架盘天平校准和测量能力评定 1 、概述 1.1 测量依据:JJG156-2004《架盘天平》 1.2 环境条件:温度:常温,无明显的气流和震动。 1.3测量标准:F 1等级砝码。 1.4 被测对象:100g/0.1g 架盘天平(JYT-1)。 1.5 测量过程:采用标准砝码直接来测量天平的示值之差,即为架盘天平的示值误差。 2、 数学模型 s m m m -=? 式中:m ?---架盘天平示值误差; m ---架盘天平示值; s m ---标准砝码值。 3、不确定度传播率 [][]2 2212 2 2)()()()()(s s s c m u c m u c m u m m m u m m m u +=?? ????????+??????????=? 灵敏系数 11=???= m m c 12-=???=s m m c 4、 输入量的标准不确定度评定 本评定方法以100g 天平为例,其他称量点的示值误差测量结果的不确定度参考本方法进行评定。 4.1 输入量s m 的标准不确定度)(s m u 的评定 4.1.1依据JJG99-2006《砝码》中所给出,F 1等级砝码100g 的扩展不确定度不大于允差1/3,即0.17mg ,包含因子k=2。标准不确定度 )(1s m u = mg mg 083.02 17.0= 4.1.2用于测量天平分度值的0.1g 小砝码扩展不确定度不大于0.017mg ,包含因
子k=2。标准不确定度 )(2s m u = mg mg 0083.02 017.0= )(s m u =)()(2 2 2 1s s m u m u +=0.083mg 4.2输入量m 的标准不确定度)(m u 的评定 输入量m 的标准不确定度来源于天平的测量重复性,可以用同一砝码,通过连续测量得到测量列,采用A 类方法进行评定。以天平最大称量点,在重复性条件下连续测量10次,得(分度): 0.1、0.1、0.2、0.2、0.1、0.3、0.3、0.0、0.1、0.2。 ∑==n i i m n m 1 1 单次实验标准差 1 )(12 --= ∑=n m m s n i i )(m u =0.1(分度)=10mg 5 合成标准不确定度的评定 5.1 标准不确定度汇总表 输入量的标准不确定度汇总于下表 5.2 合成标准不确定度的计算 输入量m 与s m 彼此独立不相干,所以合成标准不确定度可按下式得到 )()()(22m u m u m u s c +=?=10mg 5.3 扩展不确定度的评定 取 2=k
天平检定试题
一、选择题(每题一分): 1、杠杆()时,杠杆的重心位于支点的下方。 A) 不稳定平衡B) 相对平衡C) 稳定摆动D) 稳定平衡 2、采用单次替代法用TG328型天平衡量某物体,其最终衡量结果应该是指被检 物体的()。 A) 引力质量B) 惯性质量C) 实际质量D) 实际修正量 3、传感器中直接感受负荷的元件是()。 A) 敏感元件B) 不敏感元件C) 称重元件D) 电子元件 4、()是传感器的核心部分。应变片由敏感栅、基线、引线等组成。 A) 弹性体和外型尺寸B) 应变片额定容量C) 弹性体和应变片 D) 应变片的阻值变化 5、质量是物体所具有的一种属性,它可以表征物体的惯性和在引力场中相互作用 的能力,当在运动速度远远小于光速时,物体的质量均是一个()。 A) 恒量B) 变量C) 动量D) 矢量 6、重量与质量不同,质量是(),无方向性,是恒定不变的。 A) 矢量B) 标量C) 分量D) 变量 7、受到外力作用时,物体所获得的加速度的大小与合外力的大小成正比,与物体 的质量成反比是()。 A) 牛顿第一定律B) 牛顿第二定律C) 牛顿第三定律D) 牛顿第四定律 8、()砝码,采用非磁性材料制造,其材料密度为(8000±60)kg/m2。 A) E2等级B) F2等级C) M1等级D) M2等级 9、F1等级砝码的制造材料及材料密度为()。
A) 无磁不锈钢,密度7.85g/m3B) 铸钢,密度7.8g/m3 C) 铸铁,密度7.2g/m3D) 铝,密度2.7g/m3 10、制造砝码的材料的重要条件之一是()。 A) 磁性B) 较小磁性C) 强磁性D) 非磁性 11、我国各地的海拔高度各不相同,高原地区的空气稀薄,各地的实际空气密度 ()标准空气密度1.2mg/cm3 A) 都小于B) 都大于C) 不是都等于D) A,B,C选项都可能 12、替代衡量法可消除机械杠杆式天平的不等臂性误差,()两臂不均匀受 热所引起的不等臂性误差。 A) 不减少B) 减少C) 可减少可不减少D) 增大 13、交换衡量法,可消除机械杠杆式天平的横梁不等臂性误差,()两臂 不均匀受热所引起的不等臂性误差。 A) 不减少B) 减少C) 可减少可不减少D) 增大 14、二等、F1等级砝码的检定室,其温度变化每4小时不得大于()。 A) 1℃B) 0.5℃C) 2℃D) 5℃ 15、()砝码的检定,采用单次替代法或单次交换法进行。 A) E2、F1等级B) 二等、F1等级C)二等、E2等级D) 二等、F2等 级 16、某二等砝码的折算质量为200.0003g,该砝码折算质量修正值是()。 A) ±0.3mg B) -0.3mg C) 0.03mg D) 0.3mg 17、牛[顿](N)是国际单位制中具有专门名称的导出单位。1N是使()的 物体产生加速度为1m/s2的力,即1N=1kg?m/s2。
