偏心套车工夹具结构的改进设计
- 格式:pdf
- 大小:457.14 KB
- 文档页数:3


机床夹具设计改进的思路探究机床夹具在机械制造业中应用很广。
由机床夹具和机床、刀具、工件组成的加工工艺系统,能够根据工艺要求,迅速实现工件的定位和夹紧,并在加工过程中保持它们之间相对位置的正确。
毫无疑问,使用夹具,可提高劳动生产率和加工精度。
随着生产规模的不断扩大,近年各家齿轮制造公司从国内外引进了大量的数控加工设备,并推行精益生产方式。
新技术、新设备、新的管理方法的应用,使机械加工的现场条件发生了很大变化。
面对这些变化,如何与时俱进地进行机床夹具的设计,成为工艺设计人员不可回避的问题。
一.双工位倒档齿压铜套夹具在汽车变速器齿轮的中,常有在内孔中镶铜套的齿轮。
这些齿轮的加工工艺过程一般有:制齿→硬化处理→压铜套→车(磨)内孔。
设计安全高效的压铜套夹具,离不开对其工艺过程的仔细分析。
1.问题的提出压铜套工序的设备放置在热前加工区域,为与热前压其它齿轮的同步器接合齿环共用的设备,由同一人操作。
根据精益生产布线需要,为减少不必要的搬运浪费,并平衡工作量,需将压铜套工序调整到热后加工区域,由其下一工序(车内孔)的操作者完成。
2.问题的分析通过对原来的压铜套工序过程进行分析,认为有以下几点不能满足调整后的要求:1)动作过于复杂,致使工序节拍过长,不能满足一人多机的要求。
原来的压铜套工序使用的工装,其工序过程的内容为:右手取工件→将工件放工作台上→左手取铜套→将铜套对准齿轮孔口→右手取压具→将压具装入铜套孔中→左手持压具→右手操作压床手把→压入→检查(是否压到位或存在切边)→拿走工件。
由此可见,一次成功的压铜套操作需要11个动作才能完成,动作复杂,操作者劳动强度大,熟练的操作需要15秒。
2)不能可靠地保证工序质量。
3)在压入的过程中,一手持压具,一手操作设备,存在安全隐患。
3.新设计方案对以上动作过于复杂的原因进行分析,主要是由于原来的夹具在工序进行的过程中不具备定位、导向的功能,完全靠操作者保证工件在加工过程中的相对位置的正确性。
浅析偏心孔磨削夹具的改进摘要:在磨削加工中,难加工的工件有三类:细长轴、高精度偏心件和薄壁件。
对这三类难加工件必须采用特殊的加工方法保证加工件的加工精度和表面质量。
采用专用夹具和辅助装置不失为一种好办法。
本文就以我实际加工过的加长偏心钻套为例,对高精度偏心件的磨削加工进行探讨。
关键词:偏心件;夹具设计;加工方法对于一般的偏心件,如偏心轴和偏心套的加工,一般采用四爪单动和三爪自动定心卡盘垫垫块的方法就能达到加工要求。
但对于磨削的加长偏心钻套,无论是单件还是批量生产,采用上述办法很难满足加工精度要求。
因此,从保证加工精度和提高工作效率出发,我设计了一套磨削该工件的专用夹具。
该夹具具有定位定向功能,具有定位精度高、装夹简便等的优点,每磨削加工一组偏心孔时,能够保证偏心孔的中心与主轴中心重合,现简述该套夹具在设计时的一些想法。
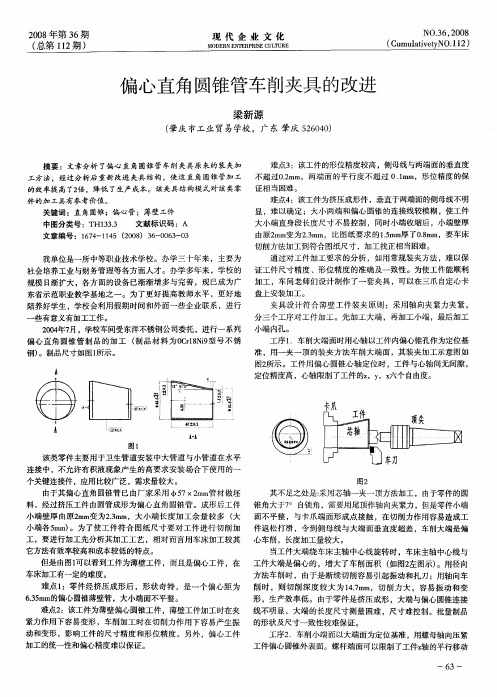
1 偏心件的工艺分析1.1 图1所示偏心件要求加工Φ16F7偏心内孔,采用在M2110C内圆磨床上进行加工。
该工件Φ16F7偏心内孔要求于Φ22g6外圆轴心向垂直于25-0.01扁方面的方向偏移偏心量e±0.01。
内孔Φ16F7、外圆Φ52-0.01及Φ22g6表面粗糙度及形位公差均要求很高。
偏心量e±0.01如表1所示,有多组,一组有多件,而且要求定向偏移,故增加了加工难度,其磨削加工特点要求采用专用夹具进行磨削加工。
表1 偏心件偏心距及数量表1.2 根据该工件的加工要求,对以前实践过的常规加工方法进行分析如下:(1)三爪自动定心卡盘垫垫块的方法。
采用该方法将偏心垫片直接垫于25-0.01扁方面上,位置能够确定,但磨削出的工件经检测两远点的偏心量不稳定。
经分析主要是由于工件过长,夹持面较小,磨削时工件难免会位移、振动,所以造成两远点的偏心量不稳定。
此外每件工件均要反复找正,工作效率较低。
(2)用四爪单动找正的方法。
四爪其中一爪夹持工件25-0.01扁方面,找正工件外圆上母线及侧母线,并且通过丝表调校出偏心量e±0.01。


偏心工件加工及夹具设计摘要轴类零件是机器中经常遇到的典型零件之一。
它在机械中主要用于支承齿轮、凸轮以及连杆等传动件,按照结构类型不同,轴可以分为很多种如:阶梯轴、锥度心轴、空心轴、凸轮轴等,轴的长径比小于5的称为短轴,大于20的称为细长轴,大多数轴介于两者之间,轴用轴承支承,与轴承配合的轴段称为轴颈。
轴颈是轴的装配基准,它们的精度和表面质量一般要求较高。
根据零件的结构类型、及其功能,运用定位夹紧的知识从而完成了夹具设计。
关键词:轴类零件、轴颈、夹具、工艺分析The shaft parts are one of the typical parts of the machine.. It in the machinery is mainly used to support gear, cam and connecting rods and other transmission parts, according to the different structure types of axis can be divided into many types such as stepped shaft, taper mandrel, a hollow shaft, camshaft, long shaft diameter ratio is less than 5 for short axis, more than 20 are referred as the slender shaft, most of the shaft in between, shaft bearing, and bearing with the shaft segment known as the axle journal. The axis of the journal is the axis of the assembly reference, and their accuracy and surface quality are generally higher. According to the structure type and function of parts, the fixture design is accomplished by using the knowledge of positioning and clamping..目录目录 (1)偏心工件的加工一.问题的引出 (2)二、垫片厚度与垫片形状的选择 (3)三、偏心工件的车削 (4)四、加工偏心工件时容易产生的问题及应注意的事项....................................... 5.6五、结语.... .. (6)偏心工件夹具设计一.偏心夹具的设计思路 (7)二.偏心夹具结构分析 (8)三.线切割找正和加工 ..........................................9.10.11四.锁紧装置结构特点 (12)五.夹具的应用 (13)结束语 (14)致谢词 (15)偏心工件的加工及夹具设计对偏心工件车削加工的研究一、问题的引出人们通常把圆柱面轴线平行且不相重合的零件称为偏心工件,平行轴线之间的距离叫偏心距。

一种偏心轮夹紧机构的设计和改进偏心轮夹紧机构是一种常用于夹紧和固定两个零件的机构。
它由一个偏心轮和一个夹杆组成,通过旋转偏心轮来夹持或松动零件。
在设计和改进偏心轮夹紧机构时,可以考虑以下几个方面:1.偏心轮的形状:传统的偏心轮一般为圆形,但在一些情况下,可以考虑采用其他形状,如椭圆形或其他非对称形状。
这样可以增加夹紧力的稳定性和可靠性。
2.夹杆的材料选择:夹杆作为夹紧零件的核心组成部分,其材料的选择直接影响整个夹紧机构的性能。
可以选择高强度、高硬度、抗磨损的材料,以提高夹紧力和使用寿命。
3.偏心轮和夹杆的表面处理:偏心轮和夹杆的表面处理可以利用表面涂层技术,如喷涂、渗氮等,以提高它们的耐磨性和耐腐蚀性。
同时,表面处理还可以减少夹紧力的损失和摩擦力的增加。
4.夹紧力的调节:为了满足不同工况下的夹紧需求,可以设计一种可调节夹紧力的机构。
例如,增加支撑装置和调节螺母,通过改变夹杆的预紧力来调节夹紧力大小,使其适应不同的工件尺寸和形状。
5.自动夹紧机构:为了提高夹紧效率和操作方便性,可以设计一种自动夹紧机构。
例如,可以通过添加弹簧装置或液压装置,实现夹紧机构的自动夹紧和松动,提高工作效率和减少人工操作。
6.负载传递机构的改进:在一些需要承受较大负荷的应用场景中,可以考虑改进负载传递机构,以增加偏心轮和夹杆之间的接触面积和接触强度。
例如,可以增加凸起和凹槽结构,增强它们之间的咬合效果,提高夹紧力的传递效率。
总之,通过对偏心轮夹紧机构的设计和改进,可以提高其夹持力的稳定性和可靠性,增加使用寿命,并且适应不同工况下的夹紧需求。
同时,还可以提高工作效率,减少人工操作。
以上所述仅为一种设计和改进的思路,具体实施应根据具体应用场景和要求进行。

