常见抽芽预冲孔孔径一览表
- 格式:docx
- 大小:70.32 KB
- 文档页数:1

展开计算
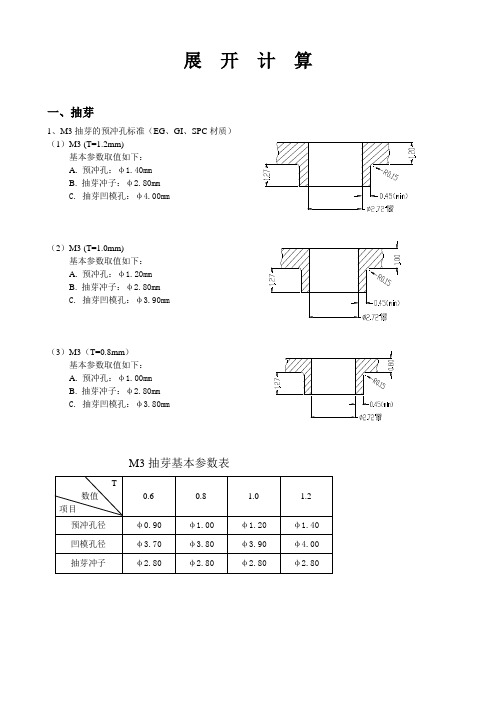
一、抽芽
1、M3抽芽的预冲孔标准(EG、GI、SPC材质)
(1)M3 (T=1.2mm)
基本参数取值如下:
A. 预冲孔:φ1.40mm
B. 抽芽冲子:φ2.80mm
C. 抽芽凹模孔:φ4.00mm
(2)M3 (T=1.0mm)
基本参数取值如下:
A. 预冲孔:φ1.20mm
B. 抽芽冲子:φ2.80mm
C. 抽芽凹模孔:φ3.90mm
(3)M3(T=0.8mm)
基本参数取值如下:
A. 预冲孔:φ1.00mm
B. 抽芽冲子:φ2.80mm
C. 抽芽凹模孔:φ3.80mm
M3抽芽基本参数表
2、铆合抽芽的预冲孔标准(EG、GI、SPC料)
3、铝合金材料抽芽注意要点
由于铝合金材料材质软,抽芽时材料难于被冲头抽下,如果模具抽孔太大,则抽芽的高度一定会不够。
因此,铝合金材料抽芽时,模具的抽芽模孔和冲头间隙为:
二、沙拉孔
最常见的沙拉孔有两种,一种是埋拉钉头用的沙拉孔,一种是铆合用的沙拉孔。
埋拉钉头用的沙拉孔铆合用的沙拉孔
1、铆合用沙拉预冲孔:如果采用先冲预冲孔再打沙拉的工艺方法,则预冲孔大小参照下表:
2、埋拉钉头用的沙拉孔:如果采用先冲预冲孔再打沙拉的工艺方法,则预冲孔大小参照下表:。

注释:1.表面不可有毛刺.2.須用無屑絲攻.3.牙規檢測`4.抽芽的高度与预冲孔高度有关,预冲孔小,抽芽增高,但抽芽易破,预冲孔大,则抽芽高度变小。
其变化遵循体积不变原则。
因为普遍来讲,抽芽高度较,需挤薄处理,其壁厚一般为0.6倍料厚。
常見螺紋不同材料厚度下的預沖孔徑和上﹑下模尺寸螺紋規格 材料厚度 抽芽高度 上沖頭(d) 下模(D) 預沖孔(d1) 螺紋規格 材料厚度 抽芽高度 上沖頭(d) 下模(D) 預沖孔(d1)M3T=0.6 1.5 2.63.6 1.4 4#-40 T=0.6 1.92.43.2 1.2 T=0.83.8 1.5 T=0.83.4 1.4 T=1.04.0 1.6 T=1.0 3.6 1.5 T=1.24.2 1.7T=1.2 3.8 1.6 T=1.5 2.5 T=1.5 4.2 1.8 M3.5 T=0.6 1.83.24.0 1.6 6#-32 T=0.6 2.43.2 3.8 1.4 T=0.84.2 1.8 T=0.84.0 1.5 T=1.0 4.4 2.0 T=1.0 4.2 1.6 T=1.2 4.6 2.2 T=1.2 4.4 1.8 T=1.5 4.8 2.4 T=1.5 4.6 2.0 M4T=0.6 2.1 3.6 4.2 1.6 8#-32 T=0.6 2.43.64.6 1.6 T=0.84.4 1.8 T=0.84.8 1.8 T=1.0 4.6 2.0 T=1.05.0 2.0 