与管接头〔1〕带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合YB822的规定。
〔2〕钢制管接头应符合YB238的规定,可铸铁管接头应符合YB230的规定。
5、力学性能钢管镀锌前的力学性能应符合GB3092的规定。
6、镀锌层的均匀性镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍5次不得变红。
7、冷弯曲试验公称口径不大于50mm的镀锌钢管应做冷弯曲试验。
弯曲角度为90。
,弯曲半径为外径的8倍。
试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
试验后,试样上不应有裂缝与锌层剥落现象。
8、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。
试验压力与涡流探伤对比试样尺寸应符合国标GB3092的规定。
9、表面质量镀锌钢管的内外表面应有完整层,不得有未镀上锌的黑斑和气泡存在。
允许有不大的粗糙面和局部的锌瘤存在。
10、镀锌层重量镀锌层重量平均值应不小于500g/㎡,其中任何一个试样不得小于480g/㎡。
镀锌钢管质量标准要求镀锌钢管质量标准要求一、镀锌钢管规格、外形及重量(一)、镀锌钢管规格必须符合下表规定:(二)、外形及重量1、通常长度镀锌钢管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。
2、定尺长度镀锌钢管的主尺长度应在通常长度范围内其长度允许偏差为+20mm。
3、倍尺长度镀锌钢管的倍尺长度应在通常长度范围内其余长允许偏差为+20mm。
每个倍尺应留5mm-10mm的切口余量。
4、弯曲度镀锌钢管应具有使用性的直度。
5、端头形状镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于0.5mm。
6、交货重量镀锌钢管以实际重量交货。
7、标记镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:1、牌号和化学成份镀锌钢管用钢的牌号和化学成分应符合GB-3092所规定的黑管用钢的牌号和化学成份。
2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
3、交货状态镀锌钢管以不带螺纹交货。
4、螺纹及管接头(1)带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合YB822的规定。
(2)钢制管接头应符合YB238的规定,可铸铁管接头应符合YB230的规定。
5、力学性能钢管镀锌前的力学性能应符合GB3092的规定。
6、镀锌层的均匀性镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍5次不得变红。
7、冷弯曲试验公称口径不大于50mm的镀锌钢管应做冷弯曲试验。
弯曲角度为90。
,弯曲半径为外径的8倍。
试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
试验后,试样上不应有裂缝及锌层剥落现象。
8、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。
试验压力及涡流探伤对比试样尺寸应符合国标GB3092的规定。
9、表面质量镀锌钢管的内外表面应有完整层,不得有未镀上锌的黑斑和气泡存在。
允许有不大的粗糙面和局部的锌瘤存在。
10、镀锌层重量镀锌层重量平均值应不小于500g/㎡,其中任何一个试样不得小于480g/㎡。

镀锌钢管国标1. 引言镀锌钢管是一种常见的建筑材料,其主要特点是具有防腐、耐久、高强度等优点。
作为一种国际通用的标准,镀锌钢管的国标规范了其制造、质量要求、检验方法等方面的内容,以确保产品的质量和安全性。
本文将对镀锌钢管国标进行详细介绍。
2. 镀锌钢管国标概述镀锌钢管国标是针对镀锌钢管制造和使用过程中的要求所制定的一项标准。
国标规定了镀锌钢管的材料、尺寸、工艺、质量等方面的要求,以确保其在使用过程中的性能稳定、安全可靠。
