阿塞尔轧管机组生产钢管的几何尺寸控制
- 格式:pdf
- 大小:307.97 KB
- 文档页数:5

三辊轧管机三辊轧管机(亦称阿塞尔轧管机)自问世以来,就以轧管精度高,表面质量好,更换规格方便,适合轧制中、厚壁钢管等特点而著称。
但老式阿塞尔轧管机不能生产D /t>12 的薄壁管,其生产范围窄生产效率较低。
当轧制薄管时,钢管尾端会出现三角形喇叭口(俗称尾三角)而造成轧卡,这种轧管机目前主要生产轴承管、钎管和枪炮等高精度厚壁管。
三辊轧管机由三个主动轧辊和一根芯棒组成环形封闭孔型,三个轧辊对称布置在以轧制线为中心的等边三角形的顶点上,轧辊轴线和和轧制线倾斜成两个角度。
其中一个为送进角,另一个为碾轧角。
通常三辊轧管机采用直流电机通过齿轮机座传动。
s m/m 功率/kW min 827000⨯) 6.0 1400375/50019.5114,1463030000⨯⨯)6-13008-1300⨯⨯95,133923000⨯⨯)78-72016-7202⨯⨯、、90,146,1753.251526000⨯)7-70028-70016-7003⨯⨯⨯、、、2533000⨯) 1-130022-110026-13008-1300⨯⨯⨯⨯A 三辊轧管机的结构一种新型轧管机机架及其转鼓回转机构,如图 所示。
该轧机没有碾轧角调整机构,采用联体式转鼓,转鼓上有两个安装在支挡中心线上的活塞式液压缸,转动转鼓可调整送进角,对应的送进角在310 变化。
整体性机架牌坊上开有三个中心对称互成120 的窗口。
在这三个窗口内安装着有自位球面垫的轧辊轴承座。
每个转鼓上均装有下压装置,可同时或单独调整轧辊位置。
为了保证三个轧辊在径向调整时对称于轧制线,每扇牌坊上的下压装置均用两套倾斜布置的同步接轴连锁在一起由电动压下传动装置驱动。
倾斜连接轴通过伞齿轮与下压装置及其传动装置相连接,当某个轧辊需要做单独调整时,可将连接轴上的离合器脱开。
图三辊管轧机机架及其转鼓回转机构装配示意图a—三辊轧机机架;b—转鼓回转机构1—倾斜连接轴连接铰链;2—轴承座;3—轧辊箱;4—轧辊轴;5—轧辊径向调整装置6—轧辊及轴承;7—机架;8—转鼓;9—支挡;10—支块;11—液压缸通过增加管端的壁厚和降低轧制速度,可防止“尾三角”的出现。

通钢集团磐石无缝钢管有限责任公司φ250mm新型狄塞尔热轧无缝钢管机组技术方案1、技术方案概况φ250mm热轧无缝钢管机组,设计年产25万t热轧无缝钢管,直径φ177-φ273mm,壁厚6-30mm。
重要品种有:石油套管管体、石油套管接箍料、管线管、液压支架管、汽车半轴套管、高压锅炉管、低中压锅炉管、气瓶管、流体管、结构管等。
重要原材料为碳素结构钢和合金结构钢管坯,年产25万t热轧无缝钢管工程建成后年需无缝钢管圆管坯27.82万t,金属收得率89.87%2 、产品方案及金属平衡2.1 产品方案新建φ250mm热轧无缝钢管机组工程,主轧机机型为新型狄塞尔轧管机,设计计划年产φ177-273mm、壁厚6.0-30mm的热轧无缝钢管25万t。
重要品种有:石油套管管体、石油套管接箍料、管线管、液压支架管、汽车半轴套管、高压锅炉管、低中压锅炉管、高压气瓶管管体、流体输送管、结构管等。
车间产品方案见表2-1。
2.1.1产品品种、标准和钢级(钢号)2.1.1.1石油套管管体及接箍料标准:API SPEC 5CT-2023钢级:J55、K55、N80、L80、C75、C90、C95、P110、Q1252.1.1.2管线管标准:API SPEC 5L-2023A25级Ⅰ类,A25级Ⅱ类,A,B,X42,X46,X52,X56,X60,X65,X70,X80;2.1.1.3液压支架管标准:GB/T17396-1998钢号:30#、45#、40Cr、27SiMn2.1.1.4汽车半轴套管标准:YB/T5035-1996钢号:20、45、45Mn22.1.1.5高压锅炉管标准:GB5310-1995钢号:20G、12Cr1MoVG、T912.1.1.6低中压锅炉管标准:GB3087-1999钢级:10、202.1.1.7高压气瓶管管体标准:GB18248-2023钢号:34Mn2V、30CrMo、35CrMo2.1.1.8输送流体管标准:GB/T8163-1999钢级:10、20、Q295、Q3452.1.1.9结构管标准:GB/T8162-1999钢级:10、20、45、16Mn、30CrMnSiA、45Mn2、35CrMo;表2-1 Φ250mm新型狄塞尔轧管机组产品方案2.2管坯料供应及金属平衡车间采用连铸圆管坯代表钢种(钢级):J55、K55、N80、L80、C75、C90、C95、P110、Q125、10、20、45、16Mn、40Cr、27SiMn、 20G、12Cr1MoVG、T91、45Mn2、35CrMo、34Mn2V、30CrMo、35CrMo 、Q295、Q345、A25级Ⅰ类,A25级Ⅱ类,A,B,X42,X46,X52,X56,X60,X65,X70,X80等。




新型 Assel 轧管机1937年,美国工程师W.J.Assel在俄亥俄洲Wooster市Wayne Co.钢管厂对伍斯特尔轧机(Wooster Mill)重新进行了改造设计,他将这种改造设计后的斜轧管机以其名字命名为阿塞尔轧管机(ASSEL Mill)。
由于这种斜轧管机采用了三个轧辊,因此一般称之三辊轧管机,而欧美各国则习惯于称它为阿塞尔轧管机(ASSEL Mill)。
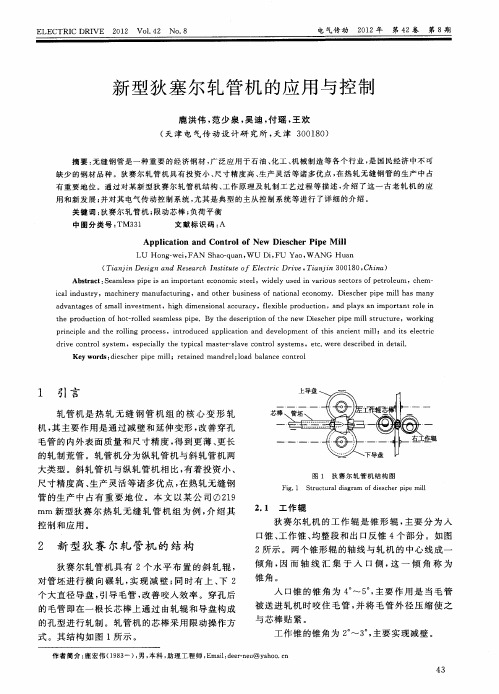
阿塞尔轧管机(ASSEL Mill)的三个轧辊在机架中呈120度角布置,与长芯棒构成一个相对封闭的环状孔型。
轧辊轴线相对于轧制中心线垂直方向和水平方向均倾斜于一定角度,分别叫喂入角和辗轧角。
轧辊形状呈锥形,中间段有一个凸起叫做辊肩,轧制时与长芯棒完成集中变形,实现较大的压下量,延伸系数可达2左右。
第一部分主要工艺设备阿塞尔(ASSEL)轧管机主要包括四部分,即:一、前台入口端:它包括毛管移送系统,由一个杠杆式移送臂将毛管送入插芯棒位置;芯棒移送系统,芯棒通过法兰盘与小车联接,带有预旋转装置的芯棒小车在底座导轨上水平往返移动,芯棒小车的往返水平移动由双链轮传动系统驱动;为保证轧制时芯棒移动速度处于控制状态,由安装在导轨底座上的两个液压缸来限制芯棒小车在轧制过程中的前进速度,芯棒的冷却由配制在小车上的水管接头从小车尾部插入芯棒进行内水冷;在芯棒小车导轨中间的芯棒托辊托住芯棒,确保芯棒平稳插入毛管,在芯棒小车前进和后退过程中四个芯棒托辊依次抬起或依次落下,避免与小车相撞。
可调式三辊定心装置,分布在芯棒移送系统和轧机之间,它的作用一是抱毛管,二是抱芯棒,三是打开接受毛管;芯棒润滑系统,在芯棒小车止推器与最末可调式三辊定心装置之间,在芯棒插入毛管的过程中对芯棒工作带进行轧制前的润滑;升降输送辊、轧机前调整辊和夹送辊,确保毛管准确送入轧辊;挡管器,它是确保芯棒插入毛管的一个装置。
二、主机机架,由牌坊底座和旋转顶盖组成。
轧辊总成轧辊调整系统更换轧辊是,机架上盖通过两个液压缸打开,落在一个撑接支架上,以便三个轧辊通过吊车和换辊装置进行更换。


钢管的常见缺陷1、内表面缺陷(1)内折特征:在钢管的内表面上呈现直线或螺旋、半螺旋形的锯齿状缺陷。
产生原因:1) 管坯:中心疏松、偏析;缩孔残余严重;非金属夹杂物超标。
2) 管坯加热不均、温度过高或过低、加热时间过长。
3) 穿孔区域:顶头磨损严重;穿孔机参数调整不当;穿孔辊老化等。
检判:钢管内表面不允许存在内折,管端内折应修磨或再切,修磨处壁厚实际值不得小于标准要求最小值;通长内折判废。
(2)内结疤特征:钢管内表面呈现斑疤,一般不生根易剥落。
产生原因:1) 石墨润滑剂中带有杂质。
2) 荒管后端铁耳,被压入钢管内壁等。
检判:钢管内表面不允许存在,管端处应修磨及再切,修磨深度不应超标准要求负偏差,实际壁厚不得小于标准要求最小值;通长内结疤判废。
(3)翘皮特征:钢管内表面呈现直线或断续指甲状翘起的小皮。
多出现在毛管头部,且易于剥落。
产生原因:1) 穿孔机调整参数不当。
2) 顶头粘钢。
3) 荒管内氧化铁皮堆积等。
检判:钢管内表面允许存在无根易剥落(或在热处理时可烧掉)的翘皮。
对有根的翘皮应修磨或切除。
(4)内直道特征:在钢管内表面存在具有一定宽度和深度的直线形划伤。
产生原因:1) 轧制温度低,芯棒粘有金属硬物。
2) 石墨中含有杂质等。
检判:1)套管和普管允许深度不超过5%(压力容器类最大深度0.4mm)的内直道存在。
慎独超查德内直道应修磨、切除。
2)边缘尖锐的内直道应修磨平滑。
(5)内棱特征:在钢管内表面存在具有一定宽度和深度的直线形凸起。
产生原因:芯棒磨损严重,修磨出不圆滑或过深等。
检判:1)套管、管线管允许存在高度不超过壁厚道8%,最大高度不超过0.8mm不影响通径的内棱存在。
超差应修修磨及再切。
2)普管、管线管允许存在高度不超过壁厚8%(最大高度为0.8mm)的内棱存在。
超差应修磨及再切。
3)对L2级(即N5)探伤要求钢管,内棱高度不得超过5%(最大高度为0.5mm)。
超差应修磨及再切。
4)边线尖锐的内棱应修磨平滑。

热轧无缝钢管生产线工艺流程一、天津钢管公司热轧无缝钢管轧机类别简介天津钢管公司拥有三种热轧无缝钢管生产线,每一种生产线对应着一种轧机,分别为MPM轧机,阿塞尔轧机和PQF轧机。
其中一套轧管生产线为φ250mm口径MPM轧机,三套轧管生产线为219mm 口径阿塞尔轧机,其余生产线为168mm、258mm和460mm口径PQF 轧机。
限动芯棒连轧管机,英文缩写MPM(即Multi-Stand Pipe Mill),是无缝钢管生产中的重要设备。
中国第一套限动芯棒连轧管机组,引进自意大利,于1992年在天津钢管集团股份有限公司投产。