Shenzhen Changshi Industrial Gases Co.,ltd
修改记录
1.目的 为了规范JYT-10架盘天平的操作,确保称量结果的准确性,特制定本操作规程。 2.范围 本规程适用于本公司JYT-10架盘天平的操作及相关项目检测分析。 3.职责 检验人员负责按本规程对JYT-10架盘天平的操作及相关项目分析。 4.规程 4.1天平的特点 4.1.1架盘天平、感量、秤量、变动性等计量性能必须符合国家有关规定要 求; 4.1.2 底座架盘、构造坚固、主件符合标准; 4.1.3 天平、砝码必须每12个月检定一次,合格后方可使用; 4.2 操作方法 4.2.1被使用的天平应放在稳固而平正的工作台上。 4.2.2使用前游码移至标尺左端“0”点上,当天平平衡时,指针对准中线, 若不平衡时,可调整杠杆平衡螺母,使天平处于平衡状态。 4.2.3称物品时,应尽量把物品及砝码分别放置在左、右秤盘中央的位置, 被称物的重量为右秤盘中砝码总和加上游码的标尺读数;被称量物品的重量不得超过天平的最大载荷,否则易损伤刀口。 4.3 简易校对方法 以两端等重,左右换码后,指针仍如前,然后增加本天平原允差砝码,指针应偏过标牌一度,即为正常。 4.4 保养方法 4.4.1为了保证天平的灵敏度,必须放置干燥地方; 4.4.2天平刀承、刀垫以及牵动环节处经常浸点机油; 4.4.3天平用完后,应用软物拂净,以免杂物沾染生锈; 4.4.4砝码应用摄子取放,每次用后,必须用软布轻擦一次,以免汗污生 锈,影响质量;
4.4.5使用时轻拿轻放,切忌掉、砸、划、碰,以致天平失去灵敏。 5.参考文件 无 6.应用表格 JYT-10架盘天平使用记录表 JYT-10架盘天平校正记录表
检品检品送检 批号名称来源日期 检验申报标准、内控标准检验 水分、干燥失重检验 规格 依据或标准号项目日期 温度:湿度: 三、检查 1.水分 标准:取本品内容物,照水分测定法(药典2005 二部附录ⅧM 第一法 A ),以为溶剂,水分不得过%。 仪器:水分测定仪: 结果:标定值:mg/ml RSD=%(附水分报告)批号样品取样量,g水分,%平均值,% 样品 1 样品 2 2. 干燥失重 标准:照干燥失重法测定,于℃干燥至恒重,减失重量不得过%。 仪器:烘箱:恒温减压干燥箱:真空泵: 电子天平:(感量) 方法:烘箱干燥法、恒温减压法、干燥器干燥法(分常压、减压两种) 干燥剂:硅胶(显蓝色)、五氧化二磷(粉未状)、无水氯化钙(块状) 结果:批号:单位:g 扁形称量瓶扁形称量瓶供试品量(称量瓶+供试品)(称量瓶+供试品)干燥失重平均恒重 1恒重2(W0)(W1)恒重1(W2)恒重2(W3)(%)(%)1 2 公式:干燥失重(%) =(W0+W1-W3) / W1×100% 结论:符合规定 检品检品送检 批号名称来源日期
检验申报标准、内控标准检验(重)装量差异、检验 规格 依据或标准号项目(酸)碱度日期 温度:湿度:3.(重量)装量差异 标准:取本品 20 片( 5 瓶),按药典二部附录方法检查,限度为±% 。 仪器:电子天平:感量(适用于平均片重以下的片剂) 感量 1mg(适用于平均片重或以上的片剂) 结果: 重量差异(片剂)单位: g w平均 装量差异(粉针)单位: g 1 2 3 4 5 总重, g 瓶重, g W供 装量差异, % w平均 公式:(重量)装量差异(%) =(W供 - w 平均) / w 平均× 100% 装量差异=-~+% 结论:符合规定 4.酸度(碱度) 标准:取供试品加水制成每仪器:酸度计: 供试液:g 结果:1ml 中含 ―→ mg 电子天平: ml 的溶液,依法测定。pH 值应为~。 批号样品 1 样品 2 平均结论: 检品 注射用无菌粉针 检品送检名称来源批号 日期 检验申报标准、内控标准检验溶液的澄清度与 检验颜色、 pH 值、 依据或标准号项目 规格日期
代码: 题目:电子天平、电子台秤内校操作规程前版本号:00 XXXX/JLC01—2014 制定人:审查人:批准人:生效日期 制定日期:审查日期:批准日期: 分发品控部 1. 目的:用公司标准砝码校正公司内电子天平、电子台秤,保证称重的准确、有效。 2. 检验依据:JJG1036-2008《电子天平检定规程》 3. 适用范围:本规程适用于公司内各种量程电子天平的内部校准检定。 4. 程序 4.1检验设备 标准砝码,其扩展不确定度(k=2)不得大于被检天平在该载荷下最大允许误差绝对值的1/3(且磁性符合相关要求)。 4.2.检定术语说明 4.2.1检定分度值(e)与实际分度值(d)的关系:d≤e≤10 d,且e=10k kg,k为正整数、负整数或零。 4.2.2检定分度数(n)与最大量程(Max)的关系:n=Max/e。 4.2.3检定分度值(e)及检定分度数(n)的选取应该符合JJG1036-2008《电子天平检定规程》中表1的要求。 4.2.4最大允许误差(MPE)根据JJG1036-2008《电子天平检定规程》中表3的要求(一般为±0.5e、±1.0e、±1.5e)确定,每次称量结果的误差、偏载误差、同一载荷多次称量的差值以及示值误差均不能超出最大误差。 4.3校验步骤 4.3.1电子天平的外观应完好完整,各标示齐全,符合JJG1036-2008《电子天平检定规程》6.1的要求。 4.3.2检定环境:温度(一般不超出其使用温度的1/5)、湿度(小于80%或85%)、供电电源及其他因素条件均应符合JJG1036-2008《电子天平检定规程》7.1.2的要求。 4.3.3每次使用或检定前,须确定电子天平放置稳固、水平,使用前须预热60分钟以上,某些电子天平须预热2到3小时。
