缺陷种类及产生原因
- 格式:ppt
- 大小:4.98 MB
- 文档页数:48
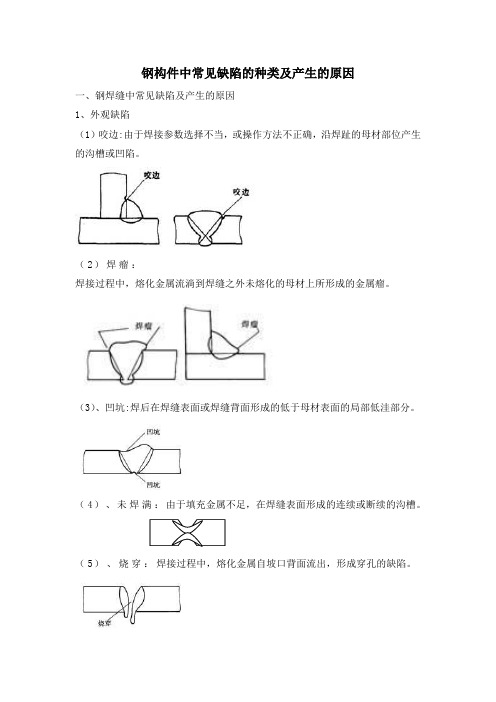
钢构件中常见缺陷的种类及产生的原因一、钢焊缝中常见缺陷及产生的原因1、外观缺陷(1)咬边:由于焊接参数选择不当,或操作方法不正确,沿焊趾的母材部位产生的沟槽或凹陷。
(2)焊瘤:焊接过程中,熔化金属流淌到焊缝之外未熔化的母材上所形成的金属瘤。
(3)、凹坑:焊后在焊缝表面或焊缝背面形成的低于母材表面的局部低洼部分。
(4)、未焊满:由于填充金属不足,在焊缝表面形成的连续或断续的沟槽。
(5)、烧穿:焊接过程中,熔化金属自坡口背面流出,形成穿孔的缺陷。
(6)、其他表面缺陷①表面成形不良②错边③塌陷④弧坑⑤焊接变形2、气孔:焊接时,熔池中的气泡在凝固时未能逸出而残留下来所形成的空穴。
气孔可分为密集气孔、条虫状气孔和针状气孔等。
3、夹渣:焊后残留在焊缝中的焊渣。
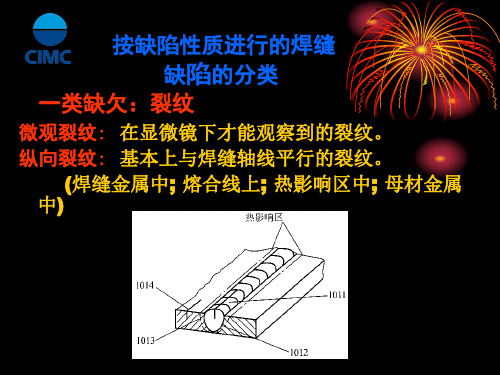
4、焊接裂纹:在焊接应力及其他致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏而形成的新界面所产生的缝隙。
它具有尖锐的缺口和大的长宽比的特征。
5、未焊透:焊接时接头根部未完全熔透的现象,对对接焊缝也指焊缝深度未达到设计要求的现象。
6.未熔合:熔焊时,焊道与母材之间或焊道与焊道之间,未完全熔化结合的部分,电阻点焊指母材与母材之间未完全熔化结合的部分。
二、铸件中常见缺陷及产生的原因序缺陷名称缺陷特征1 气孔在铸件内部、表面或近于表面处,有大小不等的光滑孔眼,形状有圆的、长的及不规则的,有单个的,也有聚集成片的。
颜色有白色的或带一层暗色,有时覆有一层氧化皮。
2 缩孔在铸件厚断面内部、两交界面的内部及厚断面和薄断面交接处的内部或表面,形状不规则,孔内粗糙不平,晶粒粗大。
3 疏松在铸件内部微小而不连贯的缩孔,聚集在一处或多处,晶粒粗大,各晶粒间存在很小的孔眼,水压试验时渗水。
4 密集气孔在铸件内部或表面形状不规则的孔眼。
孔眼不光滑,里面全部或部分充塞着熔渣。
5 热裂在铸件上有穿透或不穿透的裂纹(注要是弯曲形的),开裂处金属表皮氧化。
6 冷裂在铸件上有穿透或不穿透的裂纹(主要是直的),开裂处金属表皮氧化。
第七章缺陷的种类及产生的原因缺陷是指产品或系统设计或制造过程中的不完善之处,可能导致产品质量不达标、功能缺失、性能不稳定等问题。
在第七章中,我们将讨论缺陷的种类以及这些缺陷产生的原因。
首先,我们来介绍几种常见的缺陷类型:1.功能缺陷:产品或系统无法按照设计或预期的功能运行,无法满足用户需求。
例如,一个文字处理软件无法正确打开一些文件格式。
2.可靠性缺陷:产品或系统在长时间使用或特定条件下出现故障或不稳定。
例如,一台电器在高温环境下容易过热并导致断电。
3.安全性缺陷:产品或系统存在潜在的威胁用户安全的漏洞或弱点。
例如,一个电子商务网站的支付系统没有有效的加密机制,容易导致用户的个人信息被盗。
4.易用性缺陷:产品或系统使用过程中存在操作复杂、界面不友好等问题,用户难以理解和掌握。