T=1.2 4.8 2.2 T=1.2 5.2 2.2 T=1.5 5.0 2.4 T=1.55.4 2.4M5T=0.6 2.4 4.6 5.6 2.0 T=0.85.8 2.2 T=1.06.0 2.4 T=1.2 6.2 2.6 T=1.56.4 2.8Page 1 of 1钣金产品抽孔攻芽数据表2008-2-25file://E:\tools\资料\结构设计资料\五金类\钣金类\钣金产品抽孔攻芽数据表\ya.html。

常见预冲孔孔径一览表第一篇:常见预冲孔孔径一览表更多文章首页 > 文章 > 模具知识常見預沖孔孔徑一覽表字体大小:大 | 中 | 小 2007-05-09 16:16评论:0常見預沖孔孔徑一覽表料厚類型0.6 0.8 1.0 1.2 M3 1.2 1.5 1.5(1.8)1.8 M3.5 1.2 1.5 1.5(1.8)1.8 M4 1.2 1.5 1.5(1.8)1.8 #6-32 1.2 1.5 1.5(1.8)1.8 說明: 1以上攻牙形式均為無屑式.2抽牙高度:一般均取H=3P,P為螺紋距離(牙距).3.內徑:M3 Φ2.75 M3.50 Φ3.20 M 4 Φ3.65 # 6-32 Φ3.10文章出处:来源于互联网第二篇:常见标准代号一览表中国标准: CB-中国船舶行业标准CH-中国测绘行业标准CJ-中国城镇建设行业标准 CY-中国新闻出版行业标准DA-中国档案工作行业标准 DB-中国农机工业标准 DJ-中国电力工业标准 DL-中国电力建设行业标准 DZ-中国地质矿产行业标准 EJ-中国核工业行业标准 FZ-中国纺织行业标准GB-中国国家强制性标准GB/T-中国推荐性国家标准GJB-中国国家军用标准GY-中国广播电影电视行业标准GA-中国公共安全行业标准HB-中国航空工业行业标准HG-中国化工行业标准HJ-中国环境保护行业标准 HY-中国海洋工作行业标准JB-中国机械行业(含机械、电工、仪器仪表等)强制性行业标准JC-中国建筑材料行业标准JB/T-中国机械行业(含机械、电工、仪器仪表等)推荐性行业标准 JG-中国建筑工业行业标准JR-中国金融系统行业标准 JT-中国公路、水路运输行业标准 JY-中国教育行业标准 JZ-中国建筑工程标准LD-中国劳动和劳动安全行业标准 LY-中国林业行业标准MH-中国民用航空行业标准 MT-中国煤炭行业标准 MZ-中国民政工作行业标准 NY-中国农业行业标准QB-中国轻工行业标准QC-中国汽车行业标准QJ-中国航天工业行业标准SB-中国商业行业标准SC-中国水产行业标准SH-中国石油化工行业标准SJ-中国电子行业标准SL-中国水利行业标准SN-中国进出口商品检验行业标准 SY-中国石油天然气行业标准TB-中国铁路运输行业标准 TD-中国土地管理行业标准 TY-中国体育行业标准WB-中国卫生标准WH-中国文化行业标准WJ-中国兵器工业标准 XB-中国稀土行业标准YB-中国黑色冶金行业标准 