
实验名称机械手控制实验指导老师 ____________ 成绩__________
专业机自班级_____________ 姓名_______________ 学号____________
一、实验目的:
1、熟悉顺序编程法应用
2、了解机械手运作原理。
二、实验内容:
机械手原位状态为机械手位移左上方,即SQ2和SQ4为闭合,其它行程开关均为断开。所
有控制电磁铁均为无电状态,即YV1-YV5均为灭的状态。
机械手在原位状态下,按下启动按钮YV1灯亮,表示机械手正在下降,SQ2断开,SQ1闭合
表示机械手下降到位;此时YV1灯灭,YV2闪烁(亮0.5秒,灭0.5秒)三次后点亮,表示机械
手的抓取并抓紧,然后YV3灯亮表示机械手上升,SQ1断开,SQ2闭合表示上升到位,此时YV3 灯灭,YV4灯亮,表示机械手向右边运动,SQ4断开,SQ3闭合表示机械手右移到位,此时YV4 灯灭,YV1灯又亮起来,表示机械手在B位置下降,若SQ2断开,SQ1闭合则表示机械手在 B
位置下降到位,此时YV1灯灭,YV2灯闪烁三次后灭,表示机械手到位后松开。然后YV3灯亮,
表示机械手松开后上升,若SQ1断开,SQ2闭合表示上升到位,此时YV5灯亮表示,表示机械
手正在向左复位运动,若SQ3断开,SQ4闭合表示机械手回复到位,此时若机械手为连续运行则重复上述动作,若机械手为单周期运行模式则自动停止。
机械手在自动连续运行状态下,按下停止按钮,则系统在运行完一个周期后才能停止。
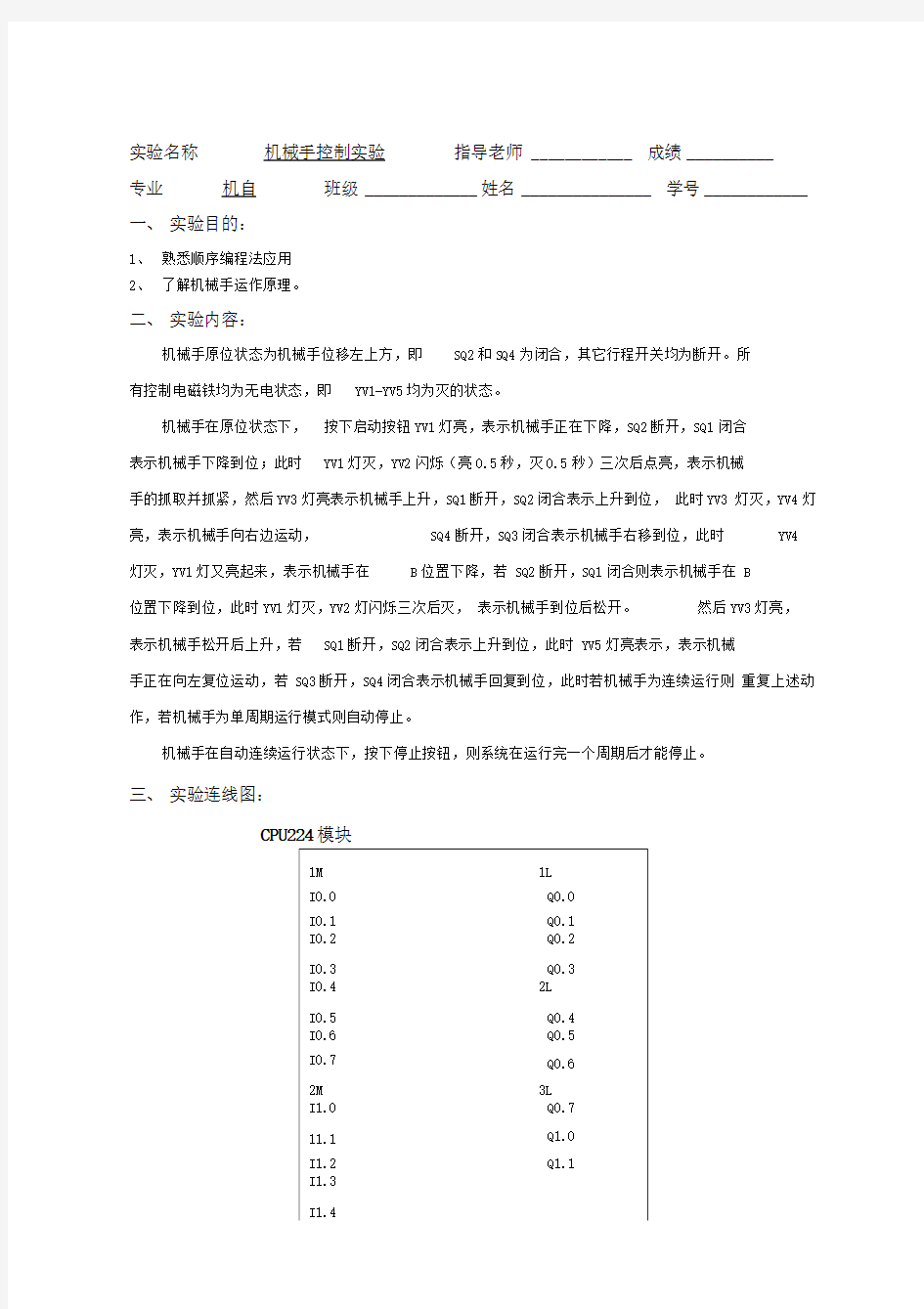
三、实验连线图:
CPU224模块
四、输入/输出地址分配及功能说明
五、实验程序
5Q1
—町
!ilHl
mt *
上行勿世j 辭.心2
下也制Lgl 复便灯HUQM
牺 启色聽:11.0
SQ1
—I H —
scri
)
9
I ---------
@4liS*r TI.砒in
冋站m
―SCFE)
WJ11
5E^
上行刊忙行矿
SMD.0SO 4
国T)
UM11
El-Sh'.'102
静2?
see
SMOH 14'
T*0
140 T+I |-- ----------- [iri Ti7
■ 10:
MLQ
~~()
_ Ifj呷
II4
T PT100吋
5?
勺址tn?l't...
