服装工艺制单
- 格式:xls
- 大小:13.50 KB
- 文档页数:1


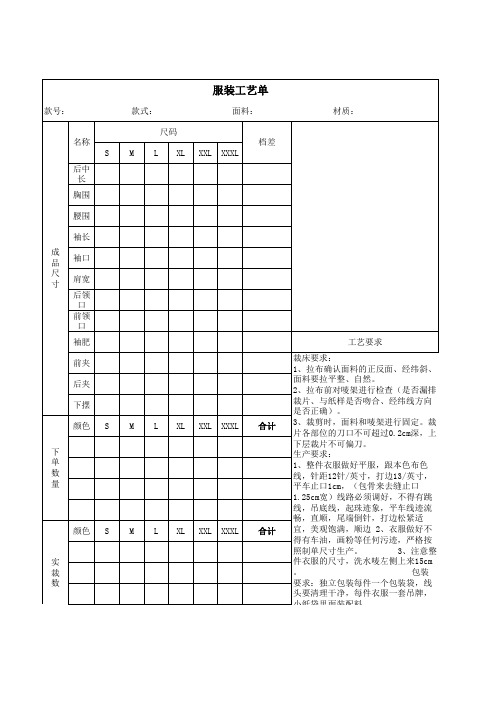
服装生产工艺制单服装生产工艺制单是指在服装生产过程中,对每一个生产工序的工艺要求和生产步骤进行详细记录的单据。
以下是一个700字的服装生产工艺制单的示例。
一、工艺制单号:20211234567二、款式名称:女装连衣裙三、生产工序:1. 裁剪工序:a. 用电脑打底裁床将面料铺开,对每个部件进行裁剪;b. 对裁剪好的面料按款式、颜色、尺码和数量进行分类整理。
2. 缝纫工序:a. 首先进行缝纫前准备工作,包括面料摆放、线迹的准备等;b. 开始缝纫,根据工艺要求进行单、双线缝制、拉链安装等;c. 缝完每个部件后进行质量检验,并及时修正和整改;d. 缝制好的部件按工艺要求进行拼接和缝合。
3. 整烫工序:a. 对缝制好的裙子进行整烫,使其更加平整、美观;b. 温度和熨烫时间要根据面料的种类和要求进行合理控制。
4. 质检工序:a. 对整烫好的裙子进行质量检查,包括外观、尺寸、线迹等方面;b. 如有质量问题,及时进行整改修补。
5. 包装工序:a. 将经过质检合格的裙子按照尺码和颜色进行分类;b. 使用透明塑料袋进行包装,并进行细致标注。
四、生产周期:根据不同款式的复杂程度和工人技术水平的不同,生产周期通常为15-25个工作日。
五、特殊要求:a. 面料选择要符合产品质量要求和成本控制;b. 缝纫线的选用要均匀,强度要合适;c. 按照国家相关标准进行整烫,确保裙子平整;d. 质检人员要查看每一件裙子的每一个部件,并进行细致记录;e. 包装要牢固,避免运输过程中损坏。
六、工艺制单制作人签字:__________日期:__________。

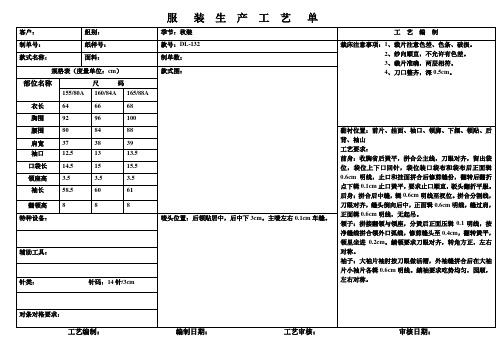
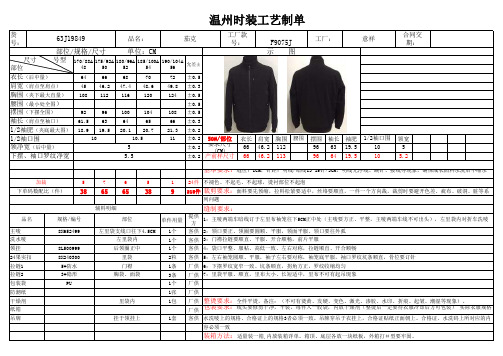
服装⼯艺制做单表格货号:6466687072±0.54546.247.448.649.8±0.3108112116120124±0.5±0.59296100104108±0.561.563646566±0.318.919.520.120.721.3±0.211±0.2⾐长肩宽胸围腰围摆围袖长袖肥领宽±0.26646.2112966319.55±0.26646.2113966419.55.25765124件386565389215件单件⽤量提供⽅1个客供1个客供1个客供2粒客供1条⼚供3条⼚供1个⼚供1张⼚供1包⼚供⼚供1套客供170/88A 48175/92A 50180/96A 52185/100A 54190/104A 56允差± 尺⼨号型部位装箱⽅法:适量装⼀箱,内放装箱详单。
箱顶、底层各放⼀块纸板,外箱打#型要牢固。
吊牌挂于领挂上⽔洗唛上的规格、合格证上的规格3者必须⼀致。
