数控机床热误差实时补偿应用
- 格式:pdf
- 大小:367.20 KB
- 文档页数:6
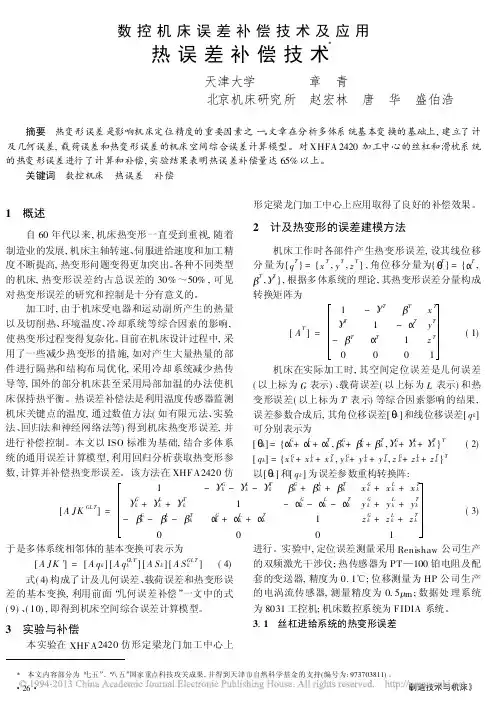
实验研究机床热变形误差实时补偿技术李书和 *a 杨世民张奕群张国雄(天津大学精密仪器与光电子工程学院摘要研究了通过实时补偿热误差提高数控机床加工精度的方法 . 采用一维球列加快和简化了热误差的测量 . 利用多元线性回归方法建立了热误差与温度的数学模型 . 在外部微机的帮助下 , 可在加工过程中实时补偿热误差 . 切削实验表明补偿效果良好 .关键词数控机床 , 热误差 , 补偿分类号 T G 502. 15REAL -TIME COMPENSATION FOR THERMALLY INDUCEDERRORS OF MACHINE TOOLSLi Shuhe Yang Shimin Zhang Yiqun Zhang Guoxiong(Scho ol of P recisio n Inst rument and O pto-electr onics Engineer ing , T ianjin U niv ersit yAbstract T his paper is co ncer ned with enhancing the accuracy o f a machine too l thr ough compen-sating ther mal er ro rs in real time . T he 1-D ball ar r ay is used t o acceler ate and simplify the t hermal err or measurement. T he mo del o f ther mal err or and temper ature field is dev elo ped by multi-v ari-v ant r egr ession analy sis technique.W ith the aid o f an ex ternal PC, t he er ro r can be compensat ed in real tim e. T he cutting test show s that the effect of co mpensatio n is satisfacto ry.Keywords N C machine t oo l , thermal er ro r , err or compensatio n科学技术的发展对数控机床的精度和可靠性提出了越来越高的要求 . 大量研究表明 , 热误差是数控机床最大的误差源 , 占总误差的 40%~70%[1]. 减小热误差可通过三种方法 , 即改进设计、温度控制和误差补偿 . 其中误差补偿是一种方便、经济而有效的方法 [2]. 本文以 JCS-018A 立式型加工中心为对象进行了研究 . 首先通过实验建立热误差与机床上若干点的温升之间的数学模型 , 在加工过程中借助外部微机监测温度 , 根据模型计算热误差 , 利用微机与机床数控系统的通讯技术及机床运动的可控性 , 修改进给量 , 从而实现实时补偿 . 1998年 11月No v. 1998天津大学学报 JOURNAL OF TIANJIN UNIVERSITY 第 31卷第 6期 V o l. 31N o. 6a 本文 1997年 1月 8日收到 . 1997年 5月 7日收到修改稿 .*, ,1测量方法1. 1热误差的测量机床热误差是由于内外热源作用下 , 刀具相对工件产生热位移造成的 . 由于丝杠的热膨胀和立柱的热弯曲 , 热误差不仅取决于温度而且随各轴的位置而变化 . 为了全面快速地测量热误差 , 本文采用了一种一维球列检具 . 一维球列即在一刚度足够的基座上等间隔镗一系列尺寸相同的锥孔 , 在锥孔上粘一系列尺寸相同、球度误差很小的钢球 . 使用在 xy z 三个方向同时瞄准球心的三维测头 , 测量球心的坐标 . 以 z 轴为例说明测量原理 , 如图 1a 所示 , 将一维球列装卡在工作台上 , 调整使其与 z 轴平行 . 将测头固定在主轴箱上 , 在机床未升温状态对各球心坐标进行测量 , 测值作为参考值 . 然后 , 机床以一定方式运转 , 每隔一定时间对各球心坐标测量一次 , 在新状态下的测量值相对参考值的变化反映了机床的热漂移 . 从所测热漂移值可以得到各项热误差.(a 工作台 (b 双测头图 1热误差的测量Fig . 