表面粗糙度的标注方法有了新规定
- 格式:doc
- 大小:625.32 KB
- 文档页数:6
新国标表面粗糙度在autocad中的标注方法
在AutoCAD中,可以通过以下步骤标注新国标表面粗糙度:
1. 打开AutoCAD,打开需要标注表面粗糙度的图纸。
2. 在绘图界面上方的“注释”选项卡中,选择“标注”面板下的“添加注释”工具。
3. 在弹出的“添加注释”对话框中,选择合适的注释类型,例如“直径标注”或“半径标注”,根据需要选择合适的标注样式。
4. 将鼠标移动到需要标注的表面粗糙度位置,点击一次确定起点,然后移动鼠标到终点位置,点击第二次确定终点。
5. 在弹出的“标注”对话框中,选择“新国标表面粗糙度”作为注释的类型。
6. 输入表面粗糙度数值,可以根据实际需要选择合适的显示格式和精度。
7. 确定设置完成后,点击“应用”按钮,将表面粗糙度标注添加到图纸中。
8. 重复以上步骤,为其他需要标注的表面粗糙度位置添加标注。
9. 完成标注后,保存图纸并进行打印或导出为其他格式,以便分享或使用。
请注意,以上步骤仅为一种常见的标注方法,实际操作可能会因个人需求和软件版本的不同而有所差异。
建议参考AutoCAD软件的帮助文档或查阅相关教程,以便更准确地了解如何标注新国标表面粗糙度。

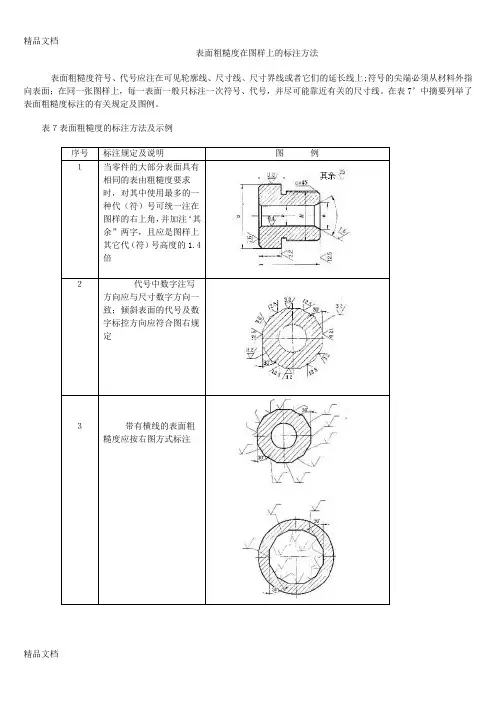
表面粗糙度在图样上的标注方法表面粗糙度符号、代号应注在可见轮廓线、尺寸线、尺寸界线或者它们的延长线上;符号的尖端必须从材料外指向表面;在同一张图样上,每一表面一般只标注一次符号、代号,并尽可能靠近有关的尺寸线。
在表7’中摘要列举了表面粗糙度标注的有关规定及图例。
表7表面粗糙度的标注方法及示例机械零件表面粗糙度的选择表面粗糙度是反映零件表面微观几何形状误差的一个重要技术指标,是检验零件表面质量的主要依据;它选择的合理与否,直接关系到产品的质量、使用寿命和生产成本。
机械零件表面粗糙度的选择方法有3种,即计算法、试验法和类比法。
在机械零件设计工作中,应用最普通的是类比法,此法简便、迅速、有效。
应用类比法需要有充足的参考资料,现有的各种机械设计手册中都提供了较全面的资料和文献。
最常用的是与公差等级相适应的表面粗糙度。
在通常情况下,机械零件尺寸公差要求越小,机械零件的表面粗糙度值也越小,但是它们之间又不存在固定的函数关系。
例如一些机器、仪器上的手柄、手轮以及卫生设备、食品机械上的某些机械零件的修饰表面,它们的表面要求加工得很光滑即表面粗糙度要求很高,但其尺寸公差要求却很低。
在一般情况下,有尺寸公差要求的零件,其公差等级与表面粗糙度数值之间还是有一定的对应关系的。
在一些机械零件设计手册和机械制造专著中,对机械零件的表面粗糙度和机械零件的尺寸公差关系的经验及计算公式都有很多介绍,并列表供读者选用,但只要细心阅来,就会发现,虽然采取完全相同的经验计算公式,但所列表中的数值也不尽相同,有的还有很大的差异。
这就给不熟悉这方面情况的人带来了迷惑。
