酸性水汽提装置节能优化概述
- 格式:doc
- 大小:24.50 KB
- 文档页数:3
酸性水汽提-硫磺回收装置节能优化项目运行总结王迪发布时间:2021-12-22T07:23:59.916Z 来源:《基层建设》2021年第21期作者:王迪[导读] 酸性水汽提-硫磺回收装置作为环保装置中国石油哈尔滨石化公司黑龙江哈尔滨 150056摘要:酸性水汽提-硫磺回收装置作为环保装置,在尾气二氧化硫达标排放的前提下,节能降耗也是装置日常运行管控的重点。
通过节能优化项目的投用,总结项目实施的效果,实现节能降耗的目的。
关键词:酸性水汽提-硫磺回收;节能降耗前言公司目前运行的酸性水硫磺装置分别是100t/h酸性水汽提装置和10kt/a 硫磺回收装置。
其中酸性水汽提装置2010年建成投产,采用常压单塔汽提工艺:采用一个塔, H2S和NH3不分开,自塔顶抽出,在较低压力下用蒸汽汽提,H2S、NH3的混合酸性气送至硫磺回收装置进行处理。
硫磺回收装置 2010年建成投产,采用克劳斯两级制硫反应工艺和斯科特尾气处理工艺,尾气经超重力脱硫系统处理后,通过烟囱排放。
2019年装置检修期,酸性水汽提装置增设一组原料水/净化水换热器、胺液再生系统增设一台再生塔顶低温位换热器,技改项目投用后,节能效果显著。
1 改造原因1.1 酸性水汽提装置增设一组原料水/净化水换热器酸性水汽提塔在上一运行周期末期,由于原有一组原料水/净化水换热器结垢,污垢热阻大,导致换热器换热量小,汽提塔进料温度仅能达到70-80 ℃,进料温度较低,造成塔底蒸汽消耗量大[1]。
1.2 胺液再生系统增设一台再生塔顶低温位换热器硫磺回收装置胺液再生系统再生塔原有设计是塔顶气相经一台循环水冷却器冷却后,进入塔顶回流罐,在运行过程中存在冷后温度高、胺液再生效果差的问题,而且为保证胺液再生效果,塔底再生蒸汽消耗大。
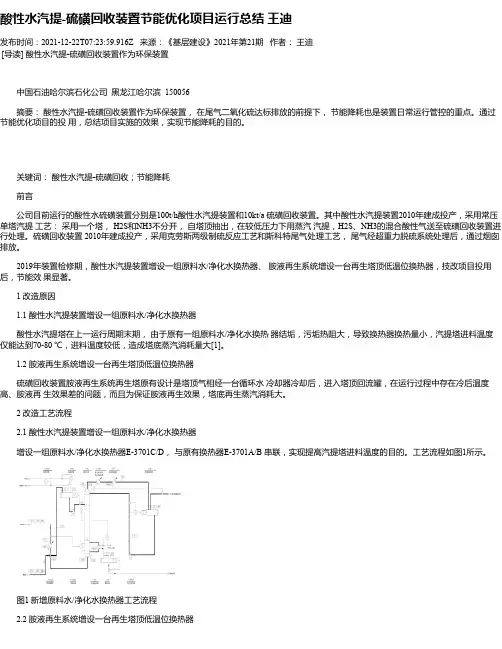
2 改造工艺流程2.1 酸性水汽提装置增设一组原料水/净化水换热器增设一组原料水/净化水换热器E-3701C/D,与原有换热器E-3701A/B 串联,实现提高汽提塔进料温度的目的。
浅议酸性水汽提装置技术改造摘要:酸性水如果没有及时得到处理,即影响环境同时也影响人们的身体健康,尤其伴随着近几年人们对于生活环境的关注程度越来越高,对于酸性水的处理成为了人们研究的焦点问题,酸性水汽提装置被用于处理酸性水,但酸性水汽提装置仍存有诸多问题影响酸性水的处理效果,本文分析了该装置存在的问题,并提出相应的改善对策建议,以供参考。
关键词:酸性水酸性水汽提装置改造酸性水中含有较多硫化物和氨,同时含有酚、氰化物和油等污染物,直接排出会对环境造成较大的危害,所以必须要经过处理之后,使水中的污染物含量达到一定标准后,才可以排出。
目前,我国酸性水处理大多数采用蒸汽汽提法。
三十多年来,国内设计、科研单位、高等院校及炼油厂对改进和提高酸性水汽提工艺做了大量工作,使其在汽提理论、计算程序、工程设计及生产操作等方面都取得了可喜成果,国内许多炼油厂在酸性水汽提装置的设计和操作等方面做了多项技术改进,并且开发了适合于不同工况的多种酸性水蒸汽汽提工艺。
