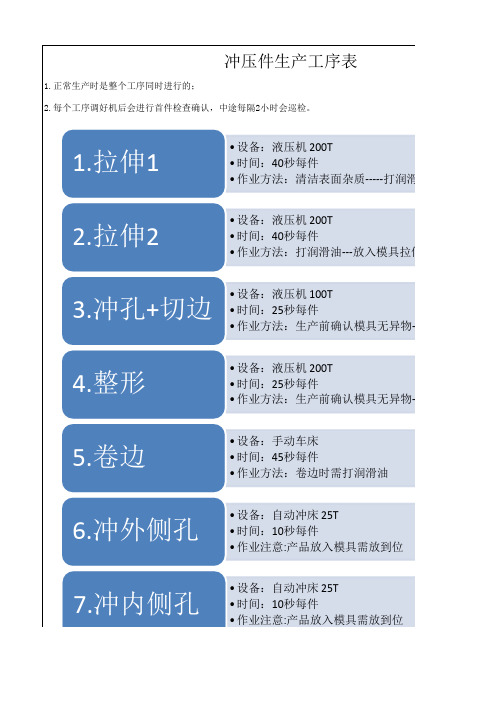
冲压件生产工艺流程图
- 格式:doc
- 大小:64.00 KB
- 文档页数:5

一文看懂汽车冲压生产车间工艺冲压是汽车制造过程中的龙头工艺。
汽车冲压车间承担原材料卷料、板料的存放;卷料的开卷剪切;板料的剪切;各车型大、中、小型冲压件的冲压生产;冲压件的存放;废料处理以及设备、模具的日常维修和保养等任务。
一、冲压车间工艺流程原材料(板料和卷料)入库→开卷线→大件清洗涂油、小件开卷剪切→冲压生产线安装模具调试首件合格→投入批量生产→合格件防锈→入库二、冷冲压的概念及特点1.冷冲压是指在常温下,利用安装在压力机上的冲模对材料施加压力,使其产生分离或塑性变形,从而获得所需要零件的一种压力加工方法。
2.冷冲压的特点:产品尺寸稳定,精度高,重量轻,刚度好,互换性好,高效低耗,操作简单,易于实现自动化。
三、冷冲压基本工序的分类冷冲压概括起来分两大类:成形工序和分离工序。
1. 成形工序是坯料在不破裂的条件下产生塑性变形而获得一定形状和尺寸的冲压件。
成形工序分:拉延、弯曲、翻边、整形等。
拉延:利用拉延模使平面坯料(工序件)变成开口空心件的冲压工序。
弯曲:将板料、型材、管材或棒材等弯成一定的角度、一定曲率形成一定形状的冲压方法。
翻边:是在坯料的平面部分或曲面部分上使板料沿一定的曲率翻成竖立边缘的冲压成型方法。
2. 分离工序是使板料按一定的轮廓线分离而获得一定形状、尺寸和切断面质量的冲压件。
分离工序分:落料、冲孔、切角、修边等。
落料:使材料沿封闭曲线相互分离,封闭曲线以内的部分作为冲裁件时,称为落料。
冲孔:使材料沿封闭曲线相互分离,封闭曲线以外的部分作为冲裁件时,称为冲孔。
四、各工序名称及其代号冲压车间生产的零件中,有一部分属于覆盖件,如:发动机罩外板、顶盖、车门等。
五、对覆盖件的要求1. 尺寸和形状应符合检具和经过焊装合件匹配的样件。
2. 表面质量好。
外覆盖件(尤其是轿车的外覆盖件)表面不允许有波纹、皱纹、凹痕、划伤、擦伤、压痕等缺陷,棱线应清晰、平直、曲面应圆滑、过渡均匀。
3. 刚性好。
覆盖件在成形过程中,材料应有足够的塑性变形,以保证零件具有足够的刚性。
汽车制造行业主要生产工艺职业病危害因素识别和防护措施汽车制造行业的工艺类型很多,根据《建设项目职业病危害风险分类管理目录(2021年版)》,汽车制造业C36,属于职业病危害严重行业。
本教案以小型乘用汽车制造工艺为例,讲解汽车制造行业职业卫生监督执法基础知识,重点知识点为汽车制造行业生产工艺流程及生产过程中职业病危害因素识别、职业病防护设施和个人防护措施、以及相关职业病危害因素职业健康检查项目等。
汽车制造行业主要包括冲压车间、焊装车间、涂装车间、树脂车间、总装车间。
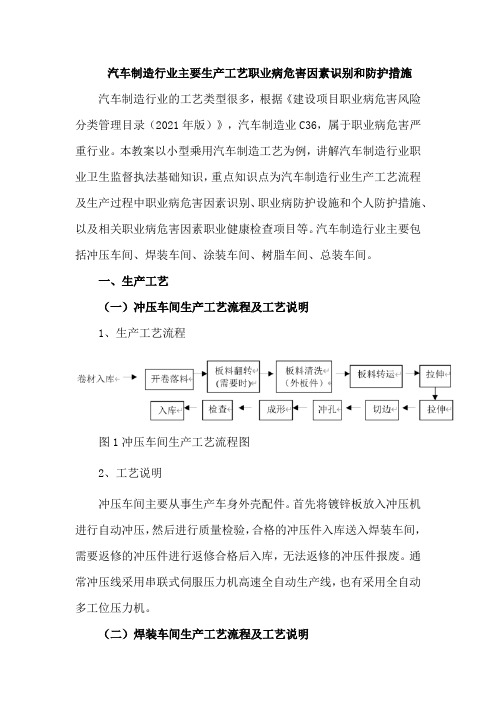
一、生产工艺(一)冲压车间生产工艺流程及工艺说明1、生产工艺流程图1冲压车间生产工艺流程图2、工艺说明冲压车间主要从事生产车身外壳配件。
首先将镀锌板放入冲压机进行自动冲压,然后进行质量检验,合格的冲压件入库送入焊装车间,需要返修的冲压件进行返修合格后入库,无法返修的冲压件报废。
通常冲压线采用串联式伺服压力机高速全自动生产线,也有采用全自动多工位压力机。
(二)焊装车间生产工艺流程及工艺说明1、生产工艺流程图2焊装车间生产工艺流程图2、工艺说明焊装车间主要进行车身总成及其分总成焊接、装配、调整和修磨,分总成主要包括左/右侧围内板总成、左/右侧围外板总成、顶盖总成、地板总成、左/右车门、前盖、后盖总成和车身总成。
焊装车间焊接工艺主要有两种:接触电阻焊和气体(CO2)保护电弧焊。
焊装车间主体部分以电阻焊为主,现代汽车工业通常以机器人自动生产线为主,小件焊接生产线以CO2保护焊为主,独立车间设置。
(三)涂装车间生产工艺流程及工艺说明1、生产工艺流程图3涂装车间生产工艺流程图2、工艺说明涂装车间主要负责车身表面的涂装作业,包括表面处理、电泳涂装、密封胶喷涂、底漆、中涂、面漆喷涂、自动注蜡等。