同时也增加了他们在机械零件工作中选择表面粗糙度的困难。
在实际工作中,对于不同类型的机器,其零件在相同尺寸公差的条件下,对表面粗糙度的要求是有差别的。
这就是配合的稳定性问题。
在机械零件的设计和制造过程中,对于不同类型的机器,其零件的配合稳定性和互换性的要求是不同的。
在现有的机械零件设计手册中,反映的主要有以下3种类型:∙第1类主要用于精密机械,对配合的稳定性要求很高,要求零件在使用过程中或经多次装配后,其零件的磨损极限不超过零件尺寸公差值的10%,这主要应用在精密仪器、仪表、精密量具的表面、极重要零件的摩擦面,如汽缸的内表面、精密机床的主轴颈、坐标镗床的主轴颈等。
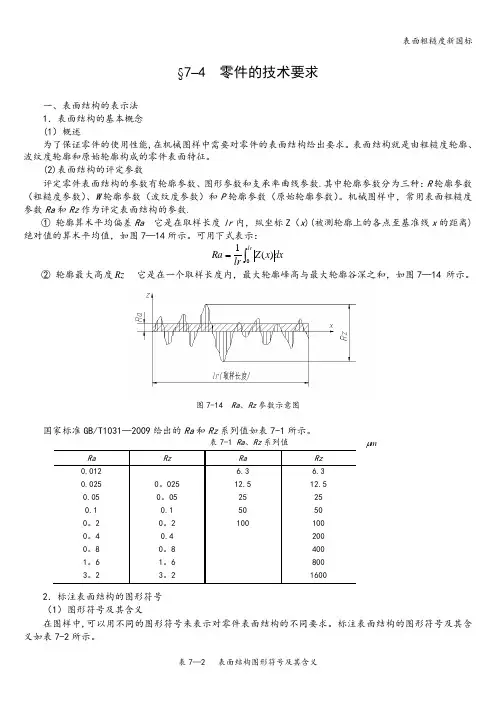
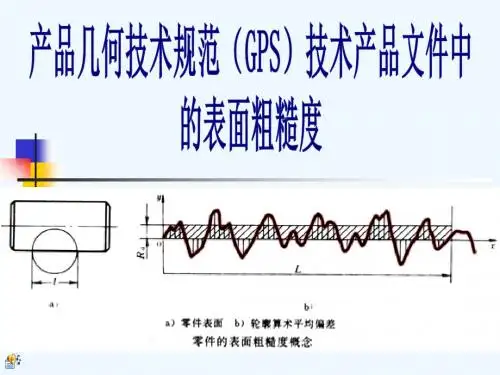
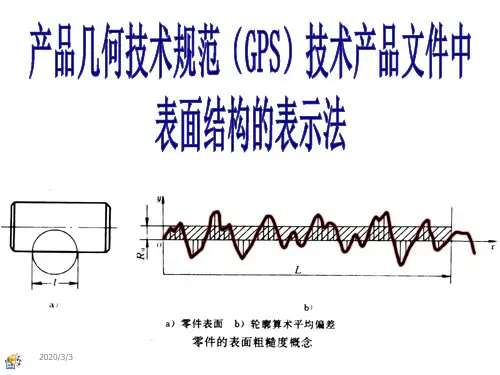
§7–4 零件的技术要求一、表面结构的表示法1.表面结构的基本概念 (1)概述为了保证零件的使用性能,在机械图样中需要对零件的表面结构给出要求。
表面结构就是由粗糙度轮廓、波纹度轮廓和原始轮廓构成的零件表面特征。
(2)表面结构的评定参数评定零件表面结构的参数有轮廓参数、图形参数和支承率曲线参数.其中轮廓参数分为三种:R 轮廓参数(粗糙度参数)、W 轮廓参数(波纹度参数)和P 轮廓参数(原始轮廓参数)。
机械图样中,常用表面粗糙度参数Ra 和Rz 作为评定表面结构的参数.① 轮廓算术平均偏差Ra 它是在取样长度lr 内,纵坐标Z (x )(被测轮廓上的各点至基准线x 的距离)绝对值的算术平均值,如图7—14所示。
可用下式表示:dx x Z lr Ra lr⎰=0)(1② 轮廓最大高度Rz 它是在一个取样长度内,最大轮廓峰高与最大轮廓谷深之和,如图7—14 所示。
图7-14 Ra 、Rz 参数示意图国家标准GB/T1031—2009给出的Ra 和Rz 系列值如表7-1所示。
表7-1 Ra 、Rz 系列值 m μRaRzRaRz0.0126.3 6.3 0.025 0。
025 12.5 12.5 0.05 0。
05 25 25 0.1 0.1 50 50 0。
2 0。
2 100100 0。
4 0.4 200 0。
8 0。
8 400 1。
6 1。
6 800 3。
23。
216002.标注表面结构的图形符号 (1)图形符号及其含义在图样中,可以用不同的图形符号来表示对零件表面结构的不同要求。
标注表面结构的图形符号及其含义如表7-2所示。
