工艺设计图纸
- 格式:pdf
- 大小:6.87 MB
- 文档页数:44

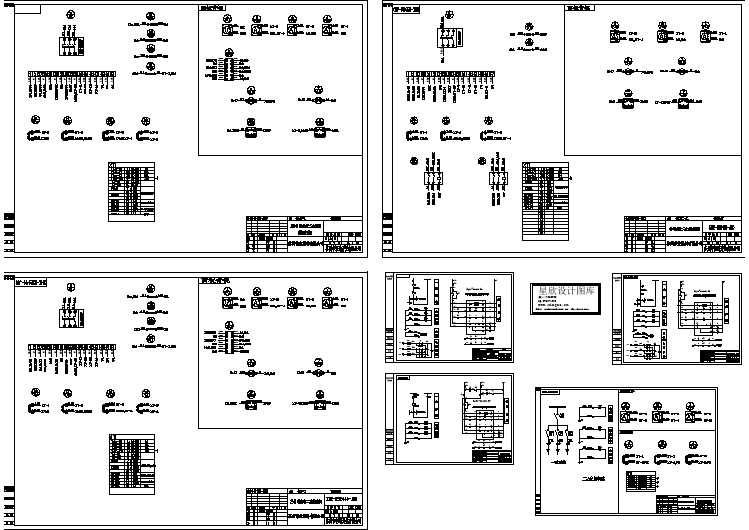
一、设备位号按照《化工工艺设计施工图内容和深度统一规定》(HG20519.35-92)的要求,施工图中设备名称应与初步设计所确定的名称一致。
1)设备位号的组成每台设备只编一个位号,由四个单元组成,如下所示:M 03 101 A(1)(2)(3)(4)这四个单元依次是:(1)设备类别代号;(2)设备所在的主项(建筑单体/车间/工段)的编号;(3)主项内同类设备顺序号;(4)相同设备的数量尾号。
(1)设备类别代号按设备类别编制不同的代号,一般取设备英文名称的第一个字母(大写)做代号,具体规定如下:(2)设备所在的主项编号按工程设计总负责人给定的主项编号填写,采用两位数字,从01~99。
特殊情况下允许以主项代号作为主项编号。
(3)主项内同类设备顺序号按同类设备在工艺流程中流向及立面位置的先后顺序编写,采用三位数字,其中第一位数字一般可采用楼层代号,从1开始,后两位为设备顺序号,从01~99。
(4)相同设备的数量尾号两台或两台以上设备并联时,它们的位号前三项完全相同,用不同的数量尾号予以区别,按数量和排列顺序依次以大写英文字母A、B、C…作为每台设备的尾号,在设备一览表中可以写作A/B或A-C…。
(5)书写方法设备位号在流程图、设备布置图及管道布置图中书写时,在规定的位置划一条粗实线-设备位号线,线上方书写设备位号,线下方在需要时可书写设备名称。
二、管道代号管道及管件的选用应符合我院《压力管道设计技术统一规定》和《化工管道设计规范》(HGJ8-87)的规定,按照《化工工艺设计施工图内容和深度统一规定》(HG20519.37-92)的要求,管道及仪表流程图中的管道应标注四个部分,即管道号(管段号,由三个单元组成)、管径、管道等级和隔热或隔声代号,总称为管道组合号(管道代号),一般标注在管道的上方,如下图所示:PG03001-100 L1B-C(1)(2)(3)(4)(5)(6)管道组合号(管道代号)由六个单元组成,这六个单元依次是:(1)物料代号;(2)主项代号;(3)管道顺序号,以上三个单元组成管道号(管段号);(4)管道尺寸;(5)管道等级;(6)隔热或隔声代号。

工艺编程课程设计1. 设计目的课程设计是在学完了相关课程所进行的一个教学环节。
要求同学们通过设计获得综合运用已学过的全部课程进行工艺及编程设计的基本能力。
通过这次课程设计,同学们应在下述方面得到锻练:能熟练地运用机械制造课程中的基本理论,以及生产实习中的实践知识,正确地解决两个零件在加工中的定位、夹紧等问题,以保证零件的加工质量要求。
掌握工艺路线的合理安排(粗精基准的选择依据,各表面的加工方法的确定,工序集中与分散的运用,工序前后顺序的安排,选用的加工设备,列出不同的工艺方案并进行分析比较等)。
能进行加工余量、切削用量、工时定额的确定及工序尺寸与公差确定(包括尺寸链计算)。
掌握数控加工的编程技术,培养使用调试数控设备的能力,培养学生将所学的专业基础知识有机地结合在一起并应用于分析解决实际工程技术问题的能力。
学会使用各种手册及资料,掌握与本设计有关的各种资料的名称及出处,并能熟练运用。
2. 设计要求课程设计题目为:铣削零件和车削零件的工艺编程绘制CAD图:零件图、机械加工工艺卡图编写设计说明书:封面、目录、设计任务、零件加工方案、数控加工程序清单、仿真截图(FUNAC-0i 或SIEMENS-802D) 、设计小结、参考文献以学号姓名命名文件夹,存入CAD(2007版)和WORD(2003版)发送jgjz@3. 设计时间大致分配熟悉零件,画零件图约1天分析零件,选择加工方案约1天确定工艺路线,填写工艺卡片约2天编写数控加工程序约2天数控加工程序仿真约2天编写设计说明书约1天设计答辩约1天4. 参考文献1. 方子良机械制造技术基础上海上海交通大学出版社 20042. 袁定国机械制造技术基础北京 .机械工业出版社 20023. 倪森寿机械制造工艺与装备北京 .化学工业出版社 20034. 赵如福金属机械加工工艺人员手册上海上海科学技术出版社 19925. 马贤智机械加工余量与公差手册北京中国标准出版社 19946. 张宝林数控技术机械工业出版社,1997.7. 林其骏机床数控系统中国科技出版社,1991.8. 廖效果等数字控制机床华中理工大学出版社,1992.9. 林奕鸿等机床数控技术及其应用机械工业出版社,1994.