2容较多时本表作为首页,交底容可续页
交底容:
3、每切一种料牌的钢筋,先切下一根,检查一下尺寸是否正确,符合要求后才开始大批量加工,如出现
误差要及时更改。若发生振动比较大时,要切一部分后再复尺寸一次,防止出现误差。
4、弯曲机应按有关规定操作:Ⅰ级钢末端180°弯钩,其圆弧弯曲直径D不应少于钢筋直径d的2.5倍,
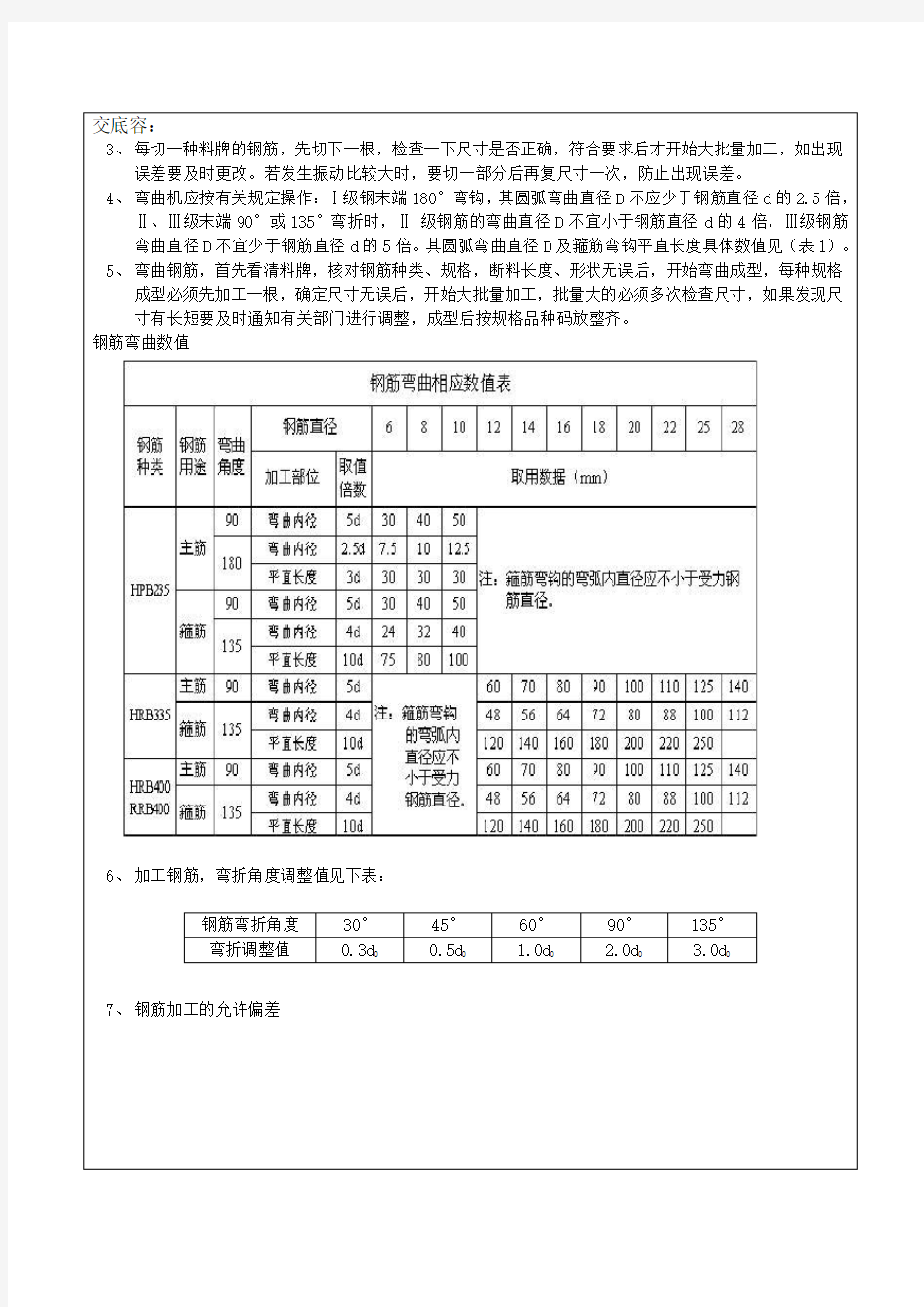
Ⅱ、Ⅲ级末端90°或135°弯折时,Ⅱ级钢筋的弯曲直径D不宜小于钢筋直径d的4倍,Ⅲ级钢筋弯曲直径D不宜少于钢筋直径d的5倍。其圆弧弯曲直径D及箍筋弯钩平直长度具体数值见(表1)。
5、弯曲钢筋,首先看清料牌,核对钢筋种类、规格,断料长度、形状无误后,开始弯曲成型,每种规格
成型必须先加工一根,确定尺寸无误后,开始大批量加工,批量大的必须多次检查尺寸,如果发现尺寸有长短要及时通知有关部门进行调整,成型后按规格品种码放整齐。
钢筋弯曲数值
6、加工钢筋,弯折角度调整值见下表:
钢筋弯折角度30°45°60°90°135°
弯折调整值0.3d00.5d0 1.0d0 2.0d0 3.0d0
7、钢筋加工的允许偏差
项目允许偏差受力钢筋顺长度方向全长的净尺寸±5
弯起钢筋的弯折位置±10
箍筋净尺寸±3
8、墙体双F卡,按下图加工
端头刷
防锈漆端头刷
防锈漆
水平筋直径+2mm
保护层厚度-1mm
墙体宽度-2mm
40
HRB400φ20
1500-2000
HRB335φ14
40
0 1500-2000
10、箍筋弯钩加工: