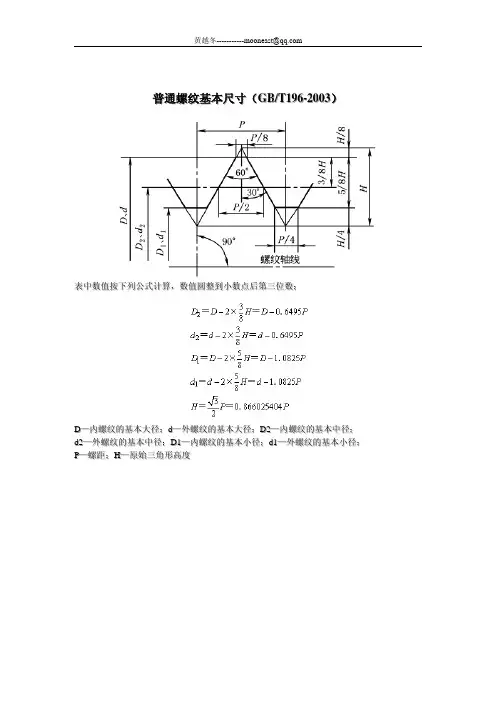
单线普通螺纹工作量规设计计算
- 格式:pdf
- 大小:2.30 MB
- 文档页数:3
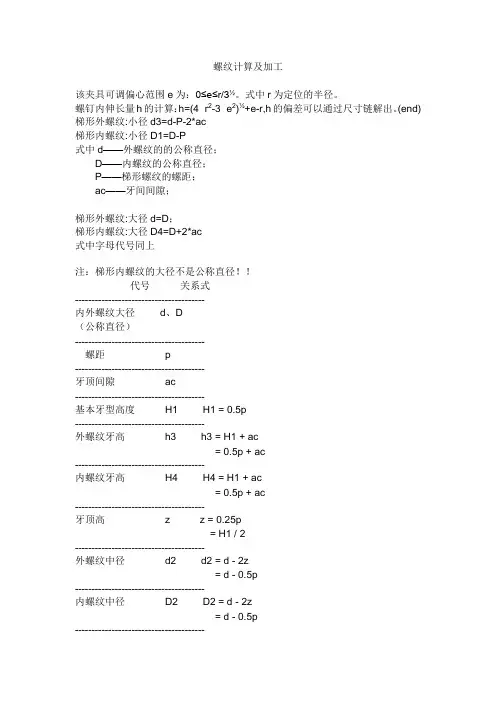
螺纹计算及加工该夹具可调偏心范围e为:0≤e≤r/3½。
式中r为定位的半径。
螺钉内伸长量h的计算:h=(4×r2-3×e2)½+e-r,h的偏差可以通过尺寸链解出。
(end) 梯形外螺纹:小径d3=d-P-2*ac梯形内螺纹:小径D1=D-P式中d——外螺纹的的公称直径;D——内螺纹的公称直径;P——梯形螺纹的螺距;ac——牙间间隙;梯形外螺纹:大径d=D;梯形内螺纹:大径D4=D+2*ac式中字母代号同上注:梯形内螺纹的大径不是公称直径!!代号关系式---------------------------------------内外螺纹大径d、D(公称直径)---------------------------------------螺距p---------------------------------------牙顶间隙ac---------------------------------------基本牙型高度H1 H1 = 0.5p---------------------------------------外螺纹牙高h3 h3 = H1 + ac= 0.5p + ac---------------------------------------内螺纹牙高H4 H4 = H1 + ac= 0.5p + ac---------------------------------------牙顶高z z = 0.25p= H1 / 2---------------------------------------外螺纹中径d2 d2 = d - 2z= d - 0.5p---------------------------------------内螺纹中径D2 D2 = d - 2z= d - 0.5p---------------------------------------外螺纹小径d3 d3 = d - 2h3---------------------------------------内螺纹小径D1 D1 = d - 2H1= d - p---------------------------------------内螺纹大径D4 D4 = d + 2ac---------------------------------------原始三角形高H H = 1.866p---------------------------------------外螺纹牙顶圆角R1 R1max = 0.5ac---------------------------------------牙底圆角R2 R2max = ac---------------------------------------车螺纹的步骤与方法:(低速车削三角形螺纹Vく5米∕分)1、车螺纹前对工件的要求:1)螺纹大径:理论上大径等于公称直径,但根据与螺母的配合它存在有下偏差(—),上偏差为0;因此在加工中,按照螺纹三级精度要求。
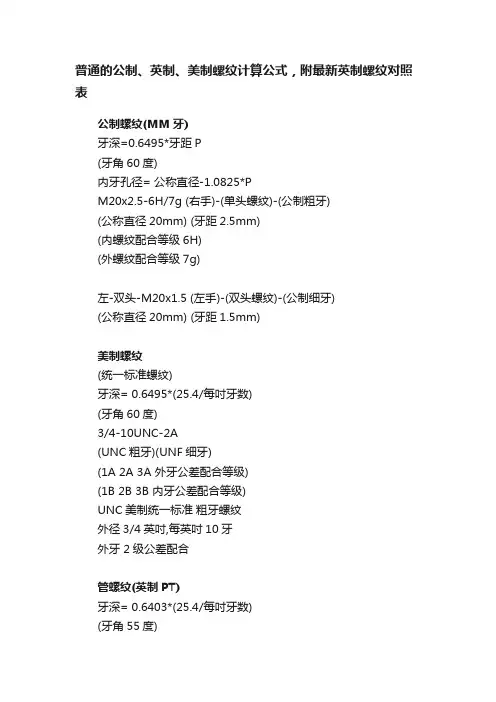
普通的公制、英制、美制螺纹计算公式,附最新英制螺纹对照表公制螺纹(MM牙)牙深=0.6495*牙距P(牙角60度)内牙孔径= 公称直径-1.0825*PM20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙)(公称直径20mm) (牙距2.5mm)(内螺纹配合等级6H)(外螺纹配合等级7g)左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙)(公称直径20mm) (牙距1.5mm)美制螺纹(统一标准螺纹)牙深= 0.6495*(25.4/每吋牙数)(牙角60度)3/4-10UNC-2A(UNC粗牙)(UNF细牙)(1A 2A 3A 外牙公差配合等级)(1B 2B 3B 内牙公差配合等级)UNC美制统一标准粗牙螺纹外径3/4英吋,每英吋10牙外牙 2级公差配合管螺纹(英制PT)牙深= 0.6403*(25.4/每吋牙数)(牙角55度)PT 3/4-14 (锥度管螺纹) 锥度管螺纹,锥度比1/16 3/4英吋管用,每英吋14牙螺纹(PS直螺纹)(PF细牙)牙深= 0.6403*(25.4/每吋牙数)(牙角55度)PS 3/4-14 (直形管螺纹)PF1 1/8-16 (直形管螺纹)(细牙)直形管螺纹3/4英吋管用,每英吋14牙1 1/8英吋管用,每英吋16牙管螺纹(美制NPT)(牙角60度)NPT 3/4-14 (锥形管螺纹) 锥形管螺纹,锥度比1/16 3/4英吋管用,每英吋14牙梯形螺纹(30度公制)TM40*6 公称直径40mm 牙距6.0mm梯形螺纹(29度爱克姆螺纹)TW26*5 外径26mm,每英吋5牙方形螺纹车牙的计算考虑条件计算公式公制牙与英制牙的转换每吋螺纹数 n = 25.4 / 牙距 P牙距 P = 25.4 / 每吋螺纹数 n因为工件材料及刀具所决定的转速转速 N = (1000周速 V ) / (圆周率 p * 直径 D )因为机器结构所决定的转速刀座快速移动的影响车牙最高转速 N = 4000/ P刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算) 下刀最小距离 L1L1 = (牙距 P ) * (主轴转速 S ) / 500退刀最距离 L2L2 = (牙距 P ) * (主轴转速 S ) / 2000牙深及牙底径d 牙深 h =0.6495 * P牙底径 d =公称外径 D - 2 * h例题:车制外牙3/4'-10UNC 20mm长公制牙与英制牙的转换牙距 P = 25.4 / (吋螺纹数 n)P = 25.4 / 10 = 2.54mm因为工件材料及刀具所决定的转速外径 D = 3 / 4英吋 = 25.4 * (3/4) =19.05MM转速 N = (1000周速V) / (圆周率 p * 直径 D )N = 1000V / pD = 1000 * 120 / (3.1416*19.05)=2005 rpm (转/分)因为机器结构所决定的转速刀座快速移动的影响车牙最高转速 N =4000 / PN = 4000/2.54 = 1575 rpm综合工件材料刀具及机械结构所决定的转速 N = 1575 转N = 2005转两者转速选择较低者,即1575转刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算) 下刀最小距离 L1L1 = (牙距P) * (主轴转速S) / 500L1 = 2.54*1575/500=8.00mm退刀最小距离 L2L2 = (牙距P) * (主轴转速S) / 2000L2 = 2.54*1575/2000=2.00mm牙深及牙底径d 牙深径d = 公称外径D-2*h =19.05-2*1.65 = 15.75mm附表:英制普通螺纹(惠氏螺纹) -- 小螺纹系列(BA)名义尺寸牙型代号大径螺距每英寸牙数中径小径牙型高底孔直径BA mm mm tpi mm 外螺纹H1 mmd=D p d2=D2 d3No. 14 BA 1 0.23 110.4 0.86 0.72 0.14 0.75 No. 13 BA 1.2 0.25 101.6 1.05 0.9 0.15 0.95 No. 12 BA 1.3 0.28 90.71 1.13 0.96 0.17 1 No. 11 BA 1.5 0.31 81.93 1.315 1.13 0.185 1.2 No. 10 BA 1.7 0.35 72.57 1.49 1.28 0.21 1.35 No. 9 BA 1.9 0.39 65.12 1.665 1.43 0.235 1.5 No. 8 BA 2.2 0.43 59.07 1.94 1.68 0.26 1.8 No. 7 BA 2.5 0.48 52.92 2.21 1.92 0.29 2 No. 6 BA 2.8 0.53 47.92 2.48 2.16 0.32 2.3 No. 5 BA 3.2 0.59 43.05 2.845 2.49 0.355 2.6 No. 4 BA 3.6 0.66 38.48 3.205 2.81 0.395 2.95 No. 3 BA 4.1 0.73 34.79 3.66 3.22 0.44 3.4 No. 2 BA 4.7 0.81 31.35 4.215 3.73 0.485 3.9 No. 1 BA 5.3 0.9 28.22 4.76 4.22 0.54 4.4No. 0 BA 6 1 25.4 5.4 4.8 0.6 5 55°圆锥管螺纹型式和尺寸(2006-03-13 14:38:47 )螺纹代号基本尺寸大径螺距每英寸牙数中径小径牙型高度圆弧尺寸底英寸mm mm tpi mm 外螺纹H1 r mm d=D p d2=D2 d3R 1/16 1/16"7.723 0.907 28 7.142 6.561 0.581 0.125 6. R 1/8 1/8"9.728 0.907 28 9.147 8.566 0.581 0.125 8. R 1/4 1/4"13.157 1.337 19 12.301 11.445 0.856 0.184 11 R 3/8 3/8"16.662 1.337 19 15.806 14.95 0.856 0.184 14 R 1/2 1/2"20.955 1.814 14 19.793 18.631 1.162 0.249 18 R 3/4 3/4"26.441 1.814 14 25.279 24.117 1.162 0.249 23 R 1 1"33.249 2.309 11 31.77 30.291 1.479 0.317 30 R 1 1/4 1 1/4" 41.91 2.309 11 40.431 38.952 1.479 0.317 38 R 1 1/2 1 1/2" 47.803 2.309 11 46.324 44.845 1.479 0.317 44 R 2 2"59.614 2.309 11 58.135 56.656 1.479 0.317 56 R 2 1/2 2 1/2" 75.184 2.309 11 73.705 72.226 1.479 0.317 71 R 3 3"87.884 2.309 11 86.405 84.926 1.479 0.317 85 R 4 4"113.03 2.309 11 111.551 110.072 1.479 0.317 11 R 5 5"138.43 2.309 11 136.951 135.472 1.479 0.317 13 R 6 6"163.83 2.309 11 162.351 160.872 1.479 0.317 16制惠氏螺纹的型式尺寸英制普通螺纹(惠氏螺纹) -- 粗牙(BSW)名义尺寸牙型代号大径螺距每英寸牙数中径小径牙型高底孔直径Ww mm mm tpi mm 外螺纹H1 mmd=D p d2=D2 d31/16"BSW 1.587 0.423 60 1.315 1.05 0.27 1.15 3/32"BSW 2.381 0.529 48 2.041 1.703 0.338 1.9 1/8"BSW 3.175 0.635 40 2.768 2.362 0.406 2.5 5/32"BSW 3.969 0.793 32 3.459 2.952 0.507 3.2 3/16"BSW 4.762 1.058 24 4.084 3.407 0.677 3.7 7/32"BSW 5.556 1.058 24 4.878 4.201 0.677 4.5 1/4"BSW 6.35 1.27 20 5.537 4.724 0.813 5.1 5/16"BSW 7.938 1.411 18 7.034 6.131 0.904 6.53/8"BSW 9.525 1.588 16 8.509 7.492 1.017 7.9 7/16"BSW 11.113 1.814 14 9.951 8.789 1.162 9.2 1/2"BSW 12.7 2.117 12 11.345 9.99 1.355 10.4 5/8"BSW 15.876 2.309 11 14.397 12.918 1.479 13.4 3/4"BSW 19.051 2.54 10 17.424 15.798 1.627 16.25 7/8"BSW 22.226 2.822 9 20.419 18.611 1.807 19.25 1"BSW 25.4 3.175 8 23.368 21.335 2.033 221 1/8"BSW 28.576 3.629 7 26.253 23.929 2.324 24.5 1 1/4"BSW 31.751 3.629 7 29.428 27.104 2.324 27.25 1 3/8"BSW 34.926 4.233 6 32.215 29.505 2.711 30.25 1 1/2"BSW 38.1 4.233 6 35.391 32.68 2.711 33.5 1 5/8"BSW 41.277 5.08 5 38.024 34.771 3.253 35.5 1 3/4"BSW 44.452 5.08 5 41.199 37.946 3.253 38.5 1 7/8"BSW 47.627 5.6454 1/2 44.012 40.398 3.614 41.25 2"BSW 50.802 5.645 4 1/2 47.187 43.573 3.614 44.5 2 1/4"BSW 57.152 6.35 4 53.086 49.02 4.066 502 1/2"BSW 63.502 6.35 4 59.436 55.37 4.066 562 3/4"BSW 69.853 7.257 3 1/2 65.205 60.558 4.647 61.5 3"BSW 76.203 7.257 3 1/2 71.556 66.909 4.647 683 1/4"BSW 82.553 7.816 3 1/4 77.548 72.544 5.005 73.75 3 1/2"BSW 88.903 7.816 3 1/4 83.899 78.894 5.005 803 3/4"BSW 95.254 8.467 3 89.832 84.41 5.422 85.5 4"BSW 101.604 8.467 3 96.182 90.76 5.422 924 1/4"BSW 107.954 8.835 2 7/8 102.297 96.639 5.657 984 1/2"BSW 114.304 8.835 2 7/8 108.647 102.99 5.657 104.2 4 3/4"BSW 120.665 9.237 2 3/4 114.74 108.625 5.915 110 5"BSW 127.005 9.237 2 3/4 121.09 115.176 5.915 116.5 5 1/4"BSW 133.355 9.677 2 5/8 127.159 120.963 6.196 122.5 5 1/2"BSW 139.705 9.677 2 5/8 133.509 127.313 6.196 128.5 5 3/4"BSW 146.055 10.16 2 1/2 139.549 133.043 6.506 134.5 6"BSW 152.406 10.16 2 1/2 145.9 139.394 6.506 141 英制普通螺纹-- 细牙-- BSF英制普通螺纹(惠氏螺纹) -- 细牙(BSW)名义尺寸牙型代号大径螺距每英寸牙数中径小径牙型高底孔直径BSF mm mm tpi mm 外螺纹H1 mm d=D p d2=D2 d33/16 BSF 4.763 0.794 32 4.255 3.747 0.508 47/32 BSF 5.556 0.907 28 4.975 4.394 0.581 4.6 1/4 BSF 6.35 0.977 26 5.725 5.1 