电子天平及数字指示秤自检作业指导书 批准人: 批准日期: 编制XXX 201X年XX月
目录 一.目的 (2) 二.适用范围 (2) 三.自检依据 (2) 四.自检条件 (2) 五.自检标准 (2) 六.职责 (2) 七.电子天平自检方法 (2) 八.数字指示秤自检方法 (5) 九.自检结果 (7) 十.自检周期 (7) 十一.说明 (7) 附件:1电子天平自检记录表 (8) 附件:2数字指示秤自检记录表 (9) 一、目的 为保证公司所使用电子天平及数字指示秤的准确度,实现量值统一溯源,规范本公司电子天平及电子秤自检程序,特制定本作业指导书。 二、适用范围 本作业指导书适用于公司非强制检定的电子天平及数字指示秤。 三、自检依据 JJG1036-2008电子天平检定规程、JJG539-2015数字指示秤检定规程 四、自检条件 1.温度:20±5℃ 2.温度稳定时间:1h
五、自检标准 检定合格的标准砝码。 六、职责 自检工作的执行,由持电子天平检定资格证人员执行。 七、电子天平自检方法 1.外观检定 a.检查电子天平是否水平,否则先调整至水平。 b.仪器开关、按键应正常。 c.仪器各个部件应完好齐全。 2.最大允许误差 a.当天平空载时已经调到零位的条件下,无论是加载或是卸载,在零与 最大称量之间的任一载荷,其最大误差不得超过表1的规定: 表1 表2Ⅰ级电子天平
表3Ⅱ级电子天平 表4Ⅲ级电子天平 3.重复性误差及偏载误差 表5 4.校验过程
a.示值误差 电子天平在自动回零的情况下,载荷从零开始,逐渐往上加,直到最大称量;再从最大称量往下减,直到零载荷,其测量点数在常规检测时不少于5点。在这过程中,记下每次加(减)载天平的示值,与砝码的实际质量比较,得出各个载荷点的误差,其误差不得超过表1项表列的最大允许误差。 其中误差E=指示值I-总载荷L b.重复性误差 电子天平回零,砝码选取满量程的1/2或1/3,在电子天平同一位置进行校准,校准次数不少于4次,每次加载前要清零。电子天平的重复性误差等于测试时示值误差的最大值与最小值之差,该误差不能大于表1相应载荷点最大允许误差的绝对值。 E R =E max -E min 式中: E R ——重复性 E max ——示值误差的最大值 E min ——示值误差的最小值 c.偏载误差 对电子天平测试时,载荷加在称量盘的不同位置上,对于圆形秤盘,试验载荷应放在中心、前、后、左、右五个位置,对于方形秤盘,试验载荷应放在中心、左前角、左后角、右前角、右后角五个位置,偏心面积的数值应为秤盘面积的四分之一,约放在秤盘半径的三分之一处(如下图所示)。差值等于各点示值与中心示值之差;偏载误差等于各点示值与中心点示值之差中的绝对值最大者,该误差不能大于表1相应载荷点最大允许误差的绝对值。 八、数字指示秤自检方法 1.外观检定 a.电子称保持清洁,各部件无干涉现象,无损坏,无影响秤量的不良外观。
标准操作规程 目的:建立一个计量器具按周期检定的管理规程,确保量值得准确、可靠。范围:适用于质量管理部。 责任者:质量部经理有责任熟悉本SOP,并督促下属执行。 规程: 1. 根据“计量管理办法”,各计量器具必须规定有检验周期,现对我公司计量器具的检定周期做以下规定。 2. 标准计量器具日程安排。 2.1. 天平检定装置12个月 2.2. 衡器检定装置12个月 2.3. 精密压力表标准装置12个月 3. A级管理计量器具日程安排。 3.1. 电光分析天平、电子天平12个月 3.2. 紫外分光光度计12个月 3.3. PH测定仪12个月 3.4. 液相色谱仪12个月 3.5. 旋光仪12个月 3.6. 快速水份测定仪12个月 3.7. 消毒锅、锅炉、空压机所用压力表6个月 3.8. 仓库、食堂所用各型台秤、案秤12个月 4. B级管理计量器具日程安排。 4.1. 属B级范围的压力表、压力真空表、真空表12个月 4.2.微差压表(计)、温湿度计、玻璃温度计 (属化验室用)12个月
标准操作规程 4.3. 属B级范围的各型台秤、案秤、电子秤12个月 4.4. 各型号架盘天平及配套砝码12个月 5. C级管理计量器具日程安排。 5.1. 各种长度量具不定期 5.2. 各型水表、各型电表不定期轮换 5.3. 柜用电流表、电压表、电流互感器不定期 5.4. 各种玻璃温度计、玻璃比重计、玻璃量具不定期 (以出厂合格证为准) 5.5. 压力式温度计不定期 5.6. 高倍显微镜不定期 6. 根据以上周期的规定,计量室必须填写“计量器具周期检定日程表”,并根据该表制定检定计划,安排检定。 7. 所有的检定都必须登记台账,具体见“计量管理办法”的有关规定。
