耐热钢焊接工艺
- 格式:pptx
- 大小:3.53 MB
- 文档页数:23
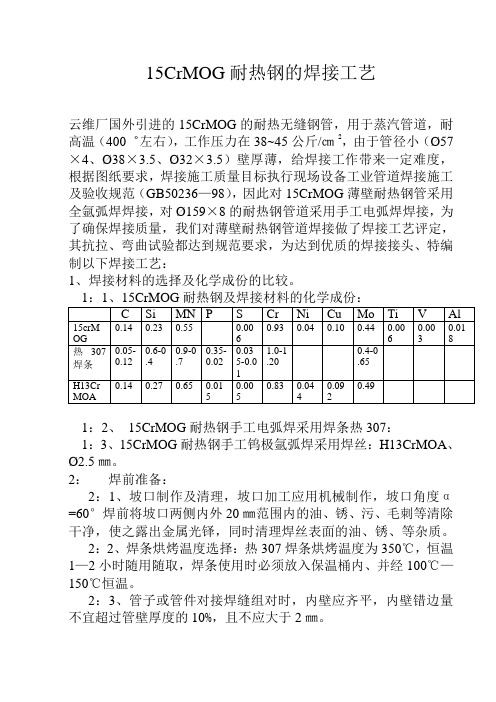
15CrMOG耐热钢的焊接工艺云维厂国外引进的15CrMOG的耐热无缝钢管,用于蒸汽管道,耐高温(400゜左右),工作压力在38~45公斤/㎝2,由于管径小(Ø57×4、Ø38×3.5、Ø32×3.5)壁厚薄,给焊接工作带来一定难度,根据图纸要求,焊接施工质量目标执行现场设备工业管道焊接施工及验收规范(GB50236—98),因此对15CrMOG薄壁耐热钢管采用全氩弧焊焊接,对Ø159×8的耐热钢管道采用手工电弧焊焊接,为了确保焊接质量,我们对薄壁耐热钢管道焊接做了焊接工艺评定,其抗拉、弯曲试验都达到规范要求,为达到优质的焊接接头、特编制以下焊接工艺:1、焊接材料的选择及化学成份的比较。
1:2、15CrMOG耐热钢手工电弧焊采用焊条热307:1:3、15CrMOG耐热钢手工钨极氩弧焊采用焊丝:H13CrMOA、Ø2.5㎜。
2:焊前准备:2:1、坡口制作及清理,坡口加工应用机械制作,坡口角度α=60°焊前将坡口两侧内外20㎜范围内的油、锈、污、毛刺等清除干净,使之露出金属光铎,同时清理焊丝表面的油、锈、等杂质。
2:2、焊条烘烤温度选择:热307焊条烘烤温度为350℃,恒温1—2小时随用随取,焊条使用时必须放入保温桶内、并经100℃—150℃恒温。
2:3、管子或管件对接焊缝组对时,内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且不应大于2㎜。
3:焊接工艺要求:3:1、15CrMOG耐热钢焊接,根据管壁的不同厚度范围,选择不同的予热温度,小管径、薄壁管选择予热温度为150℃—250℃,管道组对定位焊缝也必须采用予热措施,定位焊缝应采用与根部焊道相同的焊接材料和焊接工艺,并应由合格焊工施焊。
3:2、采用氩弧焊时,严格按照工艺指导书的焊接规范施焊,采用小电流短电弧,快速、少摆动的的操作手法、焊丝应在氩气的保护下过度熔滴,并做好管内壁的氩气保护,以免管内氧化。

耐热钢的焊接方法
耐热钢的焊接方法取决于具体的耐热钢材料和焊接要求。
下面列举几种常用的耐热钢的焊接方法:
1. 电弧焊(手工电弧焊和自动电弧焊):这是最常用的耐热钢焊接方法。
根据具体的耐热钢材料和焊接要求,可以选择适合的电弧焊材料和电弧焊工艺。
2. 氩弧焊:氩弧焊通常用于焊接不锈耐热钢。
氩弧焊具有较高的稳定性和焊缝质量,适合要求较高的焊接。
3. 电渣焊:电渣焊通常用于焊接厚板,适用于耐热钢的大尺寸焊接。
4. 焊锡焊接:适用于焊接低温和中温耐热钢。
5. 激光焊接:激光焊接适用于焊接较细小和特殊形状的耐热钢,具有较高的焊接质量和焊接速度。
6. 电子束焊接:适用于需要较高焊接质量和较小热影响区的耐热钢。
在选择耐热钢的焊接方法时,需要综合考虑焊接材料、焊件结构、焊接要求和设备条件等因素。
同时,在焊接过程中,需要注意选用合适的焊接材料和焊接工艺,
确保焊接质量和焊接性能。