动车组制动系统中偏心零件的车削工艺分析及工装改进陈剑(中国铁道科学研究院机车车辆研究所,北京100081)摘要:在动车组、城轨制动系统的空气制动阀类中,存在很多偏心类结构。
文中针对压力变换阀中的两个典型偏心零件上 阀体、中间体为例进行工艺分析,优化改进工装方案,提高加工效率,实现高精度、高可靠性的自动定心夹紧等功能。
关键词:车削;自动定心夹紧;可靠性;高效切削中图分类号:TG 57文献标志码:B 文章编号:1002-2333(2016)07-0252-02引言压力变换阀作为制动系统中的重要部件,用于调节 制动压力,实现制动和缓解,增强制动系统的安全性和可 靠性,对保证制动系统的稳定性与安全性起着重要作用。
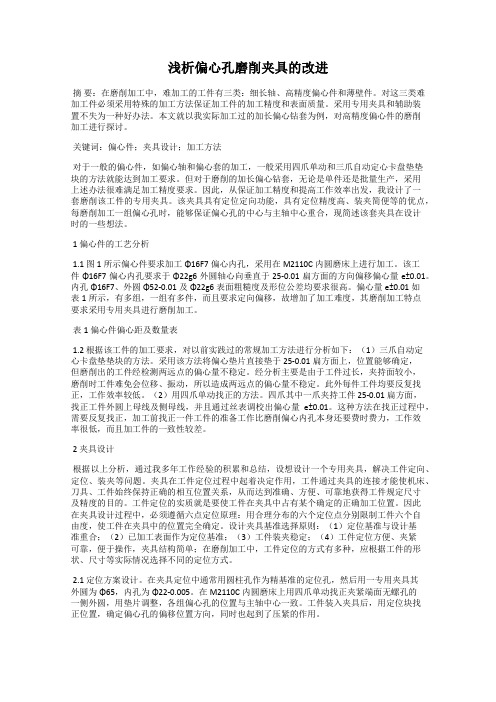
其中,上阀体与中间体作为压力变换阀上两个重要部件 如图1和图2所示,由于零件内部主要加工部位为回转类 结构,但是外形结构又呈现出不对称性。
故本文就针对这 两种零件的结构特点及加工部位,进行车削工艺分析,对 原有工装进行改进,提出新工装方案,使现有机床与刀具 最大限度地发挥潜能,实现自动定心夹紧、高效切削,进 而体现先进加工制造技术的价值。
1上阀体、中间体结构特征及工艺性分析图1和图2为上阀体与中间体结构图,根据图样可知, 阀体内部需要加工部位是回转型结构与零件铸造的外型 四方结构中心不对中,属于偏心类回转型结构,从主视 图中能够看出回转中心与四方两基准边的位置关系,距 离分别79 mm和70 mm。
上阀体与中间体中部结构均为回转型,且外型铸造结构尺寸完全相同,故可在工装设计时 考虑对上阀体与中间体进行合并,对偏心尺寸进行补偿, 使其与机床回转中心重合后,在对需要加工的回转型结效、快速地夹紧底架三段总成,提高了装夹效率,杜绝了 安全隐患。
2)本翻转工装利用电机与减速机的自锁功能,能够 实现上下高度与旋转方向的任意角度停止,将底架三段 总成的仰焊位置变为平焊位置,提高了产品的焊接质量, 降低了员工的劳动强度。

