XKA5032数控铣床使用说明书
- 格式:pdf
- 大小:424.20 KB
- 文档页数:41

XA5032立式升降台铣床操作规程一、安全须知1.操作人员必须穿戴好劳动防护用品,包括安全帽、防护眼镜、防护手套等。
2.操作前必须熟悉机床的结构和性能,了解各机构的位置和功能。
3.在操作过程中,要保持机床周围整洁,避免杂物堆积和滑倒。
4.严禁在机床运转中维修、加工及清除切屑。
5.禁止在机床上吃饭、喝水等不安全行为。
6.禁止擅自调整速度和进给率,如需调整,必须停机后进行。
7.禁止在机床上进行非正常加工和非规定的加工操作。
8.请勿随意触摸冷却液,以免引起灼伤。
9.操作结束后,及时清理机床和工作区,关闭电源。
二、操作流程1.准备工作1.1检查机床的润滑油、冷却液等是否充足,并进行补充。
1.2打开机床电源开关,并调整电源电压和波特率。
1.3检查机床的紧固件是否松动,并予以固定。
1.4备妥所需的刀具、夹具等工具,摆放整齐。
1.5检查工装、模具等是否按要求安装。
1.6穿戴好劳动防护用品。
2.开机准备2.1检查机床操作面板的各个按钮是否正常。
2.2打开液压油门,确认有压力。
2.3调整床台高度和倾斜角度,使其适应工件加工需要。
2.4打开冷却液开关,确认冷却液流动正常。
2.5检查工作台面、工装等是否平整、稳固。
3.加工操作3.1将工件夹在工作台上,并用合适的夹具固定。
3.2调整刀具位置和角度,使其与工件接触面相切合。
3.3打开主轴电机,启动切削过程。
3.4按要求调整进给率和切削深度。
3.5观察加工过程中的切削情况,及时调整加工参数。
4.加工结束4.1加工结束后,停止主轴电机的运转。
4.2关闭床台液压系统,使床台回到初始位置。
4.3关闭冷却液开关,并清理工作台面、切屑槽等。
4.4检查机床各部位是否正常,如有异常应及时处理。
4.5关闭机床电源开关。
三、常见问题处理1.切削过程中出现异响:应立即停机检查,确认是否刀具松动或切削参数设置错误。
2.加工效果不理想:应检查刀具是否磨损严重,刀具安装是否正确。
3.床台无法升降或倾斜:应检查液压系统是否正常运转,液压油是否充足。

【摘要】本课题选择《X5032立式铣床进给系统进给系统的数控改造》,主要是对普通铣床进行NC化,在普通铣床上加数控系统,以此来控制步进电动机,执行机床在加工中所需的进给运动。
控制方式可以是开环、闭环及半闭环。
【关键词】立式铣床进给数控目录摘要 (1)引言....................................................................4 第1章总体方案的确定............................ ......................5 1.1设计的基本参数..... .............. ... ..........................5 1.2设计内容......................................................5 1.3设计要求 ........................... ............................51.4选择脉冲当量........................... .........................61.5计算铣削力...................... ................................6第2章滚珠丝杆螺母副的计算和选型......................................72.1X向(纵向)进给丝杆..................... .......................7F..............................................72.1.1计算进给牵引力m2.1.2计算最大动负载C...............................................82.1.3滚珠丝杆螺母副的选择...........................................82.1.4传动效率计算....................... ...........................82.1.5刚度计算 (8)2.1.6稳定性校核............................ .......................102.2Z向(横向)进给丝杆..............................................11F ................................................112.2.1计算进给牵引m2.2.2计算最大动负C........................... ......................112.2.3滚珠丝杆螺母副的择........................ .. (11)2.2.4传动效率算 (11)2.2.5刚度算 (11)2.2.6稳定性校核.............................. ......................12 第3章齿轮传动比计算............................. . (14)3.1纵向进给齿轮箱传动比计算 (14)3.2横向进给齿轮箱传动比计算 (14)第4章步进电动机的计算和选型 (15)4.1纵向进给步进电机计算 (15)4.1.1等效转动惯量计算................... (15)4.1.2电机力矩计算.................... (15)4.1.3计算步进电机空载载起动频率和切削时的工作步频率 (17)4.2横向进给步进电机计算和选型 (17)4.2.1等效转动惯量计算 (17)4.2.2电机力矩计算 (18)4.2.3计算步进电机空载起动频率和切削时的工作频率 (18)第5章控制系统设计.... ..... ..... ..... ..... (20)5.1绘制控制系统结构框图...... ...... ...... ...... ...... ...... . . ..215.2.选择中央处理单元(CPU)的类型.... ..... ..... ..... ..... . (21)5.3存储器扩展电路设计.... ..... ..... ..... ..... ................ .225.3.1.程序存储器的扩展.... ..... ..... ..... ..... ...... ........ ..225.3.2、数据存储器的扩展.... ..... ..... ..... ..... .. .. (23)5.4I/O接口电路及辅助电路设计.... ..... ..... ..... ..... .... .. (23)5.4.1. I/O接口电路设计.... ..... ..... ..... ..... ............ . (23)5.4.2. 步进电机接口及驱动电路 .... ..... ..... ..... ..... . (24)5.4.3. 其他辅助电路 .... ..... ..... ..... ..... ... .... ..... . (24)总结 (25)感谢语 (26)参考文献 (27)引言数控机床对进给传动系统的要求:数控机床进给传动系统承担了数控机床各直线坐标轴、回转坐标轴的定位和切削进给。

XA5032设备使用说明书随着科技的发展,许多设备的出现让人们的生活更加方便和快捷。
其中,数控铣床设备得到越来越广泛的应用。
作为数控铣床领域里的佼佼者,XA5032设备承载着重要的任务。
为了让广大用户更好地使用XA5032设备,本文将详细介绍XA5032设备的使用说明书。
一、设备概述XA5032是一种万能数控铣床,可以进行复杂的加工操作,如铣削、钻孔、攻丝等等,适用于各种材料的加工。
该设备采用先进的数控技术,精度高,稳定性好。
二、使用前准备在使用XA5032设备之前,用户需要对设备进行一些准备工作,如正确安装设备、接通电源、检查设备周围的安全环境等。
1.设备安装用户应根据安装说明书将设备安装在平整、宽敞的场地上。
为了保证设备的稳定性,需要使用地脚螺栓进行固定。
2.电源接通使用前,用户需要检查电源的接线是否正确,电压是否符合要求。
然后,将电源插头插入插座,打开设备的电源开关,待设备进入待机状态后即可使用。
3.安全环境检查在使用设备之前,需要检查周围的安全环境,确保没有人员在设备周围工作。
同时,还需要确保设备周围没有障碍物,以免影响设备的正常工作。
三、主要功能及使用方法1.铣削加工铣削加工是XA5032设备的主要功能之一。
用户需要根据加工要求,选择适当的刀具,调整切削参数,然后将工件夹在工作台上,启动数控程序,即可开始铣削加工。
在加工过程中,需要对设备进行监测,调整切削参数,保证工件加工质量。
2.钻孔加工XA5032设备还可以进行钻孔加工。
用户需要选择合适的钻削刀具,根据加工要求调整切削参数,将工件夹在工作台上,启动数控程序,即可进行钻孔加工。
钻孔加工时需要注意保持合适的进给速度和冷却液的喷射量,以保证工件加工质量。
3.攻丝加工在进行金属零件加工时,可能需要进行攻丝加工。
用户需要选择合适的攻牙刀具,调整切削参数,将工件夹在工作台上,启动数控程序,即可进行攻丝加工。
在加工过程中,需要注意对设备进行监测,调整切削参数,保证工件加工质量。

XKA5032A/C 数控立式升降台铳床自动换刀装置(刀库式)的设计目录设计总说明I introduction .......................................................................................................... I I1绪论11.1数控机床知识 (1)1.2数控铳床的分类 (1)1.2.1数控立式铳床 (1)1.2.2卧式数控铳床 (2)1.2.3立、卧式两用数控铳床 (2)1.3 数控铳床的结构特征 (2)221.4数控铳床的主要功能及加工对象 (3)3342 总体方案的确定 (5)2.1XKA5032A/C数控立式升降台铳床及其主要参数 (5)562.2初定其自动换刀装置的设计参数 (7)2.3确定其自动换刀装置的形式 (7)3 刀库的设计 (9)3.1确定刀库容量 (9)3.2确定刀库形式 (9)3.3刀库结构设计 (9)3.4初估刀库驱动转矩及选定电机 (11)11113.5刀库转位机构的普通圆柱蜗杆传动的设计 (12)3.6刀库驱动转矩的校核 (16)3.7花键联接的强度计算 (16)3.8夹紧机构插销剪切强度的校核 (16)3.9确定刀具的选择方式 (17)3.10刀库的定位与刀具的松夹 (18)4 刀具交换装置的设计 (19)4.1确定换刀机械手形式 (19)4.2换刀机械手的工作原理 (20)4.3机械手的自动换刀过程的动作顺序 (21)4.4机械手回转轴4上的齿轮齿条设计 (22)4.5自动换刀装置的相关技术要求 (22)22234.6自动换刀程序的编制 (23)5 自动换刀装置的控制原理 (25)5.1自动换刀装置的液压系统原理图 (25)5.2自动换刀装置换刀动作的顺序控制过程 (25)6 典型零件的设计 (27)6.1联轴器 (27)27276.2选择离合器的类型 (27)6.3蜗杆蜗轮传动设计的一些相关技术要求 (28)6.4托架的设计 (28)鸣谢29参考文献31设计总说明本论文介绍的是XKA5032A/C数控立式升降台铳床自动换刀装置(刀库式)的设计刀库式的自动换刀装置是由刀库和刀具交换装置(换刀机械手)组成。

XA5032XA5032/2 立式升降台铣床XA5032/3使用说明书工作台面宽度 320 mm出厂编号中华人民共和国北京第一机床厂欢迎您使用我厂的产品!为了您和本产品的安全,请您在吊运、安装、使用、操作、保养、维修本产品前,仔细阅读本使用说明书。
我们诚挚地欢迎您对我厂产品提出宝贵的改进意见。
