各国表面粗糙度等级对照表
- 格式:pdf
- 大小:39.90 KB
- 文档页数:1

中日粗糙度对照表中美表面粗糙度对照表
中国旧标准 ( 光洁度 ) 中国新标
准 ( 粗
糙度 )Ra
美国标
准 (微
米 ),
Ra
美国标准
( 微英
寸 ),Ra
▽ 4 6.3 8.00 320 6.30 250
▽ 5 3.2 5.00 200 4.00 160 3.20 125
▽ 6 1.6 2.50 100 2.00 80 1.60 63
▽ 7 0.8 1.25 50 1.00 40 0.80 32
▽ 8 0.4 0.63 25 0.50 20 0.40 16
中美表面粗糙度对照表
中美表面粗糙度对照表
中国旧标准
( 光洁度)
中国新标准( 粗糙度)Ra 美国标准(微米 ),Ra 美国标准( 微英寸),Ra
▽ 4 6.3 8.00 320 6.30 250
▽ 5 3.2 5.00 200 4.00 160 3.20 125
▽ 6 1.6 2.50 100 2.00 80 1.60 63
▽7 0.8 1.25 50 1.00 40 0.80 32
▽8 0.4 0.63 25 0.50 20 0.40 16
欧洲粗糙度标注
N12 50
N11 25
N10 12.5
N9 6.3
N8 3.2
N7 1.6
N6 0.8
N5 0.4
N4 0.2
N3 0.1
N2 0.05
N1 0.025
粗糙度分级和我国一样,只是符号不同.
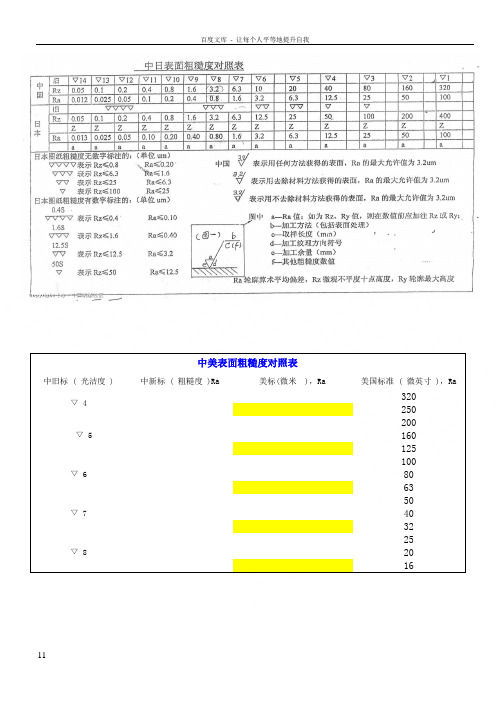
倒三角的标注和俩个、三个连续倒三角的的标注是表面粗糙度,是日本旧标注法,倒三角相当于25,12.5;俩个连续倒三角相当于6.3,3.2;三个连续倒三角相当于1.6,0.8,0.4。


中美表面粗糙度对照表中旧标( 光洁度) 中新标( 粗糙度)Ra 美标(微米),Ra 美国标准( 微英寸),Ra ▽4 6.38.00 3206.30 250▽5 3.2 5.00 200 4.00 160 3.20 125▽6 1.6 2.50 100 2.00 80 1.60 63▽7 0.81.25 501.00 400.80 32▽8 0.4 0.63 25 0.50 20 0.40 16Ra: 轮廓算术平均偏差在取样长度内轮廓偏距绝对值的算术平均值Rz:微观不平度十点高度在取样长度内五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
在设计零件时,表面粗糙度数值的选择,是根据零件在机器中的作用决定的。
总的原则是:在保证满足技术要求的前提下,选用较大的表面粗糙度数值。
具体选择时,可以参考下述原则:(1)工作表面比非工作表面的粗糙度数值小。
(2)摩擦表面比不摩擦表面的粗糙度数值小。
摩擦表面的摩擦速度愈高,所受的单位压力愈大,则应愈高;滚动磨擦表面比滑动磨擦表面要求粗糙度数值小。
(3)对间隙配合,配合间隙愈小,粗糙度数值应愈小;对过盈配合,为保证连接强度的牢固可靠,载荷愈大,要求粗糙度数值愈小。
一般情况间隙配合比过盈酝合粗糙度数值要小。
(4)配合表面的粗糙度应与其尺寸精度要求相当。
配合性质相同时,零件尺寸愈小,则应粗糙度数值愈小;同一精度等级,小尺寸比大尺寸要粗糙度数值小,轴比孔要粗糙度数值小(特别是IT8~IT5的精度)。
(5)受周期性载荷的表面及可能会发生应力集中的内圆角、凹稽处粗糙度数值应较小。
一般零件只要标注Ra(轮廓算术平均偏差)就可以了,对于有密封要求的零件部位,通常须同时标注Ra(轮廓算术平均偏差)和Rz(微观不平度十点高度)个人认为,通过切削加工的表面标注用Ra,通过抛光等加工方法得到的表面用Rz表示两者的作用相近, 可相互转化. 根据不同国家其使用情况不同. 国内和北美目前采用Ra, 而欧洲国家一般采用Rz.示意图如下一般的书籍都推荐表面粗糙度大的(12.5)和小的(0.025)用RZ,其余用Ra表面光洁度与粗糙度Ra、Rz数值换算表。


