
基本知识
| 问题改善|软硬件升级| 技术论文修改时间:2012‐06‐12
部件基础知识
一:步进马达型号YK366A 知识点疑问
1,直流或是交流?,功率?结论
1,直流18~60V 之间2,功率3,用电相数
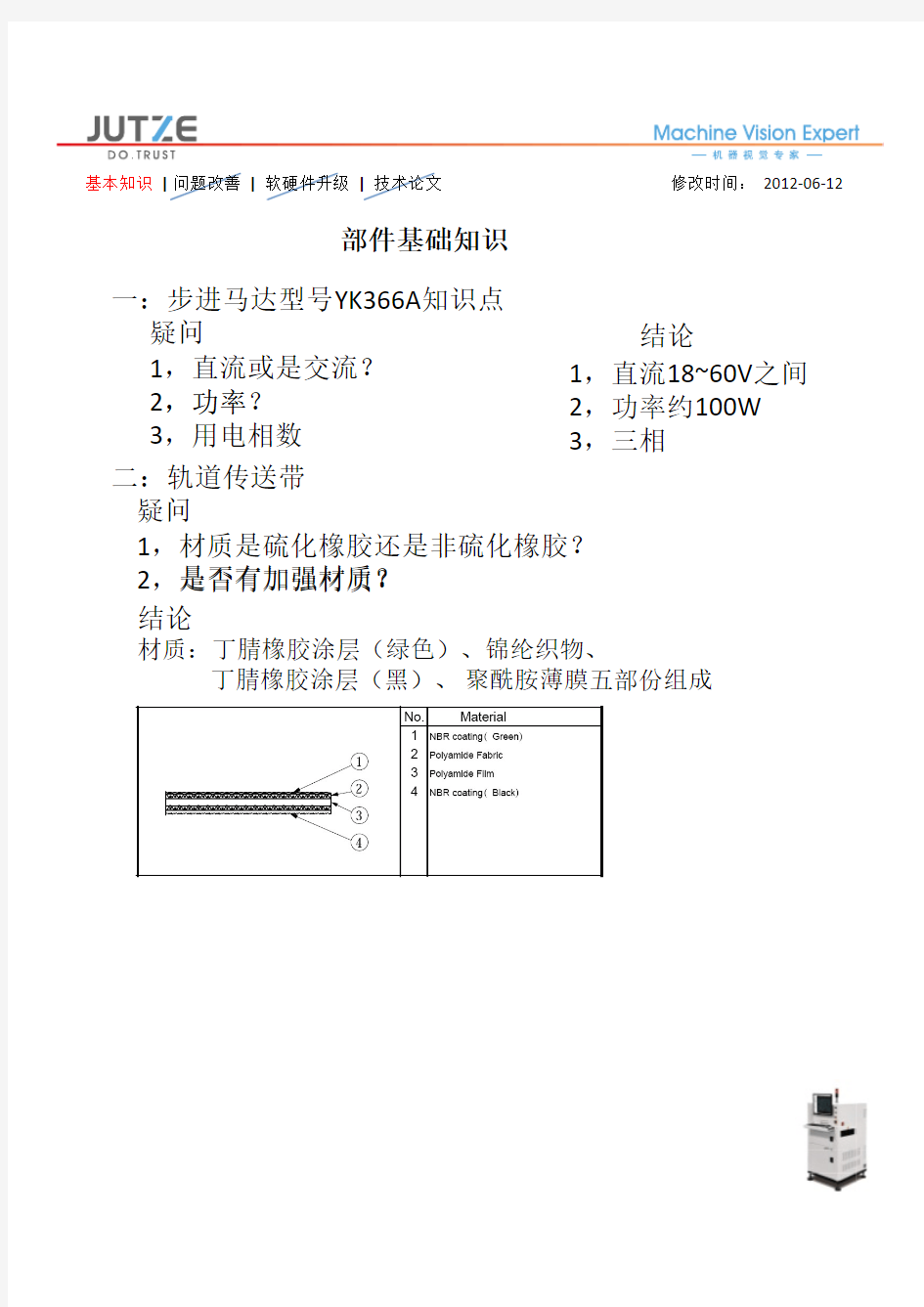
二:轨道传送带疑问
1,材质是硫化橡胶还是非硫化橡胶?是否有加强材质?2,功率约100W 3,三相
2,是否有加强材质?结论
材质:丁腈橡胶涂层(绿色)、锦纶织物、
丁腈橡胶涂层(黑)、聚酰胺薄膜五部份组成
基本知识| 问题改善|软硬件升级| 技术论文修改时间:2012‐06‐12三:I/O 信号卡工作原理?
三/O
基本知识| 问题改善|软硬件升级| 技术论文修改时间:2012‐06‐12四:24V 电源卡的工作原理?
四2
在CN1的1和2脚(+IN‐)间加上24V电压(1脚接正,2脚接负) V3位置的绿色LED应变亮;
用万用表依次测量CN2的
3和4脚、5和6脚、7和8脚、9和10脚、11和12脚之间电压,
量测结果:应等于CN1的1和2脚之间电压;
基本知识
| 问题改善|软硬件升级| 技术论文修改时间:2012‐06‐12
五五:
进出板传感器使用方法?检测距离调节钮Min ~ Max 出厂位置稳定指示灯
绿色‐‐‐OK
工作转换开关
L :检测时ON D ON 出厂位置:黑PCB 进行调试
工作指示灯:非检测时O 默认:L (勿调试)
无信号橙色‐‐‐OK
有信号输入输入
有信号输入颜色不同可通过调节检测距离旋钮来调整灵敏度稳定指示灯绿色‐‐‐OK
稳定指示灯工作指示灯均正常显示
※PCB 颜色不同,可通过调节检测距离旋钮来调整灵敏度※调节旋钮小于180°过角度调整会损坏传感器
基本知识
| 问题改善|软硬件升级| 技术论文修改时间:2012‐06‐12
六六:
设备原点丢失?轴原点跑位处理方法步骤一
2,用M19或是用活动扳手固定丝杆螺丝1,关闭机器电源6,重新开机归零7,扫描整版图确认原点偏移3,用M3内六角按逆时针方向旋转松开此螺丝4
联轴器
1)正偏2)负偏8,根据上述偏移量,调整原点4,左手用M19扳手固定螺丝不动用右手拇指和食指按顺时针方向旋转联轴器5度偏移参数
Y 向上偏:原点偏移值+10000角的距离伺服马达
5,用M3内六角按顺时针方向旋转紧固此螺丝
Y 向下偏:原点偏移值‐10000
基本知识
| 问题改善|软硬件升级| 技术论文修改时间:2012‐06‐12
七i i 七:LineView 系统硬件设定点
一人多机数据和信号传送方式
A B NG
Real Time Monitor
line C line
line D line
1, 设备送出基板到轨道(Ready in)同时输出检测结果到LineView 2, LineView 对应的维修站
将判定结果告知设备(OK/NG )3, OK ‐‐‐通过OK/NG 信号线告知轨道4网络
4,
NG ‐‐‐通过Available Out 告知轨道Ready In OK/NG
Available Out NG
OK
进出板信号
先进先出
1,PLC 程序支持LineView 系统(2011.06版本)2CVImage 2,CVImage
开启OK/NG 输出功能(ini 中设定)3,LineView 电脑系统服务器版本(硬件要求)
4,LineView 管控的repair 软件需开启ngr 及集中控制功能5,相关的数据设定路径通过网络完成(1G 以上的网络)