首先将从焊装车间送入的车框进行预处理,然后进行电泳,再然后进行烘干,之后喷色漆、清漆,再然后送入报交线,无质量问题最后送入自动注蜡机进行注蜡。
涂装车间内一般布置有底漆线、涂胶线、中涂线、面漆线、精饰线、返修线。
冲压件加工流程:1.根据材质、产品结构等确定变形补偿量。
2.根据补偿量设计模具冲压出成品或半成品。
3.加工半成品至成品。
4.不良现象包括裂纹、起皱、拉伤、厚度不均、不成型等。
攻牙及螺纹加工:1.内螺纹先钻底孔直径及深度(底孔尺寸根据螺纹规格确定尺寸);外螺纹先加工外圆至螺纹大径尺寸(根据螺纹规格确定尺寸)。
2.加工螺纹:内螺纹用相应等级的丝锥攻丝;外螺纹用螺纹刀车削或板牙套丝即可。
3.不良现象包括丝乱扣、尺寸不统一、螺纹规检验不合格等。
附:材料主要根据使用要求选用铜、铝、低碳钢等变形抗力低、塑性好、延展性好的金属或非金属。
冲压件是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。
冲压和锻造同属塑性加工(或称压力加工),合称锻压。
冲压的坯料主要是热轧和冷轧的钢板和钢带。
冲压件主要是将金属或非金属板料,借助压力机的压力,通过冲压模具冲压加工成形的,它主要有以下特点:⑴ 冲压件是在材料消耗不大的前提下,经冲压制造出来的,其零件重量轻、刚度好,并且板料经过塑性变形后,金属内部的组织结构得到改善,使冲压件强度有所提高。
⑵冲压件具有较高的尺寸精度,同模件尺寸均匀一致,有较好的互换性。
不需要进一步机械加工即可满足一般的装配和使用要求。
⑶冲压件在冲压过程中,由于材料的表面不受破坏,故有较好的表面质量,外观光滑美观,这为表面喷漆、电镀、磷化及其他表面处理提供了方便条件。
冲压件是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。
板料,模具和设备是冲压加工的三要素。
冲压加工是一种金属冷变形加工方法。
所以,被称之为冷冲压或板料冲压,简称冲压。
它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。
环球的钢材中,有50~60%是板材制成的,此中大部分是经过冲压榨成的成品。

汽配冲压生产工艺流程表英文回答:Automotive stamping production process flowchart.The automotive stamping production process is a crucial step in the manufacturing of automotive parts and components. It involves the use of specialized machinery and equipment to shape and form metal sheets into the desired shape and size. The process flowchart provides a visual representation of the various stages involved in the production process.The first stage in the process is the design and engineering phase. This is where the specifications and requirements for the automotive part are determined. Engineers create detailed drawings and models of the part, taking into account factors such as strength, durability, and functionality.Once the design is finalized, the next