MW加
—^5CfiE)
SI 0IN TDF Pi IOO RK
Bf号
iCsJftt .104
、「昕DTI5
HM 41
r
^ariEiTr m- MO H51.1
—1 1-~1 ~~11-------- 5 CR Tj
MCO50.0
j-------- a
时号■few l^s 1 ir 4
Mtt 43
1砸IfclL |崔样1
h巧」e uu L
冋站M
r1卜j:±OI&T C-C03
m 45
1」
MQ5
—1 Hq
M1.D
—1 1—
Ml.2 —1 1—
Ml.J —1 1—
Ml 4 —I M
产)
六、实验结论
左打剁位li矿lu :左打担亍订"uu .
n 5 下行扌a^rr*m
1 I—1
西南林业大学材料工程学院包装工程专业实验报告 课程:包装材料学 姓名:李天卓 学号:20131052046 班级:包装工程2013级 任课教师: 解林坤 时间:2015.11.06
一厚度的测定 一、实验原理 厚度是指纸和纸板等材料在两侧压板间规定压力下直接测量的结果,单位是mm或μm。厚度是影响纸和纸板技术性能的一项关键指标,要求一批产品各张纸或纸板之间的厚度应趋于一致,同一张纸或纸板不同部位之间厚度也应一致。对于具有特殊用途要求的产品如标准纸板还应进行更为严格的全幅校验。在测量时可根据纸的厚薄采用多层测量或单层测量,最后以单层测量的结果表示纸的厚度。 二、测试仪器: 测定纸和纸板厚度的主要仪器是厚度测定仪,有手动、电动之分,以手动为例,其基本结构如图1所示,测定时将纸或纸板放在两受压面之间进行测量。测量过程中受压面间的压力为100 kPa±10 kPa,测厚时,受压测量面积为200 mm2。 图1 厚度测定仪 1—拨杆;2一指针;3一重锤;4一测量杆; 5一测量头;6一量砧;7一底座 三、试验步骤 (1)把测微计放置在无震动的水平面上,调好零点,按标准规定采取试样,以每张纸样上切取100 mm×100 mm的试样至少5张。 (2)按下拨杆,抬起测量头至足以放人纸样的高度(若为电动仪器,则由仪器自动控制高度),置纸样于测量头与测量砧之间。
(3)缓慢放松拨杆,使测量头以低于3 mm/S的速度将测量面轻轻压到试样上(若为电动测厚仪,则自动下降接触纸样),注意避免产生任何冲击作用,待指示值稳定后2~5 s内读数,避免人为对测微计施加任何压力。 (4)对每个试样进行一次测定,测定点离任何一端不小于20 mm或在试样的中心点。宽度在100 mm以下的盘纸,应按全宽切取5条长300 mm的纸条,在每条不同位置测量其厚度,至少两处。 四、结果表示: 以所有测定值的算术平均值表示结果,并报出最大值和最小值。 厚度小于0.05mm的纸,准确至0.001 mm; 厚度小于0.2 mm的纸,准确至0.005mm; 厚度大于0.2mm的纸,准确至0.01 mm。 实验结果:0.33×0.01mm=0.0033mm 二纸和纸板耐折度的测定 一、实验原理 耐折度是指试样在一定张力下,抗往复折叠的能力,以折叠次数表示。耐折度受纤维的长度、纤维本身的强度和纤维间的结合状况影响。凡纤维长度大纤维的强度高和纤维结合力大者,其耐折度就高。耐折度也受纸张水分含量的影响,水分含量低纸张发脆,耐折度低,适当增加含水量,纸张的柔性提高,耐折度随之增大,但水分含量超过一定限度耐折度开始下降。另外,耐折度受打浆程度的影响,在一定程度内,耐折度随打浆度的增加而增加,继续提高打浆度到一定程度,由于纤维的平均长度下降,纤维交织紧密,纸质变脆,则使耐折度下降。因此,在实际生产上控制好影响因素,对保证纸张有较好的耐折强度甚为重要。 许多纸和纸板如白纸板和箱纸板等在加工和使用过程中要经受多次折叠,而耐折度则能较好地反映出纸张抗反复折叠的能力,因此,耐折度的检测被广泛采用。 常用的耐折度仪有两种,一种为卧式的,称作肖伯尔(Schopper)式和立式,称作MIT式,二者的主要区别在于对试样的折叠角度不同,肖伯尔式的折叠角度为180°,MIT式的折叠角度为135°。
实验报告 (理工类) 课程名称: 机器人创新实验 课程代码: 6003199 学院(直属系): 机械学院机械设计制造系 年级/专业/班: 2010级机制3班 学生姓名: 学号: 实验总成绩: 任课教师: 李炜 开课学院: 机械工程与自动化学院 实验中心名称: 机械工程基础实验中心
一、设计题目 工业机器人设计及仿真分析 二、成员分工:(5分) 三、设计方案:(整个系统工作原理和设计)(20分) 1、功能分析 工业机器人由操作机(机械本体)、控制器、伺服驱动系统和检测传感装置构成,是一种仿人操作、自动控制、可重复编程、能在三维空间完成各种作业的机电一体化自动化生产设备。特别适合于多品种、变批量的柔性生产。它对稳定、提高产品质量,提高生产效率,改善劳动条件和产品的快速更新换代起着十分重要的作用。机器人技术是综合了计算机、控制论、机构学、信息和传感技术、人工智能、仿生学等多学科而形成的高新技术,是当代研究十分活跃,应用日益广泛的领域。机器人应用情况,是一个国家工业自动化水平的重要标志。机器人并不是在简单意义上代替人工的劳动,而是综合了人的特长和机器特长的一种拟人的电子机械装置,既有人对环境状态的快速反应和分析判断能力,又有机器可长时间持续工作、精确度高、抗恶劣环境的能力,从某种意义上说它也是机器的进化过程产物,它是工业以及非产业界的重要生产和服务性设备,也是先进制造技术领域不可缺少的自动化设备。 本次我们小组所设计的工业机器人主要用来完成以下任务: (1)、完成工业生产上主要焊接任务; (2)、能够在上产中完成油漆、染料等喷涂工作; (3)、完成加工工件的夹持、送料与转位任务; (5)、对复杂的曲线曲面类零件加工;(机械手式数控加工机床,如英国DELCAM公司所提供的风力发电机叶片加工方案,起辅助软体为powermill,本身为DELCAM公司出品)
前言 随着我国工业生产的飞跃发展,自动化程度的迅速提高,实现工件的装卸、转向、输送或操持焊枪、喷枪、扳手等工具进行加工、装配等作业的自动化,已愈来愈引起人们的重视。 机械手是在机械化、自动化生产过程中发展起来的一种新型装置。近年来,随着电子技术特别是电子计算机的广泛应用,机器人的研制和生产已成为高技术领域内迅速发展起来的一门新兴技术,它更加促进了机械手的发展,使得机械手能更好地实现与机械化和自动化的有机结合。 机械手是模仿着人手的部分动作,按给定程序、轨迹和要求实现自动抓取、搬运或操作的自动机械装置。在工业生产中应用的机械手被称为“工业机械手”。机械手虽然目前还不如人手那样灵活,但它具有能不断重复工作和劳动、不知疲劳、不怕危险、抓举重物的力量比人手大等特点,因此,机械手已受到许多部门的重视,并越来越广泛地得到了应用,生产中应用机械手可以提高生产的自动化水平和劳动生产率;可以减轻劳动强度、保证产品质量、实现安全生产;尤其在高温、高压、低温、低压、粉尘、易爆、有毒气体和放射性等恶劣的环境中,它代替人进行正常的工作,意义更为重大。 本文将通过西门子PLC控制机械手,PLC是可编程控制器(Programmable Logic Controller)的简称,是在继电顺序控制基础上发展起来的以微处理器为核心的通用的工业自动化控制装置。随着电子技术和计算机技术的迅猛发展,PLC的功能也越来越强大,更多地具有计算机的功能。目前PLC已经在智能化、网络化方面取得了很好的发展。该系统利用西门子PLC,在步进电机驱动下,完成对机械手在搬运过程中的下降、夹紧、上升、右旋、下降、放松、上升、左旋等全过程自动化控制,并对非正常情况实行自动报警和自动保护,实现企业的机电一体化,提高企业的生产效率。
