基于光纤传感器的表面粗糙度在线检测研究
- 格式:pdf
- 大小:400.70 KB
- 文档页数:6
光纤传感器测量表面粗糙度
周毅;晏克俊;等
【期刊名称】《石油仪器》
【年(卷),期】2000(014)006
【摘要】文章在阐述光纤传感器非接触测量表面粗糙度测量原理的基础上,运用傅立叶非相干光成象原理,建立了测量物理模型,确定了传感器的输出值与被测参数间的关系。
在传感器探头设计方法,成功地消除了光纤测头到被测表面距离变动和环境的杂散光线对输出的影响。
通过试验证明理论分析与试验结果相符。
【总页数】3页(P42-44)
【作者】周毅;晏克俊;等
【作者单位】西安理工大学精密仪器系
【正文语种】中文
【中图分类】TE84
【相关文献】
1.测量表面粗糙度的新型光纤传感器 [J], 田继成;丁志华
2.光纤传感器用于内表面粗糙度的测量 [J], 袁杭筠;秦惠明
3.利用人工神经网络的测量表面粗糙度和位移的光纤传感器 [J], Zhang.,K;谷宪
4.准直光纤传感器比值差动法测量表面粗糙度 [J], 裘祖荣;丁志华;田继成
5.用于测量表面粗糙度的漫射反射比光纤传感器 [J], 王廷津;徐建强;史伟;马裕民因版权原因,仅展示原文概要,查看原文内容请购买。
表面粗糙度的光纤传感测量方法孙俊卿中国民航学院摘要:表面粗糙度的光纤传感测量方法,具有非接触、快速和在线测量的优点。
测量表面粗糙度的光纤传感嚣可以分为三类:反射型、漫射反射比型和干涉型。
本文介绍了这三种传感器的结构和测量原理。
关键词:表面粗糙度光镶传感毁测量iOptiGaIFiberSensingMethodofMeasuringSurfaceRoughnessSunJunqingCivilAviationUnivers姆ofChinaAbstract:Theopticalfibers∞slngmethodofmeasuringsurfaceroughnesshastheadvantagesofmdividednon-contact,highspeedandowline.Theopnca]fibersensorsofmeasuringsurf∞eroughnessintothroe嘴:∞m嘲ratioofdiffusedreflectionandinterfering,Thestructuresand州nciplesofthethreesensorsarcpn∞'ntcdmthispalⅪ=r.Keywor如:¥urfa∞roughness,opticalfibersonsor,measurement.1.引言光纤传感技术在表面粗糙度测量中的应用,为表面粗糙度的非接触、快速和在线测量提供了可能。
在光纤传感测量表面粗糙度的研究领域中,光纤传感器的结构和测量原理是研究的焦点之一,国内文献已有许多这方面的报道【1I--[61。
但就其测量原理来讲,可分为三类:反射型、漫射反射比型和干涉型。
下面介绍这三种光纤传感器的测量原理和结构。
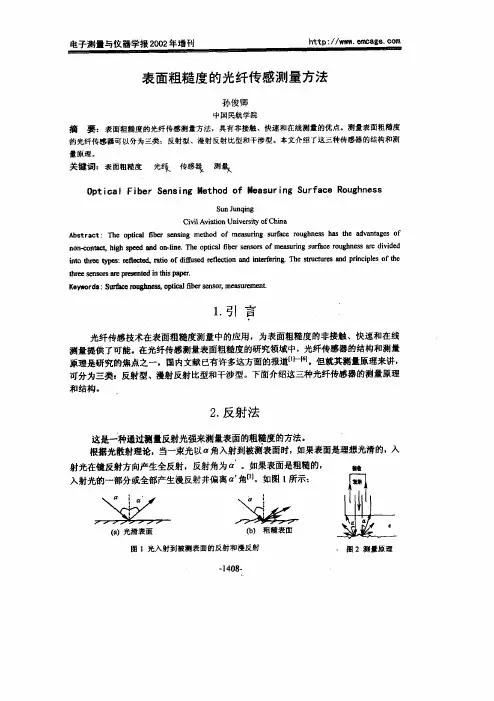
2.反射法这是一种通过浏量反射光强来测量表面的粗罐度的方法。
根据光散射理论,当一束光以口角入射到被测表面对,如果表面是理想光滑的,入叟竭钐,雌射光在镜反射方向产生全反射,反射角为口‘。
