培训材料:室分标准化工序工艺库介绍
- 格式:pptx
- 大小:1.63 MB
- 文档页数:38
工艺标准化的具体内容
工艺标准化是工艺质量控制的重要组成部分,它涵盖以下几个方面:
(1) 工序管理:即制定工艺步骤,工序结构的设计要求;
(2) 技术标准的制定:主要包括工作台的布局,产品加工工具和夹具的使用技术,加工工艺的技术要求,成品的主要几种尺寸的正确性及周边的尺寸的控制工艺等;
(3) 检验标准的制定:包括产品质量检验时的检验灵活性,评价精度,抽样方法,检验规范,抽样等条件;
(4) 评价控制标准的制定:主要包括质量评价的基准标准,产品零件的基准检验,质量变异原因的评价,不合格产品的处理等;
(5) 生产实施环节的规范:本质上是实施管理和检查的程序,要求对生产过程中存在的不合理性和可能引起质量变异的环节进行把关和改进,以提高实施效率和质量控制能力。



工艺库的区别
工艺库是指存储在计算机中用于控制生产过程的数据和程序集合。
它包括生产工艺、标准化工程、工作指导书、制造程序等。
工艺库的区别主要有以下几点:
1.内置工艺库和外部工艺库的区别:内置工艺库是指存储在软件系统内部的工艺库,而外部工艺库是指存储在外部设备上的工艺库,如磁盘、网络等。
2.标准工艺库和自定义工艺库的区别:标准工艺库是针对某个行业或领域的工艺、方法和规程的集合,而自定义工艺库是用户根据自己的需求和实际情况自行定义的工艺库。
3.专业工艺库和通用工艺库的区别:专业工艺库是针对某个行业或领域的专业工艺知识和技术,如汽车制造、机械加工等;通用工艺库则是适用于大多数行业和领域的通用工艺知识与技术。
4.在线工艺库和离线工艺库的区别:在线工艺库是指存储在网络上并可以通过互联网访问的工艺库,而离线工艺库则是存储在本地计算机上的工艺库,需要在本地访问和使用。
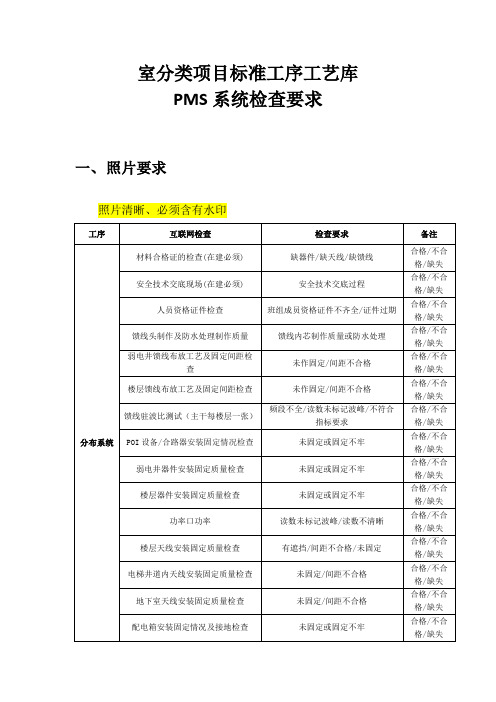
室分类项目标准工序工艺库PMS系统检查要求一、照片要求照片清晰、必须含有水印(一)、分布系统1、材料设备人员进场材料合格证的检查:要求器件合格证(1)、天线合格证(1)、馈线合格证(1),照片清晰。
天线合格证器件合格证馈线合格证2、安全技术交底安全技术交底现场(1);要求体现现场安全技术交底现场过程。
人员资格证件检查(1):需体现所有施工人员的证件情况,特别是特种作业证。
所有施工人员证件体现在一张照片内。
3、馈线布放馈线头制作及防水处理制作质量(1张):需体现馈线头防水处理制作质量。
弱电井馈线布放工艺及固定间距检查(1张)、楼层馈线布放工艺及固定间距检查(1张):需体现弱电井、楼层馈线布放工艺及固定间距。
弱电井馈线楼层馈线4、馈线驻波比测试馈线驻波比测试(1):要求频段为800-2500MHZ,读数标记到波峰,读数小于1.3符合指标要求5、器件安装POT设备/合路器安装固定情况检查(1)、弱电井器件安装固定质量检查(1)、楼层器件安装固定质量检查(1):需体现POT设备/合路器、弱电井、楼层器件安装固定质量及连接情况。
POT设备/合路器弱电井器件楼层器件6、天线口路径损耗测试天线口路径损耗测试照片(1):若运营商单建:需体现频谱分析仪测试天线口输出功率,若收发分缆:需收发天线各一张,要求读数标记到波峰、读数清晰、天线口路径损耗差异不大于3dB;并由施工单位提供测试报告。
7、天线安装楼层天线安装、固定质量检查(1)、电梯井道内天线安装、固定质量检查(1)、地下室天线安装、固定质量检查(1):需体现楼层、电梯井道、地下室天线安装、固定质量检查,若是双通道或者双路以上天线需体现安装间距。
楼层天线电梯井道天线地下室天线8、弱电间电源配套配电箱安装固定情况及接地检查(1):需体现配电箱安装固定情况及接地情况,固定牢固,内部线缆走线整齐,线缆无复接及未用铜鼻子情况,配电箱已做接地。
9、接地接地排安装固定质量检查(1):要求接地排安装固定牢固,规格符合要求,线缆无复接及未用铜鼻子情况。