工艺卡片FANUC—0i—M 铣床操作启动:双击—关闭提示—急停回参考点确定—开钥匙开程序锁回零:点X或Y或Z手动:按~~ RAPID X - Y - Z - 至中央再RAPID手轮:点图拖动手轮选XYZ 选X1X10X100 左右旋Y-200 放回返回手动机床:机床操作—关门—显示模式—显示铣床工件:工件操作—G54 X300 Y300 更换确定工件操作—工件装夹—装夹设置—工艺板装夹—选择—确定刀具:机床操作—刀具库—T1添加1#—T1添加主轴—确定—放大显示主轴:按~~ 主轴正(MDI+PROG ;插入M3S300;插入启动)对刀: 移刀到工件左侧,记下X坐标—移刀到工件前方,记下Y坐标—移刀X坐标+XX 移刀Y坐标+XX—Z方向切到工件—对刀—OFFSET—坐标系—移到G54—输入X0测量—输入Y0测量—输入Z0测量程序:图标12+PROG(显示EDIT)找旧程序O检索编新程序O****插入自动:图标11+ 图标52开冷却液有问题按复位键测量:测量长度FANUC—0i—T 车床操作启动:双击—关闭提示—急停回参考点确定—开钥匙开程序锁回零:点X或Z手动:按~~ RAPID X - Z - 至中央再RAPID手轮:点图拖动手轮选XZ 选X1X10X100 左右旋X-200 放回返回手动机床:机床操作—关门—显示模式—显示车床工件:工件操作—工件大小—40*150—确定刀具:机床操作—刀具库—1把添加1#、6把添加2#—T1转到位—确定放大显示主轴:+Z使刀具离开工件主轴旋转(MDI+PROG;插入M3S300;插入启动)对刀:T1对刀机床操作—对刀—确定—OFFSET—坐标系—移到G54—输入X40 或Z0—测量T2对刀机床操作—T2转到位—确定—机床操作—对刀—确定—输入X40或Z0—测量10 程序:图标12+PROG(显示EDIT)找旧程序O检索编新程序O****插入11 自动:图标11+图标52 开冷却液有问题按复位键SIEMENS 802D—M 铣床操作启动:双击—关闭提示—回原点确定回零:长按XYZ手动:按~~ RAPID -X -Y -Z至中央再RAPID手轮:拖动手轮选XYZ 选X1X10X100 左右旋X-200 放回返回手动机床:机床操作—关门—显示模式—床身显示模式工件:工件操作—G54 X350 Y300 更换确定工件操作—工件装夹—装夹设置—工艺板装夹—选择—确定刀具:机床操作—刀具库—T1添加1#—T1添加主轴—确定—放大显示主轴:JOG –SPIN START(MDA M3 S200 CYCLE START)对刀:移刀到工件左侧,记下X坐标—移刀到工件前方,记下Y坐标—移刀X坐标+XX—移刀Y坐标+XX—Z方向切到工件—开冷却液—视窗视图—窗口切换—OFFSET—按软键“零点偏移”—G54—输入MCS坐标—改变有效(半径)程序:按PROGRAM MANAGER—选择***—打开—执行(新程序后缀MPF)自动:视窗视图—窗口切换—AUTO— CYCLE START—COOL—RESETSIEMENS 802D—T 车床操作启动:双击—关闭提示—回原点确定回零:长按XZ手动:按~~ RAPID -X -Z至中央再RAPID手轮:拖动手轮选XZ 选X1X10X100 左右旋X-200 放回返回手动机床:机床操作—关门—显示模式—显示车床工件:工件操作—工件大小—40*150—确定刀具:机床操作—刀具库—1把添加1#、6把添加2#—T1转到位—确定—放大显示主轴:JOG –SPIN START(MDA M3 S200 CYCLE START)对刀:T1对刀机床操作—对刀—确定—视窗视图—窗口切换—OFFSET—零点偏置测量刀具—手动测量—长度2—输入0—设置长度2—测量刀具—手动测量—长度1—输入40 —设置长度1 T2转到位T2同样对刀程序:按PROGRAM MANAGER—选择***—打开—执行(新程序后缀MPF)自动:视窗视图—窗口切换—AUTO— CYCLE START—COOL—RESETT1球头铣刀Ø12。


摘要在本设计说明书中,我通过对零件的图形分析,零件的结构工艺性,技术要求进行仔细分析了,所设计的零件结构应便于成型,并且成本低,效率高,它的涉及面广,因此这一环节是技术的关键,以便在拟定工艺规程时采用适当的措施。
材料分析,选好了加工毛坯,了解常用的毛坯种类:锻件.型材.焊接件.冷压件等,还有毛坯是根据零件要求的形状,工艺尺寸等方面而制成的进一步加工使用的生产对象。
在制订零件的工艺规程时,正确的选择工件的基准有着很重要的意义,应划分阶段一般分粗加工.半精加工和精加工三个阶段。
选择的机床型号是CA6140普通车床,CJ6032A教学型数控车床。
另外还对加工的工序.工艺进行分析,从而手工将加工零件的全部工艺过程、工艺参数、位移数据等以规定的代码、程序格式写出,编制出了适合所选车床的程序。
