分拣单元的结构与控制
- 格式:ppt
- 大小:4.20 MB
- 文档页数:28


《自动化生产线技术》教案第次课(年月日)教学时数:2 学时课题:供料单元的控制教学目标:1、了解供料单元的结构和工作过程2、了解供料单元的气动控制过程教学重点:1、了解供料单元的气动控制。
2、供料单元的工作过程。
教学难点:供料单元的气动控制教学方法:讲授法(PPT课件)、启发式教学法。
教学内容:1、供料单元的结构和工作过程。
2、供料单元的气动控制过程。
教学过程:供料单元的控制一、供料单元的结构及其工作过程供料单元的主要结构组成为:工件装料管,工件推出装置,支撑架,阀组,端子排组件,PLC,急停按钮和启动/停止按钮,走线槽、底板等。
其中,机械部分结构组成如图1所示。
图1供料单元的主要结构组成其中,管形料仓和工件推出装置用于储存工件原料,并在需要时将料仓中下层的工件推出到出料台上。
它主要由管形料仓、推料气缸、顶料气缸、磁感应接近开关、漫射式光电传感器组成。
工作原理:工件垂直叠放在料仓中,推料缸处于料仓的底层并且其活塞杆可从料仓的底部通过。
当活塞杆在退回位置时,它与下层工件处于同一水平位置,而夹紧气缸则与次下层工件处于同一水平位置。
在需要将工件推出到物料台上时,首先使夹紧气缸的活塞杆推出,压住次下层工件;然后使推料气缸活塞杆推出,从而把下层工件推到物料台上。
在推料气缸返回并从料仓底部抽出后,再使夹紧气缸返回,松开次下层工件。
这样,料仓中的工件在重力的作用下,就自动向下移动一个工件,为下一次推出工件做好准备。
二、供料单元的气动控制过程①气动控制元件1、标准双作用直线气缸双作用气缸是指活塞的往复运动均由压缩空气来推动。
图 2-3 是标准双作用直线气缸的半剖面图。
图中,气缸的两个端盖上都设有进排气通口,从无杆侧端盖气口进气时,推动活塞向前运动;反之,从杆侧端盖气口进气时,推动活塞向后运动。
双作用气缸具有结构简单,输出力稳定,行程可根据需要选择的优点,但由于是利用压缩空气交替作用于活塞上实现伸缩运动的,回缩时压缩空气的有效作用面积较小,所以产生的力要小于伸出时产生的推力。

分拣设备工作原理
分拣设备主要由以下几个部分组成:
1. 运输系统:包括传送带、翻转器、转弯机构等,用于将物品从起始位置运送到分拣位置。
2. 识别系统:使用各种传感器、相机和图像处理技术,对物品进行识别和分类。
物品的特征可以是尺寸、形状、颜色、条形码等。
3. 控制系统:根据识别系统的结果,控制分拣机构按照预定的规则进行操作。
控制系统可以包括PLC(可编程逻辑控制器)、微控制器、电磁阀等。
4. 分拣机构:根据控制系统的指令,将物品从运输系统中分拣出来放置到相应的位置。
分拣机构可以是气动装置、电磁装置、机械手臂等。
分拣设备的工作流程如下:
1. 物品从起始位置进入运输系统,运输系统将物品运送到分拣位置。
2. 识别系统对物品进行识别和分类,将识别结果发送给控制系统。
3. 控制系统根据识别结果,将指令发送给分拣机构。
4. 分拣机构按照指令将物品从运输系统中分拣出来,放置到相应的位置。
5. 分拣完成后,分拣设备可以将物品送往下一道工序,或者将物品送往包装和出货区域。
总之,分拣设备通过运输系统将物品从起始位置运送到分拣位置,通过识别系统对物品进行识别和分类,控制系统根据识别结果控制分拣机构进行操作,从而实现物品的自动分拣。
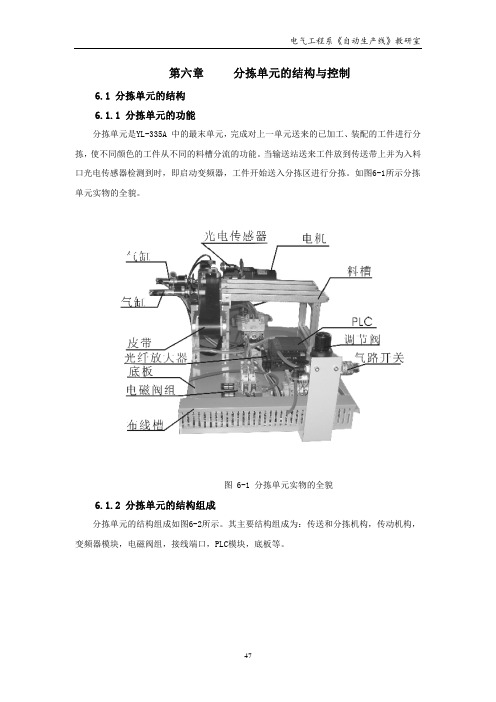
第六章 分拣单元的结构与控制6.1 分拣单元的结构6.1.1 分拣单元的功能分拣单元是YL-335A 中的最末单元,完成对上一单元送来的已加工、装配的工件进行分拣,使不同颜色的工件从不同的料槽分流的功能。
当输送站送来工件放到传送带上并为入料口光电传感器检测到时,即启动变频器,工件开始送入分拣区进行分拣。
如图6-1所示分拣单元实物的全貌。
