
机械制造习题讲解公司内部档案编码:[OPPTR-OPPT28-OPPTL98-OPPNN08]
5-12
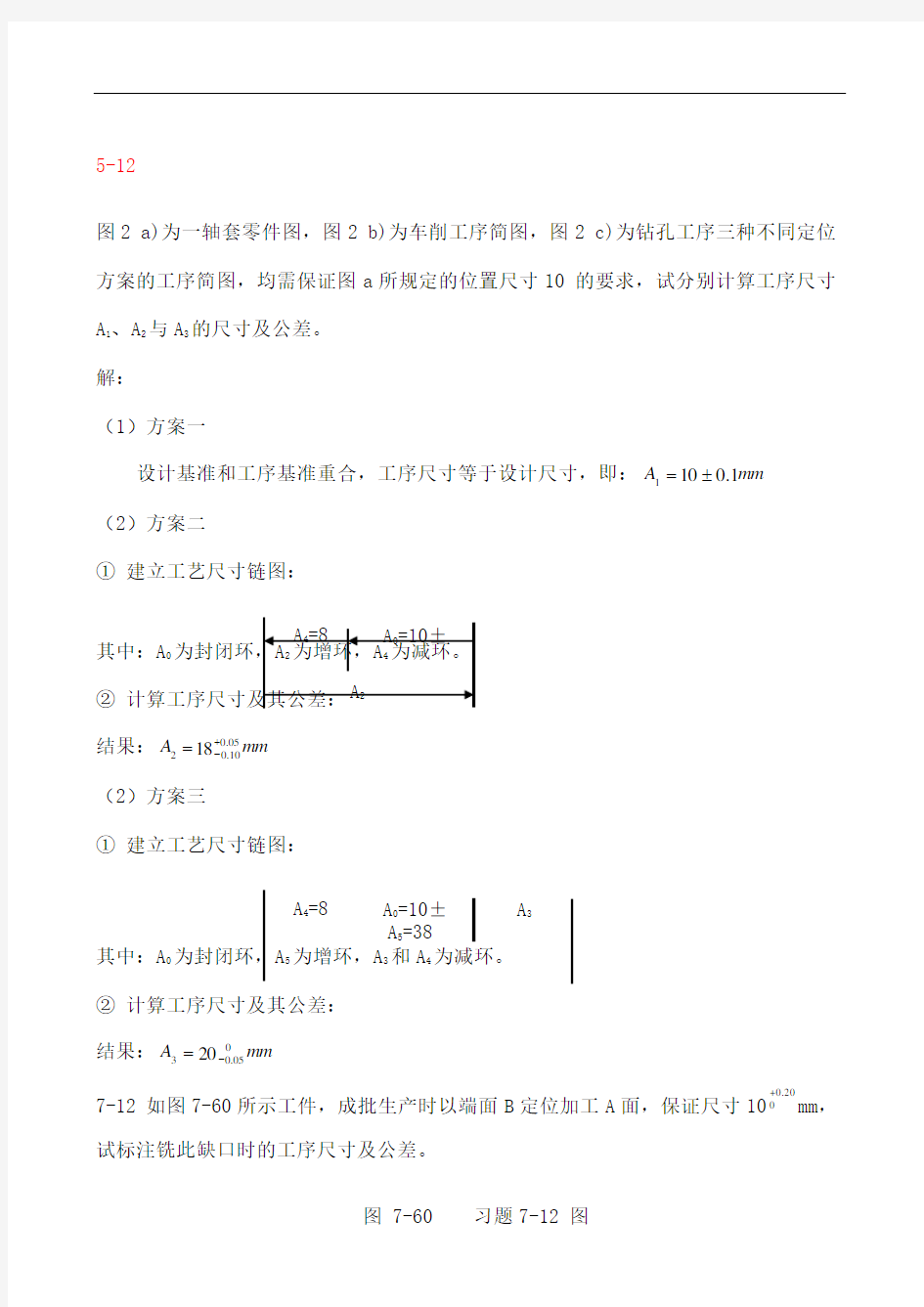
图2 a)为一轴套零件图,图2 b)为车削工序简图,图2 c)为钻孔工序三种不同定位方案的工序简图,均需保证图a 所规定的位置尺寸10 的要求,试分别计算工序尺寸A 1、A 2与A 3的尺寸及公差。 解: (1)方案一
设计基准和工序基准重合,工序尺寸等于设计尺寸,即:mm A 1.0101±= (2)方案二
① 建立工艺尺寸链图:
其中:A 0
② 结果:mm A 05
.010.0218+-=
(2)方案三
① 建立工艺尺寸链图:
其中:A 0为封闭环,A 5为增环,A 3和A 4为减环。
② 计算工序尺寸及其公差:
结果:mm A 0
05.0320-=
7-12 如图7-60所示工件,成批生产时以端面B 定位加工A 面,保证尺寸1020
.0+0
mm ,
试标注铣此缺口时的工序尺寸及公差。
A 0=10±
A 4=8
A 3 A 5=38
图 7-60 习题7-12 图
解:
1)建立尺寸链
2)计算
尺寸20.0010+为封闭环;尺寸A
∴mm A 10
.005.040++=
7-13 如图7-61所示零件的部分工艺过程为:以端面B 及外圆定位粗车端面A ,留精车余量镗内孔至C 面。然后以尺寸60005.0-mm 定距装刀精车A 。孔的深度要求为(22±)mm 。试标出粗车端面A 及镗内孔深度的工序尺寸L 1、L 2及其公差。
5-14 加工如图7-62 a 所示零件的轴向尺寸50010.0-mm ,25030.0-mm 及54
.
00+mm ,其有关工序如图b 、c 所示,试求工序尺寸A 1、A 2、A 3及其偏差。
解:
(1)
以大端面为基准加工小端面,则对尺寸50
010
.0-mm 而言,设计基准和工序基准重
合,所以工序尺寸等于设计尺寸,即:50
1=A 010
.0-mm 。
(2)
加工内孔深度是以小端面为工序定位基准,A 3工序尺寸必须保证尺寸25
030
.0-mm ,即可以建立如下尺寸链:A 2=3001.0+ A 3=250
2
.0+
1为封闭环,工序尺寸A 及尺寸20
结果:A 1
.02.044+-=图 7-61 习题7-13 图 图7-62 习题7-14 图
2、下图所示为轴套零件,在车床上已加工好外圆、内孔及各端面,现欲在铣床上铣出右端槽,并保证尺寸:006.05-mm 及2.026±mm 。求试切时调整刀具的测量尺寸H 、A 及其上、下偏差。 解:
(1)铣槽时,径向尺寸006.05-mm 不便于直接测量,只能通过测量尺寸H 来控制调刀,并间接保证尺寸006.05-mm (应为尺寸链封闭环),作出尺寸链图:
结果:mm H 02.006.025--=
(2
A 来控制调
刀,并间接保证尺寸2.026±mm (应为尺寸链封闭环),作出尺寸链图:
结果:mm A 1
.005.06++=