表7—2 表面结构图形符号及其含义符号名称符号样式含义及说明基本图形符号未指定工艺方法的表面;基本图形符号仅用于简化代号标注,当通过一个注释解释时可单独使用,没有补充说明时不能单独使用扩展图形符号用去除材料的方法获得表面,如通过车、铣、刨、磨等机械加工的表面;仅当其含义是“被加工表面”时可单独使用用不去除材料的方法获得表面,如铸、锻等;也可用于保持上道工序形成的表面,不管这种状况是通过去除材料或不去除材料形成的完整图形符号在基本图形符号或扩展图形符号的长边上加一横线,用于标注表面结构特征的补充信息工件轮廓各表面图形符号当在某个视图上组成封闭轮廓的各表面有相同的表面结构要求时,应在完整图形符号上加一圆圈,标注在图样中工件的封闭轮廓线上.(2)图形符号的画法及尺寸图形符号的画法如图7—15所示,表7—3列出了图形符号的尺寸。

表面粗糙度的标注方法有了新规定表面粗糙度是工程图样和技术文件中的重要内容,GB/T 131‐2006《产品几何技术规范(GPS )技术产品文件中表面结构的表示法》等同采用国际标准,于2007‐02‐01起代替GB/T 131‐1993。
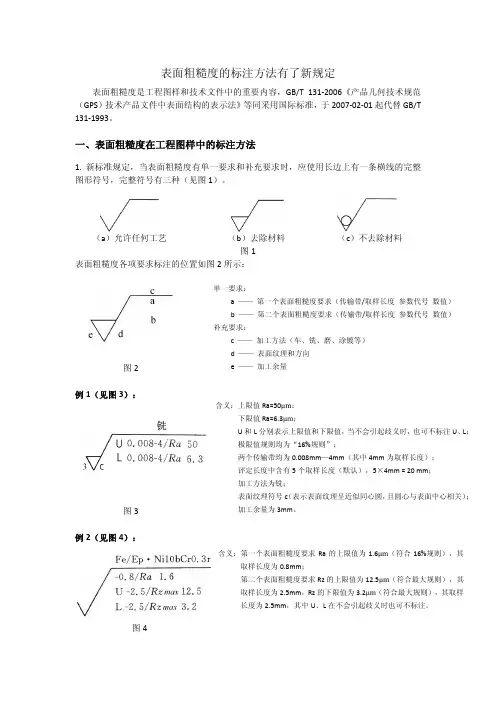
一、表面粗糙度在工程图样中的标注方法1. 新标准规定,当表面粗糙度有单一要求和补充要求时,应使用长边上有一条横线的完整图形符号,完整符号有三种(见图1)。
(a )允许任何工艺 (b )去除材料 (c )不去除材料图1表面粗糙度各项要求标注的位置如图2所示:图2例1(见图3):图3例2(见图4):图4例3(传输带/取样长度为默认值,评定长度中所含取样长度的个数不是默认的5,而是含有3个取样长度,见图5):图5例4(见图6):图62. 表面粗糙度的注写和读取方向要与尺寸的注写和读取方向一致(见图7),并标注在轮廓线上(轮廓线的延长线上)或指引线上(见图8和图9)。
图7 图8(a ) (b )图93. 必要时也可标注在特征尺寸的尺寸线上(见图10和图11)或形位公差的框格上(见图12)。
图10(a) (b)图11(a) (b)图124. 当多个表面有相同要求或图纸空间有限时,可采用简化注法(见图13~图15)。
注:图示的表面粗糙度符号是指对图形中封闭轮廓的周边六个面的共同要求(不包括前后面)。
图13(a) (b)注:多数表面有相同要求,可统一标注在标题栏的附近,而不是标注在图形的右上角。
图14(a)(b)注:用带字母或不带字母的图形符号,以等式的形式注写在图形或标题栏附近。
图155. 两种或多种工艺获得的同一表面的注法(见图16)。
注:同时给出镀覆前后的表面粗糙度要求的注法。
图16二、标注表面粗糙度以前应弄清楚的几个问题1. 什么是传输带/取样长度?其具体数值是多少?在图样上如何标注?在什么情况下可不标注?2. 什么是评定长度?它与取样长度有什么关系?在图样上如何标注?在什么情况下可不标注?3. 极限值的两个判断规则是什么?在图样上如何表示?4. 单向极限和双向极限在图样上如何表示?在什么情况下可省略“U”、“L”?5. Rz的含义是什么?它与原Ry是什么关系?参考资料GB/T 131-2006产品几何技术规范(GPS)技术产品文件中表面结构的表示法李震、崔长德 2007-05-20。
表面粗糙度在图样上的标注方法表面粗糙度符号、代号应注在可见轮廓线、尺寸线、尺寸界线或者它们的延长线上;符号的尖端必须从材料外指向表面;在同一张图样上,每一表面一般只标注一次符号、代号,并尽可能靠近有关的尺寸线。