《微机原理与控制技术》 课 程 设 计 报 告 题目:____________ 姓名:____________ 学号:____________ 班级:____________ 辅导教师:____________ 日期:____________
目录 目录................................................................................................ 摘要................................................................................................ 1系统概述..................................................................................... 2 硬件设计.................................................................................... 3 软件设计.................................................................................... 总结与体会.................................................................................... 参考文献........................................................................................
食品包装实验报告 一、实验目的 利用所学食品包装的基础知识,通过实验加深对食品包装的原理及应用的认识。 二、实验要求: 通过市场调查分析,及所学内容设计适合液体乳制品包装的形式,满足特定食品的包装要求。 三、实验内容: 1. 液体奶的种类 1.1乳制品 以牛乳、羊乳等为主要原料加工制成的各种制品。 1.2生鲜乳 从符合国家要求的健康奶畜乳房中挤出的无任何成分改变的常乳。产犊后七天的初乳以及应用抗生素期间和休药期间的乳汁及变质乳不得用作生鲜乳。 1.3巴氏杀菌乳 仅以生鲜牛乳或羊乳为原料,经巴氏杀菌等工序制得的液体产品。 1.4超高温灭菌乳 仅以生鲜牛(羊)乳为原料,在连续流动的状态下,加热到至少132oC并保持很短时间的灭菌,再经无菌灌装等工序制成的液体产品。 1.5保持灭菌乳 以生鲜牛(羊)乳为主要原料,添加或不添加辅料,无论是否经过预热处理,在灌装并密封之后经灭菌等工序制成的产品。 1.6调制乳 以不低于80%的生鲜牛(羊)乳或复原乳为主要原料,添加其他原料,添加或不添加食品添加剂、食品营养强化剂,可采用高于巴氏杀菌或超高温灭菌、保持灭菌条件等工艺过程制成的液体产品,包括调味乳和营养强化乳。 1.7发酵乳 以生鲜牛(羊)乳或乳粉为原料,经杀菌、发酵后PH值降低制成的产品。 1.8调制发酵乳 以80%以上的生鲜牛(羊)乳或乳粉为原料,添加其它原料,经杀菌、发酵后PH值降低,发酵前或后添加或不添加食品添加剂、营养强化剂、果蔬、谷物等制成的产品。
总结表格 2.1以灭菌纯牛乳为例,主要的工艺流程和工艺描述见下表。 灭菌纯牛乳(UHT纯牛乳)的工艺流程及工艺描述
中北大学 信息商务学院 《机床电气控制与PLC》实验报告 学院: 业:专班级:学号: 姓名:
月6年2014 实验机械手的PLC控制 .实验目的一1.进一步熟悉机床电气控制环节中常用的低压电器,熟练掌握按钮、接触器等低压电器的工作原理及其安装、接线等使用方法。; 2.掌握PLC控制系统设计方法与步骤,掌握PLC的基本硬件配置及硬件连接方法。 3.掌握机械手的基本控制手段,如左转、右转、前伸、后缩、放松、加紧、上升、下降等。二.实验内容及要求 本实验的目的是通过PLC实现机械手的操作控制,如左转、右转、前伸、后缩、放松、加紧、上升、下降等。学生完成PLC控制电路、完成硬件连接、编写控制程序并现场调试。 要求: 1.选择PLC并设计PLC控制电路。要求PLC选型合理、控制方式简单可靠; 2.选取所需的硬件元件完成硬件连接; 3.编写控制程序。要求程序简单可靠、结构合理; 4.系统必须能够调试通过,运转达到设计要求 二.实验仪器及设备 计算机一台、机械手工作台1套、控制按钮若干、PLC基本模块1个、各种导线若干、PLC编程软件。 三.实验步骤 1.根据实验要求,确定要实现的功能并设计状态转移图: 2.根据给定的PLC和所设计的控制功能进行元器件选择和PLC的I/O分配,并填写在表1-1中。表1-1 电机控制I/O分配表 输入输出器件功输出端输入端器件功器件名器件名
3. 根据I/O分配表画出I/O接线图,并连接控制线路。 所设计的控制电路接线图: 4. 根据控制要求编写PLC程序(以梯形图的方式或者指令表方式)。所设计的梯形图或状态转移图: 指令表:
摘要 在现代工业中 , 生产过程的机械化、自动化已成为突出的主题。随着工业现代化的进一步发展,自动化已经成为现代企业中的重要支柱,无人车间、无人生产流水线等等。已经随处可见。同时,现代生产中,存在着各种各样的生产环境,如高温、放射性、有 毒气体、有害气体场合以及水下作业等,这写恶劣的生产环境不利于人工进行操作。工 业机械手是近代自动控制领域中出现的一项新的技术,是现代控制理论与工业生产自动 化实践相结合的产物。并以为现代机械制造生产系统中的一个重要组成部分。工业机械 手是提高生产过程自动化、改善劳动条件、提高产品质量和身效益的有效手段之一。尤 其在高温、高压、粉尘、噪声以及带有放射性和污染的场合,应用得更为广泛。在我国, 近几年来也有较快的发展,并取得一定的效果,受到机械工业和铁路工业部门的重视。 机械手是在自动化生产过程中发展起来的一种新装置。广泛应用于工业生产和其他领域。PLC已在工业生产过程中得到广泛应用,应用 PLC控制机械手能实现各种规定工序动作,对生产过程有着十分重要的意义。论文以介绍 PLC在机械手搬运控制中的应用,设计了一套可行的机械手控制系统,并给出了详细的 PLC程序。设计完成的机械手可以在空间抓放、搬运物体等,动作灵活多样。 整个搬运机构能完成四个自由度动作,手臂伸缩、手臂旋转、手爪上下、手爪紧松。关键词:可编程控制器 ,PLC, 机械手操作控制系统 .