(工艺技术)标准工艺卡及培训教材编号: 辽C2-0压力容器图样设计、工艺性审查记录辽A2-3编号:01审核:2009年3月20日审查:2009年3月20 日压力容器图样设计、工艺性审查记录辽A2-3审核:2009年10月11 日审查:2009年10月11 日锥体 工艺 过 程 卡辽 B2 — 6. 1 编号:02共1 页 第1 页审核: 2009年1月5日 编制: 2009年1月5日编号:02共1 页 第1 页审核: 2009年5月22日 编制: 2009年5月22日编号:03共1 页 第1 页审核: 2009年1月11日 编制: 2009年10月11日椭圆封头工 艺 过 程 卡辽B2— 6. 1 编号: 02共 1 页第1页封头工 艺 过 程 卡辽B2— 6. 1 编号:02共 1 页第1页审核: 2009年 12月5 日 编制: 2009年 12月 5日筒体 工艺 过 程 卡辽 B2 — 6. 1编号: 02共 1 页 第1 页审核: 2009年9月26日 编制: 2009年9月26日壳体 工艺 过 程 卡辽B 2 — 6. 1 编号: 03共 1 页 第1 页审核: 2009年 月 日 编制: 2009年 月 日产品试板工 艺 过 程 卡辽B 2 — 6. 1编号:03共 1页 第1页审核: 2009年9月26日 编制: 2009年9月26日产品试板工 艺 过 程 卡辽B 2 — 6. 1编号:共 1页 第1页审核: 2009年 月 日 编制: 2009年 月 日接管 工艺 过 程 卡辽 B2 — 6. 1 编号:共1 页 第1页接管 工艺 过 程 卡辽 B2 — 6. 1编号:04共1 页 第1页审核: 2009年9月26日 编制: 2009年9月26日设备法兰 工艺 过 程 卡辽B 2 — 6. 1编号:07共1 页第1页审核: 2009年1月5日 编制: 2009年1月5日法兰 工艺 过 程 卡辽 B2 — 6. 1编号:共1 页第1页审核:2009年月日编制:2009年月日法兰工艺过程卡辽B 2 —6. 1编号:共1页第1页审核:2009年月日编制:2009年月日补强圈工艺过程卡辽B2 —6. 1编号:共1 页第1页审核:2009年月日编制:2009年月日换热管 工艺 过 程辽B 2 — 6. 1 编号:共 1页第1页审核: 2009年 月 日 编制: 2009年 月 日管板工 艺 过 程 卡辽 B2 — 6. 1编号: 14共 1页第1 页审核: 2009年1月5日 编制: 2009年1月5日管板工 艺 过 程 卡辽B 2 — 6. 1 编号: 09共 1页第1 页审核: 2009年6月5日 编制: 2009年6月5日管板工 艺 过 程 卡辽 B2 — 6. 1编号:共1 页第1页审核: 2009年3月20日 编制: 2009年3月20日管箱组装工艺过程卡辽B 2 —6. 1共1页第1页编号:审核:2009年月日编制:2009年月日共页第页编号:共2页第1页编号:审核:2009年月日编制:2009年月日总装(适合大直径)工艺过程卡辽B 2 —6. 1共2页第1页编号:09总装工艺过程卡辽B 2 —6. 1共2页第2页编号:审核:2009年月日编制:2009年月日总装工艺过程卡辽B2 —6. 1共2页第1页编号:07共2页第2页编号:07审核:2009年6月29日编制:2009年6月29日共2页第2页编号:07审核:2009年6月29日编制:2009年6月29日。

010******* 干粘石墙面(1)石粒粘接牢固,分布均匀,表面平整,颜色一致,无空鼓、漏粘。
手抹检查:一次抹掉石子不超过5颗为合格。
(2)表面平整度偏差≤5mm。
垂直度偏差≤5mm。
分格条(缝)平直度偏差≤3mm。
(1)宜采用普通硅酸盐水泥,强度等级≥42.5,或采用32.5强度等级的白水泥。
石子粒径为标准粒径略掺石屑,颗粒大小均匀,色彩一致。
石子应清洗干净,晾干后备用。