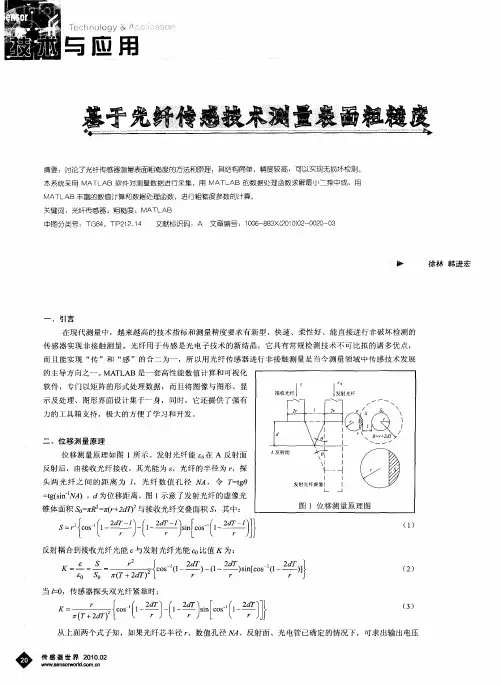
基于光纤传感技术测量表面粗糙度
徐林;韩进宏
【期刊名称】《传感器世界》
【年(卷),期】2010(016)002
【摘要】讨论了光纤传感器测量表面粗糙度的方法和原理,其结构简单,精度较高,可以实现无损坏检测.本系统采用MATLAB软件对测量数据进行采集,用MATLAB 的数据处理函数求解最小二乘中线,用MATLAB丰富的数值计算和数据处理函数,进行粗糙度参数的计算.
【总页数】3页(P20-22)
【作者】徐林;韩进宏
【作者单位】山东理工大学机械工程学院,淄博,255049;山东理工大学机械工程学院,淄博,255049
【正文语种】中文
【中图分类】TG84;TP212.14
【相关文献】
1.基于光纤传感器的表面粗糙度在线检测研究 [J], 李亚非;谢竹生
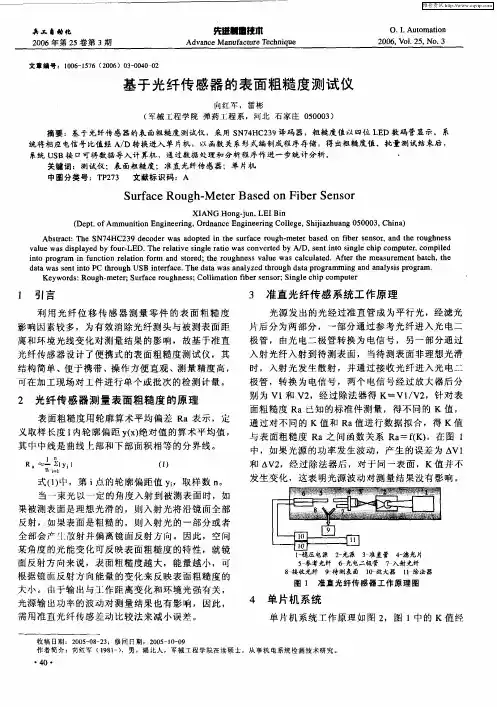
2.基于光纤传感器的表面粗糙度测试仪 [J], 向红军;雷彬
3.光纤传感技术测量曲率的研究进展 [J], 狄海廷;刘仁强
4.基于半导体激光器线性调频干涉技术的全光纤表面粗糙度传感器的研究 [J], 尤政; 田芊
5.基于神经网络的反射式表面粗糙度光纤传感器 [J], 王毅;陈荣;陈光辉;谢树森
因版权原因,仅展示原文概要,查看原文内容请购买。
基于光纤传感技术的表面应变监测系统设计随着科技的不断进步,人们对于表面应变监测系统的需求也越来越迫切。
光纤传感技术作为一种先进的应变监测方法,具有高精度、实时性强等特点,被广泛应用于航空航天、建筑工程、交通运输等领域。
本文将就基于光纤传感技术的表面应变监测系统的设计进行探讨,旨在提供一个准确、实用、可靠的监测系统。
一、系统需求分析在设计基于光纤传感技术的表面应变监测系统时,首先需要进行系统需求分析。
主要包括以下几个方面:1. 准确性要求:表面应变监测系统需要具备较高的准确性,以保证得到精确的监测数据,便于分析和判断。
2. 实时性要求:系统应实时监测表面应变情况,并能够及时报警和记录数据,以便及时处理异常情况。
3. 可靠性要求:系统需要具备较高的可靠性,能够长时间稳定工作,并能够自动修复或替换故障部件。
4. 易用性要求:系统应具备良好的用户界面和操作界面,方便用户进行监测和数据分析。
5. 扩展性要求:系统应具备一定的扩展性,能够满足不同场景下的监测需求,如不同工程领域或不同尺度的应变监测。
二、系统设计基于光纤传感技术的表面应变监测系统设计主要包括传感器选择、数据采集与传输、数据处理与分析等几个方面。
1. 传感器选择光纤传感技术的核心是利用光纤作为传感器来实现应变监测。
根据具体的应变监测要求,选择合适的光纤传感器是系统设计的重要一环。
常见的光纤传感器有布拉格光纤传感器和光纤光栅传感器,具有较高的应变监测精度和实时性能。
2. 数据采集与传输数据采集是表面应变监测系统的关键环节之一。
主要包括数据采集节点的布置和数据传输方式的选择。
在实际应用过程中,根据具体需求和监测范围,可以选择单点、多点或分布式的数据采集方式,并通过无线或有线等方式进行数据传输。
同时,为保证数据的准确性和完整性,系统设计中应考虑采集结果的校验与纠错功能。