一、酸性水的来源常减压污水:降压塔顶要注入氨水,中和酸性污染物,防止设备腐蚀,通过相应的汽液分离罐会分离出含氨污水,主要成分为含氨污水、悬浮汽油、汽态烃类。
催化污水:提升管中加入蒸汽与渣油、蜡油形成雾化混合物进行催化反应,从分馏塔顶回流罐及吸收稳定回用水中产生含硫含氨污水,成分为含硫含氨污水、悬浮汽油、气态烃类、H2S、氯化物。
焦化污水:渣油中含硫化物和氨氮,在加热炉内注入除盐水,提高流速防止结焦,经过焦炭塔从分馏塔顶冷凝分离出含硫含氨污水,成分为含硫含氨污水、悬浮汽油、气态烃类、焦粉、酸性水预处理酸性水脱气。
二、酸性水汽提工艺1.单塔加压侧线抽出汽提工艺单塔加压侧线抽出汽提的流程是以冷原料水或净化水作为冷进料打入汽提塔顶部,将塔顶温度降低后,实现硫化氢、二氧化碳从污水中分离的过程;经与净化水换热后的原料水作为热进料打人塔的上部,塔底部由重沸器或蒸汽直接供热,将硫化氢、二氧化碳和氨气从污水中分离出来,塔底排出合格的净化水,塔中部形成一个硫化氢含量最少、氨气浓度最高的区域,由此抽出富氨侧线气,实现氨气从污水中分离的过程。
酸性水汽提装置节能降耗优化改造孙宁飞;高庆安;何保正;于洋【摘要】介绍了中国石油化工股份有限公司洛阳分公司两套110 t/h酸性水汽提装置的基本情况,以Ⅱ套酸性汽提装置为例简要说明了其工艺原理.为优化酸性水汽提装置,达到降低能耗和提高废物回收利用的目的,对装置实施了用酸性水代替酸性水汽提塔顶净化水、酸性水汽提塔注废碱渣、塔底净化水优化回用等一系列节能环保改造措施.通过改造,在pH值正常控制范围(6~9)内,净化水氨氮去除率最高可达到95.1%,降低了1.0 MPa蒸汽的消耗,净化水得到回收利用,减少了向污水处理系统的排放,减轻了污水处理的压力,节约了大量资金.【期刊名称】《炼油技术与工程》【年(卷),期】2015(045)005【总页数】4页(P51-54)【关键词】酸性水;净化水;废碱;回用;优化【作者】孙宁飞;高庆安;何保正;于洋【作者单位】中国石油化工股份有限公司洛阳分公司,河南省洛阳市471012;中国石油化工股份有限公司洛阳分公司,河南省洛阳市471012;中国石油化工股份有限公司洛阳分公司,河南省洛阳市471012;中国石油化工股份有限公司洛阳分公司,河南省洛阳市471012【正文语种】中文炼油厂酸性水主要来自常减压蒸馏、催化裂化、蜡油加氢、柴油加氢、重整、溶剂脱沥青、焦化及油品罐区切水等工艺过程,酸性水汽提是处理该类酸性水的主要手段之一。
中国石油化工股份有限公司洛阳分公司(洛阳分公司)共有两套酸性水汽提装置,设计处理量均为110 t/h,加氢酸性水与非加氢酸性水分开处理,Ⅰ套酸性水汽提装置处理非加氢酸性水,Ⅱ套酸性水汽提装置处理加氢酸性水。
两套酸性水汽提装置工艺原理一样,以Ⅱ套酸性水汽提装置为例。