图 6-1 分拣单元实物的全貌6.1.2 分拣单元的结构组成分拣单元的结构组成如图6-2所示。
其主要结构组成为:传送和分拣机构,传动机构,变频器模块,电磁阀组,接线端口,PLC模块,底板等。
图 6-2 分拣单元的主要结构组成1、传送和分拣机构传送和分拣机构如图6-3 所示。
传送已经加工、装配好的工件,在光纤传感器检测到并进行分拣。
它主要由传送带、物料槽、推料(分拣)气缸、漫射式光电传感器、光纤传感器、磁感应接近式传感器组成。
图 6-3 传送和分拣机构传送带是把机械手输送过来加工好的工件进行传输,输送至分拣区。
导向件是用纠偏机械手输送过来的工件。
两条物料槽分别用于存放加工好的黑色工件和白色工件。
传送和分拣的工作原理:本站的功能是完成从装配站送来的装配好的工件进行分拣。
当输送站送来工件放到传送带上并为入料口漫射式光电传感器检测到时,将信号传输给PLC,通过PLC 的程序启动变频器,电机运转驱动传送带工作,把工件带进分拣区,如果进入分拣区工件为白色,则检测白色物料的光纤传感器动作,作为1 号槽推料气缸启动信号,将白色料推到1 号槽里,如果进入分拣区工件为黑色,检测黑色的光纤传感器作为2 号槽推料气缸启动信号,将黑色料推到2 号槽里。
自动生产线的加工结束。
在每个料槽的对面都装有推料(分拣)气缸,把分拣出的工件推到对号的料槽中。
在两个推料(分拣)气缸的前极限位置分别装有磁感应接近开关,在PLC 的自动控制可根据该信号来判别分拣气缸当前所处位置。
当推料(分拣)气缸将物料推出时磁感应接近开关动作输出信号为“1”,反之,输出信号为“0”。
物流分拣系统的设计与优化一、前言在现代工业革命中,物流行业一直扮演着至关重要的角色。
然而,随着技术的进步和市场的竞争,物流分拣系统的设计与优化也成为了企业追求高效、准确的物流态势的必然选择。
本文将着重探讨物流分拣系统的设计与优化,旨在为相关从业人员或学者提供一些参考和借鉴。
二、物流分拣系统的设计物流分拣系统是指根据物品的属性、数量等特征,利用一定的技术手段将物品分类、分拣,并将其储存于指定的位置。
在物流行业中,物流分拣系统是不可或缺的一环。
1.系统结构物流分拣系统一般由三大模块构成,即:输入模块、执行单元、输出模块。
其中,输入模块主要负责接收物品信息,执行单元主要完成物品的分类、分拣等工作,输出模块则将物品组织出货,发送至指定的目的地。
2.系统设计系统设计时需要考虑以下因素:(1)物品属性:物品属性不同,处理方式也不同。
因此,需要对物品属性进行详细的分析和归类,以便为后续的分类、分拣提供基础。
(2)速度:物流分拣系统的速度很重要,特别是在高峰期或特别繁忙的情况下,因为如果速度慢的话,就会导致物品积压,影响物流流程的顺畅。
(3)质量要求:不同的物品有着不同的质量要求,系统设计时也要充分考虑这一点。
3.系统优化在设计完物流分拣系统之后,需要进行系统优化。
系统优化是关于系统性能和合理性的全面审查,以便使其最适合异构化物品的分类、分拣。
下面是一些可能的优化内容:(1)优化分类算法:分类算法决定了分拣速度和准确度。
因此需选择合适的算法,并针对特定情况进行调整。
(2)优化执行单元:执行单元是分拣系统中的核心部件,需要多方面优化,以确保它能够高效、准确地执行分类操作。
(3)优化系统交互性:系统交互性决定了分拣系统整体的操作效率。
优化交互性时,需要考虑到用户和系统的需求,并不断地改进系统的交互方式。
4.总结物流分拣系统是物流行业中不可或缺的一环。
它需要不断地进行优化和改进,以适应行业发展和客户需求的变化。
同时,优化物流分拣系统也需要针对具体情况制定方案,逐步快速地发展起来,以保证高效、准确的分拣服务。

分拣及自动分拣系统概述分拣及自动分拣系统是一种能够自动将物品按照一定的规则进行分类和分拣的设备或系统。
它可以应用于各种行业,如物流仓储、快递、食品加工等。
该系统利用先进的传感器、计算机视觉和机械臂等技术,能够高效地将物品进行快速的分类和分拣,提高工作效率,降低人力成本。