地 址: 北京市顺义区林河开发区双河大街16号邮政编码: 101300销售处电话: 0086-10-586911080086-10-89451664传 真: 0086-10-586903540086-10-89451779外经处电话: 0086-10-586933980086-10-58690247传 真: 0086-10-58693594E- Mail: BYJC@目 录1 主要用途与适用范围 (4)2 工作安全注意事项 (4)3 工作条件 (9)4 主要规格及技术参数 (9)5 主要结构性能及机械传动系统 (11)6 润滑系统 (21)7 冷却系统 (21)8 电气系统 (22)9 开箱、吊运、保管 (26)10 安装与试车 (26)11 使用与操作 (27)12 机构的调整 (29)13 维修及常见故障排除 (30)14 附件及易损件 (32)图1 XA5032 立式升降台铣床外形图 (34)图2 机械传动系统图 (37)图3 主传动电磁离合器制动结构图 (38)图4 主轴转速分布图 (39)图5 进给箱电磁离合器结构图 (40)图6 进给速度分布图 (41)图7 滚动轴承位置图 (42)图8 机床润滑图 (43)图9 机床电气原理图 (44)图10 机床电气接线图 (47)图11 机床吊运图 (51)图12 安装基础图 (52)图13 主轴输出特性曲线图 (53)图14 机床操纵位置 (54)图15 主轴轴承调整图 (57)图16 自锁器调整图 (58)图17 纵向丝杠轴向间隙调整图 (58)图18 进给变速箱外观图 (59)图19 进给箱电刷结构图 (60)图20 工作台左视图 (61)图21 摇臂结构图 (62)易损件图 .......................................................................................................... 63-691 主要用途与适用范围立式升降台铣床属于通用金属切削机床。
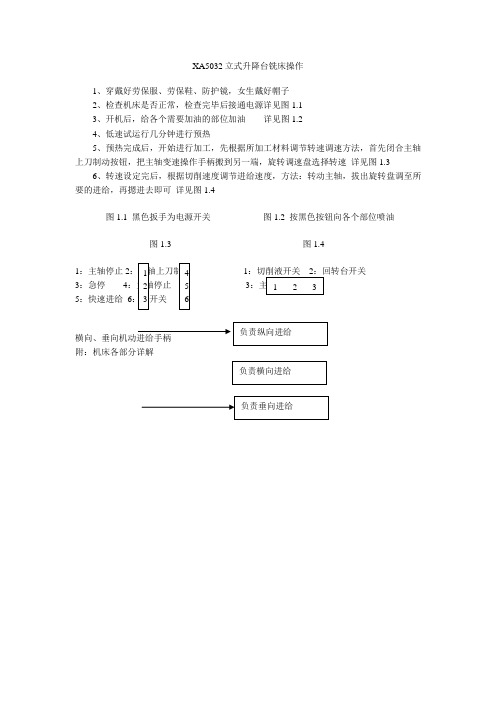
XA5032立式升降台铣床操作1、穿戴好劳保服、劳保鞋、防护镜,女生戴好帽子2、检查机床是否正常,检查完毕后接通电源详见图1.13、开机后,给各个需要加油的部位加油 详见图1.24、低速试运行几分钟进行预热5、预热完成后,开始进行加工,先根据所加工材料调节转速调速方法,首先闭合主轴上刀制动按钮,把主轴变速操作手柄搬到另一端,旋转调速盘选择转速 详见图1.36、转速设定完后,根据切削速度调节进给速度,方法:转动主轴,拔出旋转盘调至所要的进给,再摁进去即可 详见图1.4图1.1 黑色扳手为电源开关 图1.2 按黑色按钮向各个部位喷油图1.3 图1.41:主轴停止2:主轴上刀制动 1:切削液开关 2:回转台开关 3:急停 4:主轴停止 3:主轴正反转 5:快速进给 6:灯开关横向、垂向机动进给手柄 垂向锁紧装置 附:机床各部分详解123 4561 23 负责纵向进给 负责横向进给 负责垂向进给机床操纵位置机床操纵位置图机床操纵位置1、电器操作按钮及开关介绍1.1 电源开关37:接通或切断机床电源1.2 主轴换向转换开关24:转换主轴顺时针或逆时针旋转1.3 圆工作台转换开关23:当使用机动圆工作台附件时,由工作台进给转换成圆工作台进给1.4 冷却泵开关22:冷却泵电动机的接通与断开1.5 主轴启动按钮15、27:主轴电动机启动1.6 主轴停止按钮14、26:切断主轴电动机电源并接通主轴制动电磁离合器1.7 工作台快速移动按钮16、28:使工作台在三个进给方向快速移动1.8 主轴上刀制动按钮25:主轴装卸刀具时,可使主轴制动,且主轴不启动1.9 急停按钮13、18:使机床全部运动停止并制动1.10 照明灯开关按钮19:接通或切断照明灯电源2 机械操纵手轮、手柄介绍2.1 主轴手动移动手轮1:转动此手轮,可使主轴轴向移动2.2 主轴套筒加紧手柄10:手柄向下扳动,套筒松开,主轴可轴向移动,反之则使套筒加紧,主轴被固定在所需位置2.3 主轴调整螺塞4:拧下此螺塞,可以通过螺孔,调整主轴上的圆螺母,以调整主轴轴承间隙2.4 立铣头定位销12:立铣头扳动角度时,需先拔下此销,复0 位时插入此销2.5 立铣头回转六方头30:拔下定位销12 后,松开螺钉29,转动此六方头,可使立铣头左右回转2.6 立铣头加紧螺钉29:此螺钉共有四个,当立铣头扳至所需角度时,均匀紧固四个螺钉,可使立铣头固定在床身上2.7 主轴变速操纵手柄31:扳动此手柄,顺时针可以使变速孔盘移动,逆时针并卡入槽内,可使滑移齿轮移动2.8 主轴转速调速转盘17:当主轴变速操纵手柄楔块自右槽中摘出,顺时针拉动手柄,使楔块落入左槽后,转动此调速转盘,可选择主轴所需要的转速2.9 工作台进给变速手柄34:此手柄可选择变换进给速度,操纵时,只需将此手柄拉出,顺时针或逆时针旋转至所需速度,再将手柄推回即可2.10 工作台纵向手动操纵手轮6、20:转动此手轮,可使工作台纵向手动移动2.11 工作台纵向操纵手柄32、35:扳动此手柄,可使工作台纵向机动移动2.12 工作台横向手动操纵手轮21:转动此手轮,可使工作台横向手动移动2.13 工作台垂向手动操纵手柄9:摇动此手柄,可使工作台垂向手动移动2.14 工作台横向及垂向操纵手柄8、36:扳动此手柄,可使工作台横向或垂向机动移动2.15 工作台纵向夹紧螺钉11:紧固此螺钉,工作台不能纵向移动2.16 工作台底座夹紧手柄2、33:拉紧此手柄,工作台底座被固定在升降台横向导轨上,不能做横向移动2.17 工作台底座辅助夹紧螺钉3:重切削时,在紧固工作台底座夹紧手柄2、33 基础上,再紧固此螺钉,可使工作台底座更牢固地固定在升降台横向导轨上2.18 升降台夹紧手柄5:拉紧此手柄,升降台不能在床身导轨上作垂向移动2.19 手动油泵手柄7:拉动此手柄,可使机床纵向、横向导轨面及工作台内纵丝杠、弧齿锥齿轮、离合器等处获得润滑‘xxx2012年11月5日。

结论本次对X5032型铣床机械部分的经济型数控化改造,确定了横向、纵向与垂直方向的传动机构,分别为:纵向滚珠丝杠型号5-BNF4006型弯管式单螺母滚珠丝杠副,额定动载荷为KN C a 7.27=,纵向步进电机的型号为110BC380D 型步进电机的空载起动频率为1400Hz ,运行频率为15000Hz 。
一级减速齿轮分别为:241=Z ,302=Z ,2=m 横向滚珠丝杠型号5-BNF3606型弯管式单螺母滚珠丝杠副,额定动载荷为KN C a 4.19=,横向步进电机的型号为110BC380D 型步进电机的空载起动频率为1400Hz ,运行频率为15000Hz 。
一级减速齿轮分别为:241=Z ,302=Z ,2=m 垂直向滚珠丝杠型号5-BNF3606型弯管式单螺母滚珠丝杠副,额定动载荷为KN C a 4.19=,垂直向步进电机的型号为110BC380D 型步进电机的空载起动频率为1400Hz ,运行频率为15000Hz 。
同步带及带轮传动比 1.25i =,则齿数取201=Z ,252=Z 型号分别为:小轮型号为L 20,节径mm D p 63.601=,外径mm D e 88.591=,大轮型号为L 25,外径mm D p 80.752=,外径mm D e 04.752=,同步带型号为L 382,节线长mm 55.971,齿数102。