例如,一个手机应用程序的设置界面过于复杂,导致用户无法轻松调整功能设置。
5.兼容性缺陷:产品或系统在与其他设备或软件进行协作时出现问题,无法与其正常沟通或共享数据。
例如,一个操作系统无法与特定型号的打印机进行连接。
接下来,我们来探讨导致这些缺陷产生的原因:1.设计不合理:产品或系统在设计阶段没有充分考虑用户需求、使用场景和可能出现的问题,导致功能缺失、易用性差等问题。
2.编程错误:在软件开发过程中,程序员可能会犯错或存在逻辑错误,导致功能异常、安全漏洞等问题。
3.制造过程缺陷:在产品制造过程中,可能存在材料不合格、工艺不标准等问题,导致产品质量缺陷。
4.管理不善:项目管理不善,导致定义不清晰的需求、进度控制不足等问题,从而导致缺陷的产生。
5.版本控制不当:软件开发过程中,管理人员未能正确管理和控制不同版本的代码,导致错误的代码被部署到生产环境中。
总结起来,缺陷的种类和产生原因是多种多样的,包括设计不合理、编程错误、制造过程缺陷等。
为了减少和避免这些缺陷,企业应加强项目管理、进行有效的质量控制,并投入足够的时间和资源进行测试和验证工作,以确保产品或系统达到用户的要求和期望。
产品缺陷的概念和种类概念产品缺陷指的是产品在设计、制造或售后服务过程中出现的错误或缺陷。
它可能导致产品无法正常使用、功能不完善或存在安全隐患等问题。
产品缺陷在市场经济中非常常见,消费者购买产品后发现问题时,他们常常会寻求售后维权或者要求退货。
产品缺陷的种类1. 设计缺陷:设计缺陷指的是产品在设计阶段就存在的问题,导致产品无法满足消费者需求或者容易出现故障。
设计缺陷可能源自于设计师对产品功能的理解错误、抄袭他人设计或者不同厂家间技术差异等。
比如,某个家电公司生产的电饭锅在设计时忽略了实际需求,导致加热不均匀或者小心烧焦食物。
2. 制造缺陷:制造缺陷指的是产品在制造过程中出现的错误,导致产品无法正常工作或者存在安全隐患。
制造缺陷可能来自于工艺不当、原材料选择有误、生产设备老化或者操作失误等。
比如,某个汽车制造商在生产过程中没有严格控制质量,导致汽车零部件容易断裂或者接缝易开裂。
3. 包装缺陷:包装缺陷指的是产品在包装过程中出现的问题,导致产品容易损坏或者影响产品使用。
包装缺陷可能产生于包装材料的质量问题、包装设计的不合理或者包装过程中的操作失误等。
比如,某个食品生产企业在包装产品时使用了低质量的塑料袋,导致产品在运输过程中易破裂,影响食品的安全性。
4. 表示缺陷:表示缺陷指的是产品在市场营销过程中表述失误或者虚假宣传等问题,导致消费者对产品性能、功能或者质量有误解。
表示缺陷可能来自于企业在广告宣传中的夸大其词、销售人员对产品性能的不正确说明或者标签贴错等。
比如,某个化妆品公司在产品广告中宣称可以即时祛皱,吸引了很多消费者购买,但实际效果却非常有限。
5. 效能缺陷:效能缺陷指的是产品在正常使用时无法满足消费者的期望或者功能不完善的问题。
效能缺陷可能源自于产品设计时对市场需求的误判、制造工艺的不完善或者未发现的技术难题等。
比如,某个电子公司生产的智能手机屏幕显示效果不清晰,导致用户体验差。
6. 安全缺陷:安全缺陷指的是产品在使用过程中存在安全隐患或者对用户造成伤害的问题。

玻璃中常见缺陷种类及主要来源和控制方法