3. 镀锌钢管国标的主要内容3.1 材料要求镀锌钢管国标规定了镀锌钢管的材料要求,主要包括:•钢管的化学成分要求,包括碳含量、硅含量、锰含量等;•钢管的机械性能要求,包括抗拉强度、屈服强度、伸长率等。
3.2 尺寸和外观要求镀锌钢管国标规定了镀锌钢管的尺寸和外观要求,主要包括:•钢管的外径和壁厚要求;•镀锌层的厚度要求;•镀锌钢管的表面是否允许有缺陷(如砂眼、裂纹等);•镀锌钢管的端面是否需要切割或修整等。
3.3 工艺要求镀锌钢管国标规定了镀锌钢管的工艺要求,主要包括:•镀锌钢管的制造工艺,包括热镀锌和电镀锌两种方法;•镀锌层的质量要求,包括锌层的外观、附着力、耐蚀性等;•镀锌钢管的退火要求,包括退火处理的温度和时间等。
3.4 质量要求镀锌钢管国标规定了镀锌钢管的质量要求,主要包括:•镀锌钢管的寿命要求,包括使用年限要求;•镀锌钢管的耐压能力要求,包括内压和外压的试验要求;•镀锌钢管的耐候性要求,包括抗紫外线辐射、抗酸碱腐蚀等。
3.5 检验方法镀锌钢管国标规定了镀锌钢管的检验方法,主要包括:•镀锌钢管的化学成分检验方法;•镀锌钢管的机械性能检验方法;•镀锌钢管的镀锌层质量检验方法;•镀锌钢管的尺寸和外观检验方法。
4. 结论镀锌钢管国标规范了镀锌钢管的制造、质量要求、检验方法等方面的内容,以确保产品在使用过程中具有良好的性能和安全性。
了解并遵守国标对于保证镀锌钢管产品的品质具有重要意义,也对于推动镀锌钢管行业的发展有着积极的作用。

镀锌钢管质量标准要求一、镀锌钢管规格、外形及重量(一)、镀锌钢管规格必须符合下表规定:(二)、外形及重量1、通常长度镀锌钢管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。
2、定尺长度镀锌钢管的主尺长度应在通常长度范围内其长度允许偏差为+20mm。
3、倍尺长度镀锌钢管的倍尺长度应在通常长度范围内其余长允许偏差为+20mm。
每个倍尺应留5mm-10mm的切口余量。
4、弯曲度镀锌钢管应具有使用性的直度。
5、端头形状镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于0.5mm。
6、交货重量镀锌钢管以实际重量交货。
7、标记镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:1、牌号和化学成份镀锌钢管用钢的牌号和化学成分应符合GB-3092所规定的黑管用钢的牌号和化学成份。
2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
3、交货状态镀锌钢管以不带螺纹交货。
4、螺纹及管接头(1)带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合YB822的规定。
(2)钢制管接头应符合YB238的规定,可铸铁管接头应符合YB230的规定。
5、力学性能钢管镀锌前的力学性能应符合GB3092的规定。
6、镀锌层的均匀性镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍5次不得变红。
7、冷弯曲试验公称口径不大于50mm的镀锌钢管应做冷弯曲试验。
弯曲角度为90。
,弯曲半径为外径的8倍。
试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
试验后,试样上不应有裂缝及锌层剥落现象。
8、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。
试验压力及涡流探伤对比试样尺寸应符合国标GB3092的规定。
9、表面质量镀锌钢管的内外表面应有完整层,不得有未镀上锌的黑斑和气泡存在。
允许有不大的粗糙面和局部的锌瘤存在。
10、镀锌层重量镀锌层重量平均值应不小于500g/㎡,其中任何一个试样不得小于480g/㎡。

镀锌钢管规范标准篇一:镀锌钢管国家标准壁厚篇二:镀锌钢管质量标准要求镀锌钢管质量标准要求一、镀锌钢管规格、外形及重量(一)、镀锌钢管规格必须符合下表规定:(二)、外形及重量1、通常长度镀锌钢管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。
2、定尺长度镀锌钢管的主尺长度应在通常长度范围内其长度允许偏差为+20mm。