偏心套加工工艺及夹具设计
偏心套是一种常见的机械零部件,主要用于传动装置、轴承等机械设备中。
偏心套的加工工艺比较复杂,需要精密的加工设备和技术。
本文将介绍偏心套的加工工艺及夹具设计。
1. 加工工艺
偏心套的加工工艺主要包括以下几个步骤:
1)材料选择:一般采用高强度、高硬度的合金钢材料,如45钢、40Cr等。
2)车削:首先进行外径车削,保证外径尺寸和表面质量满足要求。
然后进行内径车削,保证内径尺寸和圆度精度满足要求。
3)镗孔:将偏心套放入钳口夹紧,并通过镗孔加工器进行内孔加工。
镗孔时应注意控制偏心量和孔径精度。
4)铣削:根据客户要求,对偏心套进行铣削,使其满足一定的表面光洁度和形状精度。
5)热处理:对已加工完成的偏心套进行热处理,提高其硬度和强度,增强其耐用性。
6)磨削:最后对偏心套进行磨削,保证其尺寸和表面质量满足要求。
2. 夹具设计
偏心套的夹具设计应满足以下要求:
1)夹持力要足够大,确保夹紧时不会移位或产生变形。
2)夹具结构简单,易于操作和加工。
3)夹紧面应尽量与偏心套的加工面相吻合,以保证加工精度。
4)夹紧面应光滑平整,不得留有任何划痕或凹陷,以免影响偏心套的表面质量。
5)夹具应具有可调节的功能,以适应不同尺寸的偏心套加工。
综上所述,偏心套的加工工艺比较复杂,需要精密的加工设备和技术。
夹具设计也是关键之一,应根据偏心套的加工要求进行合理设计,以确保加工效果和加工精度。

夹具夹紧可靠。
将胀口用的工具去掉后,把工件与夹具一起安装在夹爪中用螺栓夹紧。
开始时不能完全夹紧,先缓慢转动主轴看工件是否安正。
一般情况下夹具需要找正,找水平与垂直度。
找正后再次用力夹紧,夹紧后加工滚道和内径。
这种夹具适合的设备是普通车床,进刀一般都是手动,由于加工的滚道和内径是偏心的,所以车削量较大,操作者需要多次进刀、对刀测量,然后才能车外滚道或者内径。
车加工完成后,将夹具体与工件卸下,用工具将开口处胀开将工件取下。
偏心轴承车加工夹具改进王顺1,贾雪梅2,刘英学1(1.中航工业哈尔滨轴承有限公司研发中心,黑龙江哈尔滨150036;2.哈尔滨轴承集团公司小型球轴承分厂,黑龙江哈尔滨150036)摘 要:针对偏心轴承车加工用原有夹具生产效率低、劳动强度大、定位精度影响因素多等问题,对原有夹具结构进行了改进,并更换了加工机床,使原有夹具存在的问题得到了解决。
关键词:偏心轴承;车加工夹具;生产效率;劳动强度;定位精度中图分类号:TH133.33+2,TG519.5文献标识码:B 文章编码:1672-4582(2012)01-0028-02Improvement on fixture used for turning of eccentr ic bearingWang Shun 1,Jia Xuemei 2,Liu Yingxue 1(1.Bearing R &D Center,AVIC Harbin Bearing Co.,Ltd.,Harbin 150036,China;2.Small Ball Bearing Branch,Harbin Bearing Group Corporation,Harbin 150036,China )Abstract:Because the original fixture used for turning of eccentric bearing was of low productivity and in high labor intensity,and easily affected by many factors in setting accuracy,the structure of former fixture was improved and the machining tool was also changed.The original fixture problem was eventually solved.Key words:eccentric bearing;fixture of turning;productivity;labor intensity;setting accuracy第33卷 第1期2012年3月Vol.33No .1M ar.2012哈 尔 滨 轴 承JOURNAL OF HARBIN BEA RING收稿日期:作者简介:2011-08-16.王顺(1982-),男,助理工程师.1 前言 我厂开发的偏心轴承已由试制生产变为批量生产。