目录 第一章概述 (1) 1.1 PLC 控制系统 (1) 1.1.1PLC 的产生 (1) 1.1.2PLC 的特点及应用 (2) 1.2选题背景 (3) 1.2.1机械手简介 (3) 第二章PLC 控制系统设计 (6) 2.1总体设计 (6) 2.1.1制定控制方案 (6) 2.1.2系统配置 (6) 2.1.3控制要求 (9) 2.1.4控制面板 (12) 2.1.5 外部接线图 (13) 2.2.2手动方式状态 (16) 2.2.3回原点状态转移图: (19) 2.2.4自动方式状态 (19) 第三章控制系统内部软组件 (21) 3.1 内部软组件的概述 (21) 3.1.1输入继电器 (21) 3.1.2输出继电器 (21) 3.1.3辅助继电器 (22) 3.1.4状态组件 (23) 3.1.5定时器 (23) 错误!未定义书签。致谢 ........................................................................................................... 参考文献 (24)
交通灯控制系统 一、实验目的 (1)用PLC构成十字路口交通灯控制系统。 (2)掌握程序调试的步骤和方法。 (3)掌握构建实际PLC控制系统的能力。 二、实验要求 (1)复习PLC常用指令的功能及用法。 (2)复习PLC程序设计的一般方法。 (3)根据实验要求提前编写程序,待上机验证调试修改。 三、实验环境 软件:STEP 7-Micro_WIN V40+ SP9:S7-200的编程软件 STEP 7-Micro_WIN V32指令库 硬件:THSMS-2A型PLC实验箱(西门子)、电脑、连接导线、USB-PPI 通信电缆 四、实验内容及步骤 交通灯控制系统面板图如上图所示,控制要求如下: 交通信号灯受一个总控制开关控制,当总控制开关接通时,信号灯系统开始工作。 开始工作后,南北红灯和东西绿灯同时点亮,4秒后东西绿灯开始闪烁,闪烁2秒后熄灭,熄灭同时切换成东西黄灯亮,2秒后东西黄灯和南北红灯同时熄灭,东西红灯和南北绿灯同时点亮。4秒后南北绿灯开始闪烁,闪烁2秒后熄灭,熄灭同时切换成南北黄灯亮,2秒后南北黄灯和东西红灯同时熄灭,再次切换成南北红灯和东西绿灯同时点亮。如此循环,周而复始。 当总控制开关断开时,所有信号灯都熄灭。
(1)确定I/O点数。列出详细的I/O地址分配表。如(该表仅为举例, (3)输入编好的PLC控制程序。 (4)运行程序,按控制要求设置各输入量,观察PLC运行情况,记录南北、东西各灯顺序亮、灭的运行情况。调试程序直至正确为止。 解:由题目要求得,
②梯形图如下图①,语句表如下图②,时序图如下图③: 图①图① 图②图② 图③ 五、注意事项
运输包装实验报告 (二)包装缓冲材料动态压缩试验 天津科技大学110611 一、 实验目的 通过缓冲材料动态冲击实验掌握材料动态冲击的实验过程与方法,学习实验设备的构成、实验的操作方法;掌握s m G σ-曲线的绘制及动态缓冲曲线的使用。 二、 实验设备及材料 1. 包装冲击试验机DY-2 2. 电子分析天平 PB203-N 3. 实验纪录仪器与装置 4. 发泡缓冲材料EPE 三、 试验样品 试验样品的数量:5 厚度(压缩之前)的测量: A1组: mm A2组: A3组: A4组: A5组: A6组:
A7组: 以 A4组详述:测量标准的已知参量: d0= d1= d2= 四角的厚度分别为: d1= d2= d3= d4= d均=(+++)/4= 压缩前试样的厚度为: T=++ 压缩之后测量标准的已知参量: d0= d1= d2= 四、试验方法 1.实验室的温湿度条件 实验室的温度:21摄氏度 实验室的湿度:35% 2.实验样品的预处理 将实验材料放置在试验温湿度条件下24小时以上 3.实验步骤 (1)将试验样品放置在式烟机的底座上,并使其中心与重锤的中心在同一垂线上。适当
的固定试验样品,固定时应不使实验样品 产生变形。 (2)使试验机的重锤从预定的跌落高度(760mm)冲击实验样品,连续冲击五次, 每次冲击脉冲的间隔不小于一分钟。记录 每次冲击加速度-时间历程。实验过程中, 若未达到5次冲击时就已确认实验样品发 生损坏或丧失缓冲能力时则中断实验。4.冲击试验结束3分钟后,按原来方法测量试验样品的厚度作为材料动态压缩实验后的厚度 T d 实验步骤 (1)将试验样品放置在式烟机的底座上,并使其中心与重锤的中心在同一垂线上。适当 的固定试验样品,固定时应不使实验样品 产生变形。 (2)使试验机的重锤从预定的跌落高度(760mm)冲击实验样品,连续冲击五次, 每次冲击脉冲的间隔不小于一分钟。记录
实验一四节传送带控制 一、实验目的 1.掌握传送指令的使用及编程 2.掌握四节传送带控制系统的接线、调试、操作 三、面板图 四、控制要求 1.总体控制要求:如面板图所示,系统由传动电机M1、M2、M3、M4,故障设置开关A、 B、C、D组成,完成物料的运送、故障停止等功能。 2.闭合“启动”开关,首先启动最末一条传送带(电机M4),每经过1秒延时,依次启动一条传送带(电机M3、M2、M1)。 3.当某条传送带发生故障时,该传送带及其前面的传送带立即停止,而该传送带以后的待运完货物后方可停止。例如M2存在故障,则M1、M2立即停,经过1秒延时后,M3停,再过1秒,M4停。 4.排出故障,打开“启动”开关,系统重新启动。 5.关闭“启动”开关,先停止最前一条传送带(电机M1),待料运送完毕后再依次停止M2、M3及M4电机。
五、功能指令使用及程序流程图 1.传送指令使用 X0000为ON时,将源容向目标容传送,X0000为OFF时,数据不变化。 2.程序流程图 六、端口分配及接线图 序号PLC地址(PLC端子)电气符号(面板端 子) 功能说明 1X00 SD 启动(SD) 2X01 A 传送带A故障模拟3X02 B 传送带B故障模拟4X03 C 传送带C故障模拟5X04 D 传送带D故障模拟6Y00 M1 电机M1 7Y01 M2 电机M2 8Y02 M3 电机M3 9Y03 M4 电机M4 10主机COM、面板COM接电源GND 电源地端 11主机COM0、COM1、COM2、COM3、COM4、COM5、 接电源GND 电源地端 12面板V+接电源+24V 电源正端2.PLC外部接线图