本次毕业设计,是我对大学四年所学知识的一次综合运用,是我的一次再学习和再提高的过程。
通过本次设计,我不但复习了以前学过的知识,而且还学习了许多新的东西,让我的知识更加丰富,同时也是我在踏入社会前一次意义重大的演习。
致谢本次毕业设计顺利完成了,在这里我首先感谢我的指导老师—**老师,他在我完成毕业设计的过程中给予了我很大的帮助,每次遇到不会的问题或者难题是,老师都会悉心的给我讲解,给我提出建议,让我能顺利的完成这次毕业设计。
老师严谨的工作态度对我的学习和生活也有很大的影响,所以我由衷的对老师说一句:老师,谢谢您!在我设计过程中,机械教研室的诸多老师也给予了我帮助,不会的问题向他们请教,老师们也会认真耐心的帮助我,所以我对机械教研室的老师们说一句:谢谢您们!在开始的一个月的时间里,我去参观了本溪世恒机床厂、本溪冶金轴承厂、本溪一机修和本溪钻具厂,各个单位的领导和工人师傅们都很热心,给予了我很大的方便,在此,我对他们表示感谢。

X5032立式铣床安全操作规程
一、操作前检查铣床各部位手柄是否正常,按规定加润滑油,并低速试运转1~2分钟,方能操作。
二、工作前应穿好工作服,女工要戴工作帽,操作时严禁戴手套。
三、装夹工件要稳固装卸、对刀、测量、变速、紧固心以及清洁机床,都必须在机床停稳后进行。
四、工作台上禁止放置工量具、工件及其他杂物。
五、开车时,应检查工件和铣刀相互位置是否恰当。
六、铣床自动走刀时,手把与丝扣要要脱开;工作台不能走到两个极限位置,限位块应安置牢固。
七、铣床运转时,禁止徒手或用棉纱清扫机床,人不能站在铣刀的切线方向,更不能用嘴吹切屑。
八、工作台与升降台移动前,必须将固定螺丝松开;不移动时,将螺母拧紧。
九、刀杆、拉杆、夹头和刀具要在开机前装好并拧紧,不是利用主轴动转来帮助装卸。
十、实训完毕应关闭电源,清扫机床,并将手柄置于空位,工作台移至正中。

XK5032A数控立式升降台铣床介绍一、主要特点XK5032A数控立式升降台铣床是在X5032系列升降台铣床的基础上配以伺服电机驱动的数控系统而改进设计构成的经济型数控机床,该机床保持了X6132系列机床适用范围大、通用性好的优点,其主轴保留了18级齿轮变速具有很宽的变速范围。
采用伺服电机驱动,经减速机构,传给纵、横、垂向滚珠丝杠实现三方向的进给运动,升降台移动采用了带制动的大扭矩伺服电机,能防止因突然停电而产生的下垂位移。
其主要特点如下:1.机床刚性好,能承受重负荷切削工作。
2.机床具有足够的功率和宽广的主轴变速范围。
能使用硬质合金刀进行高速切削,充分发挥刀具效能。
3.主轴变速有冲动装置,便于变速,机床能迅速有效地进行制动。
4.机床重要的传动零件均用合金钢制成,容易磨损的零件均用耐磨材料制成,导轨贴塑,保证了机床有足够的使用寿命。
5.机床三向运动均有限位装置,机床安全性好。
6.机床有完善的润滑系统,重要的传动零件和轴承均有完善的润滑装置。
同时设有指示器便于检查。
7.可靠性好、经济实用,价格功能比好。
8.机床配置FANUC 0i mate MC数控系统,也可根据用户要求配置其它数控系统。
该机床主要适用于加工中、小型的各种复杂形状的表面和型腔零件,以及冲、锻模、塑料模等各类模具。
适用于工具、模具、航空、航天、电子、汽车的机械制造和各种维修行业及学校教学使用该产品被评为四川省名牌产品,自贡市科技进步二等奖。
二、主要规格参数三、FANUC 0i mate MC系统功能(一)、基本功能:四、主要外配件供应商1、数控系统: FANUC2、主电机:河北电机厂或宜宾力源电机厂3、进给伺服驱动及电机: FANUC4、三向丝杠:汉江机床厂5、主轴轴承:哈尔滨轴承厂6、润滑元件:中日合资永嘉流遍五、设备工作环境1、厂房高度:≥3.5M2、厂房湿度:相对湿度≤85%3、环境温度: 5--40℃4、电源:动力电源(三相):AC 380V±10%电源频率: 50HZ±1HZ总容量: 14KVA六、技术服务1、货到需方后供方即派出安装调试人员免费调试。

XKA5032A/1F 型 数控立式升降台铣床使用说明书(机械部分)工作台面宽度320mm出厂编号中华人民共和国北京第一机床厂欢迎您使用我厂的产品!为了您和本产品的安全,请您在吊运、安装、使用、操作、保养、维修本产品前,仔细阅读本使用说明书。
我们诚挚地欢迎您对我厂产品提出宝贵的改进意见。
地 址: 北京市顺义区林河开发区双河大街16号邮 政 编 码: 101300电 话: 0086-010-********0086-010-********传 真: (010)58690354(010)89451779E- Mail: BYJC@目 次1 主要用途和适用范围-―――――――――――――――――-42 工作安全注意事项――――――――――――――――――--43 产品的工作条件―――-――――――――――――――----54 主要规格和技术参数―――――――――――――――――-65 产品的主要结构概述――――――――――――――――――76 机械传动系统―――――――――――――――――――――97 液压系统――――――――――――――――――――――-158 润滑系统――――――――――――――――――――――-159 冷却系统――――――――――――――――――――――-1510 吊运和保管―――――――――――――――――――――-1611 安装与调整――――――――――――――――――――---1612 使用与操作―――――――――――――――――――――-1713 机构的调整―――――――――――――――――――――-1914 维护与保养―――――――――――――――――――――-2015 附件及易损件―――――――――――――――――――――――――2116 四轴回转台-------------------------------------------21附 图:图1 XKA5032A/1F数控立式升降台铣床外形图――――――――22~23机械传动系统图―――――――――――――――――――24主轴转速分布图―――――――――――――――――――25进给速度分布图 -――――――――――――――――――-26滚动轴承位置图――――――――――――――――――――27主传动电磁离合器制动结构图―――――――――――28图7 液压原理图―――――――――――――――――――29图8 机床润滑图―――――――――――――――――――30图9 机床吊运图―――――――――――――――――――31图10安装基础图―――――――――――――――――――32 图11机床操纵位置图――――――――――――――――33~34 图12主变速操纵箱外观图―――――――――――――――35 图13主轴结构图―――――――――――――――――――36 图14主轴输出特性曲线图―――――――――――――――37 图15 易损件图―――――――――――――――――――38~401 主要用途及适用范围XKA5032A/1F型数控立式升降台铣床共有三本说明书,此说明书为机械部分、另外还有电气部分及数控系统部分说明书。
