浅谈超声波焊接塑料件的设计
- 格式:doc
- 大小:75.50 KB
- 文档页数:8
超声波焊接塑料件的设计代注塑方式能有效提供对比完美的焊接用塑胶件。
光我们决定用超声波焊接技术完成熔合时,塑料件的结构设计必须首先考虑如下几点:1焊缝的大小〔即要考虑所需强度〕2是否需要水密、气密3是否需要完美的外看4防止塑料熔化或合成物的溢出5是否适合焊头加工要求焊接质量可能通过下几点的操纵来获得:1材质2塑料件的结构3焊接线的位置和设计4焊接面的大小5上下外表的位置和松紧度6焊头与塑料件的妆触面7顺畅的焊接路径8底模的支持为了获得完美的、可重复的熔焊方式,必须遵循三个要紧设计方向:1最初接触的两个外表必须小,以便将所需能量集中,并尽量减少所需要的总能量〔即焊接时刻〕来完成熔接。
2寻到适合的固定和对齐的方法,如塑料件的接插孔、台阶或齿口之类。
3围绕着连接界面的焊接面必须是统一而且相联系互紧密接触的。
假如可能的话,接触面尽量在同一个平面上,如此可使能量转换时维持一致。
下面就对塑料件设计中的要点进行分类举例讲明:整体塑料件的结构1.1塑料件的结构塑料件必须有一定的刚性及足够的壁厚,太薄的壁厚有一定的危险性,超声波焊接时是需要加压的,一般气压为2-6kgf/cm2。
因此塑料件必须保证在加压情况下全然不变形。
1.2罐状或箱形塑料等,在其接触焊头的外表会引起共振而形成一些集中的能量聚拢点,从而产生烧伤、穿孔的情况〔如图1所示〕,在设计时能够罐状顶部做如下考虑○1加厚塑料件○2增加加强筋○3焊头中间位置避空1.3尖角假如一个注塑出来的零件出现应力特不集中的情况,比方尖角位,在超声波的作用下会产生折裂、融化。
这种情况可考虑在尖角位加R角。
如图2所示。
1.4塑料件的附属物注塑件内部或外部外表附带的突出或细小件会因超声波振动产生妨碍而断裂或脱落,例如固定梢等〔如图3所示〕。
通过以下设计可尽可能减小或消除这种咨询题:○1在附属物与主体相交的地点加一个大的R角,或加加强筋。
○2增加附属物的厚度或直径。
1.5塑料件孔和间隙如被焊头接触的零件有孔或其它开口,那么在超声波传递过程中会产生干扰和衰减〔如图4所示〕,依据材料类型〔尤其是半晶体材料〕和孔大小,在开口的下端会直截了当出现少量焊接或完全熔不到的情况,因此要尽量预以防止。
塑料复合薄膜超声波焊接工艺研究一、引言在现代工业生产中,塑料复合薄膜广泛应用于包装、电子、医疗等领域。
超声波焊接作为一种高效、环保的焊接方式,被广泛应用于塑料复合薄膜的加工中。
本文旨在研究塑料复合薄膜超声波焊接工艺,探讨其优化方法,以提高焊接质量和生产效率。
二、塑料复合薄膜超声波焊接原理超声波焊接利用超声振动产生的摩擦热来实现塑料复合薄膜的焊接。
在焊接过程中,超声波振动器发出高频声音,使塑料复合薄膜接触面产生微小振动,从而使接触面产生摩擦热。
当温度升高到塑料的熔点时,塑料开始熔化,形成熔融层。
随着超声波振动的结束,熔融层迅速冷却,形成牢固的焊接接头。
三、塑料复合薄膜超声波焊接工艺参数1. 超声波振动频率: 超声波振动频率是影响焊接质量的重要参数。
一般来说,频率越高,焊接质量越好。
但是过高的频率会导致焊接时间过长,影响生产效率。
因此,需要根据具体应用选择适当的频率。
2. 压力: 压力是焊接过程中施加在塑料复合薄膜上的力量。
适当的压力可以保证焊接接头的牢固性,但过高的压力会导致塑料破裂或变形。
因此,需要根据材料的特性和要求选择适当的压力。
3. 时间: 焊接时间是指超声波振动器施加在塑料复合薄膜上的时间。
过短的时间会导致焊接接头不牢固,过长的时间会导致塑料熔化过度。
因此,需要根据具体材料和焊接要求确定合适的时间。
四、塑料复合薄膜超声波焊接工艺优化方法1. 材料选择: 不同的塑料复合薄膜有不同的熔点和熔化特性,选择合适的材料可以提高焊接质量。
同时,考虑到耐热性和耐腐蚀性也是重要的因素。
2. 优化工艺参数: 在确定了合适的材料后,根据具体要求优化超声波振动频率、压力和时间等工艺参数,以实现最佳的焊接效果。
3. 焊接接头设计: 合理设计焊接接头的形状和尺寸,可以改善焊接接头的牢固性和美观度。
同时,加强焊接接头与其他部件的结合,可以提高整体的强度和稳定性。
五、实验与结果分析通过对不同材料和工艺参数的实验研究,得出了以下结论:1. 超声波振动频率为20 kHz时,焊接质量最佳。
超声波焊接塑料件的设计塑料件的设计代注塑方式能有效提供比较完美的焊接用塑胶件。
光我们决定用超声波焊接技术完成熔合时,塑料件的结构设计必须首先考虑如下几点:1 焊缝的大小(即要考虑所需强度)2是否需要水密、气密3 是否需要完美的外观4 避免塑料熔化或合成物的溢出5 是否适合焊头加工要求焊接质量可能通过下几点的控制来获得:1材质2塑料件的结构3 焊接线的位置和设计4 焊接面的大小5 上下表面的位置和松紧度6 焊头与塑料件的妆触面7顺畅的焊接路径8 底模的支持为了获得完美的、可重复的熔焊方式,必须遵循三个主要设计方向:1 最初接触的两个表面必须小,以便将所需能量集中,并尽量减少所需要的总能量(即焊接时间)来完成熔接。
2 找到适合的固定和对齐的方法,如塑料件的接插孔、台阶或企口之类。
3围绕着连接界面的焊接面必须是统一而且相联系互紧密接触的。
如果可能的话,接触面尽量在同一个平面上,这样可使能量转换时保持一致。
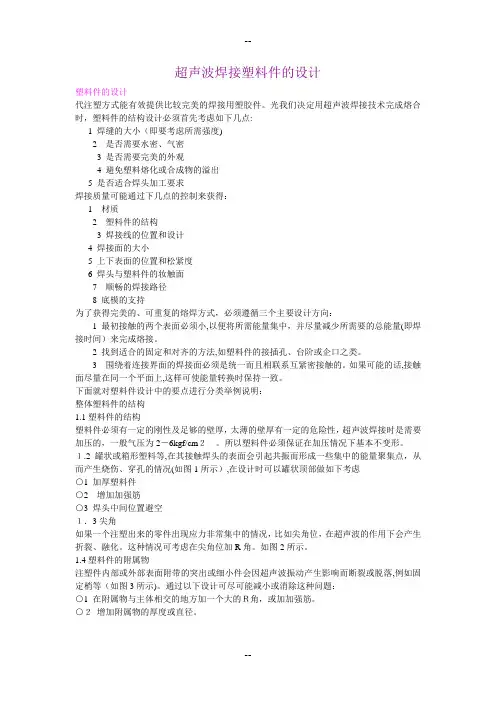
下面就对塑料件设计中的要点进行分类举例说明:整体塑料件的结构1.1塑料件的结构塑料件必须有一定的刚性及足够的壁厚,太薄的壁厚有一定的危险性,超声波焊接时是需要加压的,一般气压为2-6kgf/cm2。
所以塑料件必须保证在加压情况下基本不变形。
1.2罐状或箱形塑料等,在其接触焊头的表面会引起共振而形成一些集中的能量聚集点,从而产生烧伤、穿孔的情况(如图1所示),在设计时可以罐状顶部做如下考虑○1 加厚塑料件○2增加加强筋○3 焊头中间位置避空1.3尖角如果一个注塑出来的零件出现应力非常集中的情况,比如尖角位,在超声波的作用下会产生折裂、融化。
这种情况可考虑在尖角位加R角。
如图2所示。
1.4塑料件的附属物注塑件内部或外部表面附带的突出或细小件会因超声波振动产生影响而断裂或脱落,例如固定梢等(如图3所示)。
通过以下设计可尽可能减小或消除这种问题:○1 在附属物与主体相交的地方加一个大的R角,或加加强筋。
○2增加附属物的厚度或直径。
1塑料件的结构塑料件必须有一定的刚性及足够的壁厚,太薄的壁厚有一定的危险性,超声波焊接时是需要加压的,一般气压为2-6kgf/cm2 。
所以塑料件必须保证在加压情况下基本不变形。
1。
2罐状或箱形塑料等,在其接触焊头的表面会引起共振而形成一些集中的能量聚集点,从而产生烧伤、穿孔的情况(如图1所示),在设计时可以罐状顶部做如下考虑○1加厚塑料件○2 增加加强筋○3 焊头中间位置避空1.3尖角如果一个注塑出来的零件出现应力非常集中的情况,比如尖角位,在超声波的作用下会产生折裂、融化.这种情况可考虑在尖角位加R 角。
如图2所示.1.4塑料件的附属物注塑件内部或外部表面附带的突出或细小件会因超声波振动产生影响而断裂或脱落,例如固定梢等(如图3所示)。
通过以下设计可尽可能减小或消除这种问题:○1 在附属物与主体相交的地方加一个大的R角,或加加强筋。
○2 增加附属物的厚度或直径。
1。
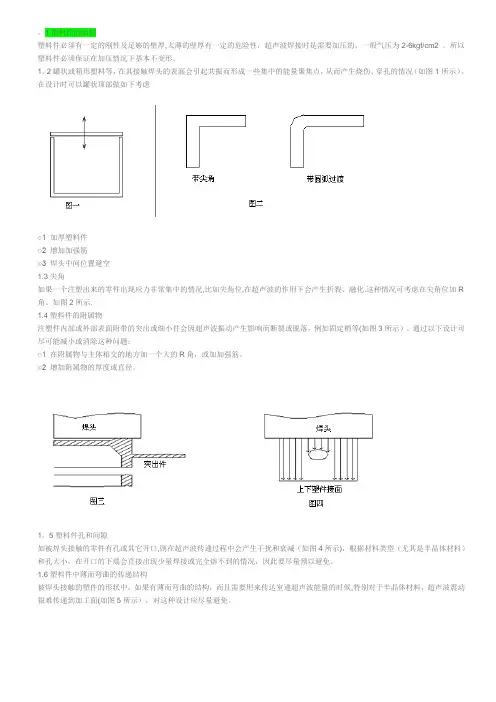
5塑料件孔和间隙如被焊头接触的零件有孔或其它开口,则在超声波传递过程中会产生干扰和衰减(如图4所示),根据材料类型(尤其是半晶体材料)和孔大小,在开口的下端会直接出现少量焊接或完全熔不到的情况,因此要尽量预以避免。
1.6塑料件中薄而弯曲的传递结构被焊头接触的塑件的形状中,如果有薄而弯曲的结构,而且需要用来传达室递超声波能量的时候,特别对于半晶体材料,超声波震动很难传递到加工面(如图5所示),对这种设计应尽量避免。
1。
7近距离和远距离焊接近距离焊接指被焊接位距离焊头接触位在6mm以内,远距离焊接则大于6mm,超声波焊接中的能量在塑料件传递时会被衰减地传递.衰减在低硬底塑料里也较厉害,因此,设计时要特别注意要让足够的能量传到加工区域。
远距离焊接,对硬胶(如PS,ABS,AS,PMMA)等比较适合,一些半晶体塑料(如POM,PETP,PBTB,PA)通过合适的形状设计也可用于远距离焊接。
1.8塑料件焊头接触面的设计注塑件可以设计成任何形状,但是超声波焊头并不能随意制作。
超声波焊接塑胶件的设计超聲波焊接塑膠件的設計塑膠件的設計代注塑方式能有效提供比較完美的焊接用塑膠件。
光我們決定用超聲波焊接技術完成熔合時,塑膠件的結構設計必須首先考慮如下幾點:1 焊縫的大小(即要考慮所需強度)2 是否需要水密、氣密3 是否需要完美的外觀4 避免塑膠熔化或合成物的溢出5 是否適合焊頭加工要求焊接品質可能通過下述幾方面的控制來獲得:1 材質2 塑膠件的結構3 焊接線的位置和設計4 焊接面的大小5 上下表面的位置和鬆緊度6 焊頭與塑膠件的妝觸面7 順暢的焊接路徑8 底模的支持為了獲得完美的、可重複的熔焊方式,必須遵循三個主要設計方向:1 最初接觸的兩個表面必須小,以便將所需能量集中,並儘量減少所需要的總能量(即焊接時間)來完成熔接。