宜采用饮用水拌和,当采用其他水源时水质应达到现行JGJ 63的规定。
(2)基层清理干净,粘石前底灰上应浇水湿润,浇水要适度,防止出现底灰浇水饱和。
粘石灰抹灰层平整,粘石灰的稠度适中,避免出现太稀或灰层过厚。
(3)粘石时用力均匀,粘石后要轻拍,将石渣拍入灰层2/3。
先粘分格条处而后再粘大面,阳角粘石采用八字靠尺,起尺后及时用米粒石修补和处理黑边。
(4)分格条起条后勾缝及时均匀。
010*******-T1干粘石墙面(一)010*******-T2干粘石墙面(二)010*******-T1劈裂砌块样板墙(一)010*******-T2劈裂砌块样板墙(二)010******* 装配式板墙(1)构件型号、位置、节点锚固筋必须符合设计要求,且无变形损坏现象。
(2)预制板墙与抗风柱间采用预埋件焊接工艺。
焊缝长度符合要求,表面平整,无凹陷、焊瘤、裂纹、气孔、夹渣及咬边。
(3)长度偏差±5mm,宽度偏差±5mm,厚度偏差±3mm,对角线偏差≤3mm。
(1)材料:宜采用普通硅酸盐水泥,强度等级≥42.5,质量要求符合现行GB 175。
粗骨料采用碎石或卵石,当混凝土强度≥C30时,含泥量≤1%;当混凝土强度<C30时,含泥量≤2%,细骨料应采用中砂,当混凝土强度≥C30时,含泥量≤3%;当混凝土强度<C30时,含泥量≤5%,其他质量要求符合现行JGJ 52。
宜采用饮用水拌和,当采用其他水源时水质应达到现行JGJ 63的规定。

工艺标准系统培训资料(doc 51页)部门: xxx时间: xxx制作人:xxx整理范文,仅供参考,勿作商业用途工程管理系统经视家装馆装饰企业工程管理系统工艺规范标准体系工艺标准系统目录工艺标准系统是在结合中国装饰行业标准的基础上结合家装验收规范和国内知名企业的验收规范编制的实用性强的规范标准,施工规范的数据表格以ISO9000为基础,规范内容包括:水电施工流程,水电验收规范,泥工施工流程和泥工验收规范,木工施工流程和木工验收规范,油漆施工规范油漆验收规范花刚岩施工规范验收标准用语第一章水电工施工操作规范第一节 .进场施工前必须先测弹水平线。
检查原有给排水管是否畅通,总阀启闭是否灵活严密(对于关闭不严密的闸阀应要求业主联系物管及时调换成气密性强的截止阀),并对厨卫地面做盛水试验。
查看原进户电源(电表容量、进线线径大小)、电话线、电视线、宽带信息网线是否连接到位。
第二节 .现场核对家具、电器、卫生洁具和开关的位置及尺寸,如有不符经业主同意,按实际情况加以调整并签字备案。
第三节 .管道与洁具1、除设计注明外,冷热水管均采用钢塑复合管。
主水管管径统一为φ20mm(PP-R管为φ25mm)。
别墅、跃层的主水管管径应按照室内给水管网的实际所需流量值确定,费用按实计算。
敷设管道前应先确定座便器、浴缸、拖把糟、洗脸盆、洗衣机、热水器等卫生器具与家用电器的型号,了解其进出水位置和安装方式。
2、管道施工前应先检查所选管材与管件有无异常,管道是否畅通。
有明显伤痕的管子不得使用,变形管口用专用工具整圆。
切割时应防止管子变形,管子切口的端面应与管子轴垂直,切口处的毛刺等应及时清理干净。
严禁将冷水管做热水管使用。
水管安装完毕,绘制好施工管道走向图(并在图纸上正确详细地标明其尺寸或拍摄)。
①钢塑管采用螺纹连接,并用麻丝、厚白漆或生料带衬口。
② PP-R管采用热熔连接,所用的PP-R管熔接工具应与水管材质相符、热熔前应除附在管材(件)上的杂物。


第1篇一、概述室分工程(室内分布系统工程)是指为了满足室内无线通信需求,在建筑物内部或特定区域内安装无线信号增强设备,实现无线信号的全覆盖和优化。
为确保室分工程的质量和效果,以下为室分工程施工标准。
二、施工准备1. 设计审查:施工前,应仔细审查设计图纸,确保设计合理、可行,并符合相关规范要求。
2. 材料设备:选用符合国家标准和行业标准的室内分布系统设备、线缆、天线等材料,并确保材料质量合格。