在表7’中摘要列举了表面粗糙度标注的有关规定及图例。
表7表面粗糙度的标注方法及示例机械零件表面粗糙度的选择表面粗糙度是反映零件表面微观几何形状误差的一个重要技术指标,是检验零件表面质量的主要依据;它选择的合理与否,直接关系到产品的质量、使用寿命和生产成本。
机械零件表面粗糙度的选择方法有3种,即计算法、试验法和类比法。
在机械零件设计工作中,应用最普通的是类比法,此法简便、迅速、有效。
应用类比法需要有充足的参考资料,现有的各种机械设计手册中都提供了较全面的资料和文献。
最常用的是与公差等级相适应的表面粗糙度。
在通常情况下,机械零件尺寸公差要求越小,机械零件的表面粗糙度值也越小,但是它们之间又不存在固定的函数关系。
例如一些机器、仪器上的手柄、手轮以及卫生设备、食品机械上的某些机械零件的修饰表面,它们的表面要求加工得很光滑即表面粗糙度要求很高,但其尺寸公差要求却很低。
在一般情况下,有尺寸公差要求的零件,其公差等级与表面粗糙度数值之间还是有一定的对应关系的。
在一些机械零件设计手册和机械制造专著中,对机械零件的表面粗糙度和机械零件的尺寸公差关系的经验及计算公式都有很多介绍,并列表供读者选用,但只要细心阅来,就会发现,虽然采取完全相同的经验计算公式,但所列表中的数值也不尽相同,有的还有很大的差异。
这就给不熟悉这方面情况的人带来了迷惑。
同时也增加了他们在机械零件工作中选择表面粗糙度的困难。
在实际工作中,对于不同类型的机器,其零件在相同尺寸公差的条件下,对表面粗糙度的要求是有差别的。
这就是配合的稳定性问题。
在机械零件的设计和制造过程中,对于不同类型的机器,其零件的配合稳定性和互换性的要求是不同的。
在现有的机械零件设计手册中,反映的主要有以下3种类型:∙第1类主要用于精密机械,对配合的稳定性要求很高,要求零件在使用过程中或经多次装配后,其零件的磨损极限不超过零件尺寸公差值的10%,这主要应用在精密仪器、仪表、精密量具的表面、极重要零件的摩擦面,如汽缸的内表面、精密机床的主轴颈、坐标镗床的主轴颈等。
表面粗糙度的标注方法新规表面粗糙度是工程图样和技术文件中的重要内容,GB/T 131‐2006《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》等同采用国际标准,于2007‐02‐01 起代替GB/T131‐1993。
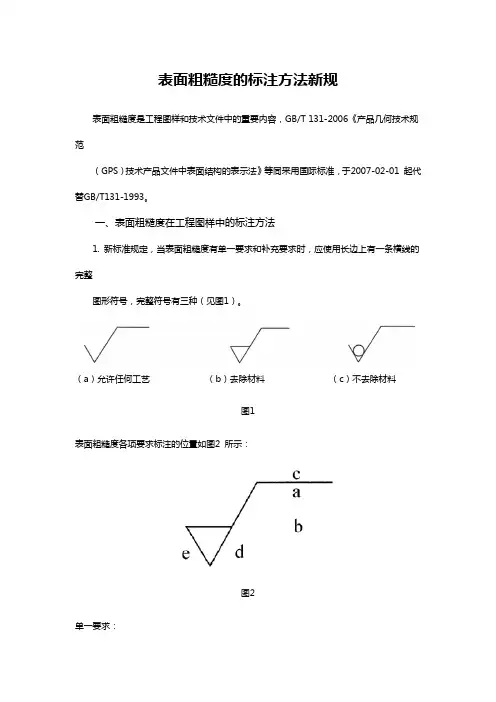
一、表面粗糙度在工程图样中的标注方法1. 新标准规定,当表面粗糙度有单一要求和补充要求时,应使用长边上有一条横线的完整图形符号,完整符号有三种(见图1)。