经技术改造,天津钢管集团的Φ250mm限动芯棒连轧管机组已经由设计年产能力50万吨,扩大到现在的年产能力100万吨。
(注:天津钢管公司轧管厂Φ250MPM机组,引进的是意大利皮昂蒂公司的技术和设备。
该项目竣工投产时,时任意大利伊利集团总裁的普罗迪先生亲自前来剪彩。
2006年,作为意大利总理的普罗迪再次来到钢管公司)。
阿塞尔轧机由一个名叫W .J.Assel 的人于1932年发明。
天津钢管集团股份有限公司2005年新建的现代Φ219mm阿塞尔轧管机组,引进了德国SMS Meer公司近年来最新开发的阿塞尔轧制工艺技术和ABB公司最新的ACS6000SD传动控制系统。
二套轧管的168mm口径PQF(Premium Quality Finishing)轧机是世界上第一套PQF轧机,由SMS MEER公司设计,2003年底热试成功。
由于是一个新开发出的轧制技术,作为第一个使用该技术的天津钢管公司冒了很大的风险。
钢管公司与西马克公司签订合同的时候,提到了五年之内世界上的其他钢管公司不得上PQF轧机生产线,以保证自己对于该项技术的领先。
在以后的几年里。
天津钢管公司又陆续筹建了258mm口径和460mm口径PQF轧管生产线。
二、阿塞尔轧机、MPM轧机和PQF轧机的简单对比1.阿塞尔轧机:三辊式,单机架;轧制时,钢管及芯棒一起作螺旋运2.MPM轧机:两辊式,多机架;轧制时,钢管及芯棒一起作直线运3.PQF轧机:三辊式,多机架;轧制时,钢管及芯棒一起作直线运动。


新型 Assel 轧管机1937年,美国工程师W.J.Assel在俄亥俄洲Wooster市Wayne Co.钢管厂对伍斯特尔轧机(Wooster Mill)重新进行了改造设计,他将这种改造设计后的斜轧管机以其名字命名为阿塞尔轧管机(ASSEL Mill)。
由于这种斜轧管机采用了三个轧辊,因此一般称之三辊轧管机,而欧美各国则习惯于称它为阿塞尔轧管机(ASSEL Mill)。
阿塞尔轧管机(ASSEL Mill)的三个轧辊在机架中呈120度角布置,与长芯棒构成一个相对封闭的环状孔型。
轧辊轴线相对于轧制中心线垂直方向和水平方向均倾斜于一定角度,分别叫喂入角和辗轧角。
轧辊形状呈锥形,中间段有一个凸起叫做辊肩,轧制时与长芯棒完成集中变形,实现较大的压下量,延伸系数可达2左右。
第一部分主要工艺设备阿塞尔(ASSEL)轧管机主要包括四部分,即:一、前台入口端:它包括毛管移送系统,由一个杠杆式移送臂将毛管送入插芯棒位置;芯棒移送系统,芯棒通过法兰盘与小车联接,带有预旋转装置的芯棒小车在底座导轨上水平往返移动,芯棒小车的往返水平移动由双链轮传动系统驱动;为保证轧制时芯棒移动速度处于控制状态,由安装在导轨底座上的两个液压缸来限制芯棒小车在轧制过程中的前进速度,芯棒的冷却由配制在小车上的水管接头从小车尾部插入芯棒进行内水冷;在芯棒小车导轨中间的芯棒托辊托住芯棒,确保芯棒平稳插入毛管,在芯棒小车前进和后退过程中四个芯棒托辊依次抬起或依次落下,避免与小车相撞。
可调式三辊定心装置,分布在芯棒移送系统和轧机之间,它的作用一是抱毛管,二是抱芯棒,三是打开接受毛管;芯棒润滑系统,在芯棒小车止推器与最末可调式三辊定心装置之间,在芯棒插入毛管的过程中对芯棒工作带进行轧制前的润滑;升降输送辊、轧机前调整辊和夹送辊,确保毛管准确送入轧辊;挡管器,它是确保芯棒插入毛管的一个装置。
二、主机机架,由牌坊底座和旋转顶盖组成。
轧辊总成轧辊调整系统更换轧辊是,机架上盖通过两个液压缸打开,落在一个撑接支架上,以便三个轧辊通过吊车和换辊装置进行更换。
Φ108mm阿塞尔轧管机组传感器的标度
周涛
【期刊名称】《自动化与仪器仪表》
【年(卷),期】2011()6
【摘要】以传感器线性标度变换为基础,根据Φ108mm阿塞尔轧管机组各调整设备特点,给出了机组各设备传感器工程标度方法。
【总页数】3页(P145-146)
【关键词】阿塞尔轧机;标度变换;线性;非线性;最小二乘
【作者】周涛
【作者单位】中冶赛迪工程技术股份有限公司;重庆市钢铁冶金工程技术研究中心【正文语种】中文
【中图分类】TP311
【相关文献】
1.阿塞尔轧管机组生产抗挤套管的研究 [J], 殷伟勤;吴跃泉;汪勇;郝润元;周研
2.现代Ф219 mm阿塞尔轧管机组的生产装备技术 [J], 钟锡弟;伍家强;庄刚;李群
3.用PLC系统改造φ108mm三辊轧管机组的控制系统 [J], 李长江
4.衡阳华菱钢管(集团)有限公司Φ219mm阿塞尔轧管机组实现月达产目标 [J], 肖松良
因版权原因,仅展示原文概要,查看原文内容请购买。
阿塞尔轧管机组生产钢管的几何尺寸控制
作者:殷伟勤, 吴跃泉, 汪勇, 郝润元, 周研
作者单位:殷伟勤,吴跃泉,汪勇(江苏常宝普莱森钢管有限公司,江苏 常州 213000), 郝润元,周研(太原科技大学,山西 太原 030024)
1.张燕燕.兰兴昌.Zhang n Xingchang无锡西姆莱斯钢管有限公司热轧无缝钢管车间[期刊论文]-特殊钢1999,20(2)
2.唐凤姣.袁志红.TANG Feng-jiao.YUAN Zhi-hong在线测厚测径技术在无缝钢管生产领域的应用[期刊论文]-科技情报开发与经济2011,21(6)
3.刘铁航.Liu Tiehang现代国产限动芯棒连轧管机工艺设备基本特征[期刊论文]-钢管2010,39(4)
4.吕庆功.朱景清.马继仁.张勇钢.黄建凯.王成.Lü Qinggong.ZHU Jingqing.MA Jiren.ZHANG Yonggang.HUANG Jiankai.WANG Cheng三辊轧管机调整参数的计算方法[期刊论文]-钢铁1998,33(5)
5.谢麒麟.郑坚敏.张卓贤.苏惠超φ140mm全浮动芯棒连轧管机组深度改造[会议论文]-2009
6.陈峰.Chen Feng加速异型钢管轧制工艺和轧制设备的研究[期刊论文]-重型机械科技2006(4)
7.李阳华.龙功名三辊轧管机辊形对钢管表面质量的影响[会议论文]-2005
8.采峰.谷智慧.孔德南.睢相林.赵东峰.李文波提高Φ133mm系列钢管成材率的措施[期刊论文]-轧钢2003,20(5)
9.李元德.李国栋.田颖峰.Li Yuande.Li Guodong.Tian Yingfeng对连轧管机机型选择的探讨[期刊论文]-钢管2011,40(2)
10.刘山.薛建国.郑坚敏无缝钢管张减过程壁厚前馈自适应控制[会议论文]-2006
引用本文格式:殷伟勤.吴跃泉.汪勇.郝润元.周研阿塞尔轧管机组生产钢管的几何尺寸控制[会议论文] 2009。