1.气泡缺陷
气泡是玻璃中最常见的缺陷之一,它们通常是由于熔炼过程中残留的气体导致的,在玻璃冷却过程中凝固形成。
气泡的大小和分布对玻璃的质量和透明度都有重要影响。
控制方法:在原料的选择和制备过程中,尽量避免含有挥发性物质或气体;加强玻璃熔炼过程中的脱气处理;调整玻璃制备过程中的温度和工艺参数,以控制气泡的大小和分布。
2.夹杂物
夹杂物是指在玻璃中存在的固体或液体杂质,通常表现为颜色或形状的异物。
夹杂物的存在会影响玻璃的外观和光学性能。
控制方法:严格控制原料的纯度和质量;提高炉窑和设备的清洁度;优化工艺参数,加强熔炼的控制和过滤处理。
3.石英点缺陷
石英点是玻璃中具有一定尺寸和形状的晶体,通常呈现为白色。
石英点的存在会降低玻璃的透明度和耐磨性。
控制方法:原料的选择和处理中尽量避免石英颗粒等杂质的存在;优化熔炼工艺,控制玻璃熔融液中的结晶过程。
4.线状缺陷
线状缺陷通常表现为细长的条纹或纤维状的物质,对玻璃的光学性能和强度会产生重要影响。
控制方法:优化原料的处理和质量控制,降低不溶物的含量;定期维护和更换工艺设备,减少颗粒的产生;加强熔炼过程中的温度和熔融液流动控制。

设备缺陷的定义设备缺陷的定义设备缺陷是指制造、运输、安装或使用过程中出现的任何与设计规格不符合的问题,导致设备无法正常运行或存在安全隐患。
设备缺陷可能涉及机械、电子、化学等多个领域,对于企业和个人来说都可能带来严重的经济和人身伤害风险。
一、设备缺陷的种类1. 机械缺陷:机械缺陷是指由于材料强度不足、制造工艺不当、零部件装配不严密等原因导致机械设备出现故障或失效。
常见的机械故障包括轴承损坏、齿轮磨损、传动带断裂等。
2. 电子缺陷:电子缺陷是指由于电路板焊接不良、元器件老化等原因导致电子设备出现故障或失效。
常见的电子故障包括电路板短路、元器件损坏等。
3. 化学缺陷:化学缺陷是指由于制造过程中使用了劣质材料或者生产工艺不当导致设备出现化学反应,从而导致设备失效。
常见的化学故障包括管道堵塞、泄漏等。
4. 操作缺陷:操作缺陷是指由于人为原因导致设备出现故障或失效。
常见的操作故障包括误操作、未按照使用说明书使用等。
二、设备缺陷的危害1. 经济损失:设备缺陷可能导致企业生产停滞,从而造成生产线停工、订单延误等问题,给企业带来巨大的经济损失。
2. 人身伤害:设备缺陷可能导致人员受伤或死亡。
例如机械设备的传动带断裂、电子设备的短路等都可能对人员造成伤害。
3. 环境污染:化学缺陷可能导致管道泄漏,从而造成环境污染,对周围环境和生态系统造成破坏。
三、如何预防设备缺陷1. 设计阶段:在设计阶段应该注重材料选用和制造工艺,确保产品符合设计规格,并且具有足够的强度和耐用性。
2. 生产阶段:在生产过程中应该加强质量控制,确保生产工艺符合标准,材料质量过关。
3. 运输和安装阶段:在运输和安装过程中应该注意设备的包装和保护,确保设备不受损坏。
4. 使用阶段:在使用过程中应该按照使用说明书正确使用设备,并定期进行维护和检查,及时发现并修复设备缺陷。
四、设备缺陷的处理方法1. 维修:对于一些小的故障可以通过维修来解决。
例如更换零部件、调整机械结构等。