关键词:零件的分析,毛坯,工艺,工序尺寸,加工路线,编程目录第一章零件的分析 (2)1.1 零件的结构工艺性分析 (2)1.1.1 零件的形状分析 (2)1.1.2 零件的形位公差分析 (2)1.1.3零件的加工表面分析 (2)1.2 零件的材料分析 (3)第二章毛坯的设计 (4)2.1 确定零件的生产类型和生产纲领 (4)2.2.1 毛坯的种类 (4)2.2.2 毛坯种类的选择 (4)2.2.3毛坯的形状与尺寸的选择 (4)第三章零件工艺规程的设计 (6)3.1 定位基准的的选择 (6)3.1.1 精基准的选择 (6)3.1.2 粗基准的选择 (6)3.2 零件表面加工方法的选择 (7)3.3 加工顺序的安排 (7)3.3.1 加工阶段的划分 (7)3.3.2 工序的合理组合 (7)3.3.3 加工顺序的安排 (8)3.4 工艺的制定 (9)3.4.1 工序基准的制定 (9)3.4.2 确定工序尺寸的方法 (9)3.4.3 加工余量的确定 (10)3.4.4 机床的选择 (11)3.4.5 工艺装备的选择 (11)3.4.6 切削用量的选择 (1)第四章数控加工程序的编制 (16)4.1 数控加工的特点 (16)4.2 数控编程方法及特点 (16)4.2.1 数控编程的分类 (16)4.2.2 编程零点及坐标系的选择 (16)4.2.3 对刀点的选择 (16)4.2.4 加工路线的确定 (17)4.3 数控加工程序的内容 (17)4.3.1车床程序 (17)结束语 (23)参考文献 (24)前言毕业设计是培养我们实际工作能力的最后一个重要实践性学习环节,它不但是对我们三年来的学习与实践是一个很好的总结和考验,也是为以后从事专业技术工作做个强而有力的铺垫。

前钢板弹簧吊耳加工工艺设计和铣平面夹具设计学生姓名:学生学号:院(系):年级专业:指导教师:摘要本次设计是对前钢板弹簧吊耳零件的加工工艺设计。
前钢板弹簧吊零件的主要加工表面是平面及孔。
由加工工艺原则可知,保证平面的加工精度要比保证孔的加工精度容易。
所以本设计遵循先面前孔的原则。
并将孔与平面的加工明确划分成粗加工和精加工阶段以保证加工精度。
基准选择以前钢板弹簧吊耳大外圆端面作为粗基准,以前钢板弹簧吊耳大外圆端面与两个工艺孔作为精基准。
主要加工工序安排是先以前钢板弹簧吊耳大外圆端面互为基准加工出端面,再以端面定位加工出工艺孔。
在前续工序中除个别工序外均用端面和工艺孔定位加工其他孔与平面。
整个加工过程均选用专用机床。
关键词前钢板弹簧吊耳,加工工艺全套图纸,加153893706ABSTRACTThe design of the plate after spring lug parts of the processing order of the processes and some special fixture design. Spring plate after hanging parts of the main plane of the surface and pore. By the principle known Processing, the plane guarantee precision machining holes than guarantee the machining precision easy. So the design follows the surface after the first hole principle. Plane with holes and the processing clearly divided into roughing and finishing stages of processing to ensure accuracy. After selecting base plate spring lug large cylindrical face as a rough benchmark, After the leaf spring lug large cylindrical end with two holes as a precision technology benchmarks. main processes arrangements after the first spring plate lug large cylindrical face each other benchmarks machined face, End position to further processing