1、适用范围:本工艺适用于6300kVA,35kV级及以下变压器油箱的制造工艺。
2、设备、工具、工装:
2.1是否平设备:行车、冲床、剪床、联合冲剪机、扌威弯滚床、折弯机、液压机、钻床、电焊机、箱沿机、角磨机、三心滚床。
2.2工装:冲孔模、卡兰、钻孔模、靠模、样板、拉紧箱沿夹具。
2.3工具:2m,3m钢卷尺、1m直尺、扳手、游标卡尺、手锤、榔头、焊枪、割刀、钢丝刷、石笔等。
3、工艺过程:
3.1备料
按图纸要求备好钢板、槽钢、圆钢、水煤气管、扁钢等,材料不得有严重的锈蚀、裂纹或其它缺陷。
3.2下料
3.2.1检查钢板整,不平整的在三心滚床及平台上矫平,630 kVA以下两块整料,630 kVA 以上可根据材料套裁,尽量减少拼接,避开“+”字焊缝。
3.2.2型材下料,其长度允许误差±2mm,需加工处留出加工余量,如材料不直,则先校直后才可下料。
3.3折弯
3.3.1、划出折弯线,调好靠山,选好折弯模,用废钢板在折弯机上试折弯调节限位,达到要求后,才可进行折弯,首块折弯后,仔细检查,中间应抽查,以防靠山松动。
3.3.2加强铁如果是折板结构,按图纸折弯成型。
3.4箱底制作
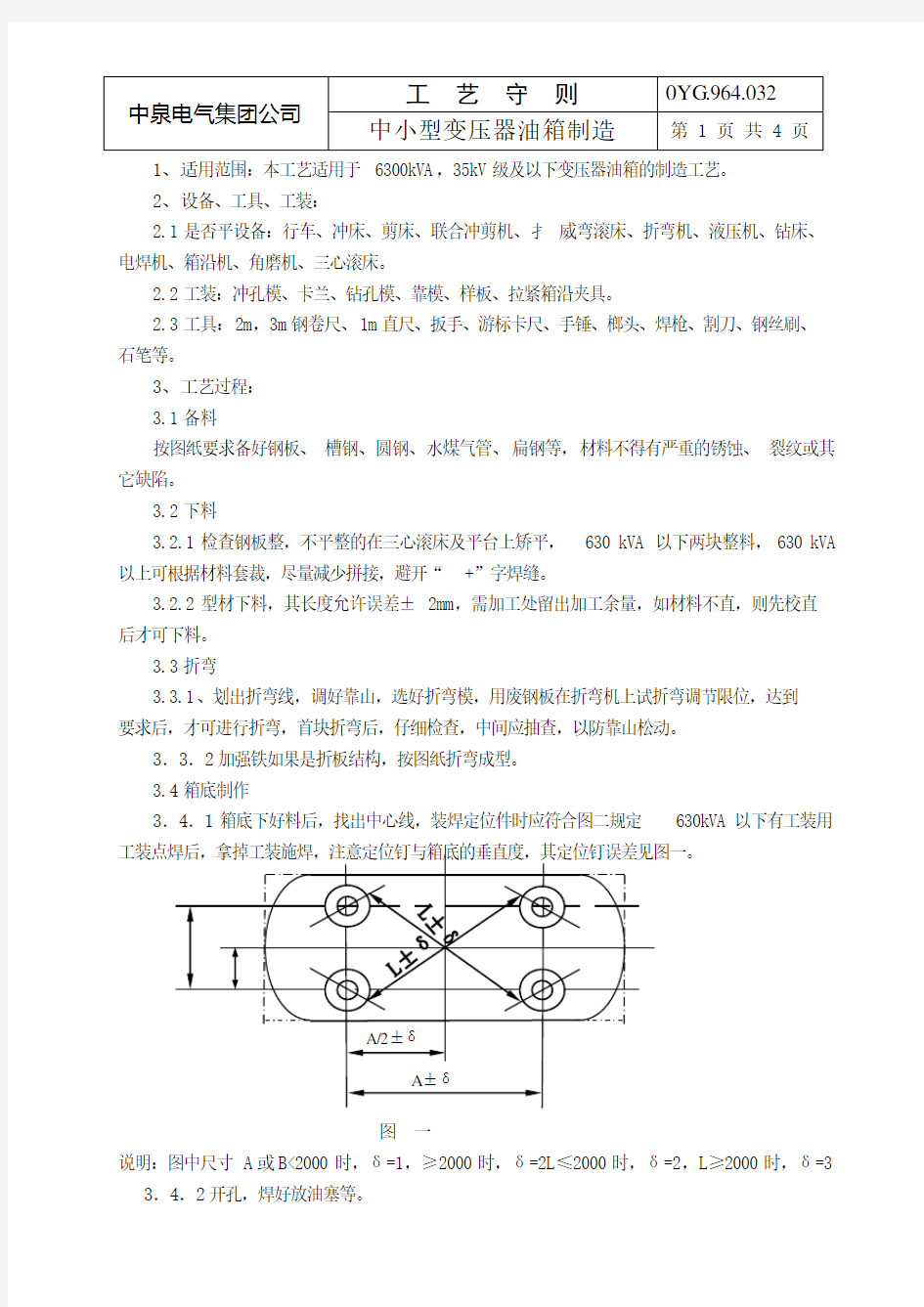
3.4.1箱底下好料后,找出中心线,装焊定位件时应符合图二规定630kVA以下有工装用
图一
说明:图中尺寸A或B<2000时,δ=1,≥2000时,δ=2L≤2000时,δ=2,L≥2000时,δ=3 3.4.2开孔,焊好放油塞等。
3.5箱沿制作