XXXX制药股份有限公司 标准操作规程 标题:计量器具检定周期管理规程 生效日期年月日页次:1/2 编号:SOP-QC-044-01 颁发部门:质量管理部 新订□修订□原文件号: 编制:部门审核:QA 审核:批准: 分发部门: QA、QC。 目的:建立一个计量器具按周期检定的管理规程,确保量值得准确、可靠。范围:适用于质量管理部。 责任者:质量部经理有责任熟悉本SOP,并督促下属执行。 规程: 1.根据“计量管理办法”,各计量器具必须规定有检验周期,现对我公司计量器具的检定周期做以下规定。 2.标准计量器具日程安排。 2.1. 天平检定装置12 个月 2.2. 衡器检定装置12 个月 2.3. 精密压力表标准装置12 个月 3.A级管理计量器具日程安排。 3.1. 电光分析天平、电子天平12 个月 3.2. 紫外分光光度计12 个月 3.3. PH测定仪12个月 3.4. 液相色谱仪12 个月 3.5. 旋光仪12 个月 3.6. 快速水份测定仪12 个月 3.7. 消毒锅、锅炉、空压机所用压力表 6 个月 3.8. 仓库、食堂所用各型台秤、案秤12 个月 4. B级管理计量器具日程安排。 4.1. 属 B 级范围的压力表、压力真空表、真空表12个月 4.2微.差压表(计)、温湿度计、玻璃温度计 (属化验室用)12个月
XXXX制药股份有限公司 标准操作规程 标题计量器具检定周期管理规程 颁发部门质量管理部编号SOP-QA-044-01页次:2/2 4.3. 属 B 级范围的各型台秤、案秤、电子秤12个月 4.4. 各型号架盘天平及配套砝码12 个月 5.C级管理计量器具日程安排。 5.1. 各种长度量具不定期 5.2. 各型水表、各型电表不定期轮换 5.3. 柜用电流表、电压表、电流互感器不定期 5.4. 各种玻璃温度计、玻璃比重计、玻璃量具不定期 (以出厂合格证为准) 5.5. 压力式温度计不定期 5.6. 高倍显微镜不定期 6.根据以上周期的规定,计量室必须填写“计量器具周期检定日程表”,并根据该表制定检定计划,安排检定。 7.所有的检定都必须登记台账,具体见“计量管理办法”的有关规定。
架盘天平检定操作程序 等级标准砝码来检定,操作时应戴手套或用镊子,保持清洁,一、架盘天平用M 1 轻取轻放。 二、标准砝码在正常使用情况下,应定期检验,若发现使用有损坏现象应及时再检定,保证砝码在使用中的准确可靠性。 三、天平应放置在结实的水平工作台上进行检定。 四、天平在计量性能检定前应进行外观及结构检查,观察天平的零部件安装是否安装良好。 方法:试验和目力观察。 五、天平空载误差的检定 将天平放在水平工作台上使底座着实,将游码对准零线并调整平衡。然后按下任一秤盘故意打破平衡,此时天平的杠杆经过均匀渐止的摆动后应能恢复平衡。如不平衡,则在轻的一盘上加放允差砝码后应能恢复平衡或偏向另一侧。 两手轻推两侧重力架同时向前、向后作轴向移动,分别将重力架推至被挡住时为止(推重力架时使杠杆倾斜,指针偏离中线不少于两个分度),然后将手轻轻放开。上述各次推动后杠杆须能自如摆动,并经过均匀摆动后恢复平衡。如不平衡,则在轻的一盘中加放允差砝码,应能达到平衡或偏向另一侧。 六、天平空载分度值的检定 将天平重新调整平衡,并使杠杆处于静止状态,然后分别在两盘内轻轻加放质量值为不大于最大秤量1/2500(n=1000,如n=2000其值为最大秤量1/5000)的砝码,测定空载分度值,其指针静止点的改变格数均不应小于1个分度。七、天平全载误差的检定 将两个相当于天平最大秤量的砝码先后轻轻放入两个秤盘中心位置,天平应能平衡,如不平衡,则在轻的一盘中加放允差砝码,此时天平应能达到平衡或偏向另一侧。 八、天平全载分度值的检定 取下允许砝码,将天平重新调整平衡,并使杠杆处于静止状态,然后分别在左盘、右盘内轻轻加放质量值为不大于最大秤量1/1000(n=1000,如n=2000其值为最大秤量1/2000)的砝码,此时指针平衡位置改变的格数应不小于1个分
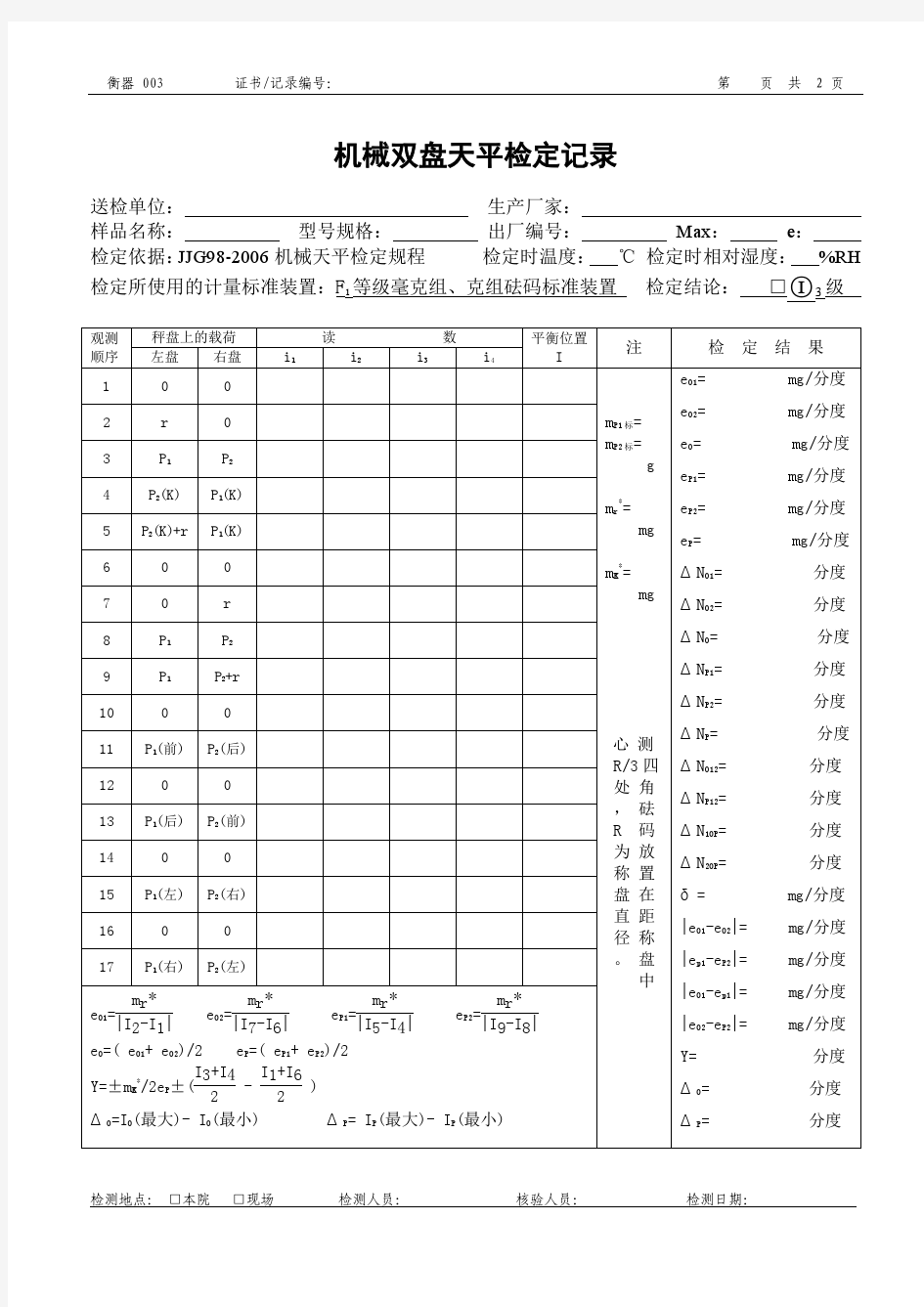
架盘天平检定规程 代替JJG156-74JJG156-83 Verification Regulation of Table Balance 本检定规程经国家计量局1983年10月26日批准,自1984年10月1日起施行。 归口单位:上海市标准计量管理局 起草单位:上海市计量技术研究所 本规程技术条文由起草单位负责解释。 本规程主要起草人: 郑洧之(上海市计量技术研究所) 参加起草人: 惠程智(上海市计量技术研究所) 陈树基(上海市计量技术研究所) 架盘天平检定规程 本规程适用于新制造、使用中和修理后的双盘、单杠杆、等臂式架盘天平的检定。 一、技术要求 1 架盘天平的各项计量性能应符合表1的规定。 表1