来自上游各装置的混合酸性水进入脱气罐(V2801),脱气后的酸性水进入5 000 m3酸性水罐(V2802A)沉降除油,再经酸性水增压泵(P2803A/B)加压进入酸性水除油器(V2803)进一步除油,然后进入2个2 000 m3酸性水罐(V2802B/C),由酸性水泵(P2801A/B)加压后分成两路,经换热后分别作为汽提塔冷、热进料,塔底部分净化水经净化水增压泵(P2805A/B)加压、换热后进入汽提塔(T2801)。
优化污水汽提装置操作,降低装置能耗发布时间:2022-05-25T03:18:49.613Z 来源:《中国科技信息》2022年第2月第3期作者:王大龙黄强中祝新华[导读] 污水汽提装置二单元是炼油厂的环保装置,其作用就是将上游装置送来的含硫污水进行处理王大龙黄强中祝新华乌鲁木齐石化公司炼油厂精制车间新疆乌鲁木齐 830002摘要: 污水汽提装置二单元是炼油厂的环保装置,其作用就是将上游装置送来的含硫污水进行处理,最终得到可回收利用的净化污水返送回各装置使用。
不但降低了含流污水排放污染环境,而且降低了原油加工的能耗。
由于装置特性决定了污水汽提装置是非盈利装置,所以在保证产品净化污水合格的情况下,优化装置操作、降低能耗成为必然,而且这也是当今社会所需要的。
【关键词】:污水汽提;三级分凝;高温分水低温固硫;氨精制污水汽提装置二单元由乌鲁木齐石化总厂设计院于2010年10月设计,2012年5月建成投产,其处理能力达到120万吨/年。
2019年大检修之后,污水污水汽提装置操作变得不稳定,产品净化水的质量也不稳定。
1污水汽提工艺原理污水汽提装置采用单塔侧线加压蒸汽汽提,侧线抽氨回收产品的工艺方法。
其原理是:利用二氧化碳和硫化氢的相对挥发度比氨高而溶解度比氨小的特性,首先将原料污水中的二氧化碳和硫化氢从汽提塔上部汽提出来,而塔顶的氨被冷却水吸收,再通过控制事宜的塔体温度分布,使原料污水中氨在塔的中部形成富氨集聚区,在此被抽出,再采用变温变压的三级分凝工艺,控制适宜的分凝条件,将侧线抽出氨气逐渐浓缩,最后得到浓度较高的氨气。
2污水汽提工艺流程含硫污水原料自装置外进入原料水脱气罐V-201,脱除水中携带的轻油气后,进入原料污水罐G-1、G-2,G-4然后,一路经P-201/1、2、作为热进料,分别与汽提塔底净化水E-201及侧线气E-204、E-202/1~6换热至145℃进入汽提塔C-201上部。
另一路作为冷进料,经冷却器E-203冷至35-38℃进入汽提塔C-201顶;汽提塔底由重沸器E-209供热。
探讨酸性水汽提装置工艺优化措施摘要:酸性水如果不能被有效处理,容易影响环境问题甚至还会对人们的身体健康造成影响,当前我国人民对生活环境的重视度不断提高,酸性水的处理现已成为人们重点关注的内容,此时衍生出了酸性水汽提装置,此类装置可以对酸性水问题作出处理,但是在应用过程中此类装置在工艺和技术方面存在各类问题,此类问题严重影响了处理工作的效果。
基于此本文主要对酸性水汽提装置工艺作出分析,主要从问题入手,针对问题形成的原因,提出具有针对性的解决措施,从而优化我国酸性水汽提装置对酸性水的处理质量。