3.5.1箱沿用型材或板材按图纸尺寸下料,拼接成型,成型后的内控尺寸允许+2mm 3.5.2板材拼接的箱沿在拼接处一律剖口焊,焊接时应略高出板面,成型后用角磨机磨平 3.6油箱壁、箱沿、加强铁焊接。
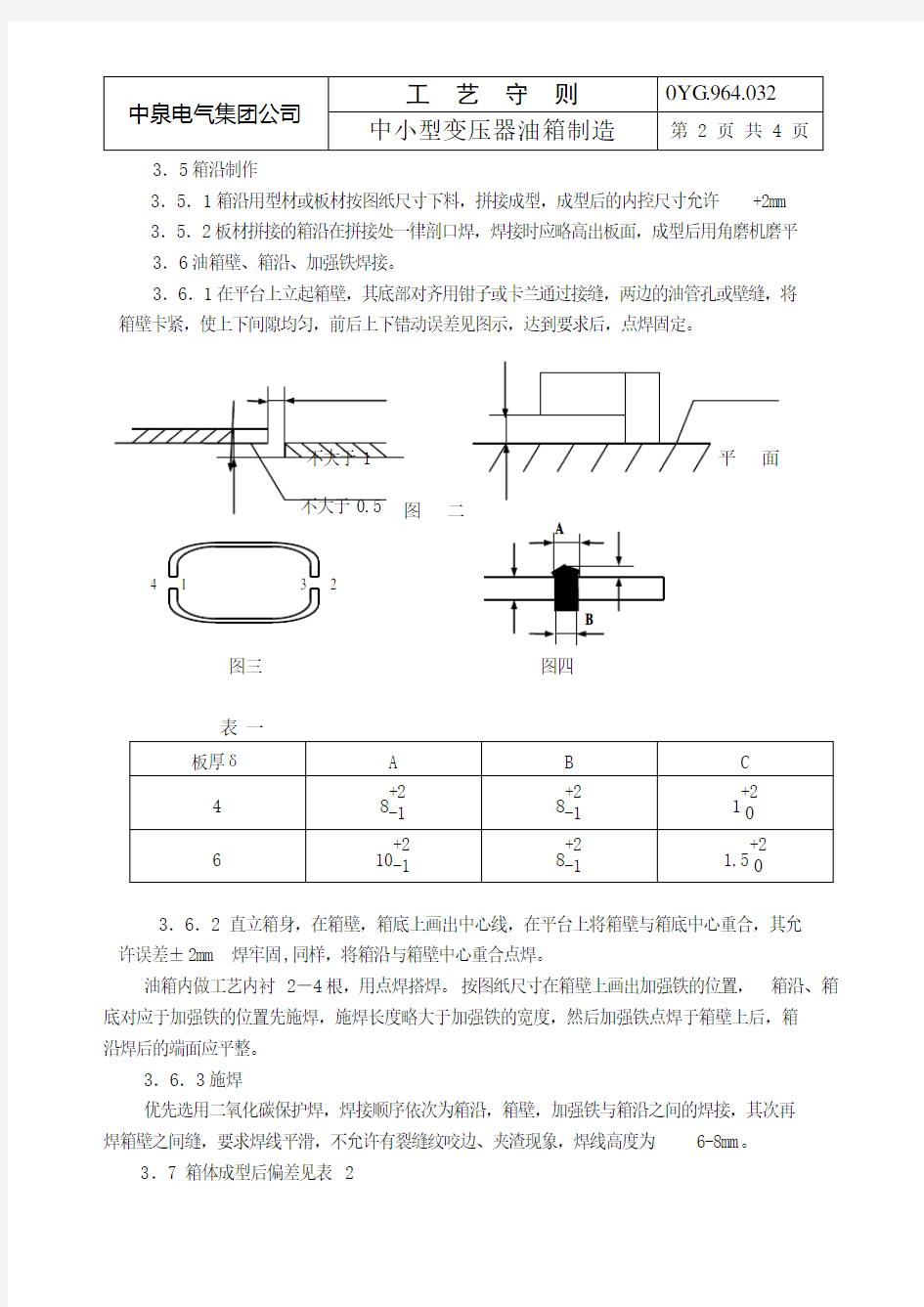
3.6.1在平台上立起箱壁,其底部对齐用钳子或卡兰通过接缝,两边的油管孔或壁缝,将箱壁卡紧,使上下间隙均匀,前后上下错动误差见图示,达到要求后,点焊固定。
二
图三 图四
3.6.2直立箱身,在箱壁,箱底上画出中心线,在平台上将箱壁与箱底中心重合,其允许误差±2mm 焊牢固,同样,将箱沿与箱壁中心重合点焊。
油箱内做工艺内衬2-4根,用点焊搭焊。按图纸尺寸在箱壁上画出加强铁的位置,箱沿、箱底对应于加强铁的位置先施焊,施焊长度略大于加强铁的宽度,然后加强铁点焊于箱壁上后,箱沿焊后的端面应平整。
3.6.3施焊
优先选用二氧化碳保护焊,焊接顺序依次为箱沿,箱壁,加强铁与箱沿之间的焊接,其次再焊箱壁之间缝,要求焊线平滑,不允许有裂缝纹咬边、夹渣现象,焊线高度为6-8mm 。 3.7 箱体成型后偏差见表2
4
1
3
2
3.8装散热器管接头焊接:
3.8.1管接头在油箱焊装后,其中心距尺寸偏差不得超过3 mm ,上下管接头法兰端面须在同一平面内,上下管头需在同铅垂线内。并要保证在一台变压器上的散热器能够互换。
3.8.2固定式散热器焊接:先检查散热器尺寸,管头长短不齐必须先割整齐。在箱壁上开φ80孔,打磨光滑,吊装散热器,放置在箱壁上,从外部将散热器管与油箱焊牢,焊后去渣。
上述零件焊接后,在油箱外面,用煤油涂在油管,放油塞座管接头、箱壁焊缝处,保持10-20分钟,检查焊缝是否漏油,如有漏油处,用粉笔做好记。
号,补焊后再试。