3. 数据处理与分析表面应变监测系统的数据处理与分析是系统设计中的核心步骤。
在设计过程中,需要根据实际应变监测需求选择合适的数据处理方法和算法。
光纤传感领域中基于表面工程技术的研究进展光纤传感领域中,表面工程技术是一种非常重要的研究方向。
通过对光纤表面进行工程改造,可以实现对光纤传感器的性能和响应的精确控制。
近年来,基于表面工程技术在光纤传感领域的研究取得了显著的进展,本文将重点介绍光纤传感领域中基于表面工程技术的研究进展。
一、表面修饰技术表面修饰技术是通过在光纤表面引入特殊的材料或薄膜,改变光纤表面的化学和物理性质,从而实现对光纤传感器的响应和灵敏度的调控。
1.1 表面功能化修饰表面功能化修饰是通过在光纤表面引入具有特殊功能的材料或化合物,实现对光纤传感器的响应特性的调整。
常用的功能化修饰方法包括化学修饰、物理修饰和生物修饰等。
化学修饰是通过在光纤表面引入具有特殊功能的化学物质,例如金属离子、有机聚合物等。
这些化学物质可以吸附或与待测物相互作用,从而实现传感器对待测物的检测。
物理修饰则是通过改变光纤表面的物理结构,例如纳米颗粒、纳米线等,实现对光纤传感器响应特性的调整。
生物修饰是将具有特殊生物功能的材料引入光纤表面,例如生物分子、抗体等。
这些生物材料可以与特定的分子或物质相互作用,实现对光纤传感器的选择性检测。
1.2 表面修饰的方法表面修饰的方法多种多样,包括溶液法、蒸发法、物理气相沉积法等。
溶液法是将功能材料或修饰剂溶解在溶剂中,然后将光纤浸泡在溶液中,通过溶剂的蒸发或反应进行修饰。
蒸发法是通过将修饰材料直接蒸发到光纤表面进行修饰。
物理气相沉积法是将修饰材料蒸发成气态后,在光纤表面进行沉积。
二、纳米结构光纤纳米结构光纤是一种通过在光纤表面引入纳米结构,改变光纤表面形态和性质,从而实现对光纤传感器的表面增强效应的研究。
纳米结构光纤的制备方法有很多种,包括化学法、物理法等。
2.1 表面增强拉曼散射光纤表面增强拉曼散射光纤(SERS光纤)是一种新型的光传感器技术,其原理是通过在光纤表面引入纳米结构,实现对散射光的增强。
SERS光纤的制备方法有很多种,包括电化学沉积、溶液浸泡法等。
基于传感器的加工工件表面粗糙度在线预测的开题
报告
研究背景
表面粗糙度是判断工件表面质量的重要指标之一,目前通过传统的手工测量方法来评估工件表面粗糙度,这种方法耗时耗力且不够准确,严重影响工作效率和产品质量。
同时,传统的质量检测方法往往需要将工件从加工车间取出送往质量检测中心进行精度测试,这种方法影响了生产进程的迅速推进。
因此,开发一种基于传感器的加工工件表面粗糙度在线预测技术是非常必要的。
研究目的
本研究旨在探讨基于传感器的加工工件表面粗糙度在线预测技术,并实现对加工表面粗糙度进行实时监测和预测,以提高生产效率和产品质量。
研究内容与方法
本研究将基于传感器的实时监测技术,结合数学建模和数据分析方法,探讨加工工件表面粗糙度的在线预测技术。
具体研究内容包括以下几个方面:
1. 分析表面粗糙度的工艺特性,确定表面粗糙度的关键参数和影响因素;
2. 选择适当的传感器,对加工过程中的表面粗糙度进行实时监测,并记录实时的传感器数据;
3. 建立基于数据分析的表面粗糙度预测模型,通过对传感器数据的分析和处理,预测加工工件表面的粗糙度;