吊牌穿吊于⾐挂上,合格证贴纸正⾯朝上。
合格证、⽔洗码上所对应的内容必须⼀致⼲燥剂⾥袋内整烫要求:全件平烫,备注:(不可有烫黄、发硬、变⾊、激光、渗胶、⽔印、折痕、起皱、潮湿等现象)。
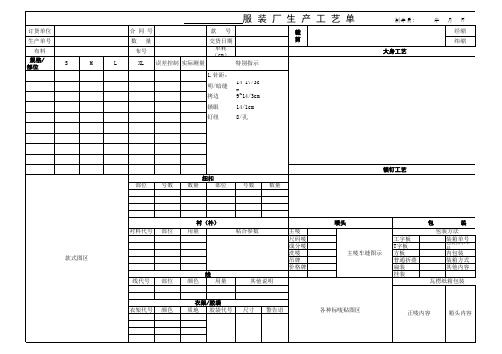
纸箱包装要求:线头要修剪⼲净,平装,每件⼊⼀胶袋,内放⼲燥剂(整烫后⼀定要待⾐服冷却后⽅可包装)实际⾐服规格、包装袋PU 防潮纸拉链15#防⽔门襟6:下摆罗纹宽窄⼀致、坑条顺直,拐⾓⽅正,罗纹收缩均匀拉链23#隐形胸袋、⾯袋7:⾥袋平服、顺直,⾥布⼤⼩、长短适中,⾥布不可有起吊现象领挂8L500999后领圈正中4:袋⼝平整、服帖、⾼低⼀致、左右对称,拉链顺直、开合顺畅24果实扣8X240300⾥袋5:左右袖笼圆顺、平服,袖⼦左右要对称,袖笼底平服,袖⼝罗纹坑条顺直,⾻位要订针主唛8X652499左⾥袋⽀线⼝往下4.5CM 2:领⼝要正、领圈要圆顺、平服,领⾯平服、领⼝要往外弧洗⽔唛左⾥袋内3:门襟拉链要顺直、平服、开合顺畅,前⽚平服列问题辅料明细缝制要求:品名规格/编号部位1:主唛两端车暗线订于左⾥布袖笼往下5CM正中处(主唛要⽅正、平整,主唛两端车线不可出头),左⾥袋内对折车洗唛基本要求:缝位:1CM,针距:明线/暗线13-15针/3CM,明线⽆浮线、跳针、接线等现象,确保成⾐⾯料⽔洗后不缩⽔、加裁不褪⾊、不起⽑、不起球,烫衬部位不起泡下单码数配⽐(件)裁剪要求:⾯料要先预缩,拉料松紧要适中,丝络要顺直,⼀件⼀个⽅向裁,裁剪时要避开⾊差、疵布、破洞、脏等系下摆、袖⼝罗纹净宽 5.5产前样尺⼨101/2袖⼝围1010.550#/部位1/2袖⼝围领净宽(后中量)5要求尺⼨(CM)10摆围(下摆全围)袖长(肩点⾄袖⼝)1/2袖肥(夹底最⼤围)肩宽(肩点⾄肩点)胸围(夹下最⼤直量)腰围(最⼩处全围)部位/规格/尺⼨单位:CM ⽰图⾐长(后中量)温州时装⼯艺制单63J19849品名:茄克⼯⼚款号:F9075J ⼯⼚:意祥合同交期:。
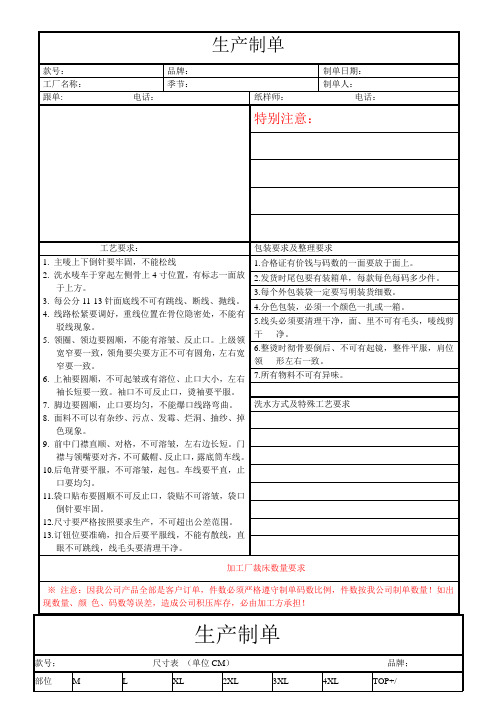
生产制单款号; 尺寸表 (单位CM ) 品牌; 部位MLXL2XL3XL4XLTOP+/-生产制单款号: 品牌: 制单日期: 工厂名称:季节:制单人:跟单: 电话: 纸样师: 电话:特别注意:工艺要求:包装要求及整理要求1. 主唛上下倒针要牢固,不能松线2. 洗水唛车于穿起左侧骨上4寸位置,有标志一面放 于上方。
3. 每公分11-13针面底线不可有跳线、断线、抛线。
4. 线路松紧要调好,重线位置在骨位隐密处,不能有 驳线现象。
5. 领圈、领边要圆顺,不能有溶皱、反止口。
上级领 宽窄要一致,领角要尖要方正不可有圆角,左右宽 窄要一致。
6. 上袖要圆顺,不可起皱或有溶位、止口大小,左右 袖长短要一致。
袖口不可反止口,烫袖要平服。