最好在进行具体焊接前,咨询专业的工程师或焊接技术人员,以确保选择适合的焊接方法。

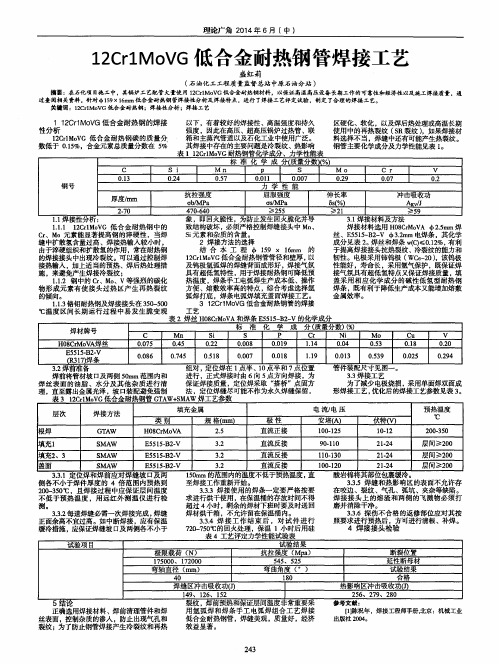
山东省“金蓝领”焊工技师(或高级技师)论文耐热钢薄壁管的TIG焊接工艺作者:单位:日期:耐热钢薄壁管的TIG焊接工艺摘要:通过焊接工艺试验和实践经验,介绍了12cr1MOV耐热钢薄壁管不作焊前预热和焊后热处理,管内不充氩气保护的氩弧焊焊接工艺。
这类耐热钢焊接时的主要问题是焊接接头的热影响区或融合区容易铲射冷裂纹。
为了消除或减少冷裂纹的形成,在设计焊接结构时,要选择合理的结构形式,避免焊接时的应力集中。
要严格清理,清洗焊丝,彻底清理坡口两侧15mm内油垢、铁锈及油漆等,正确选用焊接参数。
要选择合理的焊接顺序,以减少焊接残余应力。
耐热钢薄壁管的 T I G焊接工艺概述:2003年我公司承建的金阳电厂 75T 锅炉安装工程采用了工艺,取得了一次性X射线探伤100%合格的好成绩。
提高了工效,简化了一些对施工不利的工序,改善了施工环境,操作简单方便,节约能源,节省了所有的辅助工时,降低了成本。
特别对于空间位置狭窄的施工环境作业,其优点更为突出。
手工钨极氩弧焊的焊接工艺,一般在焊接过程中,为了防止焊缝根部氧化,要在焊缝背面充注氩气保护。
另外,12Cr1MoV耐热钢在焊接过程中其热影响区具有较大的淬硬倾向,当接头内存在较大的焊接应力和金属中扩散氢含量过高时,较易产生冷裂纹。
因此,通常都采用焊前预热、焊后热处理的工艺。
且浪费极大。
特别在排列密集、空间位置狭窄、高处作业时难度更大。
因此。
我们选用了手工钨极氩弧焊管内不充氩气保护,焊前、焊后均不进行热处理作为课题进行探讨。
对12Cr1Mov薄壁管焊接进行了工艺试验及工艺评定,经检验表明:这种接头性能完全符合国家质量规范要求。
1.焊接机具及焊接材料的选用(1)焊机焊接设备根据实际需要选用150A至300A的直流氩弧焊机。
(2)焊接材料焊接材料包括:焊条、焊丝、气体(氩气纯度为99.5%)焊丝选用时考虑化学成分与母材等同的焊丝。
为减少焊缝金属淬硬倾向,并为取消焊前预热,焊后热处理创造条件,决定选用机械性能和化学成分都较接近母材的Ho8CrMoVA.焊丝熔敷金属化学成分表:表1Ho8CrMoVA熔敷金属化学成分(%)2.焊接工艺试验在制定焊接工艺规程前,对材质的裂纹敏感性Pcm进行了计算。

耐热钢的焊接工艺耐热钢的焊接工艺1.耐热钢的焊接性分析高温下具有足够的强度和抗氧化性的钢称为耐热钢,高温下具有足够的强度和抗氧化性的钢称为耐热钢。
耐热钢按其合金成分不同,可分为低合金(合金的质量分数在5%以下),中合金(合金的质量分数为5%~12%)和高合金(合金的质量分数为12%以上)耐热钢。
耐热钢主要用于重油裂解、煤液化等新工艺所需要更趋高温、高压以及原加氢反应器大型化的设备制造。