题目: PLC实验报告书 专业:机械设计制造及其自动化 老师:袁勇 班级: 072092 学号: 20091001861 姓名:李亚锋 PLC实验报告 一、实验目的: 熟练掌握可编程控制器编程软件的操作方法,熟悉梯程序设计及其编程技巧,完成基本的实验项目。 二、实验内容: 按照下面给出的控制要求编写梯形图程序,下载到可编程控制器中运行。根据运行情况进行调试、修改程序、直到通过为止。 实验项目一: 1.走廊灯两地控制 2.走廊灯三地控制 3.圆盘正反转控制 4.下车直线行驶正反向自动往返控制 5.单按钮单路输出控制 实验项目二: 1. 多谐振荡控制 2. 圆盘计时计数控制
3. 十字交通灯的控制 实验一: 1.走廊灯两地控制 1)控制要求:走廊两地处有两个开关控制一个灯,无论按那个开关灯就亮,再按任何一个开关灯就熄灭。 2)I/O口分配: 3)梯形图程序 图1 走廊两地控制 4)实验结果: 当开关0.00闭合,0.01断开时,灯10.00亮;当开关0.00闭合,0.01闭合,灯10.00灭;当开关0.00断开,0.01闭合,灯10.00亮;当开关0.00断开,0.01断开,灯10.00灭。 2.走廊三地灯控制 1)控制要求:走廊三地处有三个开关控制一个灯,无论按那个开关灯就亮,再按任何一个开关灯就熄灭。 2)I/O分配:
3)梯形图程序: 图2 走廊三地控制 4)实验结果: 三个开关都处于断开状态,随意拨动一个开关电灯就点亮,然后在随意改变一个开关的状态电灯就熄灭,再随意改变一个开关的状态电灯就熄灭。3.圆盘正反转控制 1)控制要求:用三个按钮来控制电机,其中一个控制电机正转,另一个控制电机反转,再一个控制电机停转。 2)I/O分配: 3)梯形图程序: 图3 圆盘正反转控制 4)实验结果: 当拨动正转按钮时,电机正转;当拨动反转按钮时,电机反转;无论电机
包装测试实验报告 纸张撕裂度的测定 姓名:组号3 小组成员: 指导老师:
纸张撕裂度的测定 参考:GB/T455-2002 一、实验内容 1 理解纸张撕裂度纸材料性能的定义及相关国家标准。 2 掌握纸张撕裂度测量方法和步骤,并能进行仪器的调节和校准; 3 了解相关仪器的结构和工作原理,并能正确操作。 二、实验目的 1.掌握爱利门道夫撕裂度仪的原理与使用方法; 2.分析影响纸和纸板撕裂强度的因素; 3.掌握国家标准 GB455-2002 所要求的测试方法,收集试验数据及进行数据处理。 三、实验原理及实验步骤 1、实验原理 具有规定预切口的一叠试样,用一垂直于试样面的移动平面摆施加撕力,使纸撕开一个固定距离。用摆的势能损失来测量在撕裂试样的过程中所做的功。平均撕裂力由摆上的刻度来指示或由数字来显示,纸张撕裂度由平均撕裂力和试样层数来确定。 2、实验步骤 (1)制样:试样尺寸 (2)试样处理 按GB/T10739进行温湿处理。 (3)实验仪器校准 1.水平调整: 在水准器气泡居中时放扇形体,让其自动的停止,这时,扇形体下方的红色刻线必须对准摆限制器的左端面,如果没有对准,可以调节左边的水平调节螺钉(14)。 2.零点调整: 如同正式做测试一样,支起扇形体并将它释放,任其自由摆动了次,观察指针是否指在零点,如果没有指在零点,调节指针限制器(4),并反复试验,直到指针指到零点为止。 3.摆轴的摩擦阻力: 作好测试的一切准备,按住按钮(6)任其自由摆动,如果在摆动35个全振幅以后,其摆幅的减少量不大于25mm时,表示合格,否则轴承必须卸下清洗、加油或换用新的。4.指针的摩擦: 将指针放在零点,重新支起扇形体:并将它释放,如果指针被打出刻度标尺的双线外,表示指针的摩擦力过大,这时须将指针对称的手柄和套环卸下,用清洁纱布擦试R环沟,适当加一滴钟表油,或调整手柄中的弹簧张力,再重新调节零点,反复试验至合格。 5.刀的调整:
一、机器人的定义 美国机器人协会(RIA)的定义: 机器人是一种用于移动各种材料、零件、工具或专用的装置,通过可编程序动作来执行种种任务的、并具有编程能力的多功能机械手。 日本工业机器人协会(JIRA—Japanese Industrial Robot Association):一种带有存储器件和末端执行器的通用机械,它能够通过自动化的动作替代人类劳动。(An all—purpose machine equipped with a memory device and an end—effector,and capable of rotation and of replacing human labor by automatic performance of movements.) 世界标准化组织(ISO):机器人是一种能够通过编程和自动控制来执行诸如作业或移动等任务的机器。(A robot is a machine which can be programmed to perform some tasks which involve manipulative or locomotive actions under automatic control.) 中国(原机械工业部):工业机器人是一种能自动定位控制、可重复编程、多功能多自由度的操作机,它能搬运材料、零件或夹持工具,用以完成各种作业。 二、机器人定义的本质: 首先,机器人是机器而不是人,它是人类制造的替代人类从事某种作业的工具,它能是人的某些功能的延伸。在某些方面,机器人可具有超越人类的能力,但从本质上说机器人永远不可能全面超越人类。