注:精度高于表1规定的架盘天平,其各项允差须按比例缩小。 2 符合表1各项规定的架盘天平所配备的砝码为五等砝码,高于表1精度的架盘天平所配备的砝码为四等砝码,其要求按砝码检定规程执行。配备组合砝码的总质量值(包括天平标尺的最大计量值)不得小于天平的最大秤量。 3 天平放在水平台上应平稳,不摇动、不偏斜。其外形应光洁整齐,没有毛刺、裂纹和明显的砂眼。 4 刀子应垂直地紧固在杠杆上,三把刀子应相互平行,工作部位的刀刃应平直,刀子两端面与刀刃应成70°~80°的夹角。 5 刀子在两挡刀板之间的轴向移动不应超过表2的规定。 6 天平的刀子、刀承、拉带和挡刀板均应进行热处理,其工作部位的硬度要求:刀子为HRC58~62;刀承和挡刀板为HV0.3kg766以上;拉带为HV0.3kg480~700。 7 拉带与重力架连杆和拉带支架连接后,连接销为得松动。 表2
8 刀承应紧固于重力架和杠杆支架上,其夹角工作部位应成圆弧形,光洁度不应低于6级,相对角顶应成一直线。 9 刀刃和刀承的接触部位不应少于刀承全长的2/3。 注:对于具有固定刀承的架盘天平斩不考核。 10 平衡螺杆应紧固在杠杆上,旋动平衡螺母应松紧适宜。当天平平衡时,平衡螺母应位于螺杆的中部位置,并能调节松紧。 11 分度标牌的分度线应清晰均匀,指针应紧固并与杠杆相垂直,指针与分度经重合部分不应超过分度线的宽度。天平指针的摆幅应超过分度牌两侧最末分度线,并应有限位装置。指针应深入分度标牌最短分度线的3/5~4/5,并使其与分度牌的间距小于1.5mm。 12 标尺应光洁平直,连接部位应固紧,分度线应均匀,计量数字应清晰并标有单位“克”字样。 13 游码起点应对准零线,移动时应松紧适宜,当杠杆受轻微冲击时,游码不应移位。 14 架盘天平上应标有制造厂名、产品名称、量大秤量、分度值、出厂年月和器号等字样。 15 除上述要求外,其他有关部位需要检查时,可参照部标准进行。 二、检定条件 16 检定架盘天平所用的砝码为四等砝码和等量砝码。 17 天平应放置在结实的水平工作台上进行检定。 三、检定项目和检定方法 18 天平在计量性能检定之前应进行外观检查,观察天平的零部件安装是否良好。 19 空秤变动性和空秤分度值的检定
计量标准技术报告 计量标准名称电子天平检定装置 计量标准负责人于志辉 建标单位名称(公章)海阳市计量所 填写日期2014.3.10
目录 一、建立计量标准目的 二、计量标准的工作原理及其组成 三、计量标准器及主要配套设备 四、计量标准的主要技术指标 五、环境条件 六、计量标准的量值溯源和传递框图 七、计量标准的重复性试验 八、计量标准的稳定性考核 九、检定或校准结果的测量不确定度评定 十、检定或校准结果的验证 十一、结论 十二、附加说明
一、建立计量标准的目的 开展检定项目,给地方的企业计量器具检定带来方便。 二、计量标准的工作原理及其组成 工作原理: 按照检定规程的要求,用E2、F1等级标准砝码对天平的偏载误差、重复性、示值误差等进行直接测量,测量结果应满足检定规程的要求。
三、计量标准器及主要配套设备 计量标准器名称型号测量范围 不确定度或准 确度等级或最 大允许误差 制造厂 及出厂 编号 检定或 校准机 构 检定周 期或复 校间隔砝码 1mg-500 g 1mg-500g E2等级 蓬莱大 辛店天 平配件 厂892 烟台计量 所1年 主要配套设备 天平TG328A200g ○I3 上海 0975 海阳计量 所 1年 干湿温 度计 (-10-50) ℃ (-10-50)℃合格 / 烟台计量 所 1年 机械秒 表 806 (0-15)min 一等 上海秒 表厂 24868 烟台计量 所 1年
四、计量标准的主要技术指标 计量标准器测量范围不确定度等级或最大允许误差 E2等级1mg-500g E2等级 F1等级砝码1mg-200g F1等级 五、环境条件 序号项目要求实际情况结论 1 温度常温2 2 合格 2 湿度≤80% 34% 合格 3 电压-15%~+10% 符合合格 4 频率-2%~+2% 符合合格5 6
架盘天平检定员测试题 单位:姓名:分数:1、填空题(每空3分共60分) 1.1我国《计量法》规定,国家采用国际单位制。计量单位和计 量单位,为国家法定计量单位。 1.2我国《计量法》规定,国务院对全国计量工作实施统一的监督管理。人民政府计量行政部门对本行政区域内的计量工作实施监督管理。 1.3架盘天平主要是根据制成的。 1.4JJG156-2004规程都适用于、、。 1.5天平检定室的温度应保持在内,不得受震动、气流及其它强磁场的影响,避免阳光直接照射。 1.6检定砝码时,砝码应放置于称盘中央,而且不得超过。 1.7旋转开关时,必须,过快时会使刀刃急触而损坏,同时由于过剧晃动,造成计量误差。 1.8在检定天平的空载误差时,将天平放在工作台上市底座着实,游码,天平经后应能恢复平衡。 1.9天平空载分度值的检定时将天平调整平衡后,分表在左盘和右盘内轻轻加放质量值为不大于最大秤量的的砝码,此时指针平衡位置改变的格数应不小于。 1.10天平全载误差检定时应该将两个的砝码分别放在两盘的中心,天平应能平衡。 1.11天平游码的标尺称量误差的检定时游码对准零位,使天平处于平衡状态,将游码移至标尺的位置,在相对的一秤盘中加放的砝码,天平应能平衡。 1.12在两秤盘放最大载荷砝码后,再加放的砝码,天平应能正常摆动。 1.13天平的检定周期依据具体使用情况确定,一般不超过年。 2、简答题(每题10分共20分) 1.1什么叫计量检定? 1.2架盘天平的衡使用方法?