7. 脚边要圆顺,止口要均匀,不能爆口线路弯曲。
8. 面料不可以有杂纱、污点、发霉、烂洞、抽纱、掉 色现象。
9. 前中门襟直顺、对格,不可溶皱,左右边长短。
门 襟与领嘴要对齐,不可戴帽、反止口,露底筒车线。
10.后龟背要平服,不可溶皱,起包。
车线要平直,止 口要均匀。
11.袋口贴布要圆顺不可反止口,袋贴不可溶皱,袋口 倒针要牢固。
12.尺寸要严格按照要求生产,不可超出公差范围。
13.订钮位要准确,扣合后要平服线,不能有散线,直 眼不可跳线,线毛头要清理干净。
1.合格证有价钱与码数的一面要放于面上。
2.发货时尾包要有装箱单,每款每色每码多少件。
3.每个外包装袋一定要写明装货细数。
4.分色包装,必须一个颜色一扎或一箱。
5.线头必须要清理干净,面、里不可有毛头,唛线剪干 净。
6.整烫时彻骨要倒后、不可有起镜,整件平服,肩位领 形左右一致。
7.所有物料不可有异味。
洗水方式及特殊工艺要求加工厂裁床数量要求※ 注意:因我公司产品全部是客户订单,件数必须严格遵守制单码数比例,件数按我公司制单数量!如出现数量、颜 色、码数等误差,造成公司积压库存,必由加工方承担!后中长肩宽胸围腰围脚围袖长袖肥袖口领围前夹后夹下单数量颜色码数 M L XL 2XL 3XL 4XL 合计合计比例总数布料卡辅料卡A料B料C料D料。

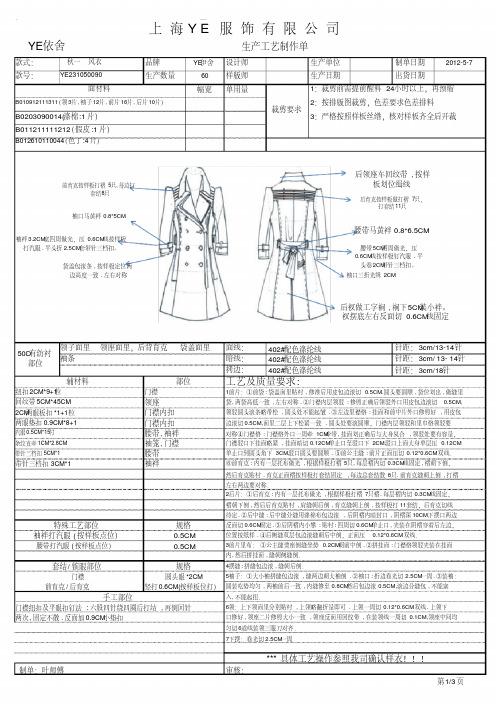
XXX服饰生 客户名称:XXX公司款号:M LMM0286 客户款号:图 纸 说 明半 成 品 操 作 工 艺 要 求1.主唛订于领托领下净3cm,黑色透明丝线0.2装领0.8cm缝位,刀眼对准,封领面里领三角针车订,面料做领挂 0.6cm*5cm.夹于后领缝居中,不可错位.洗唛车于左里袋贴下居中,距外框线0.2cm.字朝上. 6.装拉链领下10cm 处面略紧挂面略松,保持袋贴压0.1cm明线。
自然外翻,右前中拼皮2cm宽。
右门襟距领缝2.面加棉,大身加100G仿丝棉,袖加80G仿丝棉,面线左门襟宽度按版,长度按成衣门襟长度。
上距210D丝线,明线11针/3cm,暗线13针/3cm。
领缝0.7cm。
合齿门襟不可顶住领缝。
门襟3.前袋袋唇为对折皮料,四周压线0.1cm,转角方正,不起扭,拉链不可起浪。
车门襟夹皮料支线。
袋布在门襟处带条固定,袋布装饰线按版点位,线距7.袖片按版点位车装饰线,袖叉双支线宽1.60.8cm。
胸袋双支线拉链袋,上支线为皮,袋口宽1.4cm, 压线0.1cm,克夫按版,拉链保留封口铁和缝拉链露齿0.2cm,合齿后拉头朝前中.袋口前中处车双层8.订肩袢按版点位,装面袖肩点前后各4cm处三角皮,大小按版,左右对称。
前袋、胸袋装饰线按版点位, 山略拨开。
注意肩点处不可出现凹三角现象车转角圆顺.线距0.8cm。
肩袢扣起后有0.3cm松量,袖山袖腋各加一直4.前担干拼接夹皮料支线,皮外露0.2cm. 明线 纤条与里袖固定,松量1.5cm.0.1cm+0.6cm压上段.后担干按版点位车省,下垫里料。