4. 对预测结果进行评估和验证,验证预测模型的准确性和可靠性。
预期成果与意义
本研究旨在探讨基于传感器的加工工件表面粗糙度在线预测技术,
通过实时监测和预测来提高生产效率和产品质量。
预期达到的成果包括:
1. 开发了基于传感器的加工工件表面粗糙度在线预测技术;
2. 验证了预测模型的准确性和可靠性,为实际应用提供了理论依据;
3. 提高了生产效率和产品质量,降低了生产成本。
总之,本研究对推动制造业的智能化发展和提升产品质量有重要的
现实意义和应用价值。
光纤探针式表面粗糙度测试仪的设计
李若斓
【期刊名称】《内蒙古石油化工》
【年(卷),期】2011(000)015
【摘要】本文提出了一种基于激光强度调制的光纤探针式表面粗糙度测试仪的设
计方案。
它根据微观表面轮廓对光信号的调制原理,采用计算机技术进行测量控制、数据采集与处理,从而实现对表面粗糙度各常用参数的测量。
这种方法结合了传统
针描法和光散射法的优点,既避免了直接与被测表面接触又可以得到表面轮廓。
文
中对这一测量方法实施细节进行了详细的论述。
【总页数】2页(P51-52)
【作者】李若斓
【作者单位】内蒙古化工职业学院
【正文语种】中文
【中图分类】TB302.5
【相关文献】
1.表面粗糙度测试仪中光纤传感器的设计 [J], 向红军;雷彬
2.便携式表面粗糙度测试仪设计 [J], 向红军;雷彬
3.光纤探针式表面粗糙度测量仪实验研究 [J], 金杰;李奕;曾祥烨
4.便携式激光表面粗糙度测试仪 [J], 周卫东;周肇飞;王世华;迟桂纯
5.便携式多参数智能表面粗糙度测试仪的研制 [J], 杨盘洪;赵相珺;王志江
因版权原因,仅展示原文概要,查看原文内容请购买。
基于电感传感器零件表面粗糙度测量系统的研制的开题报告一、研究背景和意义在汽车、制造、医疗及航空航天等领域的生产制造过程中,精度要求越来越高。
零件表面粗糙度是衡量零件精度的一个重要参数之一,尤其是在部件的运动和互联时。
而传统的粗糙度测量方法主要是使用光学或机械测量仪器,具有检测精度高、测量速度快等优点,但也存在着成本高、不易实现在线等缺点,对于车间等一些现场环境,也不太适用。
因此,如何研发一种更为准确、便捷、实用和高效的零件表面粗糙度测量系统具有非常重要的工业应用价值。
本研究重点研究如何利用电感传感器技术开发一种基于表面粗糙度测量系统,应用于零件表面粗糙度的在线测量,以提高汽车制造等领域的生产效率和质量管理水平,满足人们生产制造的实际需求。
二、研究内容和方向本研究的研究内容主要包括以下几个方面:1、了解电感传感器工作原理和性能特点。
2、研究并设计适合于测量零件表面粗糙度的电感传感器。
3、探究电感传感器与测量系统之间的接口及数据处理原理和算法。
4、制造和调试测量系统并进行精度测试,提高测量系统的精度。
5、应用于实际汽车制造生产中,对其进行试验与实验证明。
三、研究方法和方案本研究将采用分阶段、逐步深入的研究方案:1、研究电感传感器原理和性能特点。
主要通过科学文献研究、现有技术的分析和归纳整理,总结电感传感器现有的优点和缺点。
2、设计适合于测量零件表面粗糙度的电感传感器。
设计多种不同尺寸和特点的电感传感器,并对其进行性能测试和对比。
3、探究电感传感器与测量系统之间的接口及数据处理原理和算法。