目录目录 (1)中文摘要 (3)Abstract (3)第1章绪论 (4)1.1 数控铣床的分类 (4)1.1.1数控立式铣床 (4)1.1.2数控卧式铣床 (4)1.1.3数控立、卧式两用铣床 (4)1.2 数控铣床的结构特征 (4)1.2.1数控铣床的主轴特征 (4)1.2.2控制机床运动的坐标特征 (5)1.3 数控铣床的主要功能及加工对象 (5)1.3.1数控铣床的功能 (5)1.3.2自动换刀装置(ATC)及其形式 (5)1.3.3自动换刀装置应当满足的基本要求 (6)第2章总体方案的设计 (6)2.1 XKA5032A/C数控立式升降台铣床及其主要参数 (6)2.2 初定XKA5032A/C数控立式升降台铣床自动换刀装置的设计参数 (7)2.3 确定XKA5032A/C数控立式升降台铣床自动换刀装置的形式 (7)第3章刀库的设计 (8)3.1 确定刀库容量 (8)3.2 确定刀库形式 (8)3.3 刀库结构设计 (10)3.4 初估刀库驱动转矩及选定电机 (10)3.5 刀库转位机构的普通圆柱蜗杆传动的设计 (10)3.6 刀库驱动转矩的校核 (14)3.7 确定刀具的选择方式 (14)第4章刀具交换装置的设计 (15)4.1 换刀机械手抓刀部分结构 (15)4.2 机械手传动结构 (15)4.3 自动换刀过程的动作顺序 (16)4.4 自动换刀装置的相关技术要求 (17)4.4.1 主轴准停装置 (17)4.4.2 换刀机械手的安装与调试 (17)第5章自动换刀装置的控制原理 (17)5.1 刀库的控制 (17)5.2 机械手的控制 (18)第6章典型零件的设计 (18)6.1联轴器 (18)6.1.1 联轴器的选用 (18)6.1.1 联轴器的校核 (18)6.2托架的设计 (18)鸣谢 (20)参考文献 (21)中文摘要本论文介绍的是XKA5032A/C数控立式升降台铣床自动换刀装置的设计.该自动换刀装置由刀库和换刀机械手组成.刀库采用盘形结构,安装在机床的左侧立柱上.刀库容量为六把,采用顺序选刀方式.机械手选用回转式双臂机械手.关键词: 数控铣床自动换刀装置刀库换刀机械手AbstractThis paper introduces the design of automatic tool changer of XKA5032A/C numerical control vertical-knee milling machines. The automatic tool changer is composed of tool storage and a tool changing-manipulator. The tool storage which adopts bat batch shape structure is mounted on the vertical post of XKA5032A/C numerical control vertical-knee milling machines. The capacity of the tool storage is six and the method of Choose knife is Alignment. The tool changing-manipulator adopts the two arms manipulator of turn-over type.Key words: numerical control milling machinesAutomatic tool changerTool storage tool changing-manipulatorXKA5032A/C数控立式升降台铣床自动换刀装置专业:机械设计制造及其自动化,学号:2001121626,姓名:汤爱军指导老师:温坚第1章绪论1.1 数控铣床的分类1.1.1 数控立式铣床数控立式铣床是数控铣床中数量最多的一种,应用范围也最为广泛。
3机械结构设计3.1基本参数基本参数:工作台宽:mm 320工作台及床鞍重量:纵向 N 800 横向 N 1200; 工作台的快移速度:纵向 m /m i n 2 横向 m /m i n 1 最大的快进速度:纵向 m /m i n 6.0 横向 m /m i n 3.0 主电机功率:kw 2.2 转速:450r/min 1工艺数据:主轴转速:5r/min 26走刀速度:m/min 55 刀具直径:mm 35 铣削宽度:7mm 铣削深度:2mm 3最小分辨率:纵向01mm .0 横向01mm .03.2确定系统脉冲当量经查阅资料,一般普通机床的经济型数控改造铣床常用的脉冲当量在0.005mm/-0.01脉冲的范围内,最后初步选定脉冲当量为0.01mm/脉冲。
3.3纵向进给系统的计算 3.3.1切削力的计算主切削力的大小与刀具的材料,工件的进给量、刀具进给量都有一定的关系。
铣刀一般选择高速钢立铣刀,铣削的材料一般选择碳钢。
86.0072.086.081.9-=Zd a a a C P p f e FZ Z (3.1) 式中:Z P —主铣削力;FZ C —刀具系数,68.2=FZ C ;e a —铣削接触弧深度,7=e a ; Z —铣刀系数,4=Z ;f a —每齿进给量,10.a f =; 0d —铣刀直径, 340=d ; 代入数据可得:N P Z 5540344401.072.6881.986.072.086.0=⨯⨯⨯⨯⨯⨯=-选用不对称切削的逆铣NP P N P P N P P Z Z V Z H 22164.0138525.055400====== 式中:H P ——沿铣刀半径方向上的分力V P ——在铣刀端面上垂直于进给方向上的垂直分力 0P ——沿进给方向上的轴向分力平面内合力为:N P P P VH 8.5685138555402222=+=+= (3.2) 在切削一周过程中的平均力为:N P P X 5.37908.56853232=⨯== (3.3) 3.3.2纵向丝杠的选择(1)计算进给牵引力m F切削阻力、运动结构的重力和切削力作用在导轨的摩擦力组成了滚珠丝杠进给的牵引力。