省尖不可9.袖前缝夹皮料支线。
左袖底缝留口翻衣8cm起窝,止口向下压0.1cm+0.6cm明线,左右长短一致。
顺色线封口压0.1cm明线,线头清理干净。
后侧片按版点位车装饰线,线距同前片.拼侧片上下同10.整件明线不重针不接线,所有线头打结拉步无吃势.0.1cm+0.6cm明线压大片.拼后担干下段不11、内里:挂面夹支线,距离止口2mm打三角可有松量,夹皮料支线,皮外露0.2cm.上段压 0.1cm+0.6cm12、腰节断缝夹织带,织带净宽0.5cm,明线.顺直不起扭。

服装工艺单
服装工艺单包含一个服装产品的所有工艺细节,包括设计要求、裁剪、缝纫、整烫和包装等方面。
以下是一个简单的服装工艺单示例:
1. 设计要求:
- 服装款式:女士连衣裙
- 面料:柔软舒适的棉布
- 颜色:粉色
2. 裁剪:
- 根据设计图案,在面料上标出裁剪线
- 使用裁剪刀或剪刀将面料按照裁剪线裁剪成相应的形状和大小
3. 缝纫:
- 将裁剪好的面料按照设计要求进行缝合
- 采用适当的缝纫线和针脚进行缝合,保证缝线的牢固和美观
4. 整烫:
- 进行整烫,使服装面料平整、光滑
- 使用适当的熨斗温度和湿度,避免面料损坏或变形
5. 包装:
- 将整烫好的服装进行包装
- 使用适当的包装材料,如塑料袋、纸箱等,保护服装免受污染和损坏
以上仅是一个简单的服装工艺单示例,实际的服装工艺单可能会有更多的细节和要求。
具体的工艺单会根据不同的服装款式和要求进行调整。

服装工艺制单师岗位职责第1篇:制单岗位职责制单岗位职责【篇1:制单员岗位职责】制单员岗位职责:1.负责输单工作(新品录入,特价单,调拔单,报损单,调价单,商品保质期等各种有效单据),检查录入数据的准确性.2.负责储值卡开卡与充值工作3.负责通过企信通向会员及供应商等发送信息工作.4.负责及时更正采购部提供的商品数据信息.5.负责执行涉及本部门的工作流程6.负责本部门制单员的顶岗工作7.负责保管各类原始单据,资料,准确及时地传递各类单据,报表资料8.严格遵守资讯部岗位职责.9.向资讯主任负责,并完成咨询主任交办的各项工作.行政大楼标准化服务及考核细则服务形象精神面貌服务态度及技巧电话服务服务效率 1.提高检查消除火灾隐患能力 2 提高组织扑救初期火灾能力 3 提高组织人员疏散逃生能力 4 提高消防宣传教育培训能力商业秘密的界定1 公司财务数据报表2 门店营运数据报表3 公司采购合同和其它不便公开的公司供应商资料4 准备实施的重大促销方案5 其它由公司领导或部门经理认定的属于商业秘密的文件资料等。
|奖励制度大多(50-500)除检举(10-500)惩罚纪律处分大多(5-10)私带及败坏50-500违反保密相关规定:大多(5-10)透露丢失辞退不上交(10-100)【篇2:9、办公室制单人员工作职责】办公室制单人员工作职责一、职责:1、负责新项目编制施工图表;2、负责对接各项目成品接单,制单,下单;3、负责工程部→项目工地→工厂三者之间的对接工作。