2 找到適合的固定和對齊的方法,如塑膠件的接插孔、臺階或企口之類。
3 圍繞著連接介面的焊接面必須是統一而且相聯繫互緊密接觸的。
如果可能的話,接觸面儘量在同一個平面上,這樣可使能量轉換時保持一致。
下面就對塑膠件設計中的要點進行分類舉例說明:整體塑膠件的結構1.1塑膠件的結構塑膠件必須有一定的剛性及足夠的壁厚,太薄的壁厚有一定的危險性,超聲波焊接時是需要加壓的,一般氣壓為2-6kgf/cm2 。
所以塑膠件必須保證在加壓情況下基本不變形。
1.2罐狀或箱形塑膠等,在其接觸焊頭的表面會引起共振而形成一些集中的能量聚集點,從而產生燒傷、穿孔的情況(如圖1所示),在設計時可以罐狀頂部做如下考慮○1 加厚塑膠件○2 增加加強筋○3 焊頭中間位置避空1.3尖角如果一個注塑出來的零件出現應力非常集中的情況,比如尖角位元,在超聲波的作用下會產生折裂、融化。
這種情況可考慮在尖角位加R角。
如圖2所示。
1.4塑膠件的附屬物注塑件內部或外部表面附帶的突出或細小件會因超聲波振動產生影響而斷裂或脫落,例如固定梢等(如圖3所示)。
通過以下設計可盡可能減小或消除這種問題:○1 在附屬物與主體相交的地方加一個大的R角,或加加強筋。
浅谈超声波焊接塑料件的设计塑料件超声波焊接是一种常见的塑料件焊接方法,可以实现高效、可靠的连接效果。
它利用超声波振动原理,将塑料件加热至熔化点,并使用压力将熔化的塑料件连接在一起。
本文将从设计角度探讨超声波焊接塑料件的一些关键问题。
首先,塑料件的设计要考虑到焊接过程中的振动能量传递。
超声波焊接是通过超声波振动将能量传递到塑料件内部,使其加热并熔化。
因此,塑料件的设计要合理选择焊接位置和焊接面积,以保证超声波能够有效传递。
同时,对于较大的塑料件,还需要考虑振动能量在塑料件内部的均匀分布,避免局部加热不均而导致焊接不牢固或质量不稳定。
其次,塑料件的材料选择也是超声波焊接设计中的重要因素。
不同的塑料材料具有不同的熔化点和热导率,对于超声波焊接的适用性也有所差异。
一般来说,具有较高熔化点和热导率的塑料材料更适合超声波焊接。
此外,塑料材料的熔化温度和熔化指数也需要进行合理的选择,以保证焊接过程中的熔化和冷却效果。
此外,塑料件的结构设计也需要考虑到焊接后的强度要求。
超声波焊接会在焊接接头周围形成一定的塑料熔化区,这可能会对焊接接头的强度产生影响。
为了增加焊接接头的强度,可以采用一些设计措施,比如在接头周围增加一定的壁厚,或者采用一些加强结构,如加筋或齿形结构等。
此外,对于一些对强度要求较高的应用,还可以考虑采用多点焊接或均匀分布焊接的方式,以增加连接的稳定性和可靠性。
最后,塑料件的表面处理和预处理也是超声波焊接设计中的一个重要环节。
塑料件的表面质量和干净程度对焊接接头的质量有直接影响。
因此,在进行超声波焊接之前,需要对接头表面进行适当的处理,如去除油污、杂质和氧化层等。
此外,还可以考虑采用一些增粘剂或者使用专用的焊接剂,以提高焊接接头的质量和品质。
总而言之,超声波焊接塑料件的设计需要综合考虑焊接过程中的振动能量传递、塑料材料的选择、结构设计的强度要求、表面处理和预处理等因素。
通过合理的设计,可以实现高效、稳定和可靠的超声波焊接效果,为塑料件的应用提供可靠的连接方式。
超声波焊接塑料件的设计超声波焊接是一种常见的塑料焊接方法,它利用高频率的声波振动将塑料件的表面加热并压合,从而达到焊接的效果。
相比于传统的热熔焊接方法,超声波焊接具有快速、高效、环保、经济等优点,因此得到了广泛的应用。
在超声波焊接塑料件时,为了保证焊接效果,需要对塑料件的设计进行一定的考虑。
下面将探讨超声波焊接塑料件设计的一些要素。
1、材料选择超声波焊接适用于大部分塑料材料,例如ABS、PP、PE、PC等。
在选择材料时需要考虑到材料熔点、熔体流动性、工艺操作温度等因素。
同时也需要考虑到塑料件的用途和环境因素等。
不同的材料可能会呈现不同的熔化状态,选择合适的材料有助于提高焊接效果。
2、结构设计超声波焊接的结构设计需要考虑到焊接面积、夹紧方式、固定件的形态等因素。
同时还需要考虑到焊接面的平整度,避免因平整度不良导致焊接质量下降。
以及线缆的合理布局等因素。
3、设计焊接区域超声波焊接时需要将塑料件的焊接区域考虑在内,这通常要求在设计时将两个零件上的边缘设计成接触面。
在设计过程时也要注意一些特殊的形状,例如圆形、锥形、椭圆形等比较特殊的零件设计。
4、加强件的设计在一些合并的塑料件上设计加强件,能够帮助增强焊点的强度,提升焊接的质量。