(a)允许任何工艺(b)去除材料(c)不去除材料图1表面粗糙度各项要求标注的位置如图2 所示:图2单一要求:a ——第一个表面粗糙度要求(传输带/取样长度参数代号数值)b ——第二个表面粗糙度要求(传输带/取样长度参数代号数值)补充要求:c ——加工方法(车、铣、磨、涂镀等)d ——表面纹理和方向e ——加工余量例1(见图3):图3含义:上限值Ra=50μm;下限值Ra=6.3μm;U 和L 分别表示上限值和下限值,当不会引起歧义时,也可不标注U、L;极限值规则均为“16%规则”;两个传输带均为0.008mm—4mm(其中4mm 为取样长度);评定长度中含有5 个取样长度(默认),5×4mm = 20 mm;加工方法为铣;表面纹理符号c(表示表面纹理呈近似同心圆,且圆心与表面中心相关);加工余量为3mm。
例2(见图4):图4含义:第一个表面粗糙度要求Ra 的上限值为1.6μm(符合16%规则),其取样长度为0.8mm;第二个表面粗糙度要求Rz 的上限值为12.5μm(符合最大规则),其取样长度为2.5mm,Rz 的下限值为3.2μm(符合最大规则),其取样长度为2.5mm,其中U、L 在不会引起歧义时也可不标注。
例3(传输带/取样长度为默认值,评定长度中所含取样长度的个数不是默认的5,而是含有3 个取样长度,见图5):图5含义:传输带/取样长度为默认值;评定长度为3 个取样长度;默认Rz 为上限值要求,Rz = 6.3μm,符合最大规则。
表面粗糙度的新标注方法表面粗糙度是工程图样和技术文件中的重要内容,GB/T 131‐2006《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》等同采用国际标准,于2007‐02‐01 起代替GB/T131‐1993。
一、表面粗糙度在工程图样中的标注方法1. 新标准规定,当表面粗糙度有单一要求和补充要求时,应使用长边上有一条横线的完整图形符号,完整符号有三种(见图1)。
(a)允许任何工艺(b)去除材料(c)不去除材料图1表面粗糙度各项要求标注的位置如图2 所示:图2单一要求:a ——第一个表面粗糙度要求(传输带/取样长度参数代号数值)b ——第二个表面粗糙度要求(传输带/取样长度参数代号数值)补充要求:c ——加工方法(车、铣、磨、涂镀等)d ——表面纹理和方向e ——加工余量例1(见图3):图3含义:上限值Ra=50μm;下限值Ra=6.3μm;U 和L 分别表示上限值和下限值,当不会引起歧义时,也可不标注U、L;极限值规则均为“16%规则”;两个传输带均为0.008mm—4mm(其中4mm 为取样长度);评定长度中含有5 个取样长度(默认),5×4mm = 20 mm;加工方法为铣;表面纹理符号c(表示表面纹理呈近似同心圆,且圆心与表面中心相关);加工余量为3mm。
例2(见图4):图4含义:第一个表面粗糙度要求Ra 的上限值为1.6μm(符合16%规则),其取样长度为0.8mm;第二个表面粗糙度要求Rz 的上限值为12.5μm(符合最大规则),其取样长度为2.5mm,Rz 的下限值为3.2μm(符合最大规则),其取样长度为2.5mm,其中U、L 在不会引起歧义时也可不标注。