一、数控铣床操作面板介绍以数控铣床型号XK5032,选用FANUC0-MD数控系统为例,介绍数控铣床的操作。
机床操作面板由CRT/MDI面板和两块操作面板组成。
1.CRT/MDI面板如图1所示,CRT/MDI面板有一个9〞CRT显示器和一个MDI键盘组成,CRT/MDI 面板各键功能见表1。
图1CRT/MDI面板表1CRT/MDI面板各键功用说明键名称功能说明RESET复位键按下此键,复位CNC系统。
包括取消报警、主轴故障复位、中途退出自动操作循环和输入、输出过程等OUTPT START 输出启动键按下此键,CNC开始输出内存中的参数或程序到外部设备地址和数字键按下这些键,输入字母、数字和其它字符INPUT输入键除程序编辑方式以外的情况,当面板上按下一个字母或数字键以后,必须按下此键才能到CNC内。
另外,与外部设备通讯时,按下此键,才能启动输入设备,开始输入数据到CNC内CAN取消键按下此键,删除上一个输入的字符CURSOR光标移动键用于在CRT页面上,一步步移动光标↑:向前移动光标↓:向后移动光标PAGE 页面变换键用于CRT 屏幕选择不同的页面↑:向前变换页面↓:向后变换页面POS 位置显示键在CRT 上显示机床现在的位置PRGRM程序键在编辑方式,编辑和显示在内存中的程序在MDI 方式,输入和显示MDI 数据MENU OFSET 刀具偏置数值和宏程序变量的显示的设定DGNOS PRARM 自诊断的参数键设定和显示参数表及自诊断表的内容OPRALARM 报警号显示键按此键显示报警号AUXGRAPH图象图象显示功能2.下操作面板如图2所示,面板上个按钮、旋钮、指示灯功用说明见表2。
图2下操作面板表2下操作面板各开关功用说明开关名称功用说明CNC POWER CNC 电源按钮按下ON 接通CNC 电源,按下OFF 断开CNC 电源CYCLE START循环启动按钮(带在自动操作方式,选择要执行的程序后,按下此灯)按钮,自动操作开始执行。

Xk5032数控铣床描述
一、机床组成
机床布局为升降台型,由床身、升降台、床鞍、工作台、自动润滑装置和电柜、吊挂操纵站等组成。
其主轴保留了18级齿轮变速具有很宽的变速范围。
进给采用伺服电机驱动,纵、横、垂向滚珠丝杠实现三方向的进给运动。
二、主要规格参数
工作台面积(宽X长) mm320×1320
T形槽(槽数-宽度X间距)3-18×70
承载工作最大重量 kg200
三向行程(X/Y/Z) mm670/250/320
主轴端面到工作台面距离 mm 80-400
主轴中心线到床身导轨的距离 mm 350
主轴套筒移动距离 mm70
铣头最大回转角度±45°
主轴锥孔7:24 ISO50
刀柄形式XT50
主轴转速 r/min 18级30-1500
主轴电机功率 Kw 7.5
进给速度(X/Y/Z) mm/min 5-1000
快速进给(X/Y/Z) mm/min 5000/5000/2000
定位精度(国标) mm 0.035
重复定位精度(国标) mm 0.020
工作台最大承重 kg200
机床外形尺寸(长×宽×高) mm 2430×1825×2250
机床净重(约) kg 2700
1。
XKA5032A/1F 型 数控立式升降台铣床使用说明书(机械部分)工作台面宽度320mm出厂编号中华人民共和国北京第一机床厂欢迎您使用我厂的产品!为了您和本产品的安全,请您在吊运、安装、使用、操作、保养、维修本产品前,仔细阅读本使用说明书。
我们诚挚地欢迎您对我厂产品提出宝贵的改进意见。
地 址: 北京市顺义区林河开发区双河大街16号邮 政 编 码: 101300电 话: 0086-010-********0086-010-********传 真: (010)58690354(010)89451779E- Mail: BYJC@目 次1 主要用途和适用范围-―――――――――――――――――-42 工作安全注意事项――――――――――――――――――--43 产品的工作条件―――-――――――――――――――----54 主要规格和技术参数―――――――――――――――――-65 产品的主要结构概述――――――――――――――――――76 机械传动系统―――――――――――――――――――――97 液压系统――――――――――――――――――――――-158 润滑系统――――――――――――――――――――――-159 冷却系统――――――――――――――――――――――-1510 吊运和保管―――――――――――――――――――――-1611 安装与调整――――――――――――――――――――---1612 使用与操作―――――――――――――――――――――-1713 机构的调整―――――――――――――――――――――-1914 维护与保养―――――――――――――――――――――-2015 附件及易损件―――――――――――――――――――――――――2116 四轴回转台-------------------------------------------21附 图:图1 XKA5032A/1F数控立式升降台铣床外形图――――――――22~23机械传动系统图―――――――――――――――――――24主轴转速分布图―――――――――――――――――――25进给速度分布图 -――――――――――――――――――-26滚动轴承位置图――――――――――――――――――――27主传动电磁离合器制动结构图―――――――――――28图7 液压原理图―――――――――――――――――――29图8 机床润滑图―――――――――――――――――――30图9 机床吊运图―――――――――――――――――――31图10安装基础图―――――――――――――――――――32 图11机床操纵位置图――――――――――――――――33~34 图12主变速操纵箱外观图―――――――――――――――35 图13主轴结构图―――――――――――――――――――36 图14主轴输出特性曲线图―――――――――――――――37 图15 易损件图―――――――――――――――――――38~401 主要用途及适用范围XKA5032A/1F型数控立式升降台铣床共有三本说明书,此说明书为机械部分、另外还有电气部分及数控系统部分说明书。