包装材料实验报告 实验一塑料薄膜的透明度与雾度 .实验内容一 测定塑料薄膜的雾度与透明度 .实验目的二 熟悉仪器的原理及使用方法;.a掌握国家标准所要求的测试方法学习收集试验数据及进行数据处理;.,b了解和分析试验误差。.c.实验原理三。透过试样的通光量和射到试样上的光通量之比称透光率。透过试样而偏离入射光方向的散射光与透射光通量比称为雾度.仪器校准与实验步骤四;仪器校准a. :实验步骤b. 。()按透光率雾度测定仪的试样要求裁切所测薄膜样品①50mm350mm,,,,不久就在显示屏上显示出透在仪器校准后装上样品指示灯转为红色按测试按钮②。光率数值及雾度数值,,,然后取其算术平均值③需要进行复测时重按测试按钮可得到多次测数可不拿下样品,。以提高测量准确度作为测量结果应先按测试按钮测空白指示灯转红色然后仪器将显示“p100.0”,,,更换样品批号后④及“h0.00”结果指示灯显示绿色一般每测完一组样品应测空白一次注意测空白后应,。,,,、,。仪器发出呼叫后再测下一组样品再按测试按钮等到准备灯发绿光.实验仪器五/雾度测定仪透光率.实验数据处理六空气雾度:%%::透光率0.00100雾度:%%::透光率0.0891.9bopp 雾度:%:%:透光率0.8091.2hdpe .思考题七薄膜透明度的决定参数是什么?.1即通过试样的光通量于射到试样上的光通量之比:是透光率答。。 .八误差分析仪器误差.1空气的温湿度能够影响到测试的结果环境误差。.:2人为的错误操作人为误差。:.3. 试样本身也能导致误差(比如薄膜的厚薄不均匀)。.4实验二塑料薄膜透气率的测定 一实验内容掌握塑料薄膜的透气率的测定方法()。:.2000—gb/t1038二实验目的熟悉仪器的原理及使用方法;:..a掌握国家标准所要求的测试方法学习收集试验数据及进行数据处理;,.b了解和分析试验产生误差的原因。.c.实验原理及实验步骤三 实验原理与仪器结构:.1气体的透过量是在恒定温度和一个大气压差下稳定透过每平方米透过面积,24小时透过 单位是cm3/m22d2pa的气体量标准状态下)(,。 、单位厚度薄膜的透气气体透过系数是在恒定温度和一个大气压差下稳定透过单位面积 单位是cm2cm/cm2s2pa量标准状态下)(,。 ,,最终在薄膜的另一然后在薄膜中向低浓度处扩散其原理是气体分子先溶于固体薄膜中 。,,测量试样低压本仪器是在一定的温度和湿度下面蒸发使试样的两侧保持一定的气体压差,。它采用的是国际最先进的微压侧气体压力的变化从而计算出所测试样的透气量和透气系数测量技术利用电涡流原理使测试变得方便可行。,,32 实验步骤:.2⑴,,,注意观察系统监控灯是否以一定频先打开主机电源运行测试软件然后打开电脑,;率闪烁以检查系统是否工作正常然后顺时针调节输出压力阀至0.7mpa;⑵,逆时针旋转试验气体钢瓶总阀门⑶,,试样边缘应无裂然后在低倍放大镜下检查切口用专用取样器取出所需的试样三个,;试样表面平整无划伤无损坏缝及伤痕时间不少于4小时;,⑸⑷进行塑料薄膜的标准环境温湿度进行状态调节gb2918按,,,,旋紧手然后盖上测试腔上腔完全盖住测试腔表面将取好的试样放入测试腔台依次摆好;柄压紧试样:,绝不能让快速定量滤
中北大学 信息商务学院 课程设计说明书 学生:学号: 系:机械自动化系 专业:机械设计制造及其自动化 题目:数控技术课程设计 ——机械手自动操作控制的PLC程序设计 指导教师:职称: 职称: 2016年12月5日
中北大学 信息商务学院 课程设计任务书 2016/2017 学年第 1 学期 所在系:机械工程系 专业:机械设计制造及其自动化 学生姓名:学号: 课程设计题目:数控技术课程设计 —机械手自动操作控制的PLC程序设计起迄日期: 2016年12月5日~2016年12月9日课程设计地点:中北大学信息商务学院 指导教师: 系主任:暴建岗 下达任务书日期: 2016 年12月 5日
课程设计任务书 1.设计目的: 通过对机械手自动操作控制的PLC程序设计,使学生在熟练机械手的动作顺序与原理的基础上,学会应用PLC。 2.设计容和要求(包括原始数据、技术参数、条件、设计要求等): 机械手将工件从A工作台搬到B工作台。机械手的工作过程由8个动作完成一个循环,如图所示。取放工件的上升/下降和左移/右移分别用YV1、YV3、YV4和YV5控制,夹具的夹紧和放松由电磁阀YV2控制。当工件搬到B工作台返回时,用光电开关SQ7发出无工件信号。 (1)采用部移位寄存器M100~ M117逐位输出方式实现顺序控制,移位条件是对各限位开关(SQ1~SQ6)的状态检测来决定。 (2)夹紧或放松动作,分别用定时器T450、T451延时控制。 (3)采用具有保持功能的辅助继电器M202驱动夹紧阀。 通过本课程设计,完成 ①输入输出信号分析与PLC I/O分配图 ②PLC选型 ③主要元器件型号的选择 ④主接线图设计 ⑤完成梯形图设计并完成相应指令。 3.设计工作任务及工作量的要求〔包括课程设计计算说明书(论文)、图纸、实物样品等〕: 要求独立完成机械手自动操作控制的PLC程序设计,包括程序的编制和调试,并根据规定格式完成课程设计说明书的撰写。
交通灯的PLC控制实验报告 交通灯的PLC控制 一、实验目的 1.熟悉PLC编程软件的使用和程序的调试方法。 2.加深对PLC循环顺序扫描的工作过程的理解。 3.掌握PLC的硬件接线方法。 4.通过PLC对红绿灯的变时控制,加深对PLC按时间控制功能的理解。5.熟悉掌握PLC的基本指令以及定时器指令的正确使用方法。 二、实验设备 1.含可编程序控制器MicroLogix1500系列PLC的DEMO实验箱一个 2.可编程序控制器的编程器一个(装有编程软件的PC电脑)及编程电缆。3.导线若干 三、实验原理 交通指挥信号灯图 I/O端子分配如下表 输入输出 启动按钮IN/0 东西红灯OUT/0 东西黄灯OUT/1 东西绿灯OUT/2