0.625 5.3 9/32 BSF 7.142 0.977 26 6.518 5.893 0.625 6.1 5/16 BSF 7.938 1.156 22 7.199 6.459 0.739 6.8 3/8 BSF 9.525 1.27 20 8.712 7.899 0.813 8.3 7/16 BSF 11.113 1.411 18 10.209 9.304 0.904 9.7 1/2 BSF 12.7 1.588 16 11.684 10.668 1.017 11.1 9/16 BSF 14.288 1.588 16 13.272 12.256 1.017 12.7 5/8 BSF 15.875 1.814 14 14.712 13.549 1.162 1411/16 BSF 17.463 1.814 14 16.3 15.137 1.162 15.5 3/4 BSF 19.05 2.117 12 17.693 16.336 1.355 16.75 13/16 BSF 20.638 2.117 12 19.281 17.924 1.355 18.25 7/8 BSF 22.225 2.309 11 20.747 19.269 1.479 19.75 1.00 BSF 25.4 2.54 10 23.774 22.148 1.627 22.75 1 1/8 BSF 28.575 2.822 9 26.769 24.963 1.807 26.5 1 1/4 BSF 31.75 2.822 9 29.944 28.138 1.807 28.75 1 3/8 BSF 34.925 3.175 8 32.893 30.861 2.033 31.5 1 1/2 BSF 38.1 3.175 8 36.068 34.036 2.033 34.5 1 5/8 BSF 41.275 3.175 8 39.243 37.211 2.033 381 3/4 BSF 44.45 3.629 7 42.126 39.802 2.324 40.52 BSF 50.8 3.629 7 48.476 46.152 2.324 472 1/4 BSF 57.15 4.234 6 54.44 51.73 2.711 532 1/2 BSF 63.5 4.234 6 60.79 58.08 2.711 592 3/4 BSF 69.85 4.234 6 67.14 64.43 2.711 -3 BSF 76.2 5.08 5 72.946 69.692 3.253 -3 1/4 BSF 82.55 5.08 5 79.296 76.042 3.253 -3 1/2 BSF 88.9 5.6454 1/2 85.285 81.67 3.614 -3 3/4 BSF 95.25 5.645 4 1/2 91.635 88.02 3.614 -4 BSF 101.6 5.645 4 1/2 97.985 94.37 3.614 -4 1/4 BSF 107.95 6.35 4 103.886 99.822 4.066 - 55°圆柱管螺纹的型式和尺寸British Pipe Thread (惠氏管螺纹) -- 圆柱(BSPP/BSPF)螺纹代号基本尺寸大径螺距每英寸牙数中径小径牙型高度底孔尺寸mm mm tpi mm 外螺纹H1 mmd=D p d2=D2 d3G 1/8 1/8"9.728 0.907 28 9.147 8.566 0.581 8.7 G 1/4 1/4"13.157 1.337 19 12.301 11.445 0.856 11.6 G 3/8 3/8"16.662 1.337 19 15.806 14.95 0.856 15G 1/2 1/2"20.955 1.814 14 19.793 18.631 1.162 19G 5/8 5/8"22.911 1.814 14 21.749 20.587 1.162 20.75 G 3/4 3/4"26.441 1.814 14 25.279 24.117 1.162 24.5 G 7/8 7/8"30.201 1.814 14 29.039 27.877 1.162 28G 1 1"33.249 2.309 11 31.77 30.291 1.479 30.5 G 1 1/8 1 1/8" 37.897 2.309 11 36.418 34.939 1.479 35G 1 1/4 1 1/4" 41.91 2.309 11 40.431 38.952 1.479 39.5 G 1 3/8 1 3/8" 44.323 2.309 11 42.844 41.365 1.479 41.5 G 1 1/2 1 1/2" 47.803 2.309 11 46.324 44.845 1.479 45G 1 3/4 1 3/4" 53.746 2.309 11 52.267 50.788 1.479 51G 2 2"59.614 2.309 11 58.135 56.656 1.479 57G 2 1/4 2 1/4" 65.71 2.309 11 64.231 62.752 1.479 63G 2 1/2 2 1/2" 75.184 2.309 11 73.705 72.226 1.479 72.5 G 2 3/4 2 3/4" 81.534 2.309 11 80.055 78.576 1.479 79G 3 3"87.884 2.309 11 