例如在汽车零部件、家电等领域,经常使用加强件来增强焊点的结构强度。
5、生产工艺考虑在设计时还需要考虑到生产工艺方面,例如机器设备的限制、操作人员工艺水平等因素。
这需要对焊接过程进行一定的分析,为生产提供方便实用的方案。
总之,超声波焊接塑料件设计需要综合考虑塑料材料、加强件、结构、焊接区域等方面。
设计优秀的塑料件有助于提高超声波焊接的质量和效率。
浅谈超声波焊接塑料件的设计超声波焊接是一种在塑料件生产过程中被广泛使用的一种技术。
它将高频振动Ultrasound(20kHz到70kHz)转化为热量,这个热量会溶解在塑料件中产生摩擦,从而把两个塑料件连接起来。
它广泛应用于生产汽车、消费品和医疗设备等领域的塑料件。
在设计超声波焊接塑料件的时候,需要考虑多种因素,本文将对浅谈超声波焊接塑料件的设计做一个介绍。
第一步是正确选择塑料材料。
高分子塑料由于具有高分子结构,可以具有出色的机械强度和耐磨性,并且便于生产大量塑料零件。
聚苯乙烯、聚丙烯、尼龙等塑料都是常用的焊接材料。
等。
焊接材料的选择不仅取决于物理性能,还取决于耐化学性、堆叠优良性等方面。
正确的选择可以使焊接结果更加理想。
接下来是选择合适的超声波焊接机。
它一般由焊接机和超声波焊头组成。
焊接机会提供定时、定温度、定压力、定速度和可视化监控等功能。
超声波焊头是产生超声波振动的部分,需要根据需要选择合适的角度或形状。
同时,超声波焊接机需要精确控制其振动力和振幅等参数。
这些因素可以影响最终的焊接强度和美观度。
因此,正确选择超声波焊接机非常重要。
第三步是确保产品设计合理。
因为超声波焊接是通过热量溶解塑料件来实现的,所以针对具体的产品设计需要考虑产品的形状、尺寸以及壁厚。
从这些方面考虑可以保证焊接的质量和稳定性。
例如,尺寸过小、形状复杂或壁厚不均匀的产品需要谨慎考虑。
此外,塑料件的表面质量在超声波焊接中也非常重要,对凸出部分应该加工成倒角并去除塑料件中的毛刺和颗粒。
第四步是进行预热和冷却。
在预热和冷却的过程中,要注意温度和冷却速度。
预热可以使塑料件达到特定温度,使其更易于焊接。
冷却可以减缓焊接的热损失,确保其连接强度。
这两个步骤需要根据具体的产品设计和材料选择来制定合适的方案。
另外,预热过度和冷却过程不够理想都会影响焊接的品质。
总之,在超声波焊接塑料件的设计中,需要仔细考虑进材料选择、超声波焊接机的选择、产品设计和预热和冷却等因素。
超声波焊接的塑件设计规范集团标准化小组:[VVOPPT-JOPP28-JPPTL98-LOPPNN]超声波焊接的塑件设计规范一. 超声波设计准则:1.两熔接面的最初接触面积必须减少以减少溢胶发生.2.提供一种能使两接触面相互对位的方式,可采用插针,插孔,阶梯或沟槽.3.整个熔接面必须均匀一致与紧密接触,尽可能保持在同一平面.4.美工线:设计特性使熔接完毕后接口四周将出现0.25至0.64mm之空隙,因为工件与工件之间的变形不易被发现.5.避免直角转角设计,为了增加熔接强度建议咬花面设计.二. 熔接面有熔接线和剪切两种主要设计类型.导熔线:是在两熔接面之一上形成一条三角形凸出的材料,导熔线的基本作用是聚集能量并且迅速把要熔接的一面熔解,导熔线能够快速溶解到最高的熔接强度.导熔线必须愈尖愈好,当熔接低温度熔解的塑料,导熔线高度不可低于0.25mm,若熔接半结晶型或高熔解温度的塑料时,导熔线高度不可低于0.5mm.(一)基本导熔线设计观念可以运用在平头熔接面以外的熔接面设计上去以取得额外的优点.1.阶梯式导熔线:主要用语外观件上需要精确对位与不溢胶上的设计.注意这种设计的壁厚要求最小尺寸为2mm.2.沟槽式导熔线:主要是能从里外两面防止溢胶并且可能提供对位功能,提升高度的熔合使熔接面积增加而提升熔接强度的设计,注意这况设计的壁厚要求最小尺寸为2mm.3.十字交叉式导熔线:是一导熔线使它们相互呈垂直交叉,能缩短熔接时间及降低熔接时所消耗的功率,且并不影响熔接强度,但是会产生高低断差以及溢胶.4.连续沟齿状导熔线:若取得完全密合的熔接效果,建议一方的导熔线设计采用连续沟齿状.此款设计将产生大量的溢胶.5.垂直与墙壁式导熔线:适用于增加抗撕裂与减少溢胶,这种设计仅适用于只需要结构性的熔接而已.6.间断的导熔线:可以减少熔接面积因此降低能量或所需的功率层级,这种设计只能用非要求高强度的结构性熔接而已.7.凿子型导熔线:壁厚不到1.524mm时可以采用,适用于薄壁以及小的工件的塑件上使用,但是熔接强度将会减弱.8.特殊熔接面设计:使用于以防水为优先考虑的设计上,使较难熔接的塑料或外型不规则之塑件达到紧密接合,借用弹性油封来帮助防水的功能.