中国与美国的表面粗糙度光洁度对照表Standardization of sany group #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#Surface Roughness Standard China vs US有Ra,Rz,Ry 之分,据GB 3505摘录:There are 3 different parameters to determine the roughness Ra,Rz and Ry, according to GB3505,表面粗糙度参数及其数值(Surface Roughness Parameters and their Value s)常用的3个分别是:轮廓算数平均偏差(Ra)--arithmetical mean deviation of the profile;微观不平度十点高度(Rz)--the point height of irregularities;轮廓最大高度(Ry)--maximum height of the profileRa--在取样长度L内轮廓偏距绝对值的算术平均值。
Ra is arithmetic average of absolute values over the entire sampling length (L)Rz--在取样长度内5个最大的轮廓峰高的平均值与5个最大的轮廓谷深的平均值之和。
Average summary of the five highest peaks and lowest valleys over the entire sampling length (L)Ry--在取样长度L内轮廓峰顶线和轮廓谷底线之间的距离。
Distance between maximum peak height and maximum valley depth over th e entire sampling length (L)如果图面没标注粗糙度选用Ra /Rz /Ry 的情况下默认为Ra。

word资料下载可编辑中日表面粗糙度对照表IS▽ i4 ▽ 13▽ 12▽ 11 ▽ 10▽9 ▽8 ▽ 7 ▽6▽5▽4▽3▽2 J▽ 1Rz0.05 0.1 0.2 0.4 0.81.6 3.2D 6.3 10 20 40 80 160 320 R Q 0.012 0.025 0.05 0.1 0.2 0.40.8 1.6 3.2 6.3 12.5 25 501C •:13 W V V 7 7 7 W W ▽ ▽Rz 0.05 0.1 0.2 0.4 0.81.6 3.2 6.3 12.5 25 5Q 100 200 400 z Z Z Z Z Z Z Z Z Z Z Z Z Z Ra 0.013 0.025 0.05 0.10 0.20 0.40 0.80 1.63.2 6.3 12.5 25 50 100a a a a a aaaaaaaaa中 国 日 本 日本田紙粗糙度无数字标注的« ▽"W57表示 RzW0・8 ▽W 哀示RzW6・3 W 友示RzW25 ▽表示 RzWlOO (单位uin)、Ra<0.20 ・ 京心・6R H W6・3 R(I W25 中国 \/表示用任何方法获得的表而,Ra 的最大允许值为3.2um V费 表示用不去除材料方法获得的表面,Ra 的最大允许值为3・2iim表示用去除材料方法获得的表面.Ra 的垠大允许伯为3.2um v V W 表示RzW0・4 Ra^O.lO 1.6S表示RzC1.6 Ra^0.4012.5SW 表示 RzW12.5 Ra^3.250S▽ 表示RzW50 RaW12.5、专V 对0「厂▲严—屮£1申出竝 日木圈纸粗糙度有数字标注的:(单位um ) 0.4S ・图中 n —Rn 值:如为Rz 、Ry 伯:,则在数值前应加注Rz 或Ry ; b —加工方法(包括•农而处现) c —取样长度(mm ) , 、• ' d —加工纹理方向符号 e —加工余fit (mm ) —其他粗糙度数值RT 轮畑算术平均偏差.Rz 微观不平度十点rffi 度,Ry 轮那地大髙度中美表面粗糙度对照表中旧标(光洁度) 中新标(粗糙度)Ra美标(微米)> Ra 美国标准(微英寸),Ra& 00 6. 30 3.25. 004.001.63. 20 2. 50 2. 00 0.81.60 1.25 1.000.4320 250 200 160 125 100 80 63 50 40 32 25 20 16word资料下載可編辑第3蛋公塑配合、形位公力及卷面祖報度表1-3 26各国表面粗槌度(光洁度)代号与鑒数数值的对照V国国血GB )031 S 3ISOR. R.或心老标准等级11I11代号 代号0-0120. 05 VJ40. 025 C. 0120. 1 ▽ 13 N10. 05 S 02S 0.2▽ 12N20. 1 0・05 04VIIN30・2 0. 1 0. 8VJON40・1 0.2 1. 6▽9 MS0・8 a 4 3. 