1 Thermal error measurement1 机床坐标系零点的漂移$d (t 1, x 0, y 0, z 0 =[x 0(t i -x 0(0 , y 0(t i -y 0(0 , z 0(t i -z 0(0 ](1 式中 :[x 0(0 , y 0(0 , z 0(0 ]为各球心坐标的参考值 ; [x o (t i , y 0(t i , z 0(t i ]为第 t i 时刻各球心坐标的测量值 .2 机床各轴单位长度的热膨胀k lx (t i =[x 2(t i -x 1(t i -x 2(0 +x 1(0 ]/lk ly (t i =[y 2(t i -y 1(t i -y 2(0 +y 1(0 ]/lk lz (t i =[z 2(t i -z 1(t i -z 2(0 +z 1(0 ]/l(2 3 立柱的倾斜立柱倾斜通过测量两个 Z 平面上坐标值 [x 1(t i , y 1(t i ]和 [x 2(t i , y 2(t i ]来确定 . 立柱在 x 方向的热倾斜 :A x (t i =[x 2(t i -x 1(t i -x 2(0 +x 1(0 ]/l (3・ 811・第 31卷第 6期李书和等 :机床热变形误差实时补偿技术A y (t i =[y 2(t i -y 1(t i -y 2(0 +y 1(0 ]/l4 刀轴的热倾斜刀轴倾斜的测量需要使用双测头 , 如图 1b 所示 . 两个测头之间的距离与一维球列的各球心距相等 , 通过测头 a 、 b 的测量值来确定 .刀轴在 x 方向的热倾斜 :B x (t i =[x b (t i -x a (t i -x b (0 +x a (0 ]/l(4刀轴在 y 方向的热倾斜 :B y (t i =[y b (t i -y a (t i -y b (0 +y a (0 ]/l对上述各误差最大的几项进行补偿就可大幅度提高精度 .1. 2温度的测量根据对热源分布、热量传播、敏感部分等的理论分析和初步实验 , 在床身上比较重要的位置分布 12个热敏电阻 , 测量温度 . 热敏电阻的位置和作用如表 1所示 .表 1热敏电阻的位置和作用Tab . 1 The positions and functions of temperature sensors 热敏电阻T 1T 2, T 11, T 12, T 9T 3, T 7, T 8T 5, T 10T 4T 6位置工作台主轴轴套、主轴箱立柱的上下端 Z 轴滚珠丝杠一维球列检具前后轴承、电机轴承作用参考温度主轴的热变形立柱的热膨胀丝杠的热膨胀检具的热膨胀 1. 3测量策略为辨识机床热特性 , 让机床运行方式接近加工状态 , 在不同的坐标下 , 实验方式有三种 :1 主轴以不同的固定转速转动 ;2 主轴按转速谱转动 ;3 主轴转速模拟实际加工过程 . 2热特性的分析在一典型实验中 (主轴转速 n =800r /min, t =0~210m in; n =0r/m in, t=210~300min 发现 , 主轴前后轴承的磨擦热是机床的最大热源 , 温度变化最为剧烈 , 幅值达 4~5℃ . 而立柱的热容量较大 , 温升比较缓慢 , 在主轴停转后立柱温度仍继续上升 . z 轴滚珠丝杠轴承的温度变化很大 . 主轴箱箱体左右的温度变化不太剧烈 . 床身温度和室温变化缓慢 .在热误差方面 , z 轴零点热漂移最大 , 可达 30L m, x 轴和 y 轴热漂移值较小 , 仅为 5L m . 同时 z 轴热膨胀也最大 , 相对零点 100mm 距离的热膨胀达 3~4L m .分析表明 , 该机床 z 轴热误差最大 . 实际上 z 轴热误差是主轴热膨胀、主轴箱热变形、 z 轴滚珠丝杠热膨胀和立柱热变形等几部分造成的 . 其中丝杠膨胀和立柱的弯曲与 z 轴位置有关 , 如图 2示 .图 3为不同 z 坐标下 (z 1=-50, z 2=-150, z 3=-250, z 4=-350 z 轴热漂移的情况 . 开始阶段几条曲线比较相似 , 随时间的推移而逐渐分离 . 这是由于开始阶段热漂移主要是由与位置无关的主轴热位移造成的 , 变化速度比较快 , 很快达到热平衡 . 此后 , 与位置有关的热・ 812・天津大学学报1998年 11月热漂移的不同.图 2 z 轴热误差的分量图 3不同 z 坐标下的热误差Fig . 2 The components of z -axis Fig . 3 Thermal errors at diff erentthermal error z coordinates3热误差的建模由于 z 轴的热误差最大 , 这里只研究 z 轴热误差的建模 . 图 4和图 5为模型拟合热误差和预测新工作状态下热误差的情况.图 4对一新工作条件下 (800r /m in 图 5对一新工作条件下 (DIN 8602转速谱热误差的拟合情况热误差的预测情况Fig . 4 Fitting result of the thermal error at Fig . 