关键词:酸性水汽提装置;工艺优化;措施引言:酸性水中主要含有硫化物和氨,其中还涉及了酚和氰化物等各类油性物质,此类物质对环境的影响和危害较大,因此在酸性水方面需要进行有效处理,在满足标准需求后才可进行排出。
当前我国在酸性水处理工作中主要选择应用蒸汽汽提法进行操作,近年来炼油厂逐步对酸性水汽提装置的工艺作出了分析,针对理论、程序、设计、生产操作等多个环节作出了分析,因此有效对酸性水汽提装置的工艺作出了改进,确保相关工艺可以满足各种不同酸性水蒸气的操作。
一、酸性水的来源(一)常减压污水在降压塔顶的位置需要注入氨水,此项工作的主要目的是为了对酸性污染物进行中和,以此降低酸性污染物对设备的腐蚀,通过气液分离罐在对污水中的氨水进行分离,其中主要分离三个物质:氨污水、悬浮汽油等物质。
(二)催化污水管内需要含有蒸汽和渣油、蜡油主要物质,此时如果出现了雾化混合物则需对其进行催化操作,以此形成其他反应,后续将分馏塔顶回流罐对水中含硫含氨的污水进行回收操作,其中含硫含氨的污水主要包括悬浮汽油、氯化物和H2S等各类物质。
(三)焦化污水此类污水中容易出现渣油,渣油中含有硫化物和氨氮物质,此类物质需要在加热炉内注入盐水,以此优化结焦现象,从而降低结焦的速度,通过焦炭塔将分馏塔顶端的冷凝器械对含硫含氨物质进行分离,其中主要含有含硫含氨的污水,还会存在焦粉和酸性水,此时需要先对酸性水进行脱气操作,才可达到后期处理效果[1]。
第 49 卷 第 1 期2020 年 1月Vol.49 No.1Jan. 2020化工技术与开发Technology & Development of Chemical Industry150t·h -1加氢型酸性水汽提装置的优化操作谭 鹏,张玉显,吕钦文(中国石油广西石化公司,广西 钦州 535000)摘 要:本文对150t·h -1加氢型酸性水汽提装置的工艺进行了优化操作,以有效脱除原料水中的油,保证酸性水汽提装置的平稳运行。
优化后,水质得到净化,酸性气含烃量降低,轻污油回收率提高,轻污油含水量降低,避免了脱臭系统胺液受到污染。
优化调整汽提塔的操作后,降低了三分系统的残液返罐量,保证了液氨产品质量,降低了汽提塔蒸汽单耗。
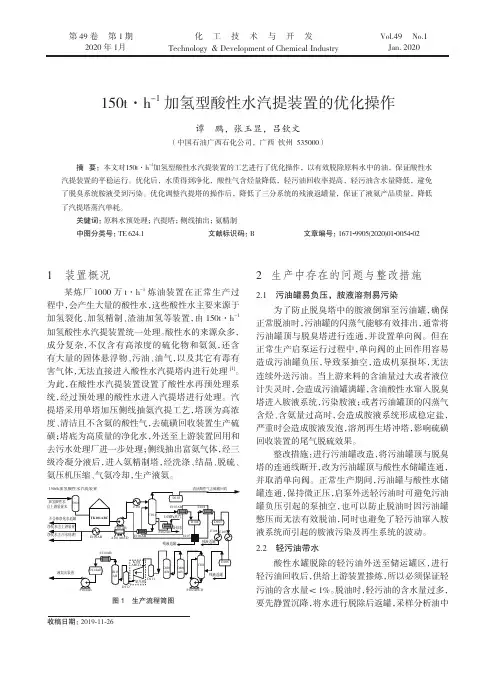
关键词:原料水预处理;汽提塔;侧线抽出;氨精制中图分类号:TE 624.1 文献标识码:B 文章编号:1671-9905(2020)01-0054-02收稿日期:2019-11-261 装置概况某炼厂1000万t·h -1炼油装置在正常生产过程中,会产生大量的酸性水,这些酸性水主要来源于加氢裂化、加氢精制、渣油加氢等装置,由150t·h -1加氢酸性水汽提装置统一处理。
酸性水的来源众多,成分复杂,不仅含有高浓度的硫化物和氨氮,还含有大量的固体悬浮物、污油、油气,以及其它有毒有害气体,无法直接进入酸性水汽提塔内进行处理[1]。
为此,在酸性水汽提装置设置了酸性水再预处理系统,经过预处理的酸性水进入汽提塔进行处理。