以Cr、Mo为主要合金元素的低合金耐热钢,基体组织是珠光体(或珠光体+铁素体)称为珠光体耐热钢,常用钢号有15CrMoR(SA387Cr12)、14Cr1MoR、(SA387 Cr11)12Cr2Mo1R (SA387 Cr22)、12CrMoV、12Cr2MoWVTiB、14MnMov。
由于珠光体耐热钢中含有一定量的Cr、Mo和其它一些合金元素,所以热影响区会产生硬脆的马氏体组织,低温焊接或焊接刚性较大的结构时,易形成冷裂纹。
下面主要讨论低合金耐热钢的焊接工艺。
2.耐热钢的焊接主要的工艺措施(1)预热预热是焊接珠光体耐热钢的重要工艺措施。
为了确保焊接质量,不论在定位焊或正式施焊过程中,焊件都应预热并保持为80~150℃用氩弧焊打底和CO2气体保护焊时,可以降低预热温度或不预热。
(2)焊接材料低合金耐热钢焊接材料的选用原则,焊缝金属的合金成分与强度性能基本上与母材金属相应指标一致,或应达到产品技术条件提出的最低性能指标。
(3)焊后缓冷焊后应立即用石棉布覆盖焊缝及热影响区,使其缓慢冷却。
(4)焊后热处理焊后应立即进行高温回火,防止产生延迟裂纹、消除应力和改善组织。
焊后热处理温度应避免在350~500℃温度区间内进行,因珠光体耐热钢在该温度区间内有强烈的回火脆性现象。
3.典型耐热钢的焊接工艺举例1. 15CrMoR(SA387Cr12)钢的焊接工艺该钢的焊接性良好,焊接时焊条电弧焊可选用R307焊条。
施焊时可选用直流反接,短弧焊接。

耐热钢A335-P22材质在施工现场的焊接本页仅作为文档页封面,使用时可以删除This document is for reference only-rar21year.March耐热钢A335-P22材质在施工现场的焊接摘要 A335-P22(化学成分为-1Mo)是ASME规范的表示方法,在国内表示为12Cr2Mo,属于高温铁素体合金耐热钢。
特点是工艺性能良好,对热处理的加热温度不太敏感,焊接性能也较好,具有良好的塑性,具有抗高温、难腐蚀。
最大的缺点在焊接工艺中具有淬硬性和再热裂纹倾向。
目前,广泛应用于电力、石化行业的超高压蒸汽管道生产工艺中。
以天津石化100万吨/年乙烯装置超高压管道为例,对A335-P22材质的合金耐热钢焊接工艺进行分析,以指导现场焊接施工。
关键词耐热钢管道焊接性能焊接工艺1工程概况天津石化100万吨/年乙烯工程100万吨/年乙烯装置,为全国首套大乙烯工程,具有工程量大、施工工期短、施工难度大、技术,质量要求严格等特点。
其超高压蒸汽管道采用A335-P22无缝钢管,设计温度538℃,操作温度520℃,设计压力1 ,操作压力11MPa。
超高压蒸汽管道主管线贯穿街区主管廊,分散于热区、压缩区、急冷区、冷区,裂解炉区,共计管道延长米公里,共计焊口3300多道。
管道规格:Φ*~Φ610*。
焊接工作主要为A335-P22同材质焊接。
耐热钢焊接作业时间、热处理周期长。
高压管道坡口加工、焊接和安装是整个乙烯装置的重点和难点。
2焊接准备工作材料检验A335-P22无缝钢管在注明标示外,外观与普通的碳钢无缝钢管是一样的,所以在材料的验收、入库、保管、发放,必须严格执行国家的、行业的相关标准、规范及公司的相关规定,认真核对材料的质量证明文件。