out of holes. In addition to the follow-up processes are individual processes with end-positioning technology and other processing Kong and plane. The entire process of processing machine combinations were selected.Key words The empress steel plate spring coil mourns the ear,Process the craft,Appropriation tongs目录摘要 (I)ABSTRACT ................................................................................................................. I I1 绪论 (1)2 前钢板弹簧吊耳加工工艺规程设计 (2)2.1零件的分析 (2)2.1.1零件的作用 (2)2.1.2零件的工艺分析 (2)2.2工艺过程设计所应采取的相应措施 (3)2.3前钢板弹簧吊耳加工定位基准的选择 (3)2.3.1 确定毛坯的制造形式 (3)2.3.2粗基准的选择 (3)2.3.3精基准的选择 (4)2.4工艺路线的制定 (4)2.4.1 工艺方案一 (4)2.4.2 工艺方案二 (5)2.4.3 工艺方案的比较与分析 (5)2.5机械加工余量、工序尺寸及毛坯尺寸的确定 (6)2.6确定切削用量及基本工时(机动时间) (6)2.7时间定额计算及生产安排 (13)2.8本章小结 (14)3 铣平面夹具设计 (15)3.1设计要求 (15)3.2夹具设计 (15)3.2.1 定位基准的选择 (15)3.2.2 切削力及夹紧力的计算 (15)3.3定位误差的分析 (17)3.4零、部件的设计与选用 (18)3.5夹具设计及操作的简要说明 (19)总结 (21)参考文献 (22)致谢 (23)1 绪论机械的加工工艺及夹具设计是在完成了大学的全部课程之前,进行的一次理论联系实际的综合运用,使我对专业知识、技能有了进一步的提高,为以前从事专业技术的工作打下基础。

《水污染控制工程》课程设计学院:专业:姓名:学号:指导老师:目录引言 (4)1设计任务及设计资料 (5)1.1设计任务与内容 (5)1.2设计原始资料 (5)1.2。
1城市气象资料 (5)1.2.2地质资料 (5)1.2.3设计规模 (5)1.2。
4进出水水质 (6)2、设计说明书 (6)2.1去除率的计算 (6)2。
1.1溶解性BOD的去除率 (6)5的去除率: (7)2.1.2 CODr2.1。
3.SS的去除率: (7)2。
1.4.总氮的去除率: (7)2。
1.5。
磷酸盐的去除率 (8)2.2城市污水处理工艺选择 (8)2.3、污水厂总平面图的布置 (9)2.4、处理构筑物设计流量(二级) (9)2。
5、污水处理构筑物设计 (9)2.5。
1。
中格栅和提升泵房(两者合建在一起) (9)2。
5。
2、沉沙池 (10)2.5.3、厌氧池 (11)2.5。
4、缺氧池 (11)2。
5。
5、好氧曝气池 (11)2.5.6、二沉池 (12)2.6、污泥处理构筑物的设计计算 (12)2。
6。
1污泥泵房 (12)2。
6.2污泥浓缩池 (12)2。
7、污水厂平面,高程布置 (13)2.7.1平面布置 (13)2。
7.2管线布置 (13)2。
7.3 高程布置 (14)3 污水厂设计计算书 (14)3。
1污水处理构筑物设计计算 (14)3。
1.1泵前中格栅 (14)3.1.2污水提升泵房 (16)3.1.3、泵后细格栅 (17)3.1.3、沉砂池 (18)3.1.4、厌氧池 (20)3。
1。
5、缺氧池计算 (20)3。
1.6、好氧曝气池的设计计算 (21)3.1。
8、二沉池 (28)3。
2 污泥处理部分构筑物计算 (31)3。
2。
1污泥浓缩池设计计算: (31)3.3、高程计算 (36)3.3.1污水处理部分高程计算: (36)3.3。
2高程图见CAD图 (36)3。
3。
3污水处理厂工艺流程图与总平面布置图 (36)参考文献 (37)泰安市污水处理厂A/A/O工艺设计作者:闫赛红,指导教师:孙丰霞(山东农业大学资源与环境学院)【摘要】随着社会进步,人们对于城市污水的处理的要求愈加严格。