stage is the fabrication of the stamping die. The stamping die is a specialized tool that is used to shape and form the metal sheets. It is created using computer-aided design (CAD) software and then machined to precision using CNC machines.After the stamping die is fabricated, the actual stamping process begins. The metal sheets are loaded onto a stamping press, which applies pressure to the die to shape the metal into the desired form. The stamping press can be either mechanical or hydraulic, depending on the requirements of the part.During the stamping process, the metal undergoes various operations such as blanking, piercing, bending, and drawing. Blanking involves cutting the metal sheet into the desired shape, while piercing creates holes or slots. Bending and drawing are used to shape the metal into curved or three-dimensional forms.Once the stamping process is complete, the stamped parts are inspected for quality and accuracy. Any defectsor imperfections are identified and rectified. The parts are then prepared for further processing, such as welding, assembly, or surface finishing.In conclusion, the automotive stamping production process is a complex and precise operation that requires careful planning, design, and execution. The process flowchart provides a visual representation of the various stages involved in the production process, from design and engineering to stamping and inspection. By following this process, automotive manufacturers can ensure the production of high-quality and reliable parts and components.中文回答:汽车配件冲压生产工艺流程表。


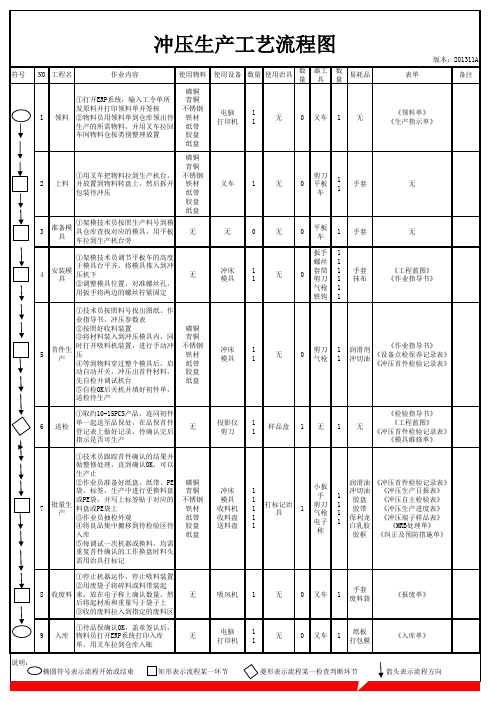
冲压生产工艺流程图
(1)冲压加工的生产效率高,且操作方便,易于实现机械化与自
动化。
这是因为冲压是依靠冲模和冲压设备来完成加工,普通压力
机的行程次数为每分钟可达几十次,高速压力要每分钟可达数百次