选取适合的数据处理算法和标准,进行数据处理,并不断调整和优化测量系统的实验策略和方案。
4、制造和调试测量系统并进行精度测试,提高测量系统的精度。
对制造的测量系统进行调试和测试,并不断提高其系统的准确度和精度。
5、应用于实际汽车制造生产中。
将所研制的测量系统应用于实际汽车制造生产线,进行试验与实验证明。
四、预期研究成果本研究预期达成以下几个方面的成果:1、了解电感传感器工作原理和性能特点,并获得更加深入且全面的了解和认识。
基于光纤传感器的无损检测技术研究光纤传感器是一种利用光纤作为传感器的传感器器件,它将光纤作为信号传输介质,利用光的特性来实现对物理量的测量,具有精度高、抗干扰能力强等优点。
近年来,随着光纤传感器的快速发展,它在无损检测领域中的应用日益广泛。
一、光纤传感器的工作原理光纤传感器主要基于光纤的光纤光束折射原理和光纤对物理量的敏感特性。
当光纤传感器受到外部物理量的作用时,会引起光纤内部的光信号的传播特性发生变化。
通过对这一变化进行测量和分析,就可以获得目标物理量的相关信息。
二、应力和应变传感基于光纤传感器的应力和应变传感是光纤传感器的一项重要应用。
光纤传感器可以将受到应力或应变的光纤作为传感器,通过对光纤内部的光信号传播特性的变化进行测量,获得目标结构物的应力和应变信息。
这种技术在结构监测和材料研究中具有广泛的应用前景。
三、温度传感光纤传感器在温度传感领域也有着重要的应用。
利用光纤传感器的敏感特性,可以有效地实现对温度的测量和监测。
传统的温度传感器通常受到环境影响较大,而光纤传感器具有良好的抗干扰能力,可以在恶劣的环境下进行精确的温度测量。
四、液体测量基于光纤传感器的液体测量技术是近年来光纤传感器领域的一个热点研究方向。
利用光纤传感器的敏感特性,可以实现对液体的测量和监测。
光纤传感器不仅可以实现对液体流量、压力等参数的测量,还可以用于监测液体的化学成分和浓度等信息。
五、光纤传感器在无损检测领域的应用光纤传感器在无损检测领域的应用可以说是数量众多。
例如,利用光纤传感器可以实现对材料缺陷的检测和定位,为工程结构的安全评估和维护提供重要信息。
此外,光纤传感器还可以应用于声波和振动的测量,实现对工程结构的监测和预警。
光纤传感器的无损检测技术研究还面临一些挑战。
首先,传感器的灵敏度和分辨率需要不断提高,以满足对细微缺陷的检测需求。
其次,传感器的稳定性和可靠性也需要加强,尤其是在复杂环境下的应用。
此外,传感器还需要具备多参数测量和快速响应的能力,以适应不同的检测需求。
智能型表面粗糙度在线检测系统的研制可行性研究报告一、立项的背景和意义表面粗糙度是机械加工中描述表面微观几何形貌最常用的参数,是精密计量、机器和仪器零件加工的一项重要指标,它反映的是机械零件表面的微观几何形状误差,对工件的使用寿命和工作性能有着直接而重要的影响,在机械、电子、光学领域中起着重要作用。
在工业中准确、完整地测量表面粗糙度是保证产品质量的重要条件。
目前,工件表面粗糙度仍然采用离线测量的方法,由于不能及时发现加工过程中表面粗糙度的恶化,经常会导致废品出现,这已成为阻碍机械加工高度自动化、智能化的瓶颈。
合理的评价表面粗糙度,对于产品质量的评定、机械性能的分析和加工条件的改善都具有重要的意义,研究并测试表面粗糙度是生产加工领域一个很重要的研究方向。