汽提塔采用单塔加压侧线抽氨汽提工艺,塔顶为高浓度、清洁且不含氨的酸性气,去硫磺回收装置生产硫磺;塔底为高质量的净化水,外送至上游装置回用和去污水处理厂进一步处理;侧线抽出富氨气体,经三级冷凝分液后,进入氨精制塔,经洗涤、结晶、脱硫、氨压机压缩、气氨冷却,生产液氨。
图1 生产流程简图2 生产中存在的问题与整改措施2.1 污油罐易负压,胺液溶剂易污染为了防止脱臭塔中的胺液倒窜至污油罐,确保正常脱油时,污油罐的闪蒸气能够有效排出,通常将污油罐顶与脱臭塔进行连通,并设置单向阀。
酸性水汽提装置工艺流程优化分析发布时间:2021-07-01T15:39:28.787Z 来源:《科学与技术》2021年第7期作者:南棋棋[导读] 石化企业是推动经济高速发展的关键,在企业经营发展期间,利用酸性水汽提装置,能够完成对原油加工产生的酸性水处理,进而提高石化企业的环保南棋棋中石油云南石化有限公司云南安宁 650300摘要:石化企业是推动经济高速发展的关键,在企业经营发展期间,利用酸性水汽提装置,能够完成对原油加工产生的酸性水处理,进而提高石化企业的环保、减排效果。
本文通过对酸性水汽提装置进行分析,并结合实际对其工艺流程的优化方式提出个人观点,希望为关注酸性水汽提装置工艺优化的人群提供参考。
关键词:酸性水汽提装置;工艺流程;工艺优化引言:在石化企业的生产阶段,酸性水汽提装置的重要性毋庸置疑,通过酸性水汽提装置能够将氨气、硫化氢等污染物分离出去,进而降低酸性水所带来的环境影响。
而且通过对酸性水汽提装置工艺流程进行优化,还能够有效带动石化企业的可持续发展。
因此,有必要对酸性水汽提装置工艺流程优化进行研究。
一、酸性水来源在石化企业中,酸性水的来源非常复杂,其主要来源如下:第一,常减压污水。
降压塔为了降低设备腐蚀性,需要专门添加氨水来实现酸性污染物的中和,通过气液分离罐能够完成含氨污水的高效分离。
第二,焦化污水。
为了提高流速,避免结焦问题的发生,需要在加热炉中添加盐水,以此来将油渣中的氨氮、含硫物分离出来。
第三,催化污水。
通过在提升管内进行催化反应,可以实现对稳定回用水以及含氨、硫污水的吸收。
第四,加氢污水。
为了避免铵盐结晶出现堵塞的情况,可以在加氢反应高压空冷之前合理添加盐水,此时便会在酸性水与含氨、含硫污水。
二、酸性水汽提装置工艺流程分析在工艺流程中,如果分凝液回返至原料罐,就会导致原料罐中的硫化氢、氨气含量出现大幅提高,在罐压、温度波动的先决条件下,这部分有害气体将有可能满溢而出。
通过仿真模拟可以发现,分凝液回流时带入的硫化氢、氨气数量要远远高于酸性水原料,而且原料罐内的各种物料,其流量、成分往往有着非常大的差别,这也会而导致原料罐内的硫化氢、氨浓度出现异常上升的情况,严重时还会导致气体溢出。
酸性水汽提装置的工艺优化范华宇发布时间:2021-11-24T01:30:08.760Z 来源:基层建设2021年第25期作者:范华宇[导读] 当前高硫原油的比例及加工深度在逐年提升,导致各炼油厂内的装置所产生的污水量(特别是酸性水)以及酸性水中的污染物含量也在不断增加中石化九江石化公司江西省九江市 332000摘要:当前高硫原油的比例及加工深度在逐年提升,导致各炼油厂内的装置所产生的污水量(特别是酸性水)以及酸性水中的污染物含量也在不断增加。