材料验收、核对材料证明文件需参照表1和表2数值。
必须做到材料实物与材料证明相符合,并做上合格标记。
根据SH3501的要求,对合金钢管道组成件主体的关键合金部分应采用光谱分析等进行复查。
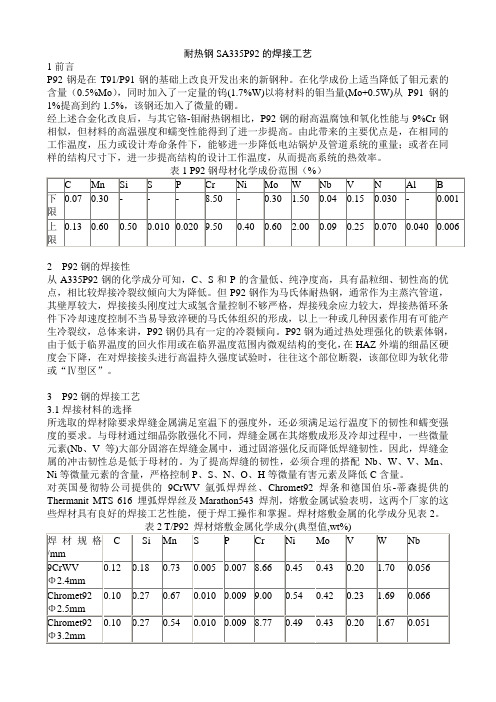
耐热钢SA335P92的焊接工艺1前言P92钢是在T91/P91钢的基础上改良开发出来的新钢种。
在化学成份上适当降低了钼元素的含量(0.5%Mo),同时加入了一定量的钨(1.7%W)以将材料的钼当量(Mo+0.5W)从P91钢的1%提高到约1.5%,该钢还加入了微量的硼。
经上述合金化改良后,与其它铬-钼耐热钢相比,P92钢的耐高温腐蚀和氧化性能与9%Cr钢相似,但材料的高温强度和蠕变性能得到了进一步提高。
由此带来的主要优点是,在相同的工作温度,压力或设计寿命条件下,能够进一步降低电站锅炉及管道系统的重量;或者在同样的结构尺寸下,进一步提高结构的设计工作温度,从而提高系统的热效率。
2P92钢的焊接性从A335P92钢的化学成分可知,C、S和P的含量低、纯净度高,具有晶粒细、韧性高的优点,相比较焊接冷裂纹倾向大为降低。
但P92钢作为马氏体耐热钢,通常作为主蒸汽管道,其壁厚较大,焊接接头刚度过大或氢含量控制不够严格,焊接残余应力较大,焊接热循环条件下冷却速度控制不当易导致淬硬的马氏体组织的形成,以上一种或几种因素作用有可能产生冷裂纹,总体来讲,P92钢仍具有一定的冷裂倾向。
P92钢为通过热处理强化的铁素体钢,由于低于临界温度的回火作用或在临界温度范围内微观结构的变化,在HAZ外端的细晶区硬度会下降,在对焊接接头进行高温持久强度试验时,往往这个部位断裂,该部位即为软化带或“Ⅳ型区”。
3P92钢的焊接工艺3.1焊接材料的选择所选取的焊材除要求焊缝金属满足室温下的强度外,还必须满足运行温度下的韧性和蠕变强度的要求。
与母材通过细晶弥散强化不同,焊缝金属在其熔敷成形及冷却过程中,一些微量元素(Nb、V等)大部分固溶在焊缝金属中,通过固溶强化反而降低焊缝韧性。
因此,焊缝金属的冲击韧性总是低于母材的。
为了提高焊缝的韧性,必须合理的搭配Nb、W、V、Mn、Ni等微量元素的含量,严格控制P、S、N、O、H等微量有害元素及降低C含量。

15CrMo耐热钢焊接性能与焊接工艺尿素合成塔扩建工程,其中用于输送氨介质的工艺管道,设计压力为32MPa,设计温度为220℃,材质有15CrMo、20G,管径有Φ159×28、Φ219×35、Φ273×40等,由于15CrMo合金钢管道焊接难度比较大,焊接工艺要求比较高,以15CrMo合金管道Φ159×28为例,进行焊接性能及焊接工艺评定作如下论述。
.1 15CrMo材料性能、化学成分及焊接性.1.1基本性能及化学成分:15CrMo属于珠光体耐热钢,它以加入铬、钼合金元素为主,合金元素铬能形成致密的氧化膜,提高钢的抗氧化性能,还有阻止石墨化的作用。
钼是耐热钢中的强化元素,形成碳化物的能力比铬弱,钼优先溶入固溶体,强化固溶体。
钼也有阻止石墨化的作用,故应与铬同时加入钢中,以阻止碳的石墨化。
钼的熔点高达2625℃,固溶后可提高钢的再结晶温度,有效地提高钢的高温强度和抗蠕变能力。
钼可以减少钢材的热脆性,还可以提高钢材的抗腐蚀能力。
.1.2焊接性:15CrMo 耐热钢的焊接性与低合金结构钢相近。
因为在钢中加人铬、钼合金元素,使碳当量增加,钢的淬硬倾向增大,提高焊接热影响区的硬度,容易产生焊接冷裂纹。
由于母材与焊缝金属中碳和合金元素含量的差异,当滞后相变的母材热影响区发生奥氏体向马氏体转变时,氢以过饱和状态残存于马氏体中,产生氢致裂纹。
当焊缝金属的含碳量和合金元素较高时,有可能使母材热影响区先于焊缝发生相变,氢就会从热影响区向焊缝扩散,使焊缝中氢处于过饱和。
当焊缝冷却后转变为马氏体组织时,会产生焊缝冷裂纹。
因此在焊接时应进行焊前预热,焊后热处理。
.2焊接工艺.2.1坡口选择及清理:1)坡口选择U形坡口,见下图:2)坡口内外两侧各20mm处的锈、油、污应清除干净。
.2.2焊接方法:采用氩弧焊打底,焊条电弧焊盖面。
.2.3焊材选择:氩弧焊打底焊采用H13CrMoA焊丝,焊条电弧焊填充、盖面采用R307焊条。

3cr2mo焊接工艺-回复标题:[3Cr2Mo焊接工艺]:一个全面的指南一、引言在金属加工和制造行业中,焊接是一种常见的连接方式。
对于特定的合金材料,例如3Cr2Mo,了解其焊接工艺至关重要。
本文将详细介绍3Cr2Mo 焊接工艺,包括材料特性、焊接准备、焊接方法、注意事项等。
二、3Cr2Mo材料特性3Cr2Mo是一种中碳低合金耐热钢,具有良好的综合机械性能和高温强度。
它的主要化学成分是铬(Cr)、钼(Mo)和碳(C)。
其中,铬能提高钢的抗氧化性和抗腐蚀性;钼可以提高钢的高温强度和蠕变强度;碳则可以提高钢的硬度和耐磨性。
三、焊接前的准备工作1. 材料准备:选择适合3Cr2Mo焊接的焊条或焊丝。
常用的有E5015、E7015、ER70S-6等。
2. 工件准备:工件应清洗干净,去除油污、锈蚀和其他杂质,以保证焊接质量。
3. 焊接设备准备:检查焊接设备是否正常运行,如电焊机、焊枪、保护气体供应系统等。
四、焊接方法1. 手工电弧焊:这是一种最常用的焊接方法,适用于各种厚度的3Cr2Mo 材料。
操作时,焊工手持焊条,通过电流产生的电弧来熔化焊条和母材,形成焊缝。
2. 气体保护焊:这种方法使用惰性气体(如氩气)作为保护气氛,防止焊缝被氧化。
它适用于薄板和中厚板的焊接。
3. 埋弧焊:这是一种自动化程度较高的焊接方法,适用于大厚度工件的焊接。
操作时,焊丝在电弧的作用下熔化,并由自动送丝装置连续送入焊缝。
五、焊接注意事项1. 焊接温度:由于3Cr2Mo具有较高的淬硬倾向,因此焊接时应控制好预热和层间温度,避免产生裂纹。
2. 焊接速度:过快的焊接速度可能导致焊缝未充分熔合,过慢的速度可能导致焊缝过热,影响焊接质量。
3. 保护措施:焊接过程中应穿戴防护服、面罩等个人防护装备,防止电弧光和飞溅物对人体造成伤害。