2N61.6 0.S fi. 3 ▽ 7 N73-2 1. 6 12- 5 63 ▽ G N8& 33・22512. 5 V5N912-56・35025▽ 4N1025 12.5 100 50 ▽3 Nil50 25 200 10ft ▽ 2 N12100 50 d00 200 VI表 面 tJI 光 數 值 利 代 标淮 代吕 英 他ASAU46M982tnhi (/irn )1(0. 035)廻国DJNd763<1972)幹级 代号0. 042(0. 05)3S ・ 08.) 4(0』)5仁)【125)6(0・ “0)8(<)・ 20) 10《()・25) 13“・32》 16(.1). 40) 20(0・ 5(025(O ・63> 40( I)§0C].型 68(1 - 60) 30(2)100(2. 5)125(3. 2)M0(彳) 200(fi) 25O(G ・ 3)320(8〉400(10)5(>n(12・ 5) 600(16〉 8()0 <20^ 1000(25?^0.0120. 0250- 040 0. 063 0. )0 0-16 0. 25 a 40 0・63hO 1. G2、54-0 G. 3 10162540631001602500. 0061(>U16025040063010000- 10> > r >0. JC0.05aD ・20a0・40a0・80a6 3J. 60a0^ 0125a 0. 025a0.(】・4zU ・4,0. 8?3.Z26- 3s12. 5z<18^ > 25s 25z<35s)5Cs SDz?0z (70s) lOOz1005标记 示例尺mu)本OGOI-197G1. 6z3・2a〔!BQ Cl 00a)noz200z 280z560zJ40s 200s400s560s注,①GB 1031-83使用中,表®(机糙度的您用参数徂范固内为0. 025〜6・3pnx •乩为S 100-25pm ).推荐优先 选用R“ -般旧标椎S712推荐用RS -V3,V13~V14推荐用R”在轴承、仪我和木材制品中多 用参散gRa:轮廓算术平均偏差在取样长度轮廓偏距绝对值的算术平均值Rz:微观不平度十点高度在取样长度五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。

中美表面粗糙度对照表中旧标 ( 光洁度 ) 中新标 ( 粗糙度 )Ra 美标(微米 ),Ra 美国标准 ( 微英寸 ),Ra▽ 4 320 250▽ 5 200 160 125▽ 6 100 80 63▽ 7 50 40 32▽ 8 25 20 16Ra: 轮廓算术平均偏差在取样长度内轮廓偏距绝对值的算术平均值Rz:微观不平度十点高度在取样长度内五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
在设计零件时,表面粗糙度数值的选择,是根据零件在机器中的作用决定的。
总的原则是:在保证满足技术要求的前提下,选用较大的表面粗糙度数值。
具体选择时,可以参考下述原则:(1)工作表面比非工作表面的粗糙度数值小。
(2)摩擦表面比不摩擦表面的粗糙度数值小。
摩擦表面的摩擦速度愈高,所受的单位压力愈大,则应愈高;滚动磨擦表面比滑动磨擦表面要求粗糙度数值小。
(3)对间隙配合,配合间隙愈小,粗糙度数值应愈小;对过盈配合,为保证连接强度的牢固可靠,载荷愈大,要求粗糙度数值愈小。
一般情况间隙配合比过盈酝合粗糙度数值要小。
(4)配合表面的粗糙度应与其尺寸精度要求相当。
配合性质相同时,零件尺寸愈小,则应粗糙度数值愈小;同一精度等级,小尺寸比大尺寸要粗糙度数值小,轴比孔要粗糙度数值小(特别是IT8~IT5的精度)。
(5)受周期性载荷的表面及可能会发生应力集中的内圆角、凹稽处粗糙度数值应较小。
一般零件只要标注Ra(轮廓算术平均偏差)就可以了,对于有密封要求的零件部位,通常须同时标注Ra(轮廓算术平均偏差)和Rz(微观不平度十点高度)个人认为,通过切削加工的表面标注用Ra,通过抛光等加工方法得到的表面用Rz表示两者的作用相近, 可相互转化. 根据不同国家其使用情况不同. 国内和北美目前采用Ra, 而欧洲国家一般采用Rz.示意图如下一般的书籍都推荐表面粗糙度大的()和小的()用RZ,其余用Ra表面光洁度与粗糙度Ra、Rz数值换算表(1)轮廓算术平均偏差Ra。