该系统通常由以下几个主要部分组成:1.传送系统:用于将待分拣物品从一个位置送至下一个位置,可采用传送带、滚筒等方式。
传送系统通常通过自动化设备控制,具有高效快速的特点,能够实现物品的快速、稳定的运输。
3.控制系统:用于对分拣系统的运行进行控制和调度。
该系统通常由计算机、PLC等设备组成,能够实时监控传送系统和识别系统的工作状态,并通过算法进行智能调度和优化,以实现高效的分拣操作。
4.分拣机构:用于实现物品的分拣。
分拣机构通常由机械臂、气动装置、电磁装置等设备组成,能够根据识别系统输出的分类信息,将物品准确地投放到相应的位置或容器中。
分拣机构具有高度灵活性和精确性,能够适应不同形状、尺寸和重量的物品进行分拣操作。
1.物品进入传送系统,通过传送带等设备被送至识别系统。
2.识别系统对物品进行条码扫描或图像识别,确定物品的类别和属性。
3.控制系统根据识别的结果,对分拣机构进行调度和控制,使其准确地将物品投放到相应的位置或容器中。
4.分拣操作完成后,分拣机构将分拣好的物品送至出口或下一个处理环节。
分拣及自动分拣系统的优势在于它能够大幅提高物品分类和分拣的速度和准确性,降低劳动强度和人力成本。
同时,该系统还具有良好的可扩展性和自动化程度,可以根据实际需求进行灵活配置和定制,提高了生产线的整体效率和效益。
然而,分拣及自动分拣系统也存在一些挑战和限制。
首先,系统的投资成本相对较高,需要购买和配置大量的设备和技术。
其次,系统的稳定性和可靠性对设备的质量和维护要求较高,需要经常进行维修和保养。
此外,对于特殊形状、尺寸和材质的物品,系统可能需要进行定制和优化,增加了开发和调试的难度。
《柔性生产系统(MPS)——分拣单元PLC控制》课题报告一、设计目的:1、控制要求(包括必要的时序):分拣单元的主要作用是将由操作手单元传送来的已加工好的合格品按其不同的材质颜色分别送至三个不同的槽位中。
其初始位置为:挡料缸伸出;导向缸1退回,5B1为ON状态,5B2为OFF状态;导向缸2退回,5B3为ON状态,5B4为OFF状态。
其动作过程为:当操作手单元准备将成品工件放入分拣单元时,首先起动传送带,同时挡料缸伸出,2秒后才放下工件(其目的是为了减小电机的起动力矩),当工件随传送带到达挡料缸时,由工件有无传感器感应到工件到来,即5S1为ON时,接收前方加工单元(或检测单元)传来的工件的材质颜色信息,根据工件的信息,相应的导向缸动作,档料缸缩回,将工件导向其对应的槽位中,要求绿色塑料工件进入1号槽位,银白色金属工件进入2号槽位,黑色塑料工件进入3号槽位,当工件被成功分拣到对应槽位瞬间,工件入槽检测信号5S2为ON(瞬间),同时送出信号%Q00480给加工单元,表示工件已被成功分拣,分拣单元已空可接收下一个工件,2秒后传送带停止,直到下一个工件准备被放入时再次启动传送带。
导向缸1的动作过程:导向缸1初始状态为退回状态,5B1为ON 状态,5B2为OFF状态,当导向气缸1动作时,5B1为OFF,导向气缸1一直动作,直到5B2为ON,导向气缸1停止动作;当工件被分拣后,导向缸1退回,导向气缸释放,5B2为OFF,导向气缸一直释放,直到5B1为ON。
导向缸2的动作与导向缸1相似,其动作限位分别由5B3、5B4控制。
2、课题要求:本课题有如下要求:①由MPS分拣单元的前方单元传来的数字信号(如:R00001-R00010)控制本单元的光纤传感器;②当传送带上有物料时,位于入料口的传感器发出动作,该处档杆动作,拦住倍数送来的物料;③当相应材质颜色的物料移动到对应滑槽口时,该处传感器对推杆发出伸出动作信号,并将物料推向滑槽;(对应的最后一种材质的物料无需由传感器判断并发出动作信号)④当物料由滑槽滑落时,位于滑槽旁的传感器收到信号并反馈给1、2号材质颜色传感器,使相应推杆发出回复动作;⑤要求触摸屏控制,当出现异常情况时能急停和复位,触摸屏上传送带运动反映在电机叶轮转动及物料移动上。