机床夹具改进计划书1. 引言机床夹具是机床加工过程中不可或缺的一部分,它能够确保工件在加工过程中的稳定性和精确度。
然而,在长期使用中,我们发现现有的机床夹具存在一些问题,如定位不准、变形严重、操作不方便等。
为了提高加工效率和产品质量,我们决定进行机床夹具的改进,以满足生产需求。
2. 改进目标本次机床夹具改进的目标如下:1.提高夹具的定位准确度。
2.减少夹具的变形情况。
3.提升夹具的操作便利性。
4.改进夹具的可靠性和稳定性。
5.优化夹具的布局和设计。
3. 改进方案为了实现改进目标,我们计划采取以下方案:3.1 使用高精度材料制作夹具在现有夹具的基础上,我们将选择高精度的材料进行制作,如钢材、铝合金等。
这些材料具有较高的强度和刚性,能够减少夹具的变形情况,提高加工精度。
3.2 优化夹具的结构设计我们将对夹具的结构进行优化,采用更合理的布局和设计,使夹具能够更好地适应不同类型的工件加工。
同时,我们将增加夹具的调节和固定装置,以提高定位准确度和稳定性。
3.3 引入自动化控制系统为了提高夹具的操作便利性,我们计划引入自动化控制系统。
该系统能够实现夹具的自动调节和固定,减少人工干预的程度,提高工作效率。
同时,该系统还能够监测夹具的状态和工件的加工情况,及时进行调整和改进。
3.4 加强维护和保养工作为了保证夹具的可靠性和稳定性,我们将加强对夹具的维护和保养工作。
定期检查夹具的部件和连接结构,及时更换损坏的零部件,确保夹具正常工作。
此外,我们还将制定夹具的使用规范和操作流程,加强员工的培训和管理,提高夹具的使用效果。
4. 实施计划本次改进计划将分为以下步骤进行实施:4.1 需求分析与调研我们将与相关部门进行需求分析和调研工作,了解现有夹具存在的问题和需求,明确改进的目标和方案。
4.2 设计与制造在需求分析和调研的基础上,我们将进行夹具的设计和制造工作。
设计团队将制定详细的设计方案,并与制造部门合作,进行夹具的制造和组装。



偏心零件的加工工艺及夹具设计①一、引言偏心零件在工程制造中是一种常见的零部件,其加工工艺和夹具设计对于产品质量和工艺效率具有重要影响。
本文将从偏心零件加工工艺和夹具设计两个方面进行探讨,旨在提高加工工艺的效率和产品的质量。
1.加工工艺分析偏心零件通常由于其外形的不对称性而在加工过程中容易产生变形和加工残余应力,因此在加工工艺上需要注意以下几点:(1)加工前的准备工作在进行偏心零件加工前,首先需要对零件设计进行合理分析,并对加工工艺进行详细的规划。
根据零件的具体特点制定加工方案,确保加工过程中避免出现变形和残余应力。
(2)选用合适的工艺方法在偏心零件的加工过程中,通常采用数控加工、磨削加工和车削加工等方法。
需要根据具体零件的形状和尺寸选择合适的加工方法,以确保加工精度和表面质量。
(3)合理的刀具选择在偏心零件加工中,刀具选择对于加工效率和零件质量同样具有重要影响。
需要根据加工材料和零件形状选择合适的刀具,避免刀具过度刀痕和加工残余应力。
(2)粗加工采用数控加工或车削加工进行零件的粗加工,以便于后续的精加工和磨削加工。
(3)精加工在进行偏心零件的精加工时,需要采用精密的数控机床或磨床进行加工,以确保零件的加工精度和表面质量。
(4)检测在零件加工完成后,需要对零件进行详细的检测,包括尺寸检测、形位公差检测和表面质量检测等,以确保零件达到设计要求。
在偏心零件的加工过程中,需要采取一系列措施对加工工艺进行控制,以确保加工质量和加工效率。
例如对加工温度进行控制、采用适当的切削速度和进给速度、选择合适的切削液等。
1.夹具设计原则在进行偏心零件加工时,夹具设计是非常关键的一环。
合理的夹具设计可以有效地提高加工效率,保证加工精度和质量。
夹具设计的原则包括以下几点:(1)夹紧力合理夹具夹持力需要根据零件的尺寸和加工力进行合理的选择,以确保零件在加工过程中不产生位移和变形。
(2)合理的夹持方式根据偏心零件的具体形状和尺寸选择合适的夹持方式,包括机械夹持和液压夹持等。

加工偏心轴的夹具改进
王博
【期刊名称】《机械制造与自动化》
【年(卷),期】2008(037)005
【摘要】加工偏心轴的生产效率和精度与夹具有密切的关系.通过对偏心轴夹具的改进(使用三爪卡盘和偏心套代替四爪单动卡盘装夹偏心轴),避免了找正,既保证了工件的品质,又提高了生产效率.
【总页数】2页(P94-95)
【作者】王博
【作者单位】陕西工业职业技术学院,陕西,咸阳,712000
【正文语种】中文
【中图分类】TH162
【相关文献】
1.加工双向偏心轴的专用夹具设计 [J], 张红梅
2.偏心轴承车加工夹具改进 [J], 王顺;贾雪梅;刘英学
3.偏心轴承偏心环磨加工夹具设计 [J], 魏芳;杨晓慧;李宝玉
4.加工双向偏心轴的专用夹具设计 [J], 张红梅;
5.偏心轴承磨加工用夹具优化设计 [J], 王锐
因版权原因,仅展示原文概要,查看原文内容请购买。