word资料下载可编辑中日表面粗糙度对照表IS▽ i4 ▽ 13▽ 12▽ 11 ▽ 10▽9 ▽8 ▽ 7 ▽6▽5▽4▽3▽2 J▽ 1Rz0.05 0.1 0.2 0.4 0.81.6 3.2D 6.3 10 20 40 80 160 320 R Q 0.012 0.025 0.05 0.1 0.2 0.40.8 1.6 3.2 6.3 12.5 25 501C •:13 W V V 7 7 7 W W ▽ ▽Rz 0.05 0.1 0.2 0.4 0.81.6 3.2 6.3 12.5 25 5Q 100 200 400 z Z Z Z Z Z Z Z Z Z Z Z Z Z Ra 0.013 0.025 0.05 0.10 0.20 0.40 0.80 1.63.2 6.3 12.5 25 50 100a a a a a aaaaaaaaa中 国 日 本 日本田紙粗糙度无数字标注的« ▽"W57表示 RzW0・8 ▽W 哀示RzW6・3 W 友示RzW25 ▽表示 RzWlOO (单位uin)、Ra<0.20 ・ 京心・6R H W6・3 R(I W25 中国 \/表示用任何方法获得的表而,Ra 的最大允许值为3.2um V费 表示用不去除材料方法获得的表面,Ra 的最大允许值为3・2iim表示用去除材料方法获得的表面.Ra 的垠大允许伯为3.2um v V W 表示RzW0・4 Ra^O.lO 1.6S表示RzC1.6 Ra^0.4012.5SW 表示 RzW12.5 Ra^3.250S▽ 表示RzW50 RaW12.5、专V 对0「厂▲严—屮£1申出竝 日木圈纸粗糙度有数字标注的:(单位um ) 0.4S ・图中 n —Rn 值:如为Rz 、Ry 伯:,则在数值前应加注Rz 或Ry ; b —加工方法(包括•农而处现) c —取样长度(mm ) , 、• ' d —加工纹理方向符号 e —加工余fit (mm ) —其他粗糙度数值RT 轮畑算术平均偏差.Rz 微观不平度十点rffi 度,Ry 轮那地大髙度中美表面粗糙度对照表中旧标(光洁度) 中新标(粗糙度)Ra美标(微米)> Ra 美国标准(微英寸),Ra& 00 6. 30 3.25. 004.001.63. 20 2. 50 2. 00 0.81.60 1.25 1.000.4320 250 200 160 125 100 80 63 50 40 32 25 20 16word资料下載可編辑第3蛋公塑配合、形位公力及卷面祖報度表1-3 26各国表面粗槌度(光洁度)代号与鑒数数值的对照V国国血GB )031 S 3ISOR. R.或心老标准等级11I11代号 代号0-0120. 05 VJ40. 025 C. 0120. 1 ▽ 13 N10. 05 S 02S 0.2▽ 12N20. 1 0・05 04VIIN30・2 0. 1 0. 8VJON40・1 0.2 1. 6▽9 MS0・8 a 4 3. 2N61.6 0.S fi. 3 ▽ 7 N73-2 1. 6 12- 5 63 ▽ G N8& 33・22512. 5 V5N912-56・35025▽ 4N1025 12.5 100 50 ▽3 Nil50 25 200 10ft ▽ 2 N12100 50 d00 200 VI表 面 tJI 光 數 值 利 代 标淮 代吕 英 他ASAU46M982tnhi (/irn )1(0. 035)廻国DJNd763<1972)幹级 代号0. 042(0. 05)3S ・ 08.) 4(0』)5仁)【125)6(0・ “0)8(<)・ 20) 10《()・25) 13“・32》 16(.1). 40) 20(0・ 5(025(O ・63> 40( I)§0C].型 68(1 - 60) 30(2)100(2. 5)125(3. 2)M0(彳) 200(fi) 25O(G ・ 3)320(8〉400(10)5(>n(12・ 5) 600(16〉 8()0 <20^ 1000(25?^0.0120. 0250- 040 0. 063 0. )0 0-16 0. 25 a 40 0・63hO 1. G2、54-0 G. 3 10162540631001602500. 0061(>U16025040063010000- 10> > r >0. JC0.05aD ・20a0・40a0・80a6 3J. 60a0^ 0125a 0. 025a0.(】・4zU ・4,0. 8?3.Z26- 3s12. 5z<18^ > 25s 25z<35s)5Cs SDz?0z (70s) lOOz1005标记 示例尺mu)本OGOI-197G1. 6z3・2a〔!BQ Cl 00a)noz200z 280z560zJ40s 200s400s560s注,①GB 1031-83使用中,表®(机糙度的您用参数徂范固内为0. 025〜6・3pnx •乩为S 100-25pm ).推荐优先 选用R“ -般旧标椎S712推荐用RS -V3,V13~V14推荐用R”在轴承、仪我和木材制品中多 用参散gRa:轮廓算术平均偏差在取样长度轮廓偏距绝对值的算术平均值Rz:微观不平度十点高度在取样长度五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。