(二)剪切式熔接面设计:剪切式熔接面的熔接过程是,首先熔化开始接触的小面积材料,然后沿着壁面继续垂直向下而有控制的引入下工件里头去.塑料在相对很狭窄的温度变化范围内迅速从固态变为液态再变回固态.下工件的四周壁的高度必须高至接口位置,内壁必须与工件外部型体完全吻合.1.形状复杂或者有直角的转角的就不宜采用剪切式的熔接设计.2.适合高强度的结构性或水气密的熔接.3.熔接需要有坚固的侧边壁支持以避免熔接时的变形.注意:若熔接深度要求超过壁的接触壁,建议熔接深度为壁厚的1.25倍.三近场与远场熔接的对比:近场熔接指的是熔接面积距离焊头接触位置在6.356mm以内;大于6.356mm的距离则为远场熔接.因此在设计塑胶产品的过程当中应考虑到是否有足够的能量传导熔接面.四薄膜效应:在平的圆形的,壁较薄的位置最为常出现塑件烧穿现象,通过采取以下的措施可以克服这种现象.1.减少熔接时间.2.改变振幅.3.采用振幅剖析.4.在焊头上设计调节活塞.5.增加壁厚.6.塑件在其部位使用内部支撑筋.7.使用其他频率.五.焊头接触与放置位置:焊头或塑件的表面也可以在熔接区域凸起以增进接触的效能.注意:焊头与工件的接触面必须大于熔接区域的总面积,否则将有可能导致表面伤痕.。

浅谈超声波焊接塑料件的设计(doc 9页)超声波焊接塑料件的设计焊接线的设计2 焊接线的设计焊接线是超声波直接作用熔化的部分,其基本的两种设计方式:○1 能量导向○2 剪切设计2.1能量导向能量导向是一种典型的在将被子焊接的一个面注塑出突超三角形柱,能量导向的基本功能是:集中能量,使其快速软化和熔化接触面。
能量导向允许快速焊接,同时获得最大的力度,在这种导向中,其材料大部分流向接触面,能量导向是非晶态材料中最常用的方法。
能量导向柱的大小和位置取决于如下几点:○1 材料○2 塑料件结构○3 使用要求图7所示为能量导向柱的典型尺寸,当使用较易焊接的材料,如聚苯乙烯等硬度高、熔点低的材料时,建议高度最低为0.25mm。
当材料为半晶体材料或高温混合树脂时(如聚乙碳),则高度至少要为0.5mm,当用能量导向来焊接半晶体树脂时(如乙缩荃、尼龙),最大的连接力主要从能量柱的底盘宽带度来获得。
没有规则说明能量导向应做在塑料件哪一面,特殊情况要通过实验来确定,当两个塑料件材质,强度不同时,能量导向一般设置在熔点高和强度低的一面。
根据塑料件要求(例如水密、气密性、强度等),能量导向设计可以组合、分段设计,例如:只是需要一定的强度的情况下,分段能量导向经常采用(例如手机电池等),如图8所示。
2.2能量导向设计中对位方式的设计上下塑料件在焊接过程中都要保证对位准确,限位高度一般不低于1mm,上下塑料平行检动位必须很小,一般小于0.05mm,基本的能量导向可合并为连接设计,而不是简单的对接,包括对位方式,采用能量导向的不同连接设计的例子包括以下几种:插销定位:图9所示为基本的插销定位方式,插销定位中应保证插销件的强度,防此超声波震断。
台阶定位:图10所示为基本的台阶定位方式,如h大于焊线的高度,则会在塑料件外部形成一条装饰线,一般装饰线的大小为0.25mm左右,创出更吸引人的外观,而两个零件之间的差异就不易发现。
图11所示台阶定位,则可能产生外溢料。
超声波塑料件的结构设计公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]塑料件必须有一定的刚性及足够的壁厚,太薄的壁厚有一定的危险性,超声波焊接时是需要加压的,一般气压为2-6kgf/cm2 。
所以塑料件必须保证在加压情况下基本不变形。
罐状或箱形塑料等,在其接触焊头的表面会引起共振而形成一些集中的能量聚集点,从而产生烧伤、穿孔的情况(如图1所示),在设计时可以罐状顶部做如下考虑○1 加厚塑料件○2 增加加强筋○3 焊头中间位置避空尖角如果一个注塑出来的零件出现应力非常集中的情况,比如尖角位,在超声波的作用下会产生折裂、融化。
这种情况可考虑在尖角位加R角。
如图2所示。
塑料件的附属物注塑件内部或外部表面附带的突出或细小件会因超声波振动产生影响而断裂或脱落,例如固定梢等(如图3所示)。
通过以下设计可尽可能减小或消除这种问题:○1 在附属物与主体相交的地方加一个大的R角,或加加强筋。
○2 增加附属物的厚度或直径。
如被焊头接触的零件有孔或其它开口,则在超声波传递过程中会产生干扰和衰减(如图4所示),根据材料类型(尤其是半晶体材料)和孔大小,在开口的下端会直接出现少量焊接或完全熔不到的情况,因此要尽量预以避免。