二、制单流程:1、编辑现场需安装卷帘的形式及位置确认图纸(需要同技术部门核对确认)及按序号控制的总表和测量尺寸的填写表格;2、审查每个项目返回的测量尺寸的位置、序号和原项目制单总表是否相符;有没有重复下单,有没有型号搞错的。
(要与现场项目经理电话确认备注及说明中要求的所有内容,特别是零配件的要求)3、对审查完的现场尺寸根据现场要求进行优化列表,配齐零配件的种类、规格、数量;4、优化完的下单尺寸经领导审核无误签字确认;再发给工厂去生产。

服装有限公司生产制造单日期: 2004年8月8日款号:488-BTOP 合同号: P1/6接单公司: 贸易部生产工厂: 制衣厂数量: 5900 件交货期:2004-9-10)材料明细:名称规格及要求数量单位供给名称规格及要求数量单位供给面料全棉96x48/16x12 拉链(胸)5#双拉树胶普通自动头拉链1 条主唛SIZE+成份+人形唛 1 个拉链(袋)5#单开树胶普通自动头拉链1 条洗水唛洗水标志 1 个魔术贴2cm宽3cm长 1 个松紧带2cm宽松紧带2”宽(B)款式图(面):(背):(C)数量、颜色及分配:红色200 400 400 500 550 300 200 100 100 100 50 = 2900 绿色100 200 200 300 200 150 150 50 50 50 50 = 1500总数: 5900 件(D)其它要求:1、产前样(按足大货要求的材料):要求齐色齐码,即:共11件;要求在8月20日寄到我司。
大货须在产前样(齐码办)完全批复并书面通知才可以开裁生产。
2、船头办(按足大货要求的材料):6件(齐色跳码);交期:在出货前10天寄到香港。
3、针距:面压线12针/寸;暗线10针/寸;20CM长度内不许接线;每50CM内接线不许超过1处;接线不许开叉。
4、外观:要求整烫平整、清洁、没有折痕;无线头、粉印等杂物。
5、止口倒向:大身两侧缝、肩缝、裤子内外侧缝倒向后片;袖窿倒向袖片;袖子拼接缝倒向大袖片;包边面底线根据缝位倒向分面底。
6、我司在收到船头办确认OK和工厂装箱单(工厂在全部装好箱)后,方会安排QC到工厂做尾期查货,如大货无法达到出货要求需要返工,我司再次查货的一切费用均由工厂负责。
二次查货,乃无法到达出货要求,我司将取消该定单,一切损失由工厂负责。
7、大货生产全部按足本制造单、产前样批办意见、材料确认意见、样品,如有相互冲突或疑问,请联系改正,不可自行处理。
服装有限公司日期: 2004年8月8日款号:488-BTOP 合同号: P2/6(E )工艺图(正面):服装有限公司洗水唛主唛5#单开树胶普通自动头5#双拉树胶普通自动头拉前中右面 (正面)前中右面 (反面)贴边4cm 宽出3cm拉链头尾两边打拉链边有1.8cm 宽的面布包拉链边,压双道0.6cm 宽线。