YC-中国烟草行业标准 YD-中国邮电通信行业标准 YS-中国有色金属行业标准 YY-中国医药行业标准ZB-中国专业标准ZBY-中国仪器行业专用标准ZY-中国中医行业标准CNS-台湾工业标准国际标准: ISO-国际标准化组织标准JSO/R-国际标准化组织建议IIW-国际焊接协会标准JCAO-国际民用航空组织标准ICRP-国际射线防护委员会标准美国标准: ASTM STD-美国材料与试验协会标准AASHTO STD-美国国家公路及运输公务员协会标准ANSI STD-美国标准协会标准AIAG STD-自动化工业行动集团标准 API STD-美国石油协会标准ASNT(SNT)STD-美国无损检测协会AREA STD-美国铁路工程协会标准 ASME STD-美国机械工程师协会标准AIA STD-美国航空学会标准AWS STD-美国焊接协会标准FAA STD-美国联邦标准MIL-STD美国国家辐射防护与测量理事会标准SAE-美国汽车工程师协会标准NAS-美国国家航空航天标准AMS-美国宇航材料规范ABS-美国海运局标准AES-美国原子能委员会标准AISI-美国钢铁协会标准 DOD-美国国防部标准 AIA-美国宇航工业协会标准 DOE-美国能源部标准 NBS-美国国家标准局标准日本标准: JIS-日本工业标准 NDIS-日本无损检测协会标准 HPI-日本高压技术协会标准加拿大标准: CSA STD-加拿大国家标准 CAN CGSB-加拿大工业通用标准 IRS-加拿大标准化协会标准英国标准: BSI-英国标准协会标准DTD-英国航空材料规范BS-英国国家标准法国标准: NF-法国国家标准 AFNOR-法国标准化协会标准 AIR-法国国防部标准德国标准: LN-原西德航空标准 SEL-原西德钢铁产品交货技术条件DIN-德国工业标准其他: UNI-意大利国家标准EN-欧洲标准化委员会标准ГОСТ-前苏联国家标准EFNDT-欧洲无损检测联盟STAS-罗马尼亚国家标准AS-澳大利亚国家标准第三篇:冲孔灌注桩冲钻孔灌注桩施工方案应从以下4个方面进行交底工作:①组织施工图纸设计交底,认真熟悉设计1、施工技术及相应资料交底图纸,使施工方透彻理解设计意图;学习有关施工、验收规范,掌握地质资料,核查有关灌注桩方面的资料。
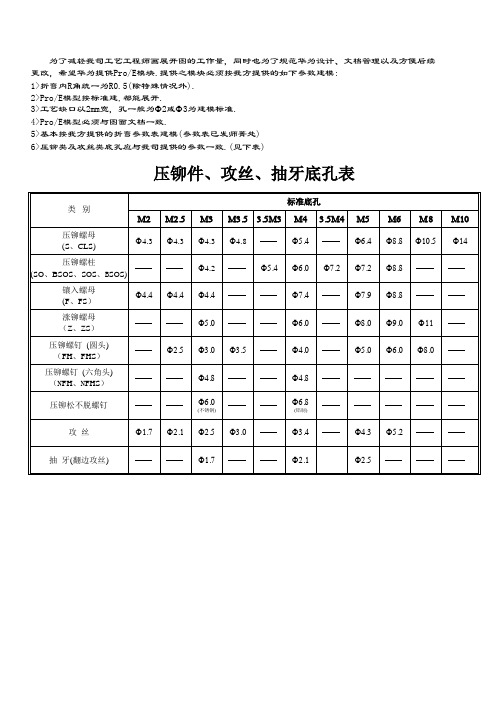
为了减轻我司工艺工程师画展开图的工作量,同时也为了规范华为设计、文档管理以及方便后续更改,希望华为提供Pro/E模块.提供之模块必须按我方提供的如下参数建模:
1>折弯内R角统一为R0.5(除特殊情况外).
2>Pro/E模型按标准建,都能展开.
3>工艺缺口以2mm宽,孔一般为F2或F3为建模标准.
4>Pro/E模型必须与图面文档一致.
5>基本按我方提供的折弯参数表建模(参数表已发师菁处)
6>压铆类及攻丝类底孔应与我司提供的参数一致.(见下表)
压铆件、攻丝、抽牙底孔表。