第三章供料单元的结构与控制3.1 供料单元的结构3.1.1 供料单元的功能供料单元是YL—335A中的起始单元,在整个系统中,起着向系统中的其他单元提供原料的作用。
具体的功能是:按照需要将放置在料仓中待加工工件(原料)自动地推出到物料台上,以便输送单元的机械手将其抓取,输送到其他单元上。
如图3—1所示为供料单元实物的全貌。
3。
1。
2供料单元的结构组成供料单元的结构组成如图3-2所示.其主要结构组成为:工件推出与支撑,工件漏斗,阀组,端子排组件,PLC,急停按钮和启动/停止按钮,走线槽、底板等。
1.工件推出与支撑及漏斗部分该部分如图3—3所示.用于储存工件原料,并在需要时将料仓中最下层的工件推出到物料台上。
它主要由大工件装料管、推料气缸、顶料气缸、磁感应接近开关、漫射式光电传感器组成。
该部分的工作原理是:工件垂直叠放在料仓中,推料缸处于料仓的底层并且其活塞杆可从料仓的底部通过.当活塞杆在退回位置时,它与最下层工件处于同一水平位置,而夹紧气缸则与次下层工件处于同一水平位置。
在需要将工件推出到物料台上时,首先使夹紧气缸的活塞杆推出,压住次下层工件;然后使推料气缸活塞杆推出,从而把最下层工件推到物料台上.在推料气缸返回并从料仓底部抽出后,再使夹紧气缸返回,松开次下层工件.这样,料仓中的工件在重力的作用下,就自动向下移动一个工件,为下一次推出工件做好准备。
为了使气缸的动作平稳可靠,气缸的作用气口都安装了限出型气缸截流阀.气缸截流阀的作用是调节气缸的动作速度。
截流阀上带有气管的快速接头,只要将合适外径的气管往快速接头上一插就可以将管连接好了,使用时十分方便。
图3-4是安装了带快速接头的限出型气缸截流阀的气缸外观。
图3-5是一个双动气缸装有两个限出型气缸节流阀的连接和调节原理示意图,当调节节流阀A时,是调整气缸的伸出速度,而当调节节流阀B时,是调整气缸的缩回速度。
从图3—4上可以看到,气缸两端分别有缩回限位和伸出限位两个极限位置,这两个极限位置都分别装有一个磁感应接近开关,如图3-6(a)所示。

【最新整理,下载后即可编辑】第四章分拣与存储单元的安装与调试4.1 分拣单元的结构4.1.1 分拣与存储单元的元件认知分拣单元是YL-335A中的最末单元,完成对上一单元送来的已加工、装配的工件进行分拣,使不同颜色的工件从不同的料槽分流的功能。
当输送站送来工件放到传送带上并为入料口光电传感器检测到时,即启动变频器,工件开始送入分拣区进行分拣。
如图4-1所示分拣单元实物的全貌。
图4-1分拣单元实物的全貌4.1.2 分拣单元的结构组成分拣单元的结构组成如图4-2所示。
其主要结构组成为:传送和分拣机构,传动机构,变频器模块,电磁阀组,接线端口,PLC模块,底板等。
图4-2分拣单元的主要结构组成1、传送和分拣机构传送和分拣机构如图4-3所示。
传送已经加工、装配好的工件,在光纤传感器检测到并进行分拣。
它主要由传送带、料抖、物料槽、推料(分拣)气缸、漫射式光电传感器、光纤传感器、磁感应接近式传感器组成。
图4-3传送和分拣机构传送带是把机械手输送过来加工好的工件进行传输,输送至分拣区。
料抖是用纠偏机械手输送过来的工件。
两条物料槽分别用于存放加工好的黑色工件和白色工件。
传送和分拣的工作原理:本站的功能是完成从装配站送来的装配好的工件进行分拣。
当输送站送来工件放到传送带上并为入料口漫射式光电传感器检测到时,将信号传输给PLC,通过PLC 的程序使启动变频器,电机运转驱动传送带工作,把工件带进分拣区,如果进入分拣区工件为白色,则检测白色物料的光纤传感器动作,作为1号槽推料气缸启动信号,将白色料推到1号槽里,如果进入分拣区工件为黑色,检测黑色的光纤传感器作为2号槽推料气缸启动信号,将黑色料推到2号槽里。
自动生产线的加工结束。
在每个料槽的对面都装有推料(分拣)气缸,把分拣出的工件推到对号的料槽中。