常见焊接缺陷类型产生原因与防止措施1)焊缝尺寸不符合要求焊波粗,外形高低不平,焊缝加强高度过低或者过高,焊波宽度不一及角焊缝单边或下陷量过大,其原因是:1,焊件坡口角度不当或装配间隙不均匀;2,焊接规范选用不当;3,运条速度不均匀,焊条(或焊把)角度不当角焊缝的K 值不等—一般发生在角平焊,也称偏下。
偏下或焊缝没有圆滑过渡会引起应力集中,容易产生焊接裂纹。
焊条角度问题,应该考虑铁水受重力影响问题。
许多教授在编写教材注重理论性而忽略实用性。
焊条角度适当上抬,48/42 度合适。
另外,在K 值要求较大时,尽量采用斜圆圈型运条方法。
时没有进行调整。
三是在熔池边缘停留时间不均匀。
所以焊接时焊接速度均匀、考虑坡口宽度、熔池边缘停留时间合适。
焊缝高低不一致:与焊接速度不均匀有关外,与弧长变化有关。
所以采用均匀的焊接速度、保持一定的弧长,是防止焊缝高低不一致的有效措施。
弧坑:息弧时过快。
与焊接电流过大、收弧方法不当有关。
平焊缝可以采用多种收弧方法,例如回焊法、画圈法、反复息弧法。
立对接、立角焊采用反复息弧法,减小焊接电流法。
焊缝尺寸不符合要求,在凸起时应力集中,产生裂纹;在焊缝尺寸不足时,降低承载能力;所以在焊接前尽量预防,在焊接中尽量防止,在焊接以后及时修补,保证焊缝尺寸符合施工图纸要求。
2)夹渣在焊缝金属内部或熔合线部位存在的非金属夹杂物,夹渣对力学性能有影响,影响程度与夹渣的数量和形状有关,其产生的原因是:1,多层焊时每层焊渣未清除干净2,焊件上留有厚锈;3,焊条药皮的物理性能不当;4,焊层形状不良,坡口角度设计不当5,焊缝的熔宽与熔深之比过小,咬边过深;6,电流过小,焊速过快,熔渣来不及浮出。
夹渣是非金属化合物在焊接熔池冷却没有及时上浮而被封闭在焊缝内,所以与清渣不够、打底层、填充层的成型太差、焊条角度没有进行调整而及时对准坡口两个死角,焊接速度过快、焊接电流过小、非正规的运条方法,没有分清铁水与熔渣,保持熔池的净化氛围。

软件缺陷•软件缺陷(Defect),常常又被叫做Bug。
所谓软件缺陷,即为计算机软件或程序中存在的某种破坏正常运行能力的问题、错误,或者隐藏的功能缺陷。
缺陷的存在会导致软件产品在某种程度上不能满足用户的需要。
•缺陷的表现形式不仅体现在功能的失效方面,还体现在其他方面。
主要类型有:软件没有实现产品规格说明所要求的功能模块;软件中出现了产品规格说明指明不应该出现的错误;软件实现了产品规格说明没有提到的功能模块;软件没有实现虽然产品规格说明没有明确提及但应该实现的目标;软件难以理解,不容易使用,运行缓慢,或从测试员的角度看,最终用户会认为不好•以计算器开发为例。
计算器的产品规格说明应能准确无误地进行加、减、乘、除运算。
如果按下加法键,没什么反应,就是第一种类型的缺陷;若计算结果出错,也是第一种类型的缺陷。
•产品规格说明书还可能规定计算器不会死机,或者停止反应。
如果随意敲键盘导致计算器停止接受输入,这就是第二种类型的缺陷。
•如果使用计算器进行测试,发现除了加、减、乘、除之外还可以求平方根,但是产品规格说明没有提及这一功能模块。
这是第三种类型的缺陷——软件实现了产品规格说明书中未提及到的功能模块。
•在测试计算器时若发现电池没电会导致计算不正确,而产品说明书是假定电池一直都有电的,从而发现第四种类型的错误。