3、倍尺长度镀锌钢管的倍尺长度应在通常长度范围内其余长允许偏差为+20mm。
每个倍尺应留5mm-10mm的切口余量。
4、弯曲度镀锌钢管应具有使用性的直度。
5、端头形状镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于0.5mm。
6、交货重量镀锌钢管以实际重量交货。
7、标记镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:1、牌号和化学成份镀锌钢管用钢的牌号和化学成分应符合GB-3092所规定的黑管用钢的牌号和化学成份。
2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
3、交货状态镀锌钢管以不带螺纹交货。
4、螺纹及管接头(1)带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合YB822的规定。
(2)钢制管接头应符合YB238的规定,可铸铁管接头应符合YB230的规定。
5、力学性能钢管镀锌前的力学性能应符合GB3092的规定。
6、镀锌层的均匀性镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍5次不得变红。
7、冷弯曲试验公称口径不大于50mm的镀锌钢管应做冷弯曲试验。
弯曲角度为90。
,弯曲半径为外径的8倍。
试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
试验后,试样上不应有裂缝及锌层剥落现象。
8、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。
试验压力及涡流探伤对比试样尺寸应符合国标GB3092的规定。
9、表面质量镀锌钢管的内外表面应有完整层,不得有未镀上锌的黑斑和气泡存在。
镀锌钢管国标规范随着工业化的不断发展,钢材已经成为现代工业中不可或缺的一种原材料。
而在钢材的加工、生产和使用过程中,镀锌钢管因其耐腐蚀、强度高、使用寿命长等特点而备受青睐。
为了更好地规范镀锌钢管的生产和使用,我国制定了一系列的国家标准,下面就对国标规范进行一些讲解。
一、镀锌钢管的标准分类国标对钢管进行了分类,主要分为一般镀锌管和加强型镀锌管两大类。
其中,一般镀锌管又分为PP钢管、PE钢管、EPOXY钢管、水泥内衬钢管和沥青内衬钢管五种;加强型镀锌管分为PVC 钢管和塑料修补管两种。
二、规范要求1、镀锌层的厚度要求:一般镀锌管的壁厚在2.5mm以下的,镀锌层的平均厚度应不小于70μm;壁厚在2.5mm以上的,镀锌层的平均厚度应不小于85μm。
加强型镀锌管的壁厚应在4.0mm以下,镀锌层的平均厚度应不小于120μm。
2、标记和包装:钢管应采用热锻印或氧化印花方式标记,包装应符合国家有关技术标准的规定,并应有产品的标识、长度、重量和生产单位等信息。
3、物理性能要求:(1)拉伸强度和延伸率:钢管的拉伸强度不应低于320N/mm2,延伸率不应小于14%。
(2)冲击值:一般镀锌管的冲击值不小于27J,加强型镀锌管的冲击值不小于50J。
4、试验:钢管必须进行机械性能试验、化学成分分析试验、耐蚀试验等多项试验。
三、相关的应用领域镀锌钢管具有耐腐蚀、高强度、质量稳定等特点,因此广泛应用于市政、石油、化工、电力、航空、军工等领域,且应用范围不断扩大。
四、市场前景随着国家对基建、城市化的不断推进,镀锌钢管的市场需求量不断增加。
此外,随着科技进步的不断推进,镀锌钢管的种类和应用范围也在不断拓宽。
可以预见,未来镀锌钢管的市场前景可观。
综上所述,作为一种重要的管材,镀锌钢管必须严格遵守国家标准和规范要求,保证产品的质量和使用寿命。
同时,不断推进镀锌钢管的科技创新和应用拓展,为实现经济、环保、安全等多种目标作出积极的贡献。
镀锌钢管质量标准要求一、镀锌钢管规格、外形及重量(一)、镀锌钢管规格必须符合下表规定:(二)、外形及重量1、通常长度镀锌钢管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。
2、定尺长度镀锌钢管的主尺长度应在通常长度范围内其长度允许偏差为+20mm。
3、倍尺长度镀锌钢管的倍尺长度应在通常长度范围内其余长允许偏差为+20mm。