镜面0.006微米雾状镜面0.012镜状光泽面0.025亮光泽面0.05暗光泽面0.1不可见加工痕迹的方向0.2可见加工痕迹方向0.8微见加工痕迹方向0.4看不清加工痕迹方向 1.6微见加工痕迹方向 3.2可见加工痕迹方向 6.3微见刀痕12.51级Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用2级Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等3级Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面4级Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等5级Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面6级Ra值不大于\μm=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V 型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面7级Ra值不大于\μm=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等8级Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和轴用量规的测量表面9级Ra值不大于\μm=0.2表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。

中美表面粗糙度对照表中旧标 ( 光洁度 ) 中新标 ( 粗糙度 )Ra 美标(微米 ),Ra 美国标准 ( 微英寸 ),Ra▽ 4 6.3 8.00 320 6.30 250▽ 5 3.2 5.00 200 4.00 160 3.20 125▽ 6 1.6 2.50 100 2.00 80 1.60 63▽ 7 0.8 1.25 50 1.00 40 0.80 32▽ 8 0.4 0.63 25 0.50 20 0.40 16Ra: 轮廓算术平均偏差在取样长度轮廓偏距绝对值的算术平均值Rz:微观不平度十点高度在取样长度五个最大的轮廓峰高的平均值与五个最大的轮廓谷深的平均值之和。
在设计零件时,表面粗糙度数值的选择,是根据零件在机器中的作用决定的。
总的原则是:在保证满足技术要求的前提下,选用较大的表面粗糙度数值。
具体选择时,可以参考下述原则:(1)工作表面比非工作表面的粗糙度数值小。
(2)摩擦表面比不摩擦表面的粗糙度数值小。
摩擦表面的摩擦速度愈高,所受的单位压力愈大,则应愈高;滚动磨擦表面比滑动磨擦表面要求粗糙度数值小。
(3)对间隙配合,配合间隙愈小,粗糙度数值应愈小;对过盈配合,为保证连接强度的牢固可靠,载荷愈大,要求粗糙度数值愈小。
一般情况间隙配合比过盈酝合粗糙度数值要小。
(4)配合表面的粗糙度应与其尺寸精度要求相当。
配合性质相同时,零件尺寸愈小,则应粗糙度数值愈小;同一精度等级,小尺寸比大尺寸要粗糙度数值小,轴比孔要粗糙度数值小(特别是IT8~IT5的精度)。
(5)受周期性载荷的表面及可能会发生应力集中的圆角、凹稽处粗糙度数值应较小。
一般零件只要标注Ra(轮廓算术平均偏差)就可以了,对于有密封要求的零件部位,通常须同时标注Ra(轮廓算术平均偏差)和Rz(微观不平度十点高度)个人认为,通过切削加工的表面标注用Ra,通过抛光等加工方法得到的表面用Rz表示两者的作用相近, 可相互转化. 根据不同国家其使用情况不同. 国和北美目前采用Ra, 而欧洲国家一般采用Rz.示意图如下一般的书籍都推荐表面粗糙度大的(12.5)和小的(0.025)用RZ,其余用Ra表面光洁度与粗糙度Ra、Rz数值换算表(1)轮廓算术平均偏差Ra。