3. 施工人员:施工人员应具备相应的专业技能和操作经验,并进行岗前培训。
4. 施工方案:根据设计要求,编制详细的施工方案,包括施工步骤、施工方法、施工进度、安全措施等。
三、施工工艺1. 线缆敷设:按照设计要求,将线缆敷设至指定位置,确保线缆无损伤、无交叉、无弯曲。
2. 天线安装:根据设计要求,选择合适的天线位置,确保天线安装牢固、角度正确、高度适宜。
3. 设备安装:按照设备安装说明书,将室内分布系统设备安装到位,确保设备运行正常。
4. 信号调试:完成设备安装后,进行信号调试,确保室内信号强度满足设计要求。
5. 系统测试:对室内分布系统进行整体测试,包括信号强度、覆盖范围、干扰抑制等,确保系统性能达标。
四、质量控制1. 材料质量:严格把控材料质量,确保所有材料均符合国家标准和行业规范。
2. 施工质量:严格按照施工工艺进行施工,确保施工质量符合设计要求。
3. 系统性能:对室内分布系统进行性能测试,确保系统性能满足设计要求。
4. 安全文明施工:遵守施工现场安全管理规定,确保施工安全、文明。
五、施工进度1. 施工计划:根据工程实际情况,编制详细的施工进度计划,确保工程按期完成。
2. 进度控制:严格按照施工进度计划执行,对施工进度进行跟踪、调整。
3. 突发事件处理:针对施工过程中出现的突发事件,及时采取措施,确保工程进度不受影响。
六、验收与交付1. 验收:施工完成后,按照设计要求和规范进行验收,确保工程质量合格。
2. 交付:验收合格后,将室内分布系统交付给业主或使用单位。


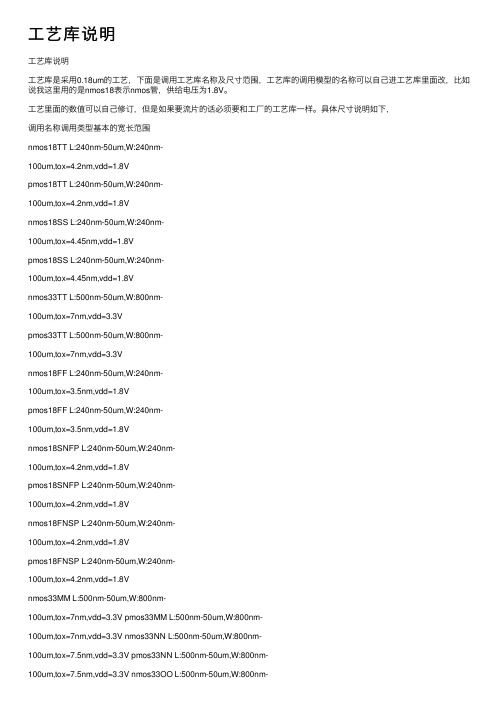
⼯艺库说明⼯艺库说明⼯艺库是采⽤0.18um的⼯艺,下⾯是调⽤⼯艺库名称及尺⼨范围,⼯艺库的调⽤模型的名称可以⾃⼰进⼯艺库⾥⾯改,⽐如说我这⾥⽤的是nmos18表⽰nmos管,供给电压为1.8V。
⼯艺⾥⾯的数值可以⾃⼰修订,但是如果要流⽚的话必须要和⼯⼚的⼯艺库⼀样。
具体尺⼨说明如下,调⽤名称调⽤类型基本的宽长范围nmos18TT L:240nm-50um,W:240nm-100um,tox=4.2nm,vdd=1.8Vpmos18TT L:240nm-50um,W:240nm-100um,tox=4.2nm,vdd=1.8Vnmos18SS L:240nm-50um,W:240nm-100um,tox=4.45nm,vdd=1.8Vpmos18SS L:240nm-50um,W:240nm-100um,tox=4.45nm,vdd=1.8Vnmos33TT L:500nm-50um,W:800nm-100um,tox=7nm,vdd=3.3Vpmos33TT L:500nm-50um,W:800nm-100um,tox=7nm,vdd=3.3Vnmos18FF L:240nm-50um,W:240nm-100um,tox=3.5nm,vdd=1.8Vpmos18FF L:240nm-50um,W:240nm-100um,tox=3.5nm,vdd=1.8Vnmos18SNFP L:240nm-50um,W:240nm-100um,tox=4.2nm,vdd=1.8Vpmos18SNFP L:240nm-50um,W:240nm-100um,tox=4.2nm,vdd=1.8Vnmos18FNSP L:240nm-50um,W:240nm-100um,tox=4.2nm,vdd=1.8Vpmos18FNSP L:240nm-50um,W:240nm-100um,tox=4.2nm,vdd=1.8Vnmos33MM L:500nm-50um,W:800nm-100um,tox=7nm,vdd=3.3V pmos33MM L:500nm-50um,W:800nm-100um,tox=7nm,vdd=3.3V nmos33NN L:500nm-50um,W:800nm-100um,tox=7.5nm,vdd=3.3V pmos33NN