86.405 84.926 1.479 85.5 G 3 1/4 3 1/4" 93.98 2.309 11 92.501 91.022 1.479 91G 3 1/2 3 1/2" 100.33 2.309 11 98.351 97.372 1.479 97.75 G 3 3/4 3 3/4" 106.68 2.309 11 105.201 103.722 1.479 104 G 4 4"113.03 2.309 11 111.55 110.072 1.479 110.5 G 4 1/2 4 1/2" 125.73 2.309 11 124.251 122.772 1.479 123 G 5 5"138.43 2.309 11 136.951 135.472 1.479 136 G 5 1/2 5 1/2" 151.13 2.309 11 149.651 148.172 1.479 148.5 G 6 6"163.83 2.309 11 162.351 160.872 1.479 161.5RC2英寸锥管螺纹,每英寸11牙,螺距=25.4/11即2.309,牙高(深)=2.309×0.64即1.479,锥度是固定的即1:16R等于1/32乘以长度1/32意思是,锥螺纹的锥度是1:16 ,单边就是1:32长度意思是:定位点加有效长度比如我定位3.0,有效长度是12.0R=1/32 X(3+12)=0.468751、密封管螺纹(R)英制密封管螺纹的基本尺寸及其公差配合方式英制密封管螺纹有两种配合方式:圆柱内螺纹与圆锥外螺纹组成“柱/锥”配合;圆锥内螺纹与圆锥外螺纹组成“锥/锥”配合.欧洲国家主要采用“柱/锥”配合螺纹;而欧洲以外国家则主要采用“柱/锥”配合螺纹.两种螺纹的检验量规存在一定不同;目前的ISO 英制密封管螺纹量规标准(ISO 7-2:2000)是按“柱/锥”配合体系设计的.编辑本段密封管螺纹的标记英制密封管螺纹的完整标记由螺纹特征代号、螺纹尺寸代号和旋向代号组成.英制密封圆柱内螺纹的特征代号为:RP;英制密封圆锥内螺纹的特征代号为:RC;英制密封圆锥外螺纹的特征代号为:R1(与英制密封圆柱内螺纹配合使用);R2(与英制密封圆锥内螺纹配合使用);左旋螺纹的旋向代号为LH;右旋螺纹的旋向代号省略不标.对密封管螺纹,利用RP/R1,RC/R2分别表示“柱/锥” 和“锥/锥”螺纹副.2、非密封管螺纹英制非密封管的基本尺寸及其极限偏差标记:英制非密封管螺纹的完整标记由螺纹特征代号,螺纹尺寸代号,中径公差等级代号和旋向代号组成.英制非密封圆柱螺纹的特征代号为:G对英制非密封圆柱内螺纹,其中径公差等级代号省略不标;而英制非密封圆柱外螺纹的中径公尺等级代号分别为A和B.左旋螺纹的旋向代号为LH;右旋螺纹的旋向代号省略不标.当表示英制非密封管螺纹的螺纹副时,仅标注外螺纹的标记代号.示例:尺寸代号为2的右旋,非密封圆柱内螺纹:G2尺寸代号为3的A级,右旋,非密封圆柱外螺纹:G3A尺寸代号为4的B级,左旋,非密封圆柱外螺纹:G4 B-LH尺寸代号为2的右旋,非密封圆柱内螺纹与A级圆柱外螺纹组成的螺纹副:G2A加工内孔螺纹的是管螺纹丝锥加工外螺纹的有板牙。
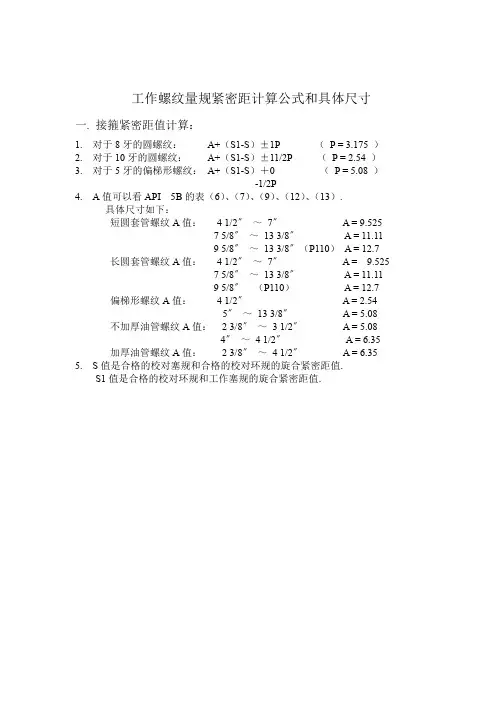
工作螺纹量规紧密距计算公式和具体尺寸一.接箍紧密距值计算:1. 对于8牙的圆螺纹:A+(S1-S)±1P (P = 3.175 )2. 对于10牙的圆螺纹:A+(S1-S)±11/2P (P = 2.54 )3. 对于5牙的偏梯形螺纹:A+(S1-S)+0 (P = 5.08 )-1/2P4. A值可以看API 5B的表(6)、(7)、(9)、(12)、(13).具体尺寸如下:短圆套管螺纹A值: 4 1/2〞~7〞 A = 9.5257 5/8〞~13 3/8〞 A = 11.119 5/8〞~13 3/8〞(P110)A = 12.7长圆套管螺纹A值: 4 1/2〞~7〞 A = 9.5257 5/8〞~13 3/8〞 A = 11.119 5/8〞(P110) A = 12.7偏梯形螺纹A值: 4 1/2〞 A = 2.545〞~13 3/8〞 A = 5.08 不加厚油管螺纹A值: 2 3/8〞~3 1/2〞 A = 5.084〞~4 1/2〞 A = 6.35 加厚油管螺纹A值: 2 3/8〞~4 1/2〞 A = 6.35 5. S值是合格的校对塞规和合格的校对环规的旋合紧密距值.S1值是合格的校对环规和工作塞规的旋合紧密距值.工作螺纹量规紧密距计算公式和具体尺寸S值是合格的校对塞规和合格的校对环规的旋合紧密距值.S1值是合格的校对环规和工作塞规的旋合紧密距值.工作螺纹量规紧密距计算公式和具体尺寸二.管子紧密距值计算:1. 公式:P1+公差或P1+(L1规-L1管)+公差当环规检验长圆螺纹套管时,管子端面伸出环规的小断,其值为:(L长-L短)-P1,因为是伸出环规的小端,因此其值前面要加一个负号量,则:–〔(L长-L短)-P1〕+ 公差(但有少数例外)。