南北红灯 OUT/3 南北黄灯 OUT/4 南北绿灯 OUT/5 注:PLC 的24V DC 端接DEMO 模块的24V+ ; PLC 的COM 端接DEMO 模块的COM 。 四、系统硬件连线与控制要求 采用1764-L32LSP 型号的MicroLogix 1500可编程控制器,进行I/O 端子的连线。它由220V AC 供电,输入回路中要串入24V 直流电源。1764系列可编程控制器的产品目录号的各位含义如下示。 1764:产品系列的代号 L :基本单元 24 :32个I/O 点(12个输入点,12个输出点) B :24V 直流输入 W :继电器输出 A :100/240V 交流供电 下图为可编程控制器控制交通信号灯的I/O 端子的连线图。本实验中模拟交通信号灯的指示灯由24V 直流电源供电。O/2-O/4为南北交通信号灯,O/5-O/7为东西交通信号灯。 实现交通指挥信号灯的控制,交通指挥信号灯的布置,控制要求如下: (1)信号灯受一个启动开关控制,当启动开关接通时,信号灯系统开始正常工作,且先南北红灯亮,东西绿灯亮。当启动开关断开时,所有信号灯熄灭。 (2)南北红灯维持25秒。在南北红灯亮的同时东西绿灯也亮,并维持20秒。到20秒时,东西绿灯闪亮,闪亮3秒后熄灭。在东西绿灯熄灭时,东西黄灯亮,并维持2秒。到2秒钟时,东西黄灯熄灭,东西红灯亮。同时,南北红灯熄灭,南北绿灯亮。 (3)东西红灯亮维持30秒,南北绿灯维持25秒,然后闪亮3秒钟,熄灭。同时南北黄灯亮,维持2秒后熄灭,这时南北红灯亮,东西绿灯亮。 (4)上述信号灯状态周而复始。 五、实验步骤 1.按硬件原理图连接好PLC-DEMO 的电源及输入输出端子,检查无误后通电。 2.在RSLogix500软件中编写PLC 梯形图程序(如下)。 DC COM I/0 V AC VDC V AC VDC O/0 O/1 O/2 O/4 O/3 O/5 红 绿 黄 红 绿 黄 24V DC 24V DC 24V DC MicroLogix1500
竭诚为您提供优质文档/双击可除工业机器人实验报告 篇一:《工业机器人》实验报告 北京理工大学珠海学院实验报告 实验课程:工业机器人实验名称:实验一:工业机器人认识 教师:时间:班级:姓名:学号: 一、实验目的与任务 了解6自由度工业机器人的机械结构,工作原理,性能指标、控制系统,并初步掌握操作。了解6自由度工业机器人在柔性制造系统中的作用。二、实验设备 Fms系统(含6-DoF工业机器人)三、实验内容与步骤 1、描述工业机器人的机械结构、工作原理及性能指标。 2、描述控制系统的组成及各部分的作用。 3、描述机器人的软件平台及记录自己在进行实际操作时的步骤及遇到的问题以及自己的想法。 教师批阅: 北京理工大学珠海学院实验报告
实验课程:工业机器人实验名称:实验二:机器人坐标系的建立 教师:时间:班级:姓名:学号: 一、实验目的与任务 了解机器人建立坐标系的意义;了解机器人坐标系的类型;掌握用D-h方法建立机器人坐标系的方法与步骤。二、实验设备 Fms系统(含6-DoF工业机器人) 三、实验内容与步骤 1、描述机器人建立坐标系的意义以及机器人坐标系的类型。 2、深入研究机器人机械结构,建立6自由度关节型机器人杆件坐标系,绘制机器人杆件坐标系图。 教师批阅: 北京理工大学珠海学院实验报告 实验课程:工业机器人实验名称:实验三:机器人示教编程与再现控制 教师:时间:班级:姓名:学号: 一、实验目的与任务 了解机器人示教编程的工作原理,掌握6自由度工业机器人的示教编程与再现控制。二、实验设备 Fms系统(含6-DoF工业机器人)三、实验内容与步骤
1、描述机器人示教编程的原理。 2、详细叙述示教编程与再现的操作步骤,记录每一个程序点,并谈谈实验心得体会。 教师批阅: 篇二:工业机器人实验报告 工业机器人实验报告 姓名: 年级: 学号: 前言 六自由度工业机器人是个较新的课题,虽然其在国外已经具有了较完善的研究,但是在国内对于它的研究依旧停留在较低的水平上。机器人技术几种了机械工程、电子技术、计算机技术、自动化控制理论及人工智能等多学科的最新研究成果,代表机电一体化的最高成就,是当代科学技术发展最活跃的领域之一。在传统的制造领域,工业机器人经过诞生、成长、成熟期后,已成为不可缺少的核心自动化装备,目前世界上有近百万台工业机器人正在各种生产现场工作。在非制造领域,上至太空舱、宇宙飞船、月球探索,下至极限环境作业、医疗手术、日常生活服务,机器人技术的应用以拓展到社会经济发展的诸多领域。 一、六自由度机械手臂系统的介绍
plc交通灯实验报告 篇一:PLC交通灯课程设计报告 信息与电子工程学院 课程设计报告 目录 一、课程设计概述 ................................................ .................. 3 1.1课程设计内容 ................................................ ........................... 3 1.2课程设计技术指标 ................................................ ................... 3 二、方案的选择及确定 ................................................ ........... 4 三、系统硬件设计 ................................................ .................. 5 四、系统软件设计 ................................................ .................. 6 五、触摸屏设计 ................................................ ...................... 8 六、系统调试 ................................................ ......................... 9 七、总结以体
苏州大学2013级机械电子专业 《机电一体化》实验报告书 学生姓名: 学号: 指导教师: 机电工程学院 2013.11