L:500nm-50um,W:800nm-100um,tox=7.5nm,vdd=3.3V nmos33OO L:500nm-50um,W:800nm-100um,tox=6.5nm,vdd=3.3V pmos33OO L:500nm-50um,W:800nm-100um,tox=6.5nm,vdd=3.3V nmos33PP L:500nm-50um,W:800nm-100um,tox=7nm,vdd=3.3V pmos33PP L:500nm-50um,W:800nm-100um,tox=7nm,vdd=3.3V nmos33QQ L:500nm-50um,W:800nm-100um,tox=7nm,vdd=3.3V pmos33QQ L:500nm-50um,W:800nm-100um,tox=7nm,vdd=3.3V nmos018RR L:300nm-50um,W:240nm-100um,tox=4.2nm,vdd=1.8V nmos033RR L:500nm-50um,W:800nm-100um,tox=7nm,vdd=3.3V nmos033UU L:500nm-50um,W:800nm-100um,tox=7.5nm,vdd=3.3V nmos033VV L:500nm-50um,W:800nm-100um,tox=6.5nm,vdd=3.3V nmos033WW L:500nm-50um,W:800nm-100um,tox=7.25nm,vdd=3.3V nmos033XX L:500nm-50um,W:800nm-100um,tox=6.75nm,vdd=3.3V nch YY L:180nm-50um,W:240nm-100um,tox=4.2nm,vdd=1.8V pch YY L:180nm-50um,W:240nm-100um,tox=4.2nm,vdd=1.8V nch ZZ L:180nm-50um,W:240nm-100um,tox=3.95nm,vdd=1.8V pch ZZ L:180nm-50um,W:240nm-100um,tox=3.95nm,vdd=1.8V nch AA L:180nm-50um,W:240nm-100um,tox=4.45nm,vdd=1.8V pch AA L:180nm-50um,W:240nm-100um,tox=4.45nm,vdd=1.8V nch BB L:180nm-50um,W:240nm-100um,tox=4.2nm,vdd=1.8V pch BB L:180nm-50um,W:240nm-100um,tox=4.2nm,vdd=1.8V nch CC L:180nm-50um,W:240nm-100um,tox=4.2nm,vdd=1.8V pch CC L:180nm-50um,W:240nm-100um,tox=4.2nm,vdd=1.8V nch EE L:180nm-50um,W:240nm-100um,tox=4.2nm,vdd=1.8V pch EE L:180nm-50um,W:240nm-100um,tox=4.2nm,vdd=1.8V nch GG L:180nm-50um,W:240nm-100um,tox=3.95nm,vdd=1.8V pch GG L:180nm-50um,W:240nm-100um,tox=3.95nm,vdd=1.8V nch HH L:180nm-50um,W:240nm-100um,tox=4.45nm,vdd=1.8Vpch HH L:180nm-50um,W:240nm-100um,tox=4.45nm,vdd=1.8Vnch II L:180nm-50um,W:240nm-100um,tox=4.2nm,vdd=1.8Vpch II L:180nm-50um,W:240nm-100um,tox=4.2nm,vdd=1.8Vnch JJ L:180nm-50um,W:240nm-100um,tox=4.2nm,vdd=1.8Vpch JJ L:180nm-50um,W:240nm-100um,tox=4.2nm,vdd=1.8Vbjtp KK饱和电流is=5.6*10-18,放⼤倍数bf=1.38,pnp,5*5um2bjtp1KK饱和电流is=2.8*10-17,放⼤倍数bf=1.36,pnp,10*10um2np KK⾯积=8e-9,饱和电流=2.82e-7np1KK⾯积=8e-9,饱和电流=1.17e-7np2KK⾯积=9.72e-8,饱和电流=4.204e-6np1FM⾯积=8e-9,饱和电流=2.82e-7pn1FM⾯积=8e-9,饱和电流=1.17e-7Psub/np FM⾯积=9.72e-8,饱和电流=4.204e-6注:还有很多其他的类型如FF,SNFP你都可以通过打开⼯艺库⾃⼰根据需要选择。

装配工艺集的工序库有哪些装配工艺集的工序库包括以下几个主要的工序:1. 零件准备:在装配开始之前,首先需要对所需的零件进行准备。
这包括选择正确的零件、确保零件的完整性和质量,并对零件进行清洁和标记。
2. 零件检测:在装配过程开始之前,需要对所有零件进行检测。
这包括使用测试设备和工具对零件进行测量、测试和校准,以确保其符合规格和质量要求。
3. 零件组装:这是装配工艺集的核心工序之一。
它涉及将不同的零件按照规定的顺序和方法进行组装。
这可能包括使用手动工具、电动工具或自动化设备来完成。
4. 相关工序:在一些情况下,装配过程可能涉及到一些与主要组装工序相关的辅助工序。
这可能包括焊接、铆接、粘合等操作,以确保零件之间的连接牢固和稳定。
5. 调整和校准:在装配过程中,有时需要对零件进行调整和校准,以保证其正常运行和符合质量要求。
这可能包括调整产品的尺寸、位置、角度或其他参数,以确保其正常工作。
6. 检测和测试:在装配完成后,需要对整个产品进行检测和测试,以确保其符合质量要求和规格。
这可能需要使用各种测试设备、仪器和工具,对产品进行功能性、性能和可靠性测试。
7. 清洁和保养:在装配过程完成后,需要对产品进行清洁和保养,以确保其外观整洁和性能稳定。
这可能包括使用清洁剂、擦拭工具和保养剂,对产品进行清洁、润滑和保护。
8. 包装和运输:最后,装配完成的产品需要进行包装,并准备好运输。
这包括选择合适的包装材料、包装方式和运输方式,以确保产品在运输过程中不受损坏。
除了以上列举的主要工序之外,装配工艺集的工序库还可以根据具体的产品要求和生产过程的特点,进行进一步的扩展和定制。
这可能包括特殊的组装工序、测试工序、调试工序等,以满足不同产品的特定要求。
同时,随着科技的发展和工艺的进步,工序库还会不断更新和完善,以适应不断变化的市场需求和技术要求。

装配工艺集的工序库有哪些
装配工艺集的工序库中的工序主要是指组装产品所需的具体步骤和操作方法。
根据不同的产品类型和生产需求,工序库的内容会有所差异。
这里列举一些常见的工序:
1. 零部件准备:包括零部件的清洁、分类、检查和配件准备等。
2. 零部件装配:按照装配图纸或工艺要求,将各个零部件按顺序进行装配。
3. 零部件连接:使用螺栓、螺母、焊接等方法将各个零部件进行连接。
4. 动力系统组装:将电机、传动装置、液压装置等动力系统组件进行安装和调整。
5. 控制系统组装:将传感器、控制器、仪表等控制系统组件进行安装和调试。
6. 电气布线:根据电气图纸,将电线、插头、开关等进行布线和连接。
7. 润滑和调试:对装配好的产品进行润滑和调试,确保各个部件的正常运转和良好性能。
8. 外部装饰和涂装:对产品外壳进行装饰或喷涂,使产品外观更美观。
9. 整机运行测试:对装配好的产品进行整机测试,检测其性能和功能是否符合要求。
10. 故障排除和维护:对产品进行故障排除和日常维护,保证产品的正常运行。
以上是一些常见的工序库的工序,具体的工序内容可以根据产品类型和生产需求进行调整和扩展。