2.偏梯形螺纹套管的紧密距值:P1 + 1/2P P1+2.54-0 +03.圆螺纹套管的紧密距值:(L长-L短)(1). 短圆螺纹套管的紧密距值:一般P值都是为0,其中:4 1/2〞P值为-9.525,除壁厚为5.21的,P值是0;5〞×5.59 P值为+3.175,其余为0;7〞×5.87 P值为+19.05,其余为0;8 5/8〞×6.71 P值为+9.525,其余为0;10 3/4〞×7.09 P值为+19.05,其余为0;(2). 长圆螺纹套管的紧密距值:一般P值都是负值,其中:4 1/2〞长圆螺纹的紧密距值是:-25.4;5〞长圆螺纹的紧密距值是:-15.875;5 1/2〞长圆螺纹的紧密距值是:-15.875;6 5/8〞长圆螺纹的紧密距值是:-19.05;7〞长圆螺纹的紧密距值是:-22.225;7 5/8〞长圆螺纹的紧密距值是:-22.225;8 5/8〞长圆螺纹的紧密距值是:-22.225;9 5/8〞长圆螺纹的紧密距值是:-34.925;其计算方法为:上述值+P1值+公差,即为测量管子的值。
普通螺纹的尺寸计算
螺纹基本尺寸计算包括以下几个方面:
1.螺纹规格:螺纹的规格通常由螺纹的直径、螺纹数、螺距等参数来
确定。
螺纹的直径是螺纹螺杆主体上外侧螺纹切口直径的最大值。
螺纹数
是指每英寸(或每毫米)上的螺纹数目。
螺距是指螺纹的螺旋线的长度。
根据螺纹的使用要求和工装设备参数,可以确定螺纹的规格。
2.螺纹形状:螺纹的形状包括螺纹角度、螺纹型号等。
螺纹角度是指
螺纹母线与螺纹主轴的夹角,通常为60度。
螺纹型号是指螺纹的截面形状,常用的螺纹型号有三角形螺纹、梯形螺纹、圆弧螺纹等。
3.螺纹尺寸的计算:根据螺纹规格,可以计算出螺纹的基本尺寸,包
括螺纹的外径、内径、螺纹高度、厚度等。
螺纹的外径是指螺纹主轴上外
侧螺纹切口的最大直径。
螺纹的内径是指螺纹螺母上螺纹切口的最小直径。
螺纹高度是指螺纹切口的高度,通常等于螺距,也可以根据实际需要进行
调整。
螺纹的厚度是指外径和内径之间的距离。
4.螺纹配合:根据螺纹的基本尺寸,可以确定螺纹的配合公差。
螺纹
配合是指螺纹螺杆和螺纹螺母之间的连接配合关系。
螺纹的配合公差通常
由螺纹的公差等级和配合排数来确定。
公差等级是指螺纹尺寸的允许偏差
和公差带宽度的等级。
配合排数是指螺纹尺寸偏差的排列组合方式。
螺纹尺寸计算需要进行相应的计算和分析,具体的方法和步骤可根据
实际情况进行确定。
在实际应用中,可以通过螺纹手册、螺纹规格书等参
考资料,或者借助专业的螺纹计算软件来进行计算和分析,以获得准确的
螺纹尺寸。
普通螺纹的计算方法普通螺纹的计算方法主要涉及螺距、螺纹间距、螺纹高度等参数的计算。
普通螺纹是一种常见的螺纹结构,其计算方法是机械设计和制造中非常重要的一部分。
下面将介绍普通螺纹的计算方法。
首先是螺距的计算。
螺距是螺纹的一个重要参数,通常用P表示,它是指相邻两个螺纹峰之间的距离。
螺距的计算公式为P=1/n,其中n为螺纹的螺距等级。
螺距等级是螺纹的一个标准参数,根据不同的螺纹等级可以确定螺距的数值。
其次是螺纹间距的计算。
螺纹间距是指相邻两个螺纹的中心距离,通常用S表示。
螺纹间距的计算公式为S=1/n,其中n为螺纹的螺距等级。
螺纹间距与螺距之间的关系为S=P/π,即螺纹间距等于螺距除以π。
另外是螺纹高度的计算。
螺纹高度是螺纹的峰到螺纹底的距离,通常用h表示。
螺纹高度的计算公式为h=0.614×P,其中P为螺距。
螺纹高度是螺纹的一个重要参数,通常需要根据螺纹的使用要求和标准来确定其数值。
除了上述参数的计算,还需要注意螺纹的螺距角和螺纹的螺纹角。
螺距角是螺纹的螺距线与螺纹轴的夹角,螺纹角是螺纹的螺纹面的夹角。
螺纹的螺距角和螺纹角的大小会影响螺纹的螺纹效率和螺纹的螺纹质量,通常需要根据螺纹的使用要求和标准来确定其数值。
综上所述,普通螺纹的计算方法涉及螺距、螺纹间距、螺纹高度、螺距角和螺纹角等参数的计算。
在螺纹的设计和制造过程中,需要根据螺纹的使用要求和标准来确定这些参数的数值,以确保螺纹的质量和效率。
希望以上内容能够帮助您更好地理解普通螺纹的计算方法。
如果还有其他问题,欢迎继续提出,我会尽力解答。
谢谢!。
数控编程螺纹计算公式螺纹是制造工业中常用的一种连接方法。
螺纹的特点就是它的自锁性,可以牢固地连接住两个物体。
在数控加工行业中,常使用CNC设备对螺纹进行加工。
因此需要编写螺纹数控编程代码。
下面将详细介绍数控编程螺纹计算公式的相关内容以及编程规范。
1、螺纹计算公式螺纹的计算公式有很多种,下面是一个常用的计算公式:公制螺纹公式:P=1÷(0.8×π×d)公制表面粗糙度符号: Ra=Rz(最大削高度)Imperial 螺纹公式:P=1÷(8/8+5)英制表面粗糙度符号: AA=AARMS (中位面高度)其中P表示每根螺纹上的齿数,d为螺纹直径。
公制螺纹的公式和英制螺纹的公式略有不同,需要根据具体情况选择使用。
2、螺纹编程规范螺纹数控编程常用的编程语言是G代码,根据不同的数控设备厂家而定。
下面是一个常用的编程规范:1. G20或G21指令设置inch或mm在进行任何数控编程操作之前,必须先设置G20或G21指令,以明确螺旋的规格、直径等参数。
2. 根据螺距计算出移动距离在进行螺旋加工之前,必须先计算出移动距离。
移动距离应当计算出螺距的长度,再根据螺纹规格根据公式计算出每个齿的移动距离。
3. 加工初始位置的控制在确定了螺旋加工的移动距离后,还需要控制加工初始位置以确保加工的准确性。
加工初始位置的坐标系应该与螺旋的坐标系相同。
4. 使用固定的方向计算齿刀的运动在计算齿刀的运动轨迹时,必须使用固定的方向。
一般来说,为了提高加工精度,应该选择顺时针或逆时针方向作为运动方向。
5. 加工流程的控制在进行螺旋加工时,应该控制好整个加工流程,以确保加工过程的可靠性和稳定性,同时对加工过程中可能发生的异常情况进行预防控制。