XKA5032A/1F型数控立式升降台铣床是一种使用很广的机床,它可以使用各种圆柱铣刀、角度铣刀及端面铣刀完成直线铣削,组成各种往复循环和框式循环或按坐标位置加工孔,也可以铣削具有曲线轮廓的零件,如凸轮、样板、模具、叶片、弧形槽等。
本机床适用于机械制造业的各类部门,也适用于军工部门。
本机床外形图如图1。
本机床执行JB/T9928.1-1999《数控升降台铣床 精度检验》精度标准。
2 工作安全注意事项本机床执行GB15760-2004 《金属切削机床 安全防护通用技术条件》的规定。
操作人员在掌握有关安全操作的必要知识后,方可使用。
2.1 机床安装时,应安装并紧固地脚螺钉,防止开机时机床倾倒。
2.2 机床只能在装上防护装置,并调整合适后,才允许开动!以防切屑飞出、切屑剂喷溅对操作者造成伤害!2.3 由于本机床适用范围广泛,制造厂家不易提供对所有使用情况都适用的防护装置,因此用户可根据自己的特定的使用情况,做好安全防护。
2.4 不得擅自松动三个运动方向极限行程撞块,不允许超行程使用机床!2.5 只有在主轴停止运动后,才能进行刀具装卸!2.6 主轴旋转前,应确认主轴上刀具已加紧!2.7 在主轴运转过程中,严禁进行交换主轴转速! 此时严禁调整铣头角度。
2.8 在加工过程中,不允许身体的任何部位进入运动部件的行程范围内。
2.9 在加工过程中,注意身体的任何部位或衣服不要被外露的旋转零件缠绕。
2.10 本机床的各种按钮等只能由一人独立操作,不允许两名以上操作者同时操作机床。
2.11 操作者在使用机床时,禁止蹬踏床身底座上的接油盘。
2.12 在加工过程中,不应清楚切屑。
2.13 随时检查机床的润滑情况,及时补充润滑油。
2.14 操作者在机床使用时,应注意不要被机床的突出部位磕碰,注意警示标牌!2.15 应保证机床的安全接地,防止触电危险。
2.16 操作者在机床工作时,要密切注视切削情况,遇到突出危险,应按急停按钮。
2.17 机床断电程序应遵循先停下停止按钮,再切断总电源的原则。
2.18 遵守有关的安全生产规定。
3 产品的工作条件3.1 本机床所处环境温度一般在0~40度3.2 本机床所处环境相对湿度一般在35~95%3.3 本机床不应在露天环境下使用4 主要规格和技术参数工作台台面尺寸(宽*长) mm 320*1320 工作台T形槽数 3工作台T形槽宽 mm 18 工作台T形槽间距离 mm 70工作台行程工作台纵向(X)行程 mm 780工作台横向(Y)行程 mm 300工作台垂向(Z)行程 mm 380主轴端部 ISO.No.50主轴孔径 mm 29主轴套筒移动距离 mm 80立铣头最大回转角度 mm ±45°主轴端面至工作台面的距离 70~450 床身垂直导轨至主轴中心线的距离 mm 350床身垂直导轨至工作台中心距离 mm 223~523主轴转速级数 18 主轴转速范围 r/min 30~1500 工作台进给级数 无级 工作台纵向(X)进给量范围 mm/min 6~3200 工作台横向(Y)进给量范围 mm/min 6~3200 工作台垂向(Z)进给量范围 mm/min 3~1600 工作台纵向(X)快速移动速度 mm/min 6000 工作台横向(Y)快速移动速度 mm/min 6000 工作台垂向(Z)快速移动速度 mm/min 3000 主传动电动机功率 KW 7.5 主传动电动机转速 r/min 1440 纵向进给电动机扭矩 N·M 12横向进给电动机扭矩 N·M 12垂向进给电动机扭矩 N·M 20冷却泵电动机功率 KW 0.125 液压控制板电动机功率 KW 0.37 液压控制板电动机转速 r/min 1400 冷却泵电动机转速 r/min 2790 润滑电动机功率 W 3工作台最大水平拖力 N 15000 工作台最大承载重量 KG 320主轴最大扭矩 N·M 1000机床外形尺寸(长*宽*高) mm 1929*2055*2216机床重量 KG 28005 产品的主要结构概述(见图1)本机床主要由床身、升降台、工作台、立铣头、主传动、主变速、拉刀机构、液压系统、自动润滑系统、冷却系统、吊挂、电柜等部分组成。
结构布局见图15.1 床身及主传动床身由床身、底座构成,床身和底座由六条螺钉联接在一起。
床身内装有五根轴及齿轮组成的主传动系统,并由一个柱塞式油泵供给润滑油。
底座内可装切削用切削液。
5.2 主变速箱主变速箱是主轴18级转速的变换机构,通过变换主轴转速刻度盘的位置,使内部孔盘变速机构获得相应位置,只是主轴传动齿轮产生不同的啮合,从而实现主轴18级转速。
5.3 升降台升降台与床身由燕尾导轨联接,燕尾导轨配合间隙的调整,由两根楔条来实现。
升降台的垂向(Z)运动,由立滚珠丝杠来完成。
升降台上部是工作台实现横向(Y)的矩形导轨。
5.4 工作台工作台部件装在升降台上部,工作台底座与升降台矩形导轨联接,以实现工作台部件的横向(Y)运动。
工作台与工作台底座用燕尾导轨联接,实现工作台纵向(X)运动。
燕尾导轨的配合间隙,用一根楔条来调整。
5.5 立铣头部分立铣头安装在床身上部弯头处,用圆柱面定位,立铣头能相对床身向左、右回转45度,用四个T型槽用螺钉联接,为了保证主轴对工作台面的垂直精度,当立铣头处于中间位置时,利用椎销将其精确定位。
立铣头内装着主轴,主传动系统中V轴端的弧齿椎齿轮与立铣头上的弧齿椎齿啮合,再经过一对直齿轮,带动主轴旋转,摇动立铣头右侧的手轮,可是主轴套筒连同主轴上下移动,最大行程80mm。
立铣头的正前方主轴套筒上有一支架,可装千分表用于精确检查套筒移动距离,主轴套筒在不同轴向位置上都可以用手柄夹紧。
主轴上装有自动拉刀机构。
6机械传动系统(见图2)主传动系统主传动系统由法兰盘式电动机拖动,电动机通过弹性联轴器与Ⅰ轴相连,移动Ⅱ和Ⅳ上的两个三联齿轮和一个二联齿轮,可以使主轴获得18级转速,范围是30~1500r/min,主轴转速分布图见3。
主传动系统的制动由装在Ⅰ轴上的电磁离合器来实现,制动迅速、平稳、可靠,电磁离合器制动结构见图6。
进给系统见图4a. X向坐标由伺服电机(αC12/2000i)通过一对于1:1.5的同步齿轮带轮传动滚珠丝杠,其进给量是6-3000mm/min,快速6000m/min。