轴承支座铸造工艺设计目录摘要 (4)1 铸钢件初步分析 (5)1.1 基本信息 (5)1.2 实用性分析 (5)2可铸性分析 (4)2.1材料的化学成分及铸造性能 (7)2.2 最小壁厚 (7)2.3 临界壁厚 (8)2.4 铸件壁的过渡和连接 (8)2.5 加强肋分析 (9)3 铸造工艺方案的设计 (10)3.1 造型方法和材料选取 (10)3.1.1 呋喃树脂砂成分的选择 (10)3.1.2 铸造涂料的选择 (10)3.2 铸造工艺参数的确定 (11)3.2.1 铸件尺寸公差 (11)3.2.2 机械加工余量 (11)3.2.3 铸件收缩率 (12)3.2.4 起模斜度 (13)3.2.5 最小铸出孔和槽 (13)3.2.6 补充说明 (13)3.3 摆放位置与分型面 (13)3.3.1 摆放位置的确定 (13)3.3.2 分型面的确定 (14)3.4 浇注系统设计 (15)3.4.1 设计原则 (15)3.4.2 确定浇注位置 (16)3.4.3 各浇道截面计算 (17)3.4.4 浇口杯的选择 (19)3.5 冒口和冷铁设计 (20)3.5.1冒口的设计 (20)3.5.2冷铁的设计 (22)4 工艺方案优化 (23)4.1 铸件缺陷分析 (23)4.2缺陷改进 (25)5 砂芯及芯盒的设计 (27)5.1 制芯方法的确定 (27)5.2 芯头的定位和间隙 (27)5.3 芯骨的设计 (28)5.4 砂芯的排气 (28)5.5芯盒的设计 (29)6 铸造工艺工艺装备设计 (30)6.1 砂箱的选择与设计 (30)6.1.1 砂箱及其附件的材料 (30)6.1.2 砂箱各部分的机构和尺寸 (30)6.2 模样的设计 (36)6.3 铸型造型 (36)7熔炼和后处理 (37)7.1 铸钢的熔炼 (37)7.1.1 配料 (37)7.1.2 熔炼过程的技术要求 (37)7.2 铸件的清理 (40)7.2.1 铸件的落砂除芯 (40)7.2.2 浇冒口和毛刺的去除 (40)7.2.3 铸件的表面清理 (40)7.2.4 铸件的热处理 (40)7.3 气孔缺陷的防治 (41)8 参考文献 (42)零件图铸件图摘要本工艺方案的设计准则是:在保证铸件质量的前提下,尽量提高方案的经济性和可实施性。

目录概述 (1)第一章零件的分析 (3)1.1 零件的工艺性分析 (5)1.1.1 加工方法的选择 (5)1.1.2 保证星轮表面位置精度的方法 (5)1.1.3 防止星轮变形的工艺措施 (5)第二章工艺规程的设计 (6)2.1 确定毛坯的制造形式 (6)2.2 基准的选择 (6)2.2.1 粗基准的选择 (6)2.2.2 精基准的选择 (6)2.3 制定工艺路线 (6)2.4机械加工余量、工序尺寸及毛坯的确定 (7)2.4.1 两端外圆表面 (7)2.4.2 工件内孔加工 (8)2.5 确定切削用量及基本工时 (8)2.5.1工序1 锻造毛坯 (8)2.5.2工序2 车削工艺外圆 (8)2.5.3工序3 镗孔................................................................................ .. (14)2.5.4工序4 滚压孔............................................................................ .. (16)2.5.5工序5 精车外圆 (17)第三章钻三个φ4阶梯斜孔专用夹具计 (20)3.1工件的加工工艺................................................................... .. (20)3.2 定位元件的选择与设计...................... ................................ (20)3.3.1定位误差的分析. ................................................... . (20)3.3.2 定位元件的选择.... ................................................... .. (21)3.3 星轮在夹具中定位夹紧 (25)3.3.1 夹紧装置的组成............................................................ (25)3.3 .2夹紧力的确定........................................................ . (25)3.3 .3夹紧机构的选择与设计 (25)第四章钻φ4阶梯斜孔工序刀具设计说明书............................. .. (33)第五张钻φ4阶梯斜孔工序量具设计说明书 (34)第六章:星轮左端成型数控加工程序的编制............... ........ (36)6.1数控加工的特点.................................................. ............. ........ (36)6.2数控编程的方法及特点.................... ........ .. ................... . (36)6.3数控加工程序内容................... ........ ............................. .. (37)设计体会 (38)参考文献 (39)致谢 (40)概述一零件的功用和结构特点我国自行研发的“星轮传动”技术,可以使装备机械上的加速器、减速器、调速器、变速器的体积变小、功能增强,并减少进口。

《水污染控制工程》课程设计学院:专业:XX:学号:指导老师:目录引言41设计任务及设计资料5 1.1设计任务与内容51.2设计原始资料51.2.1城市气象资料51.2.2地质资料51.2.3设计规模51.2.4进出水水质62、设计说明书6 2.1去除率的计算62.1.1溶解性BOD的去除率65的去除率:72.1.2 CODr2.1.3.SS的去除率:72.1.4.总氮的去除率:72.1.5.磷酸盐的去除率82.2城市污水处理工艺选择82.3、污水厂总平面图的布置92.4、处理构筑物设计流量(二级)92.5、污水处理构筑物设计92.5.1.中格栅和提升泵房(两者合建在一起)9 2.5.2、沉沙池102.5.3、厌氧池112.5.4、缺氧池112.5.5、好氧曝气池112.5.6、二沉池122.6、污泥处理构筑物的设计计算122.6.1污泥泵房122.6.2污泥浓缩池122.7、污水厂平面,高程布置132.7.1平面布置132.7.2管线布置132.7.3 高程布置143 污水厂设计计算书14 3.1污水处理构筑物设计计算143.1.1泵前中格栅143.1.2污水提升泵房163.1.3、泵后细格栅173.1.3、沉砂池183.1.4、厌氧池203.1.5、缺氧池计算203.1.6、好氧曝气池的设计计算213.1.8、二沉池283.2 污泥处理部分构筑物计算313.2.1污泥浓缩池设计计算:313.3、高程计算363.3.1污水处理部分高程计算:363.3.2高程图见CAD图363.3.3污水处理厂工艺流程图与总平面布置图36参考文献37XX市污水处理厂A/A/O工艺设计作者:闫赛红,指导教师:孙丰霞(XX农业大学资源与环境学院)【摘要】随着社会进步,人们对于城市污水的处理的要求愈加严格。
除了基本的去除污水中BOD和SS的要求外,通常还要求脱氮除磷,以保护水体环境。
本设计即采用了众多脱氮除磷工艺中较为经济合理的AAO工艺对进入污水厂的污水进行处理。


目录零件加工工艺规程设计 (2)1.1工艺分析及生产类型确定 (2)1.2确定毛皮及毛坯图 (2)1.3确定工艺路线 (3)1.4加工余量、工序尺寸及公差的确定 (4)1.5切削用量的计算 (5)1.5.1工序Ⅰ车削端面、内孔、外圆 (5)1.5.2工序Ⅱ粗、精磨外圆 (8)1.5.3工序Ⅲ钻、铰螺纹孔 (9)1.5.4工序Ⅳ拉键槽 (11)参考文献 (11)零件机械加工工艺规程设计1.1工艺分析及生产类型确定用途:进给齿轮轴在CA6140的进给系统中起着传递的扭矩的作用,所以对其传递精度要求很高即加工精度高。
生产类型:本产品要求年产量为10000件,为大批量生产。
工艺性:本题目CA6140普通车床进给手柄座零件材料灰铸铁, 其力学性能: HBS=200。
毛坯形式为直径76.3mm的型材件,生产批量为1万件/年,生产纲领为大批生产。
零件的主要作用是承载机床进给系统中扭矩和转速的传递。
从零件图上得到安装进给齿轮轴的表面有很高的粗高度要求达到Ra0.4,两端面为Ra3.2,内孔精度为Ra1.6,精度等级为IT8, 外圆表面粗糙度为0.4,需要研磨,螺纹孔倾斜15°,需要专用夹具。
零件的加工表面简单,多采用车削和磨削加工方式。
零件的加工多采用中心孔为基准,定位可靠,基准统一。
进给手柄座的技术要求加工表面尺寸及公差公差及精度等级表面粗糙度两端面φ73 IT9 3.2外圆表面25 IT7 0.4内孔表面φ25 IT8 1.6螺纹孔M10 IT10 6.31.2确定毛坯及毛坯图毛坯:要求为灰铸铁,工件为手柄座,直径最大处73mm,所以为节省材料和提高生产效率取直径为76.3mm厚度为29.14mm的灰铸铁。