总之,在进行数控编程螺纹计算公式编写时,需要注意编写规范、精确,确保螺纹加工过程的稳定性。
同时,编写人员应该具备较高的数学和机械加工知识,以确保计算和实际加工过程的一致性。
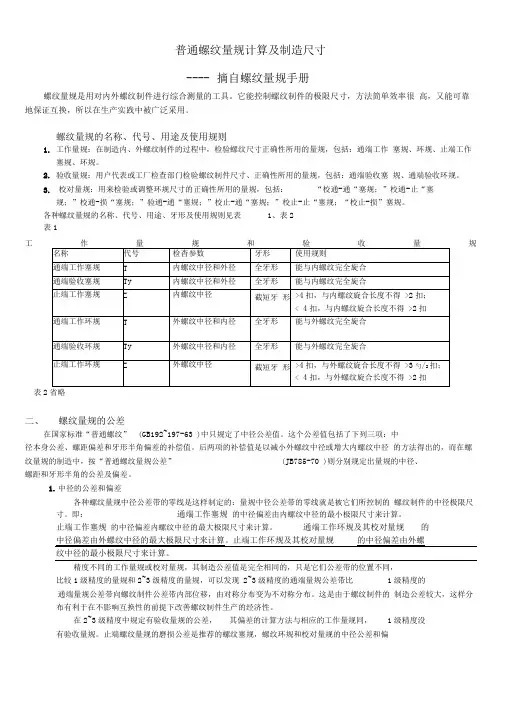
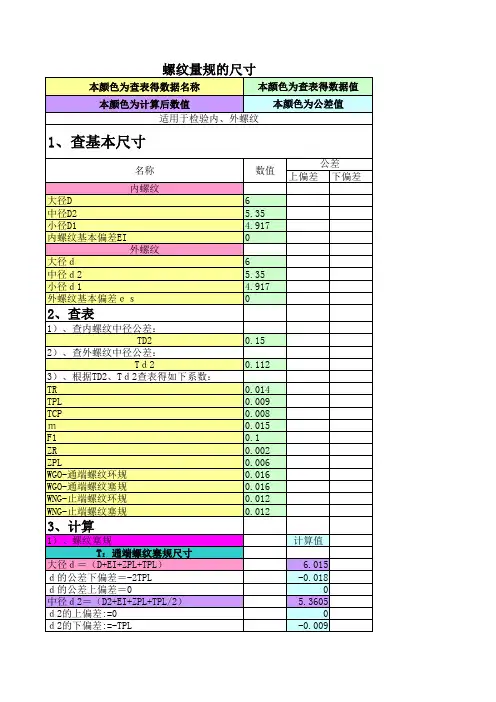
普通螺纹量规计算及制造尺寸---- 摘自螺纹量规手册螺纹量规是用对内外螺纹制件进行综合测量的工具。
它能控制螺纹制件的极限尺寸,方法简单效率很高,又能可靠地保证互换,所以在生产实践中被广泛采用。
螺纹量规的名称、代号、用途及使用规则1.工作量规:在制造内、外螺纹制件的过程中,检验螺纹尺寸正确性所用的量规,包括:通端工作塞规、环规、止端工作塞规、环规。
2.验收量规:用户代表或工厂检查部门检验螺纹制件尺寸、正确性所用的量规,包括:通端验收塞规、通端验收环规。
3.校对量规:用来检验或调整环规尺寸的正确性所用的量规,包括:“校通-通“塞规;”校通-止“塞规;”校通-损“塞规;”验通-通“塞规;”校止-通“塞规;”校止-止“塞规;“校止-损”塞规。
各种螺纹量规的名称、代号、用途、牙形及使用规则见表1、表2表1工规表2省略二、螺纹量规的公差在国家标准“普通螺纹”(GB192~197-63 )中只规定了中径公差值。
这个公差值包括了下列三项:中径本身公差、螺距偏差和牙形半角偏差的补偿值。
后两项的补偿值是以减小外螺纹中径或增大内螺纹中径的方法得出的,而在螺纹量规的制造中,按“普通螺纹量规公差”(JB785-70 )则分别规定出量规的中径、螺距和牙形半角的公差及偏差。
1.中径的公差和偏差各种螺纹量规中径公差带的零线是这样制定的:量规中径公差带的零线就是被它们所控制的螺纹制件的中径极限尺寸。
即:通端工作塞规的中径偏差由内螺纹中径的最小极限尺寸来计算。
止端工作塞规的中径偏差内螺纹中径的最大极限尺寸来计算。
通端工作环规及其校对量规的中径偏差由外螺纹中径的最大极限尺寸来计算。
止端工作环规及其校对量规的中径偏差由外螺纹中径的最小极限尺寸来计算。
精度不同的工作量规或校对量规,其制造公差值是完全相同的,只是它们公差带的位置不同,比较1级精度的量规和2~3级精度的量规,可以发现2~3级精度的通端量规公差带比1级精度的通端量规公差带向螺纹制件公差带内部位移,由对称分布变为不对称分布。
公制螺纹加工尺寸计算公式在机械加工中,螺纹加工是一项常见的工艺。
螺纹是一种具有螺旋形状的加工表面,它可以用来连接零件、传递力量或调节零件间的相对位置。
在螺纹加工中,尺寸的计算是非常重要的,因为它直接影响着螺纹的质量和精度。
本文将介绍公制螺纹加工尺寸计算公式,希望能对相关人员有所帮助。
螺纹的尺寸通常包括外径、内径、螺距等参数。
在公制螺纹加工中,常用的螺纹标准有ISO标准和GB标准。
ISO标准是国际标准化组织制定的标准,而GB标准是中国国家标准。
这两种标准都有相应的计算公式,下面将分别介绍它们的计算公式。
ISO标准的公制螺纹加工尺寸计算公式如下:1. 外径(D)的计算公式为:D = d 0.64952P。
其中,d为内径,P为螺距。
2. 内径(d)的计算公式为:d = D + 0.64952P。
3. 螺距(P)的计算公式为:P = 1/(10×n)。
其中,n为每英寸的螺纹数。
GB标准的公制螺纹加工尺寸计算公式如下:1. 外径(D)的计算公式为:D = d 0.9382P。
2. 内径(d)的计算公式为:d = D + 0.9382P。
3. 螺距(P)的计算公式为:P = 1/(10×n)。
与ISO标准相比,GB标准的计算公式中的系数略有不同,但其计算原理是相似的。
在实际的螺纹加工中,以上的计算公式是基础,但还需要根据具体的加工要求和工艺流程进行适当的修正。
例如,对于内径和外径的公差要求,需要根据实际情况进行调整;对于螺距的精度要求,也需要根据具体的使用要求进行调整。
此外,在螺纹加工中,还需要考虑到螺纹的切削工艺、刀具选择、切削速度等因素。
这些因素也会对螺纹尺寸的计算产生影响,需要在实际加工中进行综合考虑。
总之,公制螺纹加工尺寸的计算是一个复杂的过程,需要综合考虑多种因素。
本文介绍了ISO标准和GB标准的公制螺纹加工尺寸计算公式,并指出了在实际加工中需要注意的问题。
希望能对相关人员有所帮助,也希望在实际的螺纹加工中能够更加准确地计算螺纹尺寸,提高加工质量和效率。
数控编程中螺纹的计算公式在数控加工中,螺纹加工是一项常见的加工工艺,它广泛应用于机械制造、汽车制造、航空航天等领域。
螺纹加工的精度要求较高,因此在数控编程中,需要根据螺纹的参数来计算加工路径和刀具轨迹。
本文将介绍数控编程中螺纹的计算公式,帮助读者更好地理解螺纹加工的原理和方法。
螺纹的基本参数包括螺距、螺纹角、螺纹直径等。
在数控编程中,我们需要根据这些参数来计算螺纹的加工路径。
首先,我们来看一下螺距的计算公式。
螺距是螺纹每圈的进给量,它的计算公式为:P = 1 / n。
其中,P表示螺距,n表示每英寸的螺纹数。
在数控编程中,通常使用公制螺纹,因此螺距的单位为毫米。
例如,如果螺纹的每毫米螺距为0.5mm,那么每圈的进给量就是0.5mm。
接下来是螺纹角的计算公式。
螺纹角是螺纹的锥度角度,它的计算公式为:tanα = P / (π D)。
其中,α表示螺纹角,P表示螺距,D表示螺纹直径。
在数控编程中,螺纹角通常为60度,这是一种常见的标准螺纹角度。