在两个推料(分拣)气缸的前极限位置分别装有磁感应接近开关,在PLC的自动控制可根据该信号来判别分拣气缸当前所处位置。
当推料(分拣)气缸将物料推出时磁感应接近开关动作输出信号为“1”,反之,输出信号为“0”。

![毕业设计(论文)-11yl--335b自动化生产线分拣单元论文设计[管理资料]](https://img.taocdn.com/s1/m/bf4d0224b14e852459fb578a.png)

摘要本课题主要运用气动控制技术、机械技术(机械传动、机械连接等)、传感器应用技术、PLC控制技术以及变频器技术等专业核心课程展开自动线分拣单元控制系统设计。
分拣单元是自动生产线的最后一单元,是整条生产线中不可缺少的自动生产设备,它靠气动传动,依靠气缸等执行元件推动物料,在控制系统中起着举足轻重的作用,而控制运行的PLC系统要求也越来越高,要求达到系统运行的“稳”、“准”、“快”的运行目的。
该系统主要由PLC、逻辑控制电路组成,其中包括交流电机、变频器、传感器和笔形气缸组成为一体的自动控制系统。
本机控制单元采用三菱公司的PLC对机器进行全过程控制,其控制系统结构简单,运行效率高,易于理解与掌握。
关键词:PLC 交流电机变频器编码器传感器目录摘要....................................................... . (Ⅰ)第一章绪论 (1)第二章可编程控制器的概述 (3)2.1 PLC的基本概念 (3)2.1.1 PLC的特点 (3)2.1.2 PLC的发展阶段 (5)2.2 PLC的分类与应用及前景 (6)2.2.1 PLC的分类 (6)2.2.2 可编程控制器PLC的应用与前景 (7)2.3 可编程控制器的几种编程语言 (9)2.3.1 梯形图编程语言 (9)2.3.2 功能块图编程语言 (10)2.4 传感器的概述 (10)2.4.1 磁性传感器的工作原理 (11)2.4.2 电感式接近开关的工作原理 (11)2.4.3 光电式接近开关的工作原理 (12)2.4.4 光纤传感器的工作原理 (13)2.4.5 金属传感器的工作原理 (14)2.4.6 电磁换向阀的工作原理 (14)2.5 气动装置的概述 (15)2.5.1 气泵的认识与选择 (15)2.5.2 空气压缩机 (16)2.5.3 储气罐 (17)2.5.4 压力控制阀 (17)2.5.5 辅助元件 (17)2.5.6 气动执行元件 (18)第三章材料分拣装置硬件系统 (20)3.1 基本功能及控制要求 (20)3.2 系统的结构设计 (20)3.3 材料分拣装置的组成及各部的功能 (21)第四章PLC硬件设计 (24)4.1 PLC选型 (24)4.2 I/O地址分配 (24)4.3 I/O连接图 (25)第五章PLC软件设计 (26)5.1 程序流程图 (26)5.2 梯形图及说明 (27)5.3 PLC指令 (29)第六章控制系统的调试 (30)6.1 硬件调试 (30)6.2 软件调试 (30)6.3 整体调试 (30)结论....................................................... (32)致谢....................................................... (33)参考文献....................................................... ..34附录一....................................................... . (35)附录二....................................................... . (36)第一章绪论随着科学技术的发展,工业自动化程度的不断提高,市场竞争的激烈,传统的人工分拣生产效率低,成本高,企业竞争力差,已经无法满足现代化生产的需要。