•软件测试员如果发现某些地方不对,比如测试员觉得按键太小、“=”键布置的位置不好按、在亮光下看不清显示屏等,无论什么原因,都要认定为缺陷。
而这正是第五种类型的缺陷。
•根据以上五种缺陷类型,在软件测试中可以区分不同类型的问题.•软件缺陷(software defect)分类标准软件缺陷(software defect)分类标准•缺陷属性•缺陷标识(Identifier) 缺陷标识是标记某个缺陷的一组符号。
每个缺陷必须有一个唯一的标识缺陷类型(Type)缺陷类型是根据缺陷的自然属性划分的缺陷种类。
缺陷严重程度(Severity) 缺陷严重程度是指因缺陷引起的故障对软件产品的影响程度。
缺陷种类及产生原因汇报人:日期:•缺陷种类概述•硬件缺陷产生原因•软件缺陷产生原因目录•流程缺陷产生原因01缺陷种类概述设备或部件出现故障,导致系统无法正常运行。
硬件故障硬件配置不符合系统要求,如内存不足、硬盘空间不足等。
硬件配置不当不同品牌或型号的硬件设备之间存在兼容性问题,导致系统不稳定。
硬件兼容性问题1 2 3软件功能不完善或存在错误,无法满足用户需求。
功能缺陷软件运行速度慢或资源占用过多,影响用户体验。
性能缺陷软件存在安全漏洞,容易被攻击者利用。
安全缺陷流程设计不符合实际业务需求,导致工作效率低下。
流程设计不合理流程执行不规范流程监管不到位流程执行过程中存在不规范操作,导致工作出错或延误。
对流程的监管不到位,无法及时发现和解决问题。
030201流程缺陷02硬件缺陷产生原因硬件设计过程中,可能存在设计缺陷或不合理之处,导致硬件在运行过程中出现故障或性能下降。
设计不合理硬件设计完成后,如果没有进行充分的测试和验证,可能存在潜在的问题和缺陷。
缺乏充分测试硬件设计问题硬件制造过程中,可能存在制造工艺不良或质量控制不严格等问题,导致硬件出现缺陷。
硬件制造过程中使用的原材料可能存在质量问题,如材料老化、性能不稳定等,导致硬件出现缺陷。
制造工艺问题原材料问题制造工艺不良硬件老化问题硬件使用时间过长,可能导致硬件部件老化、磨损或性能下降,从而产生缺陷。
环境因素影响环境因素如温度、湿度、电磁干扰等可能对硬件造成影响,加速硬件老化过程,导致硬件出现缺陷。
03软件缺陷产生原因在软件开发过程中,如果需求定义不清晰、不准确或存在歧义,开发人员可能会误解或忽略某些细节,从而导致软件缺陷的产生。
需求不明确随着项目进展,需求可能会发生变化。
如果变更频繁且未及时通知开发人员,可能会导致开发人员按照旧的需求进行开发,从而引入缺陷。
需求变更频繁需求不明确或变更频繁语法错误编写代码时可能出现语法错误,如拼写错误、缺少分号、括号不匹配等,这些错误可能导致程序无法正常运行。


缺陷种类及产生原因汇报人:日期:目录CATALOGUE•缺陷种类•产生原因•解决方案•案例分析01CATALOGUE 缺陷种类总结词功能未实现或不符合需求详细描述功能缺陷是指软件或系统的功能没有实现或不符合用户需求。
这可能是由于需求不明确、开发人员误解或实现错误等原因引起的。
总结词性能不符合要求详细描述性能缺陷是指软件或系统的响应时间、吞吐量、资源利用率等性能指标没有达到预期要求。
这可能是由于算法复杂度高、系统资源不足、数据量过大等原因引起的。