由于各装置产生的酸性水中不仅含有比较多的硫化物和氨等污染物,并且还有酚类、氰化物类和油等,故不可以直排到污水处理场,因此处理石化企业含硫酸性水的汽提装置已经成为不可或缺的重要装置。
酸性水汽提装置,主要用于对来自常减压蒸馏、延迟焦化、催化裂化、加氢精制、加氢裂化、硫回收等装置排放的酸性原料水进行初步处理,从而使处理后的净化水可以排入污水处理厂进一步处理,或可以直接回用于上游的各装置,而酸性原料水中的H2S、NH3可通过汽提的方式脱除和回收。
因此,酸性水汽提装置不仅是不可缺少的环保装置,还能增加额外的经济效益。
本文主要对酸性水汽提装置的工艺优化进行了简单的探讨,以供相关人员参考。
关键词:酸性水;汽提装置;工艺优化引言石化装置所产生的酸性水是一种含有H2S、NH3和CO2等挥发性弱电解质的水溶液,同时含有酚、氰化物和油等污染物,直接排放会对环境造成较大的危害。
因此,酸性水必须经过处理后,使水中的污染物含量达到一定标准后才可以排出。
国内酸性水处理大多采用蒸汽汽提法,该工艺称为酸性水汽提。
1、酸性水汽工艺技术概述含硫酸性水处理的主要工艺大致可分为直接氧化法、常压汽提法、双塔汽提法、单塔侧线抽出汽提法以及单塔全抽出汽提法。
本文主要针对的是应用较普遍的单塔侧线抽出和单塔全抽出汽提法。
单塔加压侧线抽氨汽提工艺,是将待处理的酸性原料水分为冷进料和热进料分别进入汽提塔的顶部填料段和汽提塔上部,塔顶的酸性气经分液处理后送到硫磺回收工艺装置;在汽提塔中部的氨富集区域抽出的侧线气进行处理和氨精制。
炼油厂酸性水汽提装置存在的问题及对策齐慧敏 林大泉(抚顺石油化工研究院,113001) 摘 要 目前炼油厂酸性水汽提装置存在着诸如汽提净化水中氨含量过高、侧线抽出富氨气中硫化氢含量过高、汽提塔处理能力达不到设计负荷等问题。
通过分析,提出了相应的改进对策,如加碱汽提、流程优化等。
关键词 酸性水 汽提 单塔 固定氨The Problem s and Solution s of Sour W a ter Str ipp i ng Un it i n Ref i neryQ i H u i m in L in D aquan(F ushun R esea rch Institu te of P etroleum and P etroche m ica ls,113001) N ow,there ex ist som e p rob lem s in sou r w ater stri pp ing un it in refineries,such as h igher concen trati on of amm on ia in treated w ater,h igher su lfide hydrogen concen trati on in amm on ia2 rich