3、计算题(20分) 用架盘天平称量某物质的质量,得100.0克,用工业天平更准确称量该物质,得出100.5克,问1,架盘天平的测量误差是多少?2,架盘天平在100克的示值误差是多少?
机械天平校验规程 1.0目的 规范机械天平校验的操作,确保机械天平的测量精度处于受控状态,检验结果真实、可靠,以确保产品品质。 2.0范围 本规程适用于公司机械天平(以下简称天平)的首次检定、后续检定和使用中检验。 3.0职责 3.1正确使用计量标准并负责维护、保养,使其保持良好的技术状态。 3.2执行计量技术法规,进行计量检定工作。 3.3保证计量检定的原始数据和有关技术资料的完整、真实。 4.0检定条件 4.1环境条件 温度(18~26)℃,温度波动≤0.5℃/h,相对湿度不大于75%。 4.2测量标准: E2等级标准砝码。 5.0检定项目与方法 5.1测量方法: 采用标准砝码直接测量天平各技术参数得出各示值误差。 5.2称量前,应做好清洁工作。精心地清除天平所有零件的灰尘和包装一流下来的碎屑。对刀子和刀承应适当用清洁柔软的鹿皮或柔软的毛刷清扫,也可用洁净柔软的真丝绸布沾少许无水酒精去污(无水酒精不得和清漆接触)。
5.3先将天平罩取下折叠放好。检查天平是否于水平,若不水平,通过垫脚螺丝调至水平状态,检查天平各部件是否正常。 5.4接通电源,戴好汗布手套,开启天平,调节天平的零点。 5.5将被称物先放在托盘天平上粗称量,记录量值,再将被称物放置在机械天平称物盘中心,关闭侧门,根据粗称量,转动加码器由大量值到小量值逐个加码至接近粗称量值。 5.6仔细加减十位毫克砝码直至投影屏上读数稳定在±10之间,连续开启3次,记录稳定后显示值。 5.7称量数据应及时写在记录本上,不能记在纸片或其他地方。 5.8称量完毕时,应检查天平指数盘是否拨回0位,砝码是否齐全,天平内外是否清洁。关闭侧门,切断电源,然后罩好防尘护罩。 5.9清理实验材料,填写使用记录,打扫实验室。 6.0校验结果的处理 6.1校准结果在合格范围内为合格,贴上合格标贴并填写校准报告,否则为不合格,不合格根据其实际情况做出维修和报废处理,维修后须再做校准。 6.2当天平性能不能满足使用要求时,应进行调修,并力求恢复到原准确度等级;无法修复的天平可根据用户要求,做较低准确度的衡量使用,也可按实际技术指标重新定级,并在天平检定证书内页注明重新确认的准确度级别。 6.3校准记录 校准完后需填写校准记录由实验室或档案室保存至少3年。 6.4校准周期 校准周期根据量具的使用频率和技术指标确定,最多不超过1年。天平在搬动
修订记载 版本号生效日期修订原因、依据及内容00依据《药品生产质量管理规范》(2010年修订)编写。
目的:建立JYT-5架盘天平使用、维护及保养标准操作规程,供化验员标准操作。范围:适用于JYT-5架盘天平。 职责:由质控实验室仪器负责人编写; 质控实验室经理、质量管理QA审核;质量负责人批准; 质控实验室相关化验员执行。 内容: 1 编制依据:《JYT-5架盘天平使用说明书》、《药品生产质量管理规范》。 2 仪器: 2.1 仪器组成:托盘、刻度尺、指针、标尺、游码、砝码等组成。 2.2 仪器参数: 2.2.1 最大称量:500g;最小读数:±0.5g。 2.2.2 检定分度值:±0.5g。 2.2.3 工作环境:温度20℃±5℃;相对湿度:50%~60%。 3 操作方法: 3.1 天平及砝码均应随时校对,防止秤量发生错误; 3.2 使用天平时,必须放置平坦台面上,先调整平衡细丝,使指针对正标牌中央,然后才能使用; 3.3 经过调平后用等重的砝码分置两盘,经左右摆动,慢慢静止,指针仍指标牌中央方可使用。如突然停止摆动则为失灵,应检修后再用; 3.4 调整后的天平按左物右码的法则进行秤量。 4 校准: 4.1 以两端等重,左右换码后,指针仍如前,然后增加本天平原允差砝码,指针应偏过标牌一度,即为正常。 5 维护与保养: 5.1 保养方法: 5.1.1 为了保证天平的灵敏度,必须放置干燥地方。
5.1.2 天平刀承、刀垫以及牵动环节处经常浸点机油。 5.1.3 天平用完后,应用软物拂净,以免杂物沾染生锈。 5.1.4 砝码应用摄子取放,每次用后,必须用软布轻擦一次,以免汗污生锈,影响质量。 5.1.5 使用时轻拿轻放,切忌掉、砸、划、碰,以致天平失去灵敏。 5.2 日常维护方法 5.2.1 操作人员严格按照本规程及使用手册操作,每次使用后应做好使用登记,盖好仪器防尘罩,搞好仪器及周边卫生; 5.2.2 长期放置应定期检查仪器运转情况,必要时,操作人员可自行校正仪器; 5.2.3 使用人员发现问题时应及时通知科室负责人,由科室负责人委托或安排人通知维修部门进行维修,仪器保管人有权监督仪器的使用。 培训: 培训部门:质控实验室 培训对象:化验员 培训时间:0.5小时
天平试题 一、填空:(每个2分,共20分) 1、JJG1036-2008适用于(电子天平)的首次检定、后续检定和使用 中检验。 2、零点跟踪装置是自动将零点(示值)保持在一定界限内的装置。 3、电子天平的最大称量是不计添加皮重时的最大(称量)能力。 4、电子天平的最小称量是小于该载荷值时称量结果可能产生过大的(相对误差)。 5、称量范围是(最大)秤量和(最小)秤量之间的范围。 6、架盘天平主要是根据罗伯威尔机构和(杠杆)原理制成的。 7、架盘天平衡量时,一个秤盘上放被称物,另一个秤盘上放(砝码)。 8、机械杠杆式天平按结构可分为(双盘)天平和(单盘)天平。 9、天平是一种利用(杠杆平衡)原理测定物体质量的测量仪器。 10、机械杠杆式天平按标尺可分为(微分标尺)、数字标尺天平和普 通标尺天平。 二、选择:(每个2分,共20分) 1、天平是一种利用(B )原理测定物体质量的测量仪器。 A、螺旋 B、杠杆平衡 C、平移 2、对于首次检定的电子天平,测量点数不得少于(A )点。 A、10 B、6 C、2 3、中准确度级电子天平符号为(C )。