b. Y向坐标由伺服电机 (αC12/2000i)通过一对于1:1.5的同步齿轮带轮传动滚珠丝杠,其进给量是6-3200mm/min,快速6000m/min。
c. Z向坐标由伺服电机(αC22BI )通过一对于1:1.5的弧齿椎齿轮及一对1:2的同步齿形带轮传动滚珠丝杠,其进给量是3-1600mm/min,快速3000m/min。
此向电动机是带制动器的,当断电时,Z向刹紧,以防升降台下滑。
d. 伺服电机及其相应的速度控制单元,用于位置检测的脉冲编码器等,均受控于数控系统,以完成各种进给运动。
X、Y、Z向脉冲编码器装在电机尾部。
机床传动系统见图2和“齿轮及传动件明细表”机床滚动轴承位置见图5和“滚动轴承明细表”传动件编号件号名称齿数模数齿形角螺距材料表面硬度HRC备注1 XA6132A-23377 齿轮26 3 20° 20Cr56~622 XA6132A-23382 齿轮54 3 20° 40Cr50~553 XA6132A-23374 三联齿轮19 20° 40Cr50~554 XA6132A-23383 二联齿轮36 4 20° 40Cr50~555 XA6132A-23374 三联齿轮22 4 20° 40Cr50~556 XA6132A-23383 二联齿轮28 4 20° 40Cr50~557 XA6132A-23385 三联齿轮37 4 20° 40Cr50~558 XA6132A-23374 三联齿轮16 4 20° 40Cr50~559 XA6132A-23370 齿轮39 4 20° 40Cr50~5510 XA6132A-23385 三联齿轮26 4 20° 40Cr50~5511 XA6132A-23371 二联齿轮18 4 20° 40Cr50~5512 XA6132A-23385 三联齿轮47 4 20° 40Cr50~5513 XA6132A-23371 二联齿轮33 4 20° 40Cr50~5514 XA6132A-23364 齿轮82 3 20° 40Cr50~5515 XA6132A-23358 齿轮38 3 20° 40Cr50~5516 XA6132A-23363 齿轮19 4 20° 40Cr50~5517 XA5032A-23359 齿轮71 4 20° 40Cr50~5518 XA5032A-21359 直齿轮55 4 20° 40Cr50~5519 XA5032A-23362 弧齿锥齿轮29 5.11120° 40Cr 50~55 普通弧齿锥齿轮20 XA5032A-21390直齿轮55 4 20° 40Cr 50~55传动件编号件号名称齿数模数齿形角螺距材料表面硬度备注21 XA5032A-21365 弧齿锥齿轮29 5.111 20° 40Cr 50~55 普通弧齿锥齿轮22 XA5032A-21200 螺母 4 ZQSn6-6-323 XA5032A-23383丝杠 4 Y40Mn24 XA5032A-21399伞齿轮25 2 20° 45 40~4525 XA5032A-21377伞齿轮25 2 20° 45 40~4526 XKA5032A-17351 X向滚珠丝杠6 GCr1556~6227 XKA5032A-17003 X向滚珠丝杠副628 XKA5032A-16385 Y向滚珠丝杠6 GCr1556~6229 XKA5032A-16003 Y向滚珠丝杠副630 XKA5032A-16371 齿形皮带轮60 4531 1120-8M-30 圆弧齿同步齿形带32 XKA5032A-16374 齿形皮带轮30 4533 XKA5032A-16004 Z向滚珠丝杠副634 XKA5032A-16373 Z向滚珠丝杠6 GCr1556~6235 XKA5032A-16396A 弧齿锥齿轮45 4 20° 40Cr 50~55 普通弧齿锥齿轮36 XKA5032A-16367A 弧齿锥齿轮30 4 20° 40Cr 50~5537 XKA5032A-16392A 齿形皮带轮28 4538 800-8M-30圆弧齿同步齿形带传动件编号件号名称齿数模数齿形角螺距材料表面硬度备注39 XKA503A-16388A 齿形皮带轮42 4540 XKA503A-16392A 齿形皮带轮28 4541 600-8M-30圆弧齿同步齿形带42 XKA5032A-16388A 齿形皮带轮42 45编号.名称型号主要尺寸数量备注1 单列向心球轴承306 30x72x1912 单列向心球轴承309 45x100x2513 单列向心球轴承307 35x80x2114 单列向心球轴承212 60x110x2215 单列向心球轴承407 35x100x2516 单列向心球轴承309 45x100x2517 单列向心球轴承409 45x120x2918 单列向心球轴承308 40x90x2319 单列向心球轴承212 60x110x22110 单列向心推力球轴承46212 60x110x22211 单列向心推力球轴承46212 60x110x22212 单列向心球轴承315 75x160x37113 双列向心短圆柱滚子轴承3182118 90x140x371 D14 单列向心球轴承311 55x120x29115 单列向心推力球轴承46117 85x130x222 D16 单列向心球轴承120 100x150x24 117 单列向心球轴承120 100x150x24 118 单列向心球轴承8105 25x42x111 19 单列向心球轴承8104 20x35x102编名称型号主要尺寸数量备注号.20 单列向心推力球轴承7602035TN/P435x72x17 121 单列向心球轴承7000106 30x55x9122 单列向心球轴承106 30x55x13123 推力短圆柱滚子轴承9106 30x47x111 C 24 单列推力球轴承8114 70x95x18125 单列向心推力球轴承46306 30x72x192 26 单列向心球轴承207 35x72x17235x62x64 127 向心推力球轴承7602030TN/P4QFCA35x62x48 128 向心推力球轴承7602030TN/P4TFTA7液压系统(见图7)液压控制板装在机床床身后面主电机下方,由1单向齿轮泵供1MPa(10千克力/平方厘米)的压力油供主轴变速时使用,使用拉刀机构时齿轮泵供2MPa(20千克力/平方厘米)的压力油供拉刀机构卸刀使用,主轴变速或卸刀完毕,压力油卸压供主轴箱齿轮润滑,然后回到油箱。