塑料件中薄而弯曲的传递结构被焊头接触的塑件的形状中,如果有薄而弯曲的结构,而且需要用来传达室递超声波能量的时候,特别对于半晶体材料,超声波震动很难传递到加工面(如图5所示),对这种设计应尽量避免。
近距离和远距离焊接近距离焊接指被焊接位距离焊头接触位在6mm以内,远距离焊接则大于6mm,超声波焊接中的能量在塑料件传递时会被衰减地传递。
衰减在低硬底塑料里也较厉害,因此,设计时要特别注意要让足够的能量传到加工区域。
远距离焊接,对硬胶(如PS,ABS,AS,PMMA)等比较适合,一些半晶体塑料(如POM,PETP,PBTB,PA)通过合适的形状设计也可用于远距离焊接。
塑料件焊头接触面的设计注塑件可以设计成任何形状,但是超声波焊头并不能随意制作。
塑料超声波焊接怎么做防水设计塑料超声波焊接是一种常用的连接技术,广泛应用于塑料制品的生产过程中。
然而,由于焊接接头的特殊性质,容易导致漏水问题。
为了解决这个问题,可以采取一系列的防水设计措施。
本文将针对塑料超声波焊接的防水设计进行详细介绍,具体内容如下。
首先,选择适合的超声波焊接参数。
超声波焊接的参数包括振幅、压力、焊接时间等。
适当提高焊接时间和压力,并选择合适的振幅,可以增加焊接接头的密封性,减少漏水问题的发生。
其次,优化焊接接头的设计。
焊接接头的设计直接影响到焊接接头的密封性。
为了增加焊接接头的密封性,可以采用接头加厚的方法,增加接触面积。
同时,还可以采用多重接头的设计,增加防水层的数量,提高防水效果。
第三,合理选择焊接材料。
不同材料的焊接特性不同,影响到焊接接头的防水性能。
因此,在进行塑料超声波焊接时,需要根据产品的使用环境和要求,选择适合的焊接材料。
一般情况下,高密度聚乙烯、聚丙烯等材料具有较好的防水性能。
第四,进行焊接接头的后处理。
焊接接头完成后,可以进行后处理来进一步提高防水性能。
例如,可以在接头外表面涂覆密封胶或者涂层,增加接头的密封性。
此外,还可以采用热熔融合的方法,将接头周围的塑料熔化,形成一个完整的密封层。
第五,加强质量检测控制。
在进行塑料超声波焊接时,需要加强质量检测控制,及时发现焊接缺陷,避免漏水问题的发生。
可以采用可视检测、压力测试等方法来检测焊接接头的质量。
对于发现的焊接缺陷,及时进行修复或者更换。
最后,定期维护保养。
即使进行了防水设计,也需要定期进行维护保养,以确保焊接接头的防水性能。
对于长期暴露在潮湿环境下的产品,更要定期进行检查,发现问题及时处理。
总结起来,塑料超声波焊接的防水设计包括选择适合的焊接参数、优化焊接接头设计、合理选择焊接材料、进行后处理、加强质量检测控制以及定期维护保养等方面。
通过这些设计措施的合理应用,可以有效提高焊接接头的防水性能,避免漏水问题的发生。
超声波线设计焊接热塑性制品的最普通的方法是超声焊接.这种方法是采用低振幅,高频率(超声)振动能量使表面和分子摩擦产生焊接相连垫塑性制件所需的热量.(正弦超声振动)超声焊接在20-50kHz 的频率范围内发生,其一般振幅范围为15-60um.在低达15kHz(较高振幅)的声频有时用于较大制件或较软材料.焊接过程通常在0.5-1.5s 内发生.焊接工艺变量包括焊接时间,焊头位置和焊接压力.超声焊接方法可根据焊接时间或焊缝位置(塌陷距离)或焊接能量控制.也对焊接压力和冷却时间提供附加控制.超声焊接设备通常用来焊接中,小尺寸的热塑性塑料制品,而很大的制品可用多点焊接.超声焊接设备一般不是在20kHz 就是在40kHz 频率下运行 .20kHz 装置更常用.接头设计:第一类即最常用的接头类型,在被连接表面的垂直方向上利用超声振动.对接和Z 形接合归入这一类,适用于多数聚合物.第二类超声焊接接头包括与接头表面平行的振动,形成剪切状态.各种类型的剪切和嵌接归入第二类.能量控制嚣接点与无定形材料一起使用最佳,图1所示较大的能量控制嚣结可在一些不密闭的半结晶材料中应用.*剪切接头当焊接半结晶聚合物(或其它难以焊接的聚合物)和需要密封接头号时,一般推荐使用剪切接。
需要高强度,高质量接碚的环形和矩形制件都用剪切接头。
剪切接图6 超声焊执着用典型的斜坡接合设计(a)斜坡接合;改进的斜坡接合(附加公差)1-溢料槽;2-夹具斜坡接合具有30°-60°的角且应该在±1°内装配。
为附加的熔区材料厚度增加的*溢流式铆焊溢流式铆焊用在要求表面为平的或隆起的及锁信制件的厚度被允许使●●2半结晶聚合物一般更难用超声能量焊接.增加由焊接体系发射的能量值(即增加振幅);缩短焊头/制件接触面与接头接口间的距离;使用近场超声焊接技术;使用振幅高达0.05-0.15mm的焊头.这些高焊接振幅需要使用钛焊头.当需要高强度、密封组装时,剪切接头和斜坡接合对半结晶聚合物都适用。