A、三 B、3 C、III 4、普通标尺天平分度值误差的允差以最大(A )计。 A、实际分度值 B、摆幅 C、零位误差 5、普通标尺天平,标尺刻度间距不得小于(B )。 A、2mm B、1mm C、0.5mm 6、对于后续检定的电子天平,测量点数不得少于(B )点。 A、10 B、6 C、2 7、检定分度值的符号(A )。 A、e B、d C、n 8、实际分度值的符号(B )。 A、e B、d C、n 9、检定分度数的符号(C )。 A、e B、d C、n 10、重复性试验测试次数不得少于(B )点。 A、10 B、6 C、2 三、判断:(每个2分,共20分) 1、置零装置是当天平秤盘上有载荷时,将示值设置为零的装置。 (×)2、去皮装置是当天平秤盘上无载荷时,将示值设置为零的装置。 (×)
架盘天平校准作业指导书 编号:sdhf010 1范围 本作业指导书适用于双盘、单杠杆、等臂式架盘天平(以下简称天平)的校准及使用中检验。 2引入文献 JJG156-2004《架盘天平》检定规程 3校准环境条件 与工作环境条件相同 4技术要求与校准方法 4.1外观要求 4.1.1天平上标有型号规格、仪器名称、出厂编号、制造厂名、最大称重、 检定分度值、生产日期、准确度等级、制造计量器具许可证标志。4.1.2天平的外形光洁,没有毛刺、裂纹、锈蚀和明显的砂眼。 4.1.3与拉带来连接的连接销不得松动,刀承紧固于重力架和杠杆支架上,其夹角工作部位成圆弧形。 4.1.4平衡螺杆紧固于杠杆上,平衡螺母在旋动时松紧适宜,空载平衡时螺母应位于螺杆中部。 4.1.5分度标盘的分度线清晰均匀,指针紧固并与杠杆垂直,指针与分度线重合部分不超过分度线的宽度。天平指针摆动灵活,摆幅应超不过分度标牌两侧最末分度线,天平标尺光洁垂直,连接部分紧固,数字和刻度线清晰均匀,并表明质量单位“g”。
4.1.6游码起点对准零线,移动时松紧适宜。 4.2校准方法 4.2.1天平在计量性能校准之前应进行外观及结构检查,观察天平的零部件是否安装良好。 4.2.2天平空载误差的校准 将天平放在水平工作台上使底座着实,游码对准零线并调整平衡。请按任一秤盘偏离平衡,天平经自由摆动后应能恢复平衡。如不平衡,则在轻的一盘中加放允差砝码后能恢复平衡或偏向另一侧。 两手轻推两侧重力架同时向前、向后做轴向移动,经推拉后天平应能自由摆动并恢复平衡。如不平衡,则在轻的一盘加放允差砝码后应能恢复平衡或偏向另一侧。 4.2.3天平空载分度值的校准 将天平重新调整平衡,并使杠杆处于静止状态,然后分别左盘、右盘内轻轻加放质量为不大于最大称重1/2500(n=1000,如n=2000其之味最大称重的1/5000)的砝码。此时指针平衡位置改变的格数应小于1个分度。 4.2.4天平全载误差的校准 将两个相当于天平最大称重的砝码分别放在两盘的中心,天平应能平衡,如不平衡,则在轻的一盘中加放允差砝码后应能恢复平衡或偏向另一侧。 4.2.5天平全载分度值的校准 去下允差砝码,将天平重心调整平衡,并使杠杆处于静止状态,然后分别在左盘、右盘内轻轻加放质量值为不大于最大称重的
福建南方济民医药研发中心有限公司 FSP JIMIN R&D center Co ., Ltd . 电子天平校验记录 批准人: 生效日期: 电子天平型号: 编号: 年 校验时间: 月 日 ; □日校验 □月校验 校验时间: 月 日 ; □日校验 □月校验 ①按键是否正常 □是 □否 ①按键是否正常 □是 □否 ②屏幕是否正常显示 □是 □否 ②屏幕是否正常显示 □是 □否 ③水平仪的气泡是否居中 □是 □否 ③水平仪的气泡是否居中 □是 □否 ④仪器自校是否正常通过 □是 □否 ④仪器自校是否正常通过 □是 □否 仪器状态 砝码重量* 称量值 误差E E max -E min 仪器状态 砝码重量* 称量值 误差E E max -E min □正常 □不正常 □正常 □不正常 砝码编号 砝码编号 结论 结论 □合格 □不合格 □合格 □不合格 校验人: 复核人: 校验人: 复核人: 校验时间: 月 日 ; □日校验 □月校验 校验时间: 月 日 ; □日校验 □月校验 ①按键是否正常 □是 □否 ①按键是否正常 □是 □否 ②屏幕是否正常显示 □是 □否 ②屏幕是否正常显示 □是 □否 ③水平仪的气泡是否居中 □是 □否 ③水平仪的气泡是否居中 □是 □否 ④仪器自校是否正常通过 □是 □否 ④仪器自校是否正常通过 □是 □否 仪器状态 砝码重量* 称量值 误差E E max -E min 仪器状态 砝码重量* 称量值 误差E E max -E min □正常 □不正常 □正常 □不正常 砝码编号 砝码编号 结论 结论 □合格 □不合格 □合格 □不合格 校验人: 复核人: 校验人: 复核人: 附表:不同级别天平不同标示值砝码的允许误差 *砝码重量按检定后重量填写 * E max —E min ≤最大允许误差(该称量点) 标准砝码标示值 天平最大允许误差 精度0.01g 精度0.1mg 精度0.01mg 精度0.01mg 精度0.1mg 精度0.01g 日校 月校 日校 月校 日校 月校 20mg ±0.05mg - - √ √ 100mg ±0.05mg - - √ √ 200mg ±0.05mg ±0.5mg - √ √ √ 1g ±0.05mg ±0.5mg - √ √ √ √ 20g ±0.10mg ±0.5mg ±0.05g √ √ √ √ 50g ±1.0mg ±0.5mg ±0.05g √ √ √ √ √ √ 100g ±1.0mg ±1.0mg ±0.05g √ √ √ √ √ √ 200g - ±1.0mg ±0.05g √ √ √ 500g - - ±0.05g √ √ 1kg - - ±0.1g √ 2kg - - ±0.1g √