每个倍尺应留5mm-10mm的切口余量。
4、弯曲度镀锌钢管应具有使用性的直度。
5、端头形状镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于0.5mm。
6、交货重量镀锌钢管以实际重量交货。
7、标记镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:1、牌号和化学成份镀锌钢管用钢的牌号和化学成分应符合GB-3092所规定的黑管用钢的牌号和化学成份。
2、制造方法黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
3、交货状态镀锌钢管以不带螺纹交货。
4、螺纹及管接头(1)带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合YB822的规定。
(2)钢制管接头应符合YB238的规定,可铸铁管接头应符合YB230的规定。
5、力学性能钢管镀锌前的力学性能应符合GB3092的规定。
6、镀锌层的均匀性镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍5次不得变红。
7、冷弯曲试验公称口径不大于50mm的镀锌钢管应做冷弯曲试验。
弯曲角度为90。
,弯曲半径为外径的8倍。
试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
试验后,试样上不应有裂缝及锌层剥落现象。
8、水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。
试验压力及涡流探伤对比试样尺寸应符合国标GB3092的规定。
9、表面质量镀锌钢管的内外表面应有完整层,不得有未镀上锌的黑斑和气泡存在。
允许有不大的粗糙面和局部的锌瘤存在。
10、镀锌层重量镀锌层重量平均值应不小于500g/㎡,其中任何一个试样不得小于480g/㎡。
镀锌钢管验收标准镀锌钢管是一种常用的建筑材料,具有防腐、耐磨、耐腐蚀的特点,因此在工程建设中得到了广泛的应用。
为了确保镀锌钢管的质量,需要对其进行严格的验收。
以下是镀锌钢管验收标准的相关内容,供大家参考。
一、外观质量。
1. 镀锌钢管表面不得有明显的氧化、锈蚀、破损等情况,应保持光滑、平整。
2. 镀锌层应均匀、牢固,不得有起泡、剥落等现象。
3. 镀锌钢管的外径、壁厚应符合设计要求,不得存在明显的偏差。
二、尺寸偏差。
1. 镀锌钢管的长度允许偏差应符合国家标准,不得超出规定范围。
2. 镀锌钢管的外径、壁厚偏差应符合设计要求,不得影响使用。
三、化学成分。
1. 镀锌钢管的化学成分应符合国家标准,不得存在超出范围的元素含量。
2. 镀锌层的成分应符合要求,不得存在异常情况。
四、力学性能。
1. 镀锌钢管的抗拉强度、屈服强度、伸长率等力学性能应符合设计要求。
2. 镀锌层的硬度、附着力等性能应符合要求,不得影响使用寿命。
五、包装运输。
1. 镀锌钢管在包装运输过程中不得有明显的挤压、变形等情况,包装应完好无损。
2. 镀锌钢管的运输过程中应注意防止受潮、受阳光直射等情况,以免影响质量。
六、验收记录。
1. 对每批镀锌钢管进行验收时,应制作详细的验收记录,包括外观质量、尺寸偏差、化学成分、力学性能等内容。
2. 验收记录应由验收人员签字确认,以便后续的跟踪和追溯。
七、质量证明。
1. 镀锌钢管的质量证明文件应齐全,包括出厂合格证、质量检测报告等。
2. 质量证明文件应与实际产品相符,不得存在造假等情况。
通过以上的镀锌钢管验收标准,我们可以对镀锌钢管的质量进行严格的把关,确保其在工程建设中发挥应有的作用。
希望各位在验收过程中严格按照标准操作,以确保工程质量和安全。

镀锌管质量要求及技术标准
镀锌管是一种常用的钢管,表面经过镀锌处理,具有较好的耐腐蚀性能和美观性,广泛应用于建筑、化工、石油、制药等领域。
以下是镀锌管的质量要求和技术标准:
1. 外观质量:表面应平整、无裂纹、麻点、氧化皮、油污等缺陷,内外表面应一致。
2. 化学成分:应符合国家标准或行业标准的要求,如GB/T 3091-2015《冷拔无缝钢管》、GB/T 9711.1-1997《焊接钢管》等。