第58问超声波焊接面设计一、各种焊面的设计方案:1.1导能三角形焊面;在两块塑胶焊接面的一边,沿着焊接面,加一条小小的三角形突缘,这突缘将超声波振动聚焦在三角的尖端,由此减小焊接的接触面积,而形成集中的超声波能量.溶解的塑胶均匀地流满焊面,产生坚强的接着力,而且大大地减短了焊接时间,焊面壁应小于2.5MM,才能得到较好的效果.下左图1.2台阶式焊面:台阶加三角形突缘使焊接力更为坚固,突缘材料溶化之后,流入预留的空隙,能产生较大的切力及拉力强度,这种设计也可避免外表上有形的焊痕。
下右图1.3峰与谷式焊面:一种加强的三角形突缘焊面.峰谷两边应有间隙,以容许塑胶件较易拼合,同时让熔融的材料有流动的空间;1.4剪切式焊面:不论矩形或圆形零件,这种焊面都有高度密封效果.由于大量材料需要流动,需耗费高振幅及高能量,在焊面间应预留凹孔,以容许适量的熔融塑胶不致于溢出外面,产生毛头.两塑胶件沿壁垂直相挤的结果,彻底消除缺口或间隙,特别适用于结晶组织而且有瞬熔特性的材料.焊接深度等于壁厚的1.25倍时,强度最好.二、各种塑胶的焊接的相溶性表:塑料名称ABS POM PMMA CA PC/ABSABS/PVCPMMA/PVC PA PA PC PE PP PS PU PVC SANPET或PBTABS 好好好良良良良POM 好PMMA 好好CA 好PC/ABS 良良好良良好良ABS/PVC 良良良好良良PMMA/PVC 良良良良好良PPO 好好良PA 好PC 良良好好良PE 好PP 好PC 好好良PS 良好PVC 良良好SAN 良良良良良好PET或PBT 好。
超声波焊接的塑件设计规范一.超声波设计准则:1.两熔接面的最初接触面积必须减少以减少溢胶发生.2.提供一种能使两接触面相互对位的方式,可采用插针,插孔,阶梯或沟槽。
3.整个熔接面必须均匀一致与紧密接触,尽可能保持在同一平面.4.美工线:设计特性使熔接完毕后接口四周将出现0.25至0.64mm之空隙,因为工件与工件之间的变形不易被发现.5.避免直角转角设计,为了增加熔接强度建议咬花面设计。
二.熔接面有熔接线和剪切两种主要设计类型.导熔线:是在两熔接面之一上形成一条三角形凸出的材料,导熔线的基本作用是聚集能量并且迅速把要熔接的一面熔解,导熔线能够快速溶解到最高的熔接强度。
导熔线必须愈尖愈好,当熔接低温度熔解的塑料,导熔线高度不可低于0.25mm,若熔接半结晶型或高熔解温度的塑料时,导熔线高度不可低于0。
5mm。
(一)基本导熔线设计观念可以运用在平头熔接面以外的熔接面设计上去以取得额外的优点。
1.阶梯式导熔线:主要用语外观件上需要精确对位与不溢胶上的设计.注意这种设计的壁厚要求最小尺寸为2mm。
2.沟槽式导熔线:主要是能从里外两面防止溢胶并且可能提供对位功能,提升高度的熔合使熔接面积增加而提升熔接强度的设计,注意这况设计的壁厚要求最小尺寸为2mm。
3.十字交叉式导熔线:是一导熔线使它们相互呈垂直交叉,能缩短熔接时间及降低熔接时所消耗的功率,且并不影响熔接强度,但是会产生高低断差以及溢胶.4.连续沟齿状导熔线:若取得完全密合的熔接效果,建议一方的导熔线设计采用连续沟齿状.此款设计将产生大量的溢胶.5.垂直与墙壁式导熔线:适用于增加抗撕裂与减少溢胶,这种设计仅适用于只需要结构性的熔接而已。
6.间断的导熔线:可以减少熔接面积因此降低能量或所需的功率层级,这种设计只能用非要求高强度的结构性熔接而已。
7.凿子型导熔线:壁厚不到1。
524mm时可以采用,适用于薄壁以及小的工件的塑件上使用,但是熔接强度将会减弱。
8.特殊熔接面设计:使用于以防水为优先考虑的设计上,使较难熔接的塑料或外型不规则之塑件达到紧密接合,借用弹性油封来帮助防水的功能。
塑料超声波焊接结构
(原创版)
目录
一、塑料超声波焊接的概念和原理
二、塑料超声波焊接的分类与应用
三、塑料超声波焊接机的设计和特点
四、塑料超声波焊接的优点与局限性
正文
一、塑料超声波焊接的概念和原理
塑料超声波焊接是一种利用超声波振动能量将塑料材料熔接在一起
的技术。
超声波焊接的原理是通过高强度的超声波振动,使塑料材料在短时间内产生高温,进而熔化并连接在一起。
这种焊接方式适用于各种热塑性塑料,如聚乙烯、聚丙烯、聚氯乙烯等。
二、塑料超声波焊接的分类与应用
根据焊接方式的不同,塑料超声波焊接可分为埋植焊接、铆接焊接和熔接焊接等。
这些焊接方式广泛应用于汽车制造、电子产品、塑料玩具、无纺布、尼龙布等领域。
例如,在汽车制造行业中,塑料超声波焊接可用于车顶、车门、仪表盘等部件的连接;在电子产品行业中,可用于手机数据线、充电器等产品的焊接。
三、塑料超声波焊接机的设计和特点
塑料超声波焊接机通常采用滑轨调节和精密电机上下运动调节,以实现更精确的焊接。
其设计特点包括:
1.自动扫频、追频技术,简化了线圈调节测试过程;
2.采用新式电机上下运动调节,操作更加简便;
3.调模简单,精度高;
4.可焊接内衣肩带等柔性产品,焊接效果美观、坚固。
四、塑料超声波焊接的优点与局限性
塑料超声波焊接具有焊接速度快、效率高、焊接强度高、外观美观等优点。
然而,塑料超声波焊接也有其局限性,如焊接材料必须为热塑性塑料,不同类型的材料焊接时可能出现焊不了等现象。
塑胶件的结构设计:超声波焊接篇(中)04超声波焊接效果的影响因素一、塑胶材料因素上篇已经介绍的适合超声波焊接的材料选择,一般情况下两种材料满足Tg或熔点接近、化学相容性良好和熔体流动指数接近这三个条件,基本可认为是可焊接的,但需要注意以下几点:1、热塑性塑胶又分为非结晶性(也叫无定形)塑胶和结晶性(或半结晶性)塑胶。
1)对于非结晶性塑胶,其分子排列无序、有明显的使材料逐步变软、熔化及至流动的温度(Tg玻璃化温度)。
2)对于结晶性塑胶,其分子排列有序,有明显的熔点(Tm熔化温度)和再度凝固点,在温度达到熔点之前,半结晶塑料始终保持固态,当温度达到熔点时,整个分子链开始移动,塑胶开始融化,如果此时热量降低,塑胶很快就会凝固。
图3-106显示了非晶塑料和半结晶塑料的熔化过程之间的差异。
同时,结晶性塑料常常有较高的熔点,需要很高的能量(高熔化热度)才能把结晶型的结构打断从而使材料从结晶状态变为粘流状态。
因此,与非结晶性塑料相比,结晶性塑料更难焊接。
为了获得结晶塑料的更高焊接质量,通常需要考虑更多因素,例如更高的振幅,更短的焊接距离等,且为了集中超声能量,超声线的角度设计的更小或采用其他的超声结构(剪切式)。
焊接过程中,结晶性(或半结晶性)塑料迅速熔化和迅速冷却,焊缝处容易产生较多的非晶态(无定形)状态塑料。
如当产品在后续使用过程中在高温下工作时,焊缝处非晶态(无定形)状态塑料会逐步转变成半结晶状态,从而在焊缝处内部产生额外的结晶应力,可能会降低焊接强度。
所以,针对这一点,非结晶性塑胶塑胶比结晶性(或半结晶性)塑胶更适用于超声波焊接。
2、同一材料之间熔点是相同的,从原理讲是可以焊接的,但是当材料的熔点大于350℃时,不建议使用超声焊接。
因为通过超声波振动效应熔化高熔点的材料需要更久的时间,显然超声波焊接效率的优势就明显降低,此种情况应该选择其它焊接工艺,如热板焊接等。
3、难焊接的材料,除非部件设计可以弥补材料性能对焊接的影响。
超声波焊接塑料件的设计
代注塑方式能有效提供比较完美的焊接用塑胶件。
光我们决定用超声波焊接技术完成熔合时,塑料件的结构设计必须首先考虑如下几点:
1 焊缝的大小(即要考虑所需强度)
2是否需要水密、气密
3 是否需要完美的外观
4 避免塑料熔化或合成物的溢出
5是否适合焊头加工要求
焊接质量可能通过下几点的控制来获得:
1 材质
2塑料件的结构
3焊接线的位置和设计
4焊接面的大小
5 上下表面的位置和松紧度
6 焊头与塑料件的妆触面
7顺畅的焊接路径
8 底模的支持
为了获得完美的、可重复的熔焊方式,必须遵循三个主要设计方向:
1最初接触的两个表面必须小,以便将所需能量集中,并尽量减少所需要的总能量(即焊接时间)来完成熔接。
2找到适合的固定和对齐的方法,如塑料件的接插孔、台阶或齿口之类。
3 围绕着连接界面的焊接面必须是统一而且相联系互紧密接触的。
如果可能的话,接触面尽量在同一个平面上,
这样可使能量转换时保持一致。
下面就对塑料件设计中的要点进行分类举例说明:
整体塑料件的结构
1.1塑料件的结构
塑料件必须有一定的刚性及足够的壁厚,太薄的壁厚有一定的危险性,超声波焊接时是需要加压的,一般气压为2-6kgf/cm2 。
所以塑料件必须保证在加压情况下基本不变形。
1.2罐状或箱形塑料等,在其接触焊头的表面会引起共振而形成一些集中的能量聚集点,从而产生烧伤、穿孔的
情况(如图1所示),在设计时可以罐状顶部做如下考虑
○1 加厚塑料件
○2 增加加强筋
○3 焊头中间位置避空
1.3尖角
如果一个注塑出来的零件出现应力非常集中的情况,比如尖角位,在超声波的作用下会产生折裂、融化。
这种情况可考虑在尖角位加R角。
如图2所示。
1.4塑料件的附属物
注塑件内部或外部表面附带的突出或细小件会因超声波振动产生影响而断裂或脱落,例如固定梢等(如图3所示)。
通过以下设计可尽可能减小或消除这种问题:
○1 在附属物与主体相交的地方加一个大的R角,或加加强筋。
○2 增加附属物的厚度或直径。