3.9零件焊装
将吊拌,底板,等零件按图纸尺寸点焊,焊接前仔细检查尺寸是否符合要求,吊拌的焊接见《典型焊装示意图》其它零件焊接可以采用间断焊。
3.10箱沿、箱盖钻孔
3.10.1对于小批量油箱产品:将箱盖与箱沿重合,用卡兰夹紧,配钻孔,钻孔时应将箱盖上各孔盖住,以免铁屑掉入箱内。
对于大批量油箱产品:应将箱盖或箱沿与钻模配钻。
3.10.2图纸上有箱沿限位的,应在相应位置点焊限位件。
3.11清除药渣、铁屑,用角磨机打磨光滑尖角、毛刺、氧化皮、重点位置是吊拌、吊板、箱盖和箱底的氧割处。
3.12彻底清除污物、异物、氧化皮等,报检合格后整体酸洗、磷化(固定式散热器油箱除外)、涂漆,转下道工序。
3.13 焊接过程中应注意以下要点:
3.13.1所有焊接处表面的脏物,即焊缝两侧在20-40mm范围内的油、铁锈及其它污物必须在焊前先除掉。
3.13.2焊条应保持干燥,受潮严重的焊前应烘干,酸性焊条烘干温度在150-250℃,2-3小时为宜。
焊接时,焊条需作适当的摆动,以利熔渣浮出,每焊接一道工序,都必须去焊渣,检查,焊缝处不得有气孔、夹渣、咬边及未焊透现象。
3.14油箱试漏;试漏前及试漏过程中,要保持油箱外部干净,避免水打湿,密封前油箱注水及淹没管头为止,吊上专用卡兰夹紧,加气压0.05Mpa,保持10~15分钟,细观察并用木榔头敲打。有渗漏税处做上记号,补焊后再试,整个试漏过程中压力不变,检验人员到现场检查并记录,试漏后整体整形。
3.15工艺流程
备料——下料——折(扌威)弯箱壁——箱底、箱沿制作——油箱壁、箱沿、箱底、加强铁焊装—箱沿与箱盖配钻孔——酸洗、磷化——焊装片式散热器——试漏——油漆。