3. 力学性能:应符合国家标准或行业标准的要求,如GB/T 3091-2015、GB/T 9711.1-1997等。
4. 镀层质量:应符合国家标准或行业标准的要求,如GB/T 3091-2015、GB/T 9711.1-1997等。
5. 尺寸偏差:应符合国家标准或行业标准的要求,如GB/T 3091-2015、GB/T 9711.1-1997等。
6. 物理性能:应符合国家标准或行业标准的要求,如GB/T 3091-2015、GB/T 9711.1-1997等。
7. 其他指标:应符合国家标准或行业标准的要求,如GB/T 3091-2015、GB/T 9711.1-1997等。
以上是镀锌管的一些主要质量要求和技术标准,不同的应用领域和客户需求可能会有不同的要求。
在生产和使用镀
锌管时,需要遵守相关的法律法规和安全规定,确保产品的质量和安全性。
镀锌钢管质量标准要求
?一、镀锌钢管规格、外形及重量
(一)、镀锌钢管规格必须符合下表规定:
(二)、外形及重量1、??????????????????? 通常长度
??? 镀锌钢管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。
2、??????????????????? 定尺长度
??? 镀锌钢管的主尺长度应在通常长度范围内其长度允许偏差为+20mm。
3、??????????????????? 倍尺长度
??? 镀锌钢管的倍尺长度应在通常长度范围内其余长允许偏差为+20mm。
每个倍尺应留5mm-10mm的切口余量。
4、??????????????????? 弯曲度
??? 镀锌钢管应具有使用性的直度。
5、??????????????????? 端头形状
??? 镀锌钢管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于0.5mm。
6、??????????????????? 交货重量
?? 镀锌钢管以实际重量交货。
7、??????????????????? 标记
??? 镀锌钢管应注明国标标准编号和尺寸及厂家名称。
二、镀锌钢管质量技术要求:
1、??????????????????????????? 牌号和化学成份
镀锌钢管用钢的牌号和化学成分应符合GB-3092所规定的黑管用钢的牌号和化学成份。
2、制造方法
黑管的制造方法(炉焊或电焊)由制造厂选择,镀锌采用热浸镀锌法。
3、交货状态
镀锌钢管以不带螺纹交货。
4、螺纹及管接头
(1)带螺纹交货的镀锌钢管,螺纹应在镀锌后车制。
螺纹应符合YB822的规定。
(2)钢制管接头应符合YB238的规定,可铸铁管接头应符合YB230的规定。
5、力学性能
钢管镀锌前的力学性能应符合GB3092的规定。
6、镀锌层的均匀性
镀锌钢管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍5次不得变红。
7、冷弯曲试验
公称口径不大于50mm的镀锌钢管应做冷弯曲试验。
弯曲角度为90。
,弯曲半径为外径的8倍。
试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。
试验后,试样上不应有裂缝及锌层剥落现象。
8、水压试验
水压试验应在黑管进行,也可用涡流探伤代替水压试验。
试验压力及涡流探伤对比试样尺寸应符合国标GB3092的规定。
9、表面质量
镀锌钢管的内外表面应有完整层,不得有未镀上锌的黑斑和气泡
存在。
允许有不大的粗糙面和局部的锌瘤存在。
10、镀锌层重量
镀锌层重量平均值应不小于500g/㎡,其中任何一个试样不得小于480g/㎡。
三、试验方法:
1、表面检查
镀锌钢管的内外表面应用肉眼逐根进行检查。
2、尺寸检查
镀锌钢管应在镀锌前的黑管上用足够精确度的量具逐根进行测量。
3、螺纹检查
带螺纹的镀锌钢管,按YB822的规定,用环规逐根检查螺纹。
四、检验规则:
1、镀锌钢管按批进行检查和验收,每批由同一牌号、同一规格的钢管组成
公称口径≤25mm???? 每批1000根
公称口径>m25~50m?? 每批750根
公称口径>50mm????? 每批500根
2、复验和判定
镀锌钢管的复验和判定规则应符合GB2102的规定。
五、包装、标注及质量证明书
镀锌钢管的包装、标志及质量证明书应符合GB2102的规定。