六、焊接后的处理焊接后应及时进行冷却和后热处理,以消除焊接应力和改善焊缝组织。
此外,还应对焊缝进行无损检测,确保焊接质量。
15CrMoG耐热钢管道焊接施工工法一、前言15CrMoG耐热钢是一种钢种,其主要用途是制造高温高压的管道和锅炉等设备。
在实际施工工程中,对于15CrMoG耐热钢管道的焊接施工工法的研究也显得非常必要。
在这篇文章中,我将以15CrMoG耐热钢管道焊接施工工法为主题,详细介绍其施工方法和注意事项。
二、15CrMoG耐热钢管道的焊接介绍1.焊接的基本概念焊接是利用热能(或压力)使金属或非金属材料熔结,并在凝固后形成永久连接的工艺。
焊接分为熔化焊接和非熔化焊接两种,其中熔化焊接又分为电弧焊、气焊、埋弧焊、焊锡和电子束焊等几种。
2.15CrMoG耐热钢管道的材料特性15CrMoG耐热钢具有很高的耐高温、耐高压和抗氧化腐蚀性能。
由于其管道多用于高温高压下,因此焊接质量对管道的安全性和可靠性有着非常重要的影响。
3.15CrMoG耐热钢管道的焊接过程15CrMoG钢管的焊接一般分为两种:手工电弧焊和埋弧焊。
手工电弧焊常用于口径较小(小于φ76mm)或者施工空间受限的场合。
埋弧焊一般常用于口径较大、长度较长或需要高强度的情况下。
在焊接过程中,应根据钢管的不同特性选择合适的焊接工艺,以保证焊缝质量。
三、15CrMoG耐热钢管道的焊接施工工法1.焊接前准备工作在15CrMoG耐热钢管道的焊接前,需要进行一系列的准备工作,包括钢管的清洁、棒材和焊接电流的选择、焊接区的预热等工作。
在选择棒材时,应根据管道的材质、口径、厚度、施工环境等因素综合考虑。
在选择焊接电流时,应根据钢管的不同特性选择适当的焊接电流。
2.焊接工艺的选择在焊接工艺的选择上,通常有手工电弧焊和埋弧焊两种,应根据不同情况选择合适的方法。
当管道口径较大时,可采用埋弧焊;当管道口径较小或管道的位置难以到达时,应采用手工电弧焊。
3.焊接技术的要求在焊接15CrMoG耐热钢管道时,应遵守一定的焊接技术要求,包括施工人员的技术水平、焊接工艺参数的设置、焊接温度的控制等。
珠光体耐热钢焊接工艺一、珠光体耐热钢焊接特点及工艺要点(1)焊接特点珠光体耐热钢属于低合金钢,主要合金元素是铬、钼,还含有少量钨、钒、铌等元素,加热后在空气中冷却具有明显的淬硬倾向,焊接时在焊缝及热影响区易产生硬脆的马氏体组织,这不仅影响焊接接头的力学性能,还会产生很大的内应力,常导致焊缝和热影响区出现冷裂纹。
硬化倾向还与下列因素有关:钢中碳、铬含量,构件厚度、刚性及焊件拘束度等。
焊接时预热是防止冷裂纹的有效措施,焊件未预热或预热温度太低,工件冷却速度加快都会加重焊缝及热影响区硬化。
(2)工艺要点及焊料选择①焊接过程中,应保持焊件温度不低于预热温度(包括多层焊时的层间温度)。
焊接过程中尽量避免中断,不得已中断时,应保证焊件缓慢冷却,重新施焊前仍需预热。
②焊件厚度较大时,可采用短道焊,使被焊的这一段焊缝在较短时间内重复加热,目的是为了使焊缝及热影响区缓慢冷却。
③焊缝正面的余高不宜太高。
④保持在自由状态下焊接。