例3(传输带/取样长度为默认值,评定长度中所含取样长度的个数不是默认的5,而是含有3 个取样长度,见图5):图5含义:传输带/取样长度为默认值;评定长度为3 个取样长度;默认Rz 为上限值要求,Rz = 6.3μm,符合最大规则。
粗糙度新标准标注方法一、前言粗糙度是表征物体表面形貌粗糙程度的重要参数,并且在工程领域具有广泛的应用。
而粗糙度的标注方法则非常重要,这不仅有利于确保产品质量,而且可以消除工业上的误解和不必要的争议。
目前,在世界各地使用的标准、说明和规范关于粗糙度标注方法的描述各有不同。
为了增强全球标准的一致性,确保在粗糙度测量和控制方面的相互可比性和互操作性,制定粗糙度新标准标注方法十分必要。
本文将介绍粗糙度新标准标注方法,旨在为大家提供有关粗糙度标注方法的全面理解。
本文将分为以下十个部分:二、基本定义表面粗糙度:指物体表面形貌的不规则程度,通常用Ra或Rz等指标表示。
Ra:表示表面粗糙度的一般参数,通常采用平均粗糙度值计算,以nm、μm、mm等为单位。
Rz:表示表面粗糙度的极限参数值,通常采用峰-谷高度的绝对值之和计算,以μm为单位。
三、表面形状误差表面形状误差通常由以下四个部分组成:①直线度:对于平面表面,考虑与绝对平面的偏差值,表示为线性尺寸单位。
②平面度:对于曲面表面,偏差值在整个测量长度范围内表现出的形状偏差,表示为线性尺寸单位。
③圆度:在表面的测量长度内,与几何元素固有形状相比的偏差值,表示为角度单位。
④突出度:抛光表面在其表面上凸出的部分的高度与其平均值之间的差值。
四、标准换算为便于实际应用,通常需要将不同单位之间的粗糙度标准进行转换。
常用换算公式如下:①Ra值:m<sup>-1</sup> = 40Rz / π;②Ra值:μm = 10Rz;③Ra值:μinch = 400Rz / 3.14;④Rz值:μm = 0.0254Ra值五、表面粗糙度评价参数用来描述表面粗糙度的评价参数有很多,以下是一些常用的评价参数:①Ra值:平均粗糙度值Ra = 1/n Σzi;②Rz值:峰域 Rz = (Ry1 + Rz2 + Rz3 +...+ Rzn) / n;③Rmax值:最高峰 Rmax = max(zi);④Ry值:分别在10%、25%、50%、75%的分位数处切分,计算其中心线的偏移 Zp,然后取 Zi 的平均值;⑤Rk值:较大元素的平均大小表示为 Ra,在平均值的基础上设置的偏差值。
表面粗糙度的标注方法有了新规定
——华科大教师团队内部资料
表面粗糙度是工程图样和技术文件中的重要内容,GB/T 131‐2006《产品几何技术规范(GPS)技术产品文件中表面结构的表示法》等同采用国际标准,于2007‐02‐01 起代替
GB/T131‐1993。
一、表面粗糙度在工程图样中的标注方法
1. 新标准规定,当表面粗糙度有单一要求和补充要求时,应使用长边上有一条横线的完整
图形符号,完整符号有三种(见图1)。
c)不去除材料b()去除材料((a)允许任何工艺
1
图 2 所示:表面粗糙度各项要求标注的位置如图
2