货号:6466687072±0.54546.247.448.649.8±0.3108112116120124±0.5±0.59296100104108±0.561.563646566±0.318.919.520.120.721.3±0.211±0.2衣长肩宽胸围腰围摆围袖长袖肥领宽±0.26646.2112966319.55±0.26646.2113966419.55.25765124件386565389215件单件用量提供方1个客供1个客供1个客供2粒客供1条厂供3条厂供1个厂供1张厂供1包厂供厂供1套客供170/88A 48175/92A 50180/96A 52185/100A 54190/104A 56允差± 尺寸 号型部位装箱方法:适量装一箱,内放装箱详单。
箱顶、底层各放一块纸板,外箱打#型要牢固。
吊牌挂于领挂上水洗唛上的规格、合格证上的规格3者必须一致。
吊牌穿吊于衣挂上,合格证贴纸正面朝上。
合格证、水洗码上所对应的内容必须一致干燥剂里袋内整烫要求:全件平烫,备注:(不可有烫黄、发硬、变色、激光、渗胶、水印、折痕、起皱、潮湿等现象)。
纸箱包装要求:线头要修剪干净,平装,每件入一胶袋,内放干燥剂(整烫后一定要待衣服冷却后方可包装) 实际衣服规格、包装袋PU 防潮纸拉链15#防水门襟6:下摆罗纹宽窄一致、坑条顺直,拐角方正,罗纹收缩均匀拉链23#隐形胸袋、面袋7:里袋平服、顺直,里布大小、长短适中,里布不可有起吊现象领挂8L500999后领圈正中4:袋口平整、服帖、高低一致、左右对称,拉链顺直、开合顺畅24果实扣8X240300里袋5:左右袖笼圆顺、平服,袖子左右要对称,袖笼底平服,袖口罗纹坑条顺直,骨位要订针主唛8X652499左里袋支线口往下4.5CM 2:领口要正、领圈要圆顺、平服,领面平服、领口要往外弧洗水唛左里袋内3:门襟拉链要顺直、平服、开合顺畅,前片平服列问题辅料明细缝制要求:品名规格/编号部位1:主唛两端车暗线订于左里布袖笼往下5CM正中处(主唛要方正、平整,主唛两端车线不可出头),左里袋内对折车洗唛基本要求:缝位:1CM,针距:明线/暗线13-15针/3CM,明线无浮线、跳针、接线等现象,确保成衣面料水洗后不缩水、加裁不褪色、不起毛、不起球,烫衬部位不起泡下单码数配比(件)裁剪要求:面料要先预缩,拉料松紧要适中,丝络要顺直,一件一个方向裁,裁剪时要避开色差、疵布、破洞、脏等系下摆、袖口罗纹净宽 5.5产前样尺寸101/2袖口围1010.550#/部位1/2袖口围领净宽(后中量)5要求尺寸(CM)10摆围(下摆全围)袖长(肩点至袖口)1/2袖肥(夹底最大围)肩宽(肩点至肩点)胸围(夹下最大直量)腰围(最小处全围)部位/规格/尺寸 单位:CM 示 图衣长(后中量)温州时装工艺制单63J19849品名:茄克工厂款号:F9075J 工厂:意祥合同交期:。