最后是螺纹直径的计算公式。
螺纹直径是螺纹的直径,它的计算公式为:D = d 0.64952 P。
其中,D表示螺纹直径,d表示螺纹外径,P表示螺距。
在数控编程中,我们通常需要根据螺纹的外径和螺距来计算螺纹的直径。
通过以上的计算公式,我们可以根据螺纹的参数来计算螺纹的加工路径和刀具轨迹。
在数控编程中,通常会使用专门的螺纹加工指令来实现螺纹加工,例如G76指令。
这些指令会根据螺纹的参数自动生成螺纹的加工路径,大大简化了编程的复杂度。
除了基本的螺纹参数计算外,还需要考虑螺纹的进给和转速。
在数控编程中,通常会根据螺纹的参数和材料的硬度来计算螺纹的进给和转速。
进给和转速的选择会直接影响到螺纹加工的质量和效率,因此需要根据实际情况进行合理的选择。
总之,螺纹加工是数控加工中的重要工艺之一,它的精度要求较高,因此在数控编程中需要根据螺纹的参数来计算加工路径和刀具轨迹。
本文介绍了螺纹的基本参数计算公式,希望能帮助读者更好地理解螺纹加工的原理和方法。
螺纹量规的基本知识及各种螺纹的计算公式一、螺纹量规的基本知识螺纹量规是检验螺纹是否符合规定的量规。
螺纹塞规用于检验内螺纹,螺纹环规用于检验外螺纹。
螺纹是一种重要的、常用的结构要素。
螺纹主要用于结构联结、密封联结、传动、读数和承载等场合。
从一般使用条件到恶劣条件(高温、高压、严重腐蚀),从粗糙级别到很静谧,总之应用广泛。
1. 普通螺纹(又称美制螺纹或公制螺纹)M2. 美标统一螺纹它又UNC,UNF,UNEF,UN,UNS系列3. 非螺纹密封的管螺纹(旧标称圆柱管螺纹)4. 梯形螺纹5. 其他螺纹NPSM-美国标准机械联结用直管螺纹:这些内外螺纹用于内部无压力的自由机械联结,产品有直管通止环塞规检验。
NPSL-美国标准锁紧螺母用直管螺纹:这些内外螺纹用于防送螺纹的机械配合。
NH-美国标准消防栓螺纹:这些内外螺纹用于消防栓、花园水龙、化工及升降机等。
NPSH-美国标准软管联结用螺纹:这些内外螺纹用于蒸气、空气、水及其他标准管接螺纹连接的地方。
NPSC-美国标准管接用直管螺纹:管接头与内直管螺纹牙形相同,当其外锥螺纹NPT进行密封填料的装配时经扳手旋紧,通常均能构成密封联结,多用于低压管路系统。
NPSF-美国标准油路干密封螺纹:这些内螺纹用于软材料或球墨铸铁件上不用密封与NPTF外螺纹装配。
NPSI-美国标准干密封中间螺纹:这些内螺纹用于硬材质或脆性材质与PTF-SAE短外螺纹的装配,但也可以用于NPTF外螺纹全长度装配。
-二、气瓶专用锥度量规气瓶专用锥度螺纹用于各类钢瓶(如氧气瓶、煤气罐、乙炔气瓶等)瓶体与阀门的连接。
螺纹连接的锁紧与密封的可靠程度是生产和使用过程中,保证安全的主要因素。
可供PZ19.2PZ19.8PZ27.8PZ39锥度螺纹环规、塞规、丝锥三、米制梯形螺纹Tr梯形螺纹主要用于传动(进给和升降)和位置调整装置中,在机械行业有着广泛的使用。
一般用途米制梯形螺纹的公差采用了米制普通螺纹的公差制,对螺纹的导程(螺距)和亚测角等单项参数没有规定单独的公差值。
普通圆柱螺纹量规计算及编程
周远军
【期刊名称】《计量技术》
【年(卷),期】2007(000)008
【摘要】本文主要介绍了通用圆柱螺纹量规的大径、中径和小径的通用计算方法,并以计算非标螺纹量规为例说明量规各个数据计算方法,给出了软件编程流程图及软件编写过程中的注意事项.
【总页数】4页(P67-70)
【作者】周远军
【作者单位】中国南车集团资阳机车有限公司,资阳,641301
【正文语种】中文
【中图分类】TG8
【相关文献】
1.普通圆柱螺纹量规计算及编程 [J], 周远军
2.基于MFC和COM的圆柱螺纹量规参数自动化计算与报表 [J], 张明志;王磊
3.圆柱螺纹量规测量结果的快速计算 [J], 杨捍东
4.基于Visual Basic的圆柱螺纹量规尺寸计算 [J], 臧军;王超
5.基于Visual Basic的圆柱螺纹量规参数计算 [J], 张川;孙兵
因版权原因,仅展示原文概要,查看原文内容请购买。
螺纹量具尺寸计算大全
一、UN螺纹
1、标准UN螺纹量具尺寸参见《常用螺纹量规使用尺寸手册》。
标准UN螺纹塞规
PL a
D2为MIN工件中径;D2+TD2为MAX工件中径。
标准UN螺纹环规
R a
2、带底径圆弧及非标时,尺寸设计可分别参照下表中计算。
美制统一UN螺纹量规尺寸计算
d2+es=MAX d2;d2+es-T d2=MIN d2;
T R为中径公差、T a为顶径公差,由查表所得。
(《常用螺纹量规使用尺寸手册》P184);
Td2=C×0.015[
D0
3+Le
10+
1
N2
3
],数值由查表所得。
(《常用螺纹量规使用尺寸
手册》P178)
UNJ螺纹量规尺寸计算
环规篇
UNJ螺纹的量规标准为(ASME B1.23/ASME B1.2),UNJ螺纹的小径尺寸不同于UN螺纹的小径尺寸,环规尺寸要调整。
R值为外螺纹牙底圆弧半径,不小于0.15011P,R值可查表(《螺纹标准手册》P350)。
锯齿形螺纹量规尺寸计算
注:D
2
+EI+T D2和d2+es为MAX中径;d2+es-T d2为MIN中径。
塞规T大径计算中,D表示规格(例:4-1/2-8BUTT中塞规大径计算中D=4.5×25.4=114.3)。
其它查表所得。
四、公制螺纹
参照标准GB/T3934-2003和GB/T193-2003
公制螺纹量规尺寸计算
D2+EI+T D2d2+es为MAX中径;d2+es-T d2为MIN中径。