1.3 确定工艺路线基准选择粗基准的选择:首先要加工的是端面,打中心孔,用一次粗基准加工最多的表面,将轴的一侧加工出精基准,完成半精车(皆在数控车上完成)保证下步加工的精基准。
精基准的选择:选择上步加工的外圆表面及中心孔可以定其中心为此步加工的精基准,在加工键槽利用半精车加工的位子作为精基准。

一、设备位号按照《化工工艺设计施工图内容和深度统一规定》(HG20519.35-92)的要求,施工图中设备名称应与初步设计所确定的名称一致。
1)设备位号的组成每台设备只编一个位号,由四个单元组成,如下所示:M03101A(1)(2)(3)(4)这四个单元依次是:(1)设备类别代号;(2)设备所在的主项(建筑单体/车间/工段)的编号;(3)主项内同类设备顺序号;(4)相同设备的数量尾号。
(1)设备类别代号按设备类别编制不同的代号,一般取设备英文名称的第一个字母(大写)做代号,具体规定如下:设备类别设备分类代号设备类别设备类别代号塔T过滤器F泵P干燥器D压缩机、风机C换热器E反应器/罐R锅炉B容器(罐、槽)V 火炬、烟囱S起设备L 其它机械M 计量设备W 其它设备X(2)设备所在的主项编号按工程设计总负责人给定的主项编号填写,采用两位数01~ 99。
特殊情况下允许以主项代号作为主项编号。
(3)主项内同类设备顺序号按同类设备在工艺流程中流向及立面位置的先后顺序编写,采用三位 数字,其中第一位数字一般可采用楼层代1开始,后两位为设 备顺序01~99。
(4)相同设备的数量尾号两台或两台以上联时,它们的位号前三项完全相同,用不同的 数量尾号予以区别,按数量和排列顺序依次以大写英A 、B 、C ⋯ 作为每台设备的尾号,在设备中可以写作A/B 或A-C ⋯。
(5)书写方法设备位号在流程图、设备布置图及管道布置图中书写时,在规定的位 置划一线-设备位号线,线上方书设备时可书写 二、管道代号 管道及管件的选用应符合我院管道学习理工管道设计规范》(HGJ8-87)的规定,按照《化工工艺设计施工图内容和深度统一规定》(HG20519.37-92)的要求,管道及仪表流程图中的管道应标注四个部分,即管道号(管段号,由三个单元组成)、管径、管道等级和隔热或隔声代号,总称为管道组合号(管道代号),一般标注在管道的上方,如下图所示:PG03001-100L1B-C(1)(2)(3)(4)(5)(6)管道组合号(管道代号)由六个单元组成,这六个单元依次是:(1)物料代号;(2)主项代号;(3)管道顺序号,以上三个单元组成管道号(管段号);(4)管道尺寸;(5)管道等级;(6)隔热或隔声代号。

连杆的机械加⼯⼯艺及夹具设计(含图纸)课程设计说明书课程设计题⽬:连杆的机械加⼯⼯艺及夹具设计(教务处制表)连杆加⼯说明书⽬录⼀、绪论-------------------------------------------------- -----------------------31.1 本课题的意义、⽬的--------------------------------------------------------- 3 1.2 机械制造⼯艺在国内的发展概况----------------------------------------------- 3 1.3 机械制造⼯艺在国外的发展概况----------------------------------------------- 3 1.4 机床夹具的定义及发展趋势--------------------------------------------------- 31.4.1 机床夹具的定义--------------------------------------------------------- 31.4.2 机床夹具的发展趋势----------------------------------------------------- 3 1.5本课题应解决的主要问题及技术要求------------------------------------------- 4 1.5.1本课题的主要问题------------------------------------------------------- 41.5.2本课题的技术要求------------------------------------------------------- 4⼆、零件的⼯艺分析-------------------------------------------------------------- 