界面不友好或不符合用户期望详细描述界面缺陷是指软件或系统的用户界面存在问题,如布局不合理、操作不流畅、样式不一致等,导致用户难以使用或不喜欢。
这可能是由于设计不合理、开发人员疏忽等原因引起的。
总结词界面缺陷VS安全性缺陷总结词详细描述存在安全漏洞或安全隐患安全性缺陷是指软件或系统存在安全漏洞或安全隐患,如身份验证不严格、数据泄露、权限提升等,可能威胁到用户的数据安全或系统稳定。
这可能是由于安全意识不强、防护措施不完善等原因引起的。
总结词与特定环境不兼容详细描述兼容性缺陷是指软件或系统在与特定环境交互时存在问题,如操作系统、浏览器、设备等,导致无法正常运行或出现错误。
这可能是由于开发过程中考虑不周全、环境差异等原因引起的。
兼容性缺陷02CATALOGUE 产生原因缺乏清晰的需求说明如果需求没有明确指出预期的功能和性能,开发人员可能会误解或混淆需求,导致实现错误的功能或不符合期望的性能。
要点一要点二需求变更频繁如果需求在开发过程中经常发生变化,开发人员可能会在适应新的需求时犯错误,或者在更改现有功能时引入新的缺陷。
需求不明确缺乏技术路线图如果没有制定明确的技术路线图,开发人员可能会在没有统一规划的情况下进行开发,导致系统架构不合理或技术实现不符合预期。
缺乏有效的架构设计如果没有进行有效的架构设计,系统可能会面临可扩展性、可靠性和性能方面的问题,这些问题会在开发过程中带来缺陷。
玻璃中常见缺陷种类及主要来源和控制方法1.气泡:气泡是玻璃中最常见的缺陷之一,它源自于玻璃制造过程中含有的气体。
气泡的大小和数量会影响玻璃的透明度和强度,大气泡往往会引起玻璃的开裂和破损。
控制气泡缺陷的方法包括提高玻璃原料的纯度、控制熔融过程中的气体含量和均匀搅拌等。
2.石子:石子是指玻璃中的固体杂质颗粒,它们在制造过程中可能进入到玻璃中或者原本就存在于原料中。
石子会影响玻璃的透明度和表面光洁度,并且容易引起开裂。
减少石子缺陷的方法包括提高原料的纯度和筛选出更干净的砂子。
3.夹杂物:夹杂物是指在玻璃中存在的其他物质,如金属溶渣、弥散氧化物等。
夹杂物会影响玻璃的光学性能和力学强度。
通过控制玻璃熔融温度和时间、添加适量的脱气剂等方法可以减少夹杂物的产生。
4.云痕:云痕是指玻璃中的浑浊区域,表现为白色或灰色的条纹或斑点。
它们是由玻璃熔融过程中的不均匀冷却引起的。
云痕会降低玻璃的透明度和强度,并且在光照下易产生光晕。
减少云痕的方法包括控制玻璃的冷却速度、增加玻璃的均匀性和规范制造过程。
5.涂层不均匀:玻璃的涂层不均匀是一种表面缺陷,会导致玻璃表面的光学性能有所下降。
涂层不均匀的原因可能是涂层工艺不当,如涂层材料粘度不稳定、喷涂设备不均匀等。
控制涂层不均匀的方法包括改进工艺和设备,并加强涂层的检测和质量控制。
为控制和预防这些缺陷1.原料控制:选择高纯度的原料,特别是砂子和氧化物等,以减少杂质进入到玻璃中的可能性。
2.生产工艺优化:通过优化熔融温度和时间、控制熔融过程中的气氛等,减少缺陷的产生。
3.设备改进:改进玻璃制造设备,如加强混炼装置、优化熔池结构等,以提高玻璃的均匀性和纯度。
4.质量控制:加强对玻璃质量的监测和检测,及时发现和排除缺陷,以确保产品的质量。