对工件表面粗糙度进行客观、科学的检测和评定,已成为加工领域中的一个重要课题。
工件表面粗糙度的测量,主要采用基于接触式的触针法和基于非接触式的光学方法。
触针法是将一个很尖的触针垂直安置在被测表面上作横向移动,触针随着被测表面轮廓形状作垂直起伏运动,可得到工作表面粗糙度参数值,这种仪器存在着无法克服的缺点:(1)不适于那些易磨损刚性强度高的表面;(2)所测出的表面轮廓信息及触针圆心的移动轨迹,理论上只有当触针的尖端圆半径等于零时,触针的运动才能正确的反映被测表面的实际轮廓曲线,无法达到实时在线的测量;(3)因为存在运动和信号的同步问题,只能对静止的表面进行测量;(4)测量力的大小需要严格控制,既要保证触针与表面始终保持接触,同时又应尽可能小的划伤表面和磨损触针;(5)只能实现表面一维的测量,无法实现全场粗糙度的测量。
表面粗糙度的光学测量方法是可以实现在线测量最好方法,国内外已经对光学方法做了大量的报道,但目前还存在着电路复杂、表面易被污染、仪器价格高、不能实现远程监控等缺点,特别是几乎报道的所有方法都是基于逐点测量的, 只能实现表面一维测量,这在实际应用中显然会降低工作效率,并就整个待测表面而言具有某种不可靠性,无法实现全场粗糙度的测量。
光纤式表面粗糙度的测量摘要:本文详细介绍了利用光纤传感器进行油嘴内锥面表面粗糙度测量的原理和方法。
该传感器具有快速、准确、无损检测的特点, 并且可以实现自动显示介绍一种基于光纤传感器的表面粗糙度在线检测系统,给出了一系列试验结果;讨论了在线检测仪的设计要点以及在线检测存在的问题,如光纤探头的结构a传感器的装夹与定位a仪器的元器件选择a仪器的标定a切削液和测量距离变化的影响等,提出了解决或改进的办法b研究结果表明,该检测系统具有结构简单a工作效率高a抗干扰能力强等特点,适用于静态条件下的快速检测和动态条件下的实时监测,有利于提高机械加工质量和生产效率b。
关键词:表面粗糙度油嘴探针激光引言表面粗糙度,是指加工表面具有的较小间距和微小峰谷不平度。
其两波峰或两波谷之间的距离(波距)很小(在1mm以下),用肉眼是难以区别的,因此它属于微观几何形状误差。
表面粗糙度越小,则表面越光滑。
表面粗糙度的大小,对机械零件的使用性能有很大的影响。
目前, 工业生产中对零件表面质量的评定还延用着传统的测量仪器: 触针式仪器和光切显微镜或干涉显微镜。
这些仪器一直存在着以下几方面缺陷: 其一, 测量效率太低, 仪器娇贵, 只能在实验室进行抽检。
随着当今技术的发展, 往往要求在现场进行成批检验或在生产过程中进行“在线测量”, 而这些仪器是无法胜任的。
其二, 对内表面、大型工件及软质表面无法测量和评定。
光纤式表面粗糙度测量仪完全克服了上述缺陷, 其测量效率极高, 体积小, 结构合理, 适合恶劣环境(生产车间和现场)使用, 尤其适于“在线测量”。
对内表面、软质表面、大型工件表面都可进行评。
主体部分表面粗糙度测量方法的历史:表面粗糙度的测量是影响零件性能的一个重要指标,它直接影响到机加工表面的机械性能,因此表面粗糙度的测量与评定一直是机械行业的研究课题。
1929 年,德国人施马尔茨(G.Schmalz)第一次对表面微观不平度得高度进行了定量的评价,并在此出版了一本论述表面粗糙度的专著,书中提出了评定参数H max 和测量基准线的概念。