国内统一刊号CN31-1424/TB 2018/3 总第266期 规程论谈 Regulation 对JJG 156-2016《架盘天平》的解析 赵娟 陆浩 朱俊 刘昆 / 上海市计量测试技术研究院 0 引言 架盘天平主要根据罗伯威尔机构和杠杆原理制成,如图1所示。与电子天平相比,作为一种室内小型机械非自动衡器,具有一定的优势和不可替代性,主要表现在操作简单、携带方便、价格低廉、坚固耐用等。尤其是作为机械类衡器,具有耐腐蚀、抗干扰、抗粉尘污染等特点,广泛适用于医药卫生、 工矿企业、环境监测、建材、农业、科技等领域。 图1 架盘天平结构原理 1 对原规程的主要修订 JJG 156-2016[1](以下简称:新规程)在计量性能要求、主要技术指标等方面采用了国际法制计量组织(OIML)国际建议R76-1:2006《非自动衡器第1部分》(Non-automatic weighing instruments)中的相关内容,与JJG 156-2004[2](以下简称:原规程)相比,有许多修改。1.1 增加引用文件 原规程:没有引用文献;新规程:增加JJG 99-2006《砝码》、JJF 1229-2009《质量密度计量名词术语及定义》、国际法制计量组织(OIML)国际建议R76-1:2006非自动衡器 第1部分1.2。检定架盘天平所配备的砝码应符合JJG 99-2006的要求,砝码的允差不得大于载荷点下最大允许误差的1/3。1.2 增加术语和计量单位 增加以下术语:最大秤量Max 、实际分度值d 、检定分度值e 、检定分度数n ;计量单位:千克(kg)、克(g)。 1.3 修改了天平最大允许误差表 原规程:给出了空载、全载、标尺、偏载的最大允许误差,如表1所示。新规程参照架盘天平新标准GB/T 2087-2016中明确对发生改变的载荷点500e 的试验[3],按不同量程范围给出天平相应载荷的最大允许误差,如表2所示。 注:天平使用中检定的最大允许误差应该是首次检定时最大允差的 2倍。 1.4 增加外观及结构检查要求 外观要求中增加了对标记的要求(具有说明性标记的标牌应牢固可靠、安放在明显易读位置,不易涂擦、修改或拆卸;字迹清晰、大小适中,尺寸规范)、结构适用性(天平的设计应满足使用目的,“使用目的”包括天平的类型、使用要求及环境要求)、可靠性要求(天平的部件应不易被操作者拆卸)。1.5 增加对天平计量特征的检查 增加了7.3.1.1计量特征,包括铭牌上标注的信息:准确度等级、最大秤量Max 、检定分度值e 、实际分度值d 。 1.6 对空载分度值检定时施加砝码值的修改 原规程中对天平空载分度值的检定:将天平重新调整平衡,使杠杆处于静止状态,然后分别在左盘、右盘内轻轻加入质量值不大于最大秤量1/2 500的感量砝码(n = 1 000),如果n = 2 000,其感量砝码值为最大秤量的1/5 000;新规程中感量砝码值变为最大秤量的1/2 000(n = 1 000时)和最大秤量的1/4 000(n = 2 000),这也与表2中的最大
实验1 电子天平的检定 1 实验目的和要求 1) 了解电子天平的主要检定项目和步骤。 2) 掌握利用标准砝码检定电子天平及其数据处理。 2 实验仪器及材料 电子天平,标准砝码,温度计、湿度计和气压计等。 3 检定内容 3.1 检定条件 1)砝码 应配备一组标准砝码,其扩展不确定度(k=2)不得大于被检天平在该载荷下最大允许误差绝对值的1/3。(标准砝码的磁性也应该有相应要求) 2)分度值≤0.2°C的温度计、相对准确度≥5%的干湿度计。(本实验略去) 3.2 检定环境条件 温度、湿度、振动、大气中水汽凝结和气流及磁场等具体要求见JJG 1036-2008。 3.3 检定前的准备 1)调整电子天平后端两个底脚高度,通过观察水平泡,将天平调整到水平位置。 2)接通电源,天平预热,达到平衡、稳定; 3)进行一次预加载。 3.4 检定项目 主要根据天平首次检定、后续检定、使用中检定等不同阶段根据国标选择检定项目。JJG 1036-2008中的主要检定项目有:外观检查、偏载误差、重复性、示值误差等,这里主要对后3项进行检定。 4 检定方法及步骤 4.1 偏载误差(检定项目一) 即载荷在不同位置的示值误差须满足相应载荷最大允许误差的要求。 1)试验载荷选择1\3(最大称量),需要说明的是这里略去了国标中的“最大加法除皮效果”,因为实验所用的天平未带有除皮效果指标。优选个数较少的砝码,如果不是单个砝码,允许砝码叠放使用。单个砝码应放置在测量区域的中心位置,若使用多个砝码,应均匀分布在测量区域内。 2)按图1.1给出的天平偏载误差检定位置,称量实验所用标准砝码,间隔和稳定时间见天平手册。需要