vapo r sidedraw as w ell as low er treating cap acity and so on.B y analyzing in th is paper,w e p resen t som e app roaches to reso lve the p rob lem s m en ti oned above,fo r exam p le,adding alkali, p rocess op ti m izati on,and so on.Keywords:Sou r w ater,Stri pp ing,Single2tow er,F ixed2amm on ia 目前炼油厂酸性水常用的处理方法有双塔汽提工艺及单塔汽提侧线抽出工艺[1]。
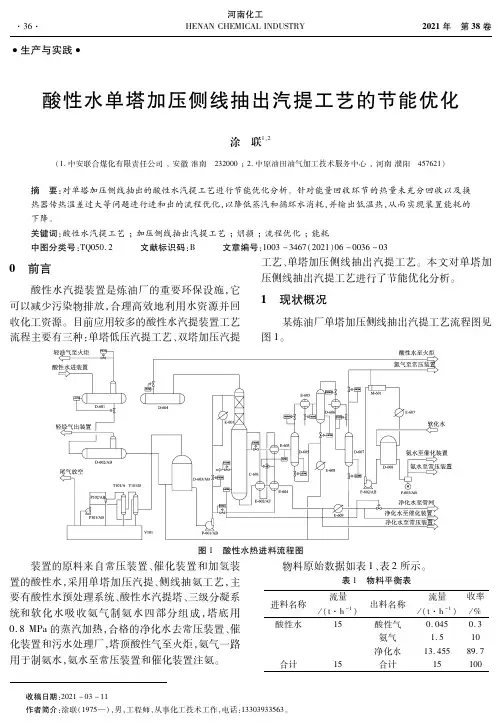
酸性水汽提装置节能优化概述
摘要优化酸性水汽提装置的生产操作,汽提塔降温降压;控制合理的氨循环比和冷热进料比;侧线系统热量回收;降低装置能耗。
关键词降温降压;氨循环比;冷热进料比;装置能耗
前言
炼油厂在加工原油时,特别是加工含硫原油或高硫原油过程中,常减压蒸馏、催化裂化、重整加氢等装置会产生大量酸性水(含硫含氨污水)。
由于酸性水不仅含有较多硫化物和氨,同时含有酚和油等污染物,不能直接排至污水处理场,一般污水处理场对进水中硫化氢和氨的浓度要求分别是小50mg/L和100mg/L,因此酸性水必须进行预处理后才能排入污水处理场,以保证污水处理场的正常运转和最终排出厂外的污水符合标准,不污染环境。
1 污水汽提工艺原理
NH3和H2S同属可溶于水的挥发性弱电解质,因此酸性水汽提是一个复杂的多元系化学电离和相变过程。
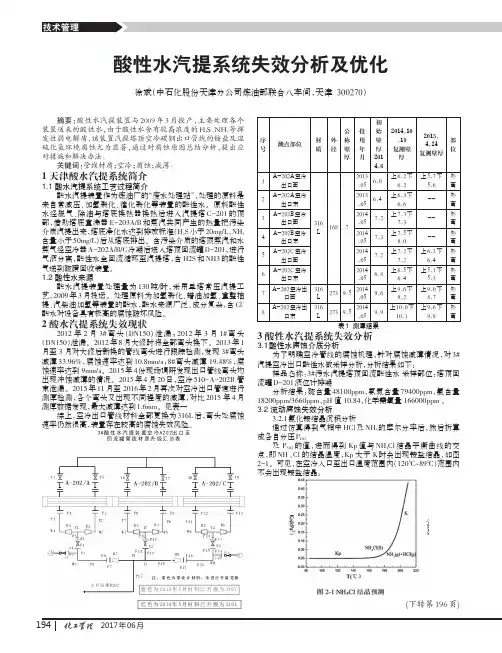
当温度低于80℃时,污水中的硫和氨通常以硫铵盐和碳酸盐的形式存在;当温度超过110℃后,硫铵盐和碳酸盐电离水解,生成游离的H2S,NH3和CO2,主要化学方程式如下:
NH4+ +HS- →← NH3液+H2S液→← NH3气+H2S气
2NH4 +S2- →← 2NH3液+H2S液→← 2NH3气+H2S气
NH4+ +HCO3- →← NH3液+CO2液+H20液→← NH3气+CO2气+H2O气
研究发现,上述化学反应过程中,温度较低时,水解常数受温度的影响不大;但当温度高于115℃,即NH4 HS水解反应的转折温度时,水解常数迅速增大,反应平衡向右移动,水溶液中的NH4+,HS-等便转化成NH3,H2S分子,它们以游离态存于水中并从液相向气相转移,从而实现污水的净化[1]。
2 酸性水汽提装置的改造
2.1 侧线气系统热量回收
酸性水汽提装置侧线系统原设四台换热器,其中三台冷却器和一台酸性水与侧线换热器,都是用来降低侧线温度。
2013年检修时在二级冷凝冷却器E3406前增加一台换热器E3416,采用动力厂来热水在此取热,把侧线气的这部分热量取走,即给动力厂提供了循环热水的热量又减少了二级冷凝冷却器的循环水用量每小时减少循环水使用15t/h回收热能11578MJ/h。