1 实验目的 培养学生设计、修改方案并掌握利用模型进行检验方案是否正确。 2 实验原理 在进行机构或产品的创新设计时,往往很难判断方案的可行性,如果把全部方案的实物都直接加工出来,不仅费时费力,并且很多情况下设计的方案还需模型来进行实践检验,所以不能直接加工生产出实物。现代的机械设计很多情况下是机电系统的设计,设计系统不仅包含了机械结构,还有动力、传动和控制部分,每个工作部分的设计都会影响整个系统的正常工作。全面考虑这些问题来为每个设计方案制作相应的模型,无疑成本是高昂的,甚至由于研究目的、经费或时间的因素而变为不可能。 慧鱼创意组合模型由各种可相互拼接的零件组成,由于模型充分考虑了各种结构、动力、控制的组成因素,并设计了相应的模块,因此可以拼装成各种各样的模型,可以用于检验学生的机械结构设计和机械创新设计。 3 实验设备和工具 慧鱼创意组合模型、电源、计算机、控制软件等。 4 实验准备工作 熟悉慧鱼创意组合模型的拼装,领取模型。 5 实验方法与步骤 1)根据教师给出的创新设计题目或范围,经过小组讨论后,拟定初步设计方案。 2)将初步设计方案交给指导教师审核。 3)审核通过后,按比例缩小结构尺寸,使该设计方案可由慧鱼创意组合模型进行拼装。 4)选择相应的模型组合包。 5)根据设计方案进行结构拼装。 6)安装控制部分和驱动部分。 7)确认连接无误后,上电运行。 8)必要时连接电脑接口板,编制程序,调试程序。步骤为:先断开接口板、电脑的电源,连接电脑及接口板,接口板通电,电脑通电运行。根据运行结果修改程序,直 至模型运行达到设计要求。 9)运行正常后,先关电脑,再关接口板电源。然后拆除模型,将模型各部件放回原存放位置。 6慧鱼创意组合模型的说明 1)构件的分类慧鱼创意组合模型的构件可分成机械构件、电器构件、气动构件等几大部分。 机械构件主要包括: 齿轮、连杆、链条、齿轮(圆柱直齿轮、锥齿轮、斜齿轮、内啮合齿轮、外啮合齿轮)、齿轮轴、齿条、蜗轮、蜗杆、凸轮、弹簧、曲轴、万向节、差速器、齿轮箱、铰链等。 电器构件主要包括: 直流电机(9V双向),红外线发射接收装置、传感器(光敏、热敏、磁敏、触敏),发
用三菱FX2N PLC实现机械手的顺序控制 一、训练内容 1、项目描述 如图10-7所示是一气动机械手动作示意图,其功能是将工件从A处移送到B处。气动机械手的升降和左右移行分别使用了双线圈的电磁阀,在某方向的驱动线圈失电时能保持在原位,必须驱动反方向的线圈才能反向运动。上升、下降对应的电磁阀线圈分别是YV2、YV1,右行、左行对应的电磁阀线圈分别是YV3、YV4。机械手的夹钳使用单线圈电磁阀YV5,线圈通电时夹紧工件,断电时松开工件。通过设置限位开关SQ1 、SQ2、SQ3、SQ4分别对机械手的下降、上升、右行、左行进行限位,而夹钳不带限位开关,它是通过延时1.7s来表示夹紧、松开动作的完成的。 如图10-8所示为机械手的操作面板,机械手能实现手动、回原位、单步、单周期和连续等五种工作方式。手动工作方式时,用各按钮的点动实现相应的动作;回原位工作方式时,按下“回原位”按钮,则机械手自动返回原位;单步工作方式时,每按一次起动按钮,机械手向前执行一步;选择单周期工作方式时,每按一次起动按钮,机械手只运行一个周期就停下;连续工作方式时,机械手在原位,只要按下起动按钮,机械手就会连续循环动作,直到按下停止按钮,机械手才会最后运行
到原位并停下;而在传送工件的过程中,机械手必须升到最高位置才能左右移动,以防止机械手在较低位置运行时碰到其它工件。 2、实训要求 2.1 分配输入/输出点 见表10-4。 表10-4 PLC输入/输出点分配表 2.2 PLC接线图 如图10-9所示。
2.3程序设计 2.3.1 基本指令编程 机械手系统的程序总体结构如图10-10所示,分为公用程序、自动程序、手动程序和回原位程序等四部分。其中自动程序包括单步、单周期和连续运行的程序,因它们的工作顺序相同,所以可
目录 摘要 (2) ABSTRACET (3) 引言 (5) 1 PLC的发展历程和构成 (7) 1.1 PLC的发展史 (7) 1.2 PLC的构成 (8) 1.3 CPU的构成 (8) 1.4 I.O模块 (8) 1.5 电源模块 (9) 1.6 底版和机架 (9) 1.7 PLC系统的其他设备 (9) 2 机械手的组成 (10) 2.1 机械手的发展 (10) 2.2 动力臂的机械构造 (10) 2.3 控制和动力臂的机械构造 (11) 2.4 位置控制系统 (11) 2.5 负载反传系统 (11) 3 机械手PLC的发展历程和构成 (12) 3.1 根据工艺过程分析控制要求 (12) 3.2 确定所需的用户输入/输出设备及I/O点数 (15) 3.3 PLC的选择 (18) 3.4 分配PLCI/O点的编号(定义号) (18) 3.5 PLC程序设计 (18) 4 英文资料 (30) 个人小结 (35) 参考文献 (46)
机械手的PLC控制设计及调试 摘要 机械手能模仿人手和臂的某些动作功能,用以按固定程序抓取、搬运物件或操作工具的自动操作装置。它可代替人的繁重劳动以实现生产的机械化和自动化,能在有害环境下操作以保护人身安全,因而广泛应用于机械制造、冶金、电子、轻工和原子能等部门。 机械手主要由手部和运动机构组成。手部是用来抓持工件(或工具)的部件,根据被抓持物件的形状、尺寸、重量、材料和作业要求而有多种结构形式,如夹持型、托持型和吸附型等。运动机构,使手部完成各种转动(摆动)、移动或复合运动来实现规定的动作,改变被抓持物件的位置和姿势。运动机构的升降、伸缩、旋转等独立运动方式,称为机械手的自由度。为了抓取空间中任意位置和方位的物体,需有6个自由度。自由度是机械手设计的关键参数。自由度越多,机械手的灵活性越大,通用性越广,其结构也越复杂。一般专用机械手有2~3个自由度。 机械手的种类,按驱动方式可分为液压式、气动式、电动式、机械式机械手;按适用范围可分为专用机械手和通用机械手两种;按运动轨迹控制方式可分为点位控制和连续轨迹控制机械手等。 机械手通常用作机床或其他机器的附加装置,如在自动机床或自动生产线上装卸和传递工件,在加工中心中更换刀具等,一般没有独立的控制装置。有些操作装置需要由人直接操纵,如用于原子能部门操持危险物品的主从式操作手也常称为机械手 关键词:点控制机械手连续控制机械手可编程控制技术