图单一要求:数值)——第一个表面粗糙度要求(传输带/取样长度参数代号a
数值)取样长度参数代号第二个表面粗糙度要求(传输带b —— / 补充要求:——加工方法(车、铣、磨、涂镀等)c
表面纹理和方向——d
——加工余量e
):3(见图1例
3
图 Ra=50μm;含义:上限值 Ra=6.3μm;下限值;U、L和U L 分别表示上限值和下限值,当不会引起歧义时,也可不标注规则”;极限值规则均为“16% 为取样长度);4mm(其中4mm 两个传输带均为0.008mm—;×4mm = 20 mm评定长度中含有5 个取样长度(默认),5 加工方法
为铣;(表示表面纹理呈近似同心圆,且圆心与表面中心相关);表面纹理符号c 3mm。
加工余量为
4):例2(见图
4
图的上限值为1.6μm(符合16%规则),其含义:第一个表面粗糙度要求Ra
取样长度为0.8mm; Rz 的上限值为12.5μm(符合最大规则),其第二个表面粗糙度要求的下限值为3.2μm(符合最大规则),其取样,取样长度为2.5mmRz
、UL 在不会引起歧义时也可不标注。
长度为2.5mm,其中,而是含取样长度为默认值,评定长度中所含取样长度的个数不是默认的例3(传输带/5 5):个取样长度,见图有3
5图
含义:传输带/取样长度为默认值;
评定长度为3 个取样长度;
默认Rz 为上限值要求,Rz = 6.3μm,符合最大规则。
例4(见图6):
6
图取样长度为默认值;含义:传输带/ 个取样长度;默认评定长度为5
16%规则。
为上限值要求,Ra = 1.6μm,默认符合默认Ra
并标注在轮廓)(见图7,2. 表面粗糙度的注写和读取方向要与尺寸的注写和读取方向一致)。
和图9线上(轮廓线的延长线上)或指引线上(见图8
9图)或形位公差的框格上(见图和图必要时也可标注在特征尺寸的尺寸线上(见图3. 10 11 )。
12.
10图
)。
154. 当多个表面有相同要求或图纸空间有限时,可采用简化注法(见图13~图
图示的表面粗糙度符号是指对图形中封闭轮廓的周边六个面的共同要求注:(不包括前后面)。
13
图
))(b(a 注:多数表面有相同要求,可统一标注在标题
栏的附近,而不是标注在图形的右上角。
14
图
注:用带字母或不带字母的图形符号,以等式的形式注写在图形或标题栏附近。
15 图)。
165. 两种或多种工艺获得的同一表面的注法(见图
注:同时给出镀覆前后的表面粗糙度要求的注法。
16
图
二、标注表面粗糙度以前应弄清楚的几个问题
1. 什么是传输带/取样长度?其具体数值是多少?在图样上如何标注?在什么情况下可不标注?
2. 什么是评定长度?它与取样长度有什么关系?在图样上如何标注?在什么情况下可不标注?
3. 极限值的两个判断规则是什么?在图样上如何表示?
4. 单向极限和双向极限在图样上如何表示?在什么情况下可省略“U”、“L”?
5. Rz 的含义是什么?它与原Ry 是什么关系?
参考资料
)技术产品文件中表面结构的表示法GPS产品几何技术规范(GB/T 131-2006。