2.2 优化操作
酸性水汽提装置能耗由新鲜水、循环水、电、蒸汽、热载体五方面构成。
装置蒸汽都使用在管线伴热上,疏水器工作正常,无调节余地,因此,热载体用量是装置节能降耗的主攻方向。
在生产中我们发现影响酸性水汽提装置热载体用量主要有以下几个方面:塔底温度、氨循环比,冷热进料比。
(1)塔底温度
污水汽提过程实质是一个精馏过程,将易溶于水的二个组分分成纯度较高的组分,这个过程在污水汽提塔内同时进行。
汽提塔降压,可以使塔内氨与硫化氢的挥发度增加,减少塔内气相负荷,有利于塔顶酸性气的抽出;降温的过程,可以降低塔盘上的液相厚度,减少返混现象的发生,更好地进行传质传热。
一般在实际操作中控制塔底温度158℃,汽提塔压力0.45MPa,这样可以保证在通有足量汽提蒸汽和侧线抽出的条件下,将液相中的氨与水分离开来,塔底获得合格的净化水。
(2)氨循环比
氨循环比对汽提塔的氨负荷影响很大。
如果氨循环比过大,即随分凝液返回酸性水贮罐的氨气量过大,要危及产品质量,增加热载体单耗,严重时还影响平稳操作,氨循环比的高低由循环液量的多少和浓度的高低决定。
循环液流量的多少主要取决于抽出比的大小,循环液浓度的高低主要取决于三级分凝条件,因此影响氨循环比的主要因素是抽出比和三级分凝条件。
抽出比与汽提塔的结构,抽出位置,处理量等因素有关。
对一定的汽提塔而言,处理量大时,抽出比可高些;处理量小时,抽出比应低些。
实验可以得出抽出比控制在4%~6%左右,热载体的单耗最低,但由于汽提塔内氨没有被完全抽出,依然停留在塔底净化水中,使净化水中的氨氮含量增高,超出指标范围内。
控制在13%~15%时,由于抽出量过大,汽提塔内热量被带到侧线内,塔底需要大量热载体提高温度,因此热载体单耗增加,抽出比过高,一级分凝器温度过高,超出氨与水的最低溶解度,氨被吸收在分凝液当中,大量高浓度氨水返回原料水罐,而二分表现在压力较低,侧线系统无法正常循环,净化水质量大幅波动。
(3)冷热进料比
冷热进料比对汽提的操作影响很大,直接影响着全塔热平衡,当冷热进料比过大时,汽提塔氨浓度团向上偏移,酸性气中氨含量上升,严重时造成酸性气系统结晶。
当冷热进料比过小时,汽提塔氨浓度团向下偏移,酸性气中氨含量上升,热载体单耗也會增加。
热料与冷料比例越大热载体单耗越低但酸性气中氨含量上升,当酸性气中氨含量上升会影响硫黄回收装置操作,还会造成酸性气系统结晶,影响汽提塔的操作,只有控制在7左右,酸性气中氨含量才能在正常范围内,热载体单耗最低。
3 结束语
由上可以得出结论:优化酸性水汽提装置的生产操作,汽提塔降温降压,汽提塔底温度控制在158℃,汽提塔压力控制在0.45MPa,氨循环比控制在10%,热料冷料比例控制在7左右,使装置净化水质量达标的同时,装置综合能耗从12.21千克标油/吨降至9.16千克标油/吨。
参考文献
[1] 齐慧敏,林大泉.炼油厂酸性水汽提装置存在的问题及对策[J].石油化工环境保护,1998,(4):1-8.。