42.1零件的作⽤----------------------------------------------------------------- 42.2零件的⼯艺分析------------------------------------------------------------- 4三、⼯艺规程的设计--------------------------------------------------------------- 63.1 确定⽑坯的制造形式--------------------------------------------------------- 6 3.2 基准的选择----------------------------------------------------------------- 63.2.1 粗基准的选择----------------------------------------------------------- 63.2.2 精基准的选择----------------------------------------------------------- 6 3.3 ⼯艺路线的拟定及⼯艺⽅案的分析与⽐较--------------------------------------- 63.3.1 ⼯艺路线的拟定--------------------------------------------------------- 63.3.2 ⼯艺⽅案的⽐较与分析--------------------------------------------------- 6 3.4 机械加⼯余量、⼯序尺⼨及⽑坯尺⼨的确定-------------------------------------- 73.4.1 ⽑坯尺⼨的确定,画⽑坯图------------------------------------------------ 73.4.2 加⼯两凸⾯------------------------------------------------------------- 83.4.3 钻φ7.94mm孔------------------------------------------------------ 83.4.4 钻φ3.7mm孔----------------------------------------------------------- 83.4.5 加⼯1mm槽⾯----------------------------------------------------------- 83.4.6 钻φ3.5mm螺纹孔------------------------------------------------------- 83.4.7 钻φ2.5mm孔----------------------------------------------------------- 93.4.8 时间定额计算---------------------------------------------------------- 9四、夹具设计--------------------------------------------------------------------104.1精铣连杆两端⾯的夹具设计----------------------------------------------104.1.1铣床夹具定位⽅案的确定-----------------------------------------------104.1.2 铣床夹具的夹紧机构的确定----------------------------------------------114.1.3铣床夹具对⼑装置的确定------------------------------------------------114.1.4 铣床夹具的结构分析----------------------------------------------------11五、总结----------------------------------------------------------------------- 13六、参考⽂献------------------------------------------------------------------- 14⼀、绪论1.1 本课题的意义、⽬的机械制造业是⼀个古⽼⽽永远充满⽣命⼒的⾏业。