甚至千次以上,而且每次冲压行程就可能得到一个冲件。
(2)冲压时由于模具保证了冲压件的尺寸与形状精度,且一般不
破坏冲压件的表面质量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,具有“一模一样”的特征。
(3)冲压可加工出尺寸范围较大、形状较复杂的零件,如小到钟
表的秒表,大到汽车纵梁、覆盖件等,加上冲压时材料的冷变形硬
化效应,冲压的强度和刚度均较高。
(4)冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它
加热设备,因而是一种省料,节能的加工方法,冲压件的成本较低。

编制:
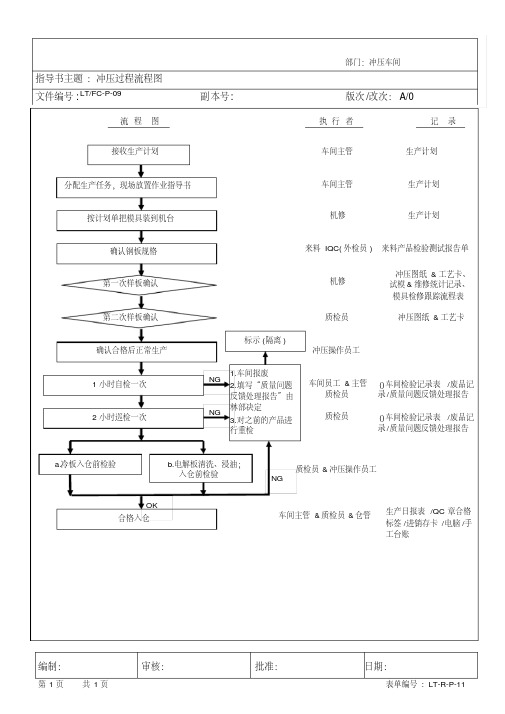
审核:批准:日期:第1页共1页表单编号:LT-R-P-11部门:冲压车间
指导书主题:冲压过程流程图
文件编号: 副本号: 版次/改次:A/0 NG NG OK
NG
LT/FC-P-09
流程图执行者记录按计划单把模具装到机台确认钢板规格第一次样板确认1小时自检一次2小时巡检一次
接收生产计划车间主管机修来料IQC(外检员) 机修
冲压图纸&工艺卡、
试模&维修统计记录、
模具检修跟踪流程表质检员确认合格后正常生产
冲压操作员工车间员工&主管质检员质检员生产计划
生产计划
来料产品检验测试报告单
冲压图纸&工艺卡()车间检验记录表/废品记录/质量问题反馈处理报告第二次样板确认
()车间检验记录表/废品记录/质量问题反馈处理报告a.冷板入仓前检验 b.电解板清洗、浸油;
入仓前检验合格入仓质检员&冲压操作员工
车间主管&质检员&仓管生产日报表/QC 章合格
标签/进销存卡/电脑/手
工台账
分配生产任务,现场放置作业指导书车间主管生产计划
1.车间报废
2.填写“质量问题
反馈处理报告”由
林部决定3.对之前的产品进
行重检标示(隔离)。
编制:审核:批准:
XX年在全行员工忙碌紧张的工作中又临近岁尾。
年终是最繁忙的时候,同时也是我们心里最塌实的时候。
因为回首这一年的工作,我们会计出纳部的每一名员工都有自已的收获,都没有碌碌无为、荒度时间。
尽管职位分工不同,但大家都在尽最大努力为行里的发展做出贡献。
时间如梭,转眼间又将跨过一个年度之坎,为了总结经验,发扬成绩,克服不足,现将今年的工作做如下简要回顾和总结:
今年我在财务部从事出纳工作,主要负责现金收付,票据印章管理,开具发票和银行间的结算业务,刚刚开始工作时我简单的认为出纳工作好像很简单,不过是点点钞票,填填支票,跑跑银行等事务性工作,但是当我真正投入工作,我才知道我对出纳工作的认识和了解是错误的,出纳工作不仅责任重大,而且有不少学问和技术问题,需要理论与实践相结合才能掌握.在平时的工作中我能严格遵守财务规章制度,严格执行现金管理和结算制度,做到日清月结,定期向会计核对现金与帐目,发现现金金额不符,做到及时汇报及时处理,根据会计提供的凭证及时发放工资和其它应发放的经费,坚持财务手续,严格审核有关原始单据,不符要求的一律不付款,严格保管有关印章,空白支票,空白收据,库存现金的完整及安全,及时掌握银行存款余额,不签发空头支票和远期支票,月末关帐后盘点现金流量及银行存款明细,并认真装订当月原始凭证,每月及时传递银行原始单据和各收付单据,配合会计做好各项帐务处理及各地市资金下拨款,严格控制专款专用和银行帐户的使用.
以上是我今年工作以来的一些体会和认识,也是我在工作中将理论转化为实践的一个过程,在以后的工作中我将加强学习和掌握财务各项政策法规和业务知识,不断提高自己的业务水平,加强财务安全意识,维护个人安全和公司的利益不受到损失,做好自己的本职工作,和公司全体员工一起共同发展,新的一年意味着新的起点、新的机遇、新的挑战,我决心再接再厉,更上一层楼。
回顾一年的工作,自己感到仍有不少不足之处:
1、只是满足自身任务的完成,工作开拓不够大胆等;
2、业务素质提高不快,对新的业务知识学的还不够、不透;
3、本职工作与其他同行相比还有差距,创新意识不强。