由于铬钼耐热钢裂纹倾向比较大,故在焊接时应严格遵守焊接程序,收缩量大的焊缝先焊,尽量减少拘束度。
⑤焊后缓冷。
焊后缓冷是必须遵守原则,一般是焊后立即用石板布等保温材料覆盖在焊缝及近缝区,覆盖务必严实,确保缓冷。
⑥焊后热处理,防止延迟裂纹,消除应力,改善组织。
对于厚壁容器及管道,焊后常进行高温回火。
⑦焊条选择,摘自钢制压力容器焊接规程JB/T 4709-92、工业金属管道施工规范GB 50236-1997二、典型珠光体耐热钢的显微组织观察本实验所采用的珠光体耐热钢为2.25Cr-1Mo、12CrMoV(C=0.15%,M=0.6%,Cr=1.2%,Mo=0.3%,V=0.3%)等。
显微组织观察是研究材料内部组织最重要的方法,用光学显微镜观察研究任何材料的显微组织,一般要分三个步骤进行:抛光所截取试样的截面,采用适当的腐蚀剂显示显微组织,用显微镜观察和分析试样的显微组织。
采用气割或机械加工方法切下大块试样,取下的试样还要去除不必要的部分,之后进行试样的平整、磨光、抛光、浸蚀等一系列加工。

15CrMoG耐热钢管道焊接施工工法15CrMoG耐热钢管道焊接施工工法一、前言15CrMoG耐热钢管道是一种常用于高温高压工况下的管道材料,其焊接施工工法对于确保管道的质量和安全至关重要。
本文将介绍15CrMoG耐热钢管道焊接施工工法的特点、适应范围、工艺原理、施工工艺、劳动组织、机具设备、质量控制、安全措施、经济技术分析以及工程实例。
二、工法特点15CrMoG耐热钢管道焊接施工工法具有以下特点:1. 施工技术成熟:在实际工程中长期验证的施工方法,具有较高的可靠性和可行性。
2. 适用范围广:适用于各种工况下的15CrMoG耐热钢管道焊接施工,包括高温高压、腐蚀性介质等工况。
3. 施工效率高:采用高效的工艺流程和机械化作业,能够提高施工效率,节约时间和成本。
三、适应范围15CrMoG耐热钢管道焊接施工工法适用于以下范围:1. 高温高压工况下的管道系统,如石油、化工、电力等行业。
2. 各种管道直埋、架空、穿越、跨越等工程。
3. 不锈钢、合金钢、碳钢等不同材质的管道。
四、工艺原理15CrMoG耐热钢管道焊接施工工法的工艺原理与实际工程之间的联系包括以下几个方面:1. 确定焊接方法:根据管道材质和工况要求,选择合适的焊接方法,包括手工焊、自动焊、气焊等。
2. 材料准备:对15CrMoG耐热钢材料进行质量检测和预处理,包括清洁、去油、打磨等。
3.焊接接头设计:根据管道布置和连接要求,设计合适的焊接接头形式,如对接焊、角焊、弯头焊等。
4. 焊接工艺参数确定:根据工程要求和焊接材料的性能,确定合适的焊接电流、电压、速度等参数。
5. 焊接质量控制:采取合适的焊接工艺措施,如预热、焊接顺序、填充材料等,确保焊接质量达到设计要求。
五、施工工艺15CrMoG耐热钢管道焊接施工工法的施工工艺包括以下阶段:1. 材料准备:对管道材料进行检查和预处理,包括清理、切割、划线等。
2. 焊接接头设计和制作:根据实际布置要求和设计要求,对管道进行切割、倒角、坡口制作等。