5 Prediction result of the thermal error a new cutting condition (800r /min at a new cutting condition (D IN 8602spectr um3. 1误差合成公式z 轴任一坐标处 z 1的热误差为$z (z 1 =$z (z 0 +k (z 1-z 0 (5 式中 :$z (z 0 为 z 轴零点处的热漂移 ; k 为 z 轴单位长度的热膨胀 . 这里只考虑了这两项最显著的误差 .3. 2多元线性回归模型采用线性回归分析分别建立 z 轴零点热漂移和 z 轴热膨胀与温度的模型 . 模型的形式为 [3]・ 813・第 31卷第 6期李书和等 :机床热变形误差实时补偿技术y d =B 0+B 1x 1+B 2x 2+…… +B m x m +E 式中 :yd 为所要估计的热误差; x 1, … , x m 为机床各测温点的温升值 ; B 0, B 1, … , B m 为模型中的未知参数 ; E 为残余误差 . 模型中的参数用最小二乘法估计 .3. 3热敏感点的选择在建立模型时 , 自变量的选择是一个关键问题 . 如果遗漏了重要的变量 , 回归效果一定不会好 . 自变量过多 , 把对因变量影响不显著的也引入 , 会影响方程的稳定性 , 效果也不会好 . 同时 , 实时监测、计算等的任务量也加大了 . 为从 12个候选温度测点中挑选“ 热敏感点” , 从而建立最优模型 , 采用了逐步线性回归方法 . 回归方程每次选入一个变量 , 每选入一个新的自变量后都重新对构成该方程的每个自变量进行一轮新的偏 F 检验 . 如果发现某个自变量的上述边际贡献不显著 , 不论是前期选入的还是现期选入的 , 都要剔除出回归方程 , 并用剩下的自变量重新拟合回归方程 . 这一过程按上述原则一直进行 , 直到待筛选的全部自变量中根据给定的显著水平没有一个再能被选入或排除出刚构成的回归方程为止 . 这些工作都用大型数学工具软件包 SPSS 来实现 . 最终 , 选出 4个“ 热敏感点” , 即工作台、主轴箱箱体、立柱和主轴轴承 . 由图 4和图 5可见模型拟合热误差和预测一种新工作状态下热误差 , 结果比较准确 .4热误差补偿的执行大多数数控系统不具备热误差实时补偿功能 , 所以要借助于外部微机 . 监测机床上 4个点的温度 , 通过接口板采集机床的坐标位置 , 利用存储在微机中热误差模型计算热误差 . 利用微机与数控 CNC 系统的直接通讯技术 , 将补偿值传送到机床控制器 , 通过改变机床零点的位置来实现实时补偿 .为了验证热误差的补偿效果 , 进行了铣削实验 , 以所铣槽深的变化反映热误差 . JCS -018A 的定位精度为 1L m , 加工的工艺条件为 :主轴转速 1000r /m in , 切削量 0. 1m m , 不使用冷却液 . 在相同的条件下进行了多次实验 . 槽深误差由 7L m 减小到 2L m , 补偿效果达到 70%左右 .5结论研究了 JCS-018A 型加工中心热误差的补偿 . 用一维球列测量机床加工空间内的热误差 , 在机床结构的关键位置上布置热敏电阻测量温度 , 制订了测量策略 , 对机床的热特性进行了分析并利用回归分析确定热误差与 4个敏感点的温度之间的关系 . 通过切削实验 , 验证热误差补偿效果非常明显 .参考文献1 Bryan J. International status of th ermal er ror research. Annals of th e CIRP, 1990; 39(2 :645~6562 Chen J S, Yuan J, Ni J e t al . Real-time com pens ation for time-variant volumetric error on a machining center. ASM E Jour nal of Engineering for Ind ustry ,1993; 114:472~4793, ・ 814・天津大学学报1998年 11月。
机床热误差产生原因分析及常用补偿办法一、引言机床热误差是指机床在工作过程中,由于受到温度变化等因素的影响,导致机床加工精度下降的一种误差。
热误差的存在严重影响了机床的加工精度和稳定性,因此对机床热误差的产生原因进行分析,并采取相应的补偿措施,对提高机床加工精度具有重要意义。
本文将从机床热误差产生原因分析入手,结合常用的补偿办法进行探讨,以期为相关领域的研究工作提供参考。
二、机床热误差产生原因分析1.机床结构热误差机床在工作时,受到来自外界温度的影响,机床各部件的材料性能、机床结构等因素都会随温度的变化产生变形,导致机床加工精度降低。
机床结构热误差是机床热误差中最为常见的一种误差类型,对机床结构进行合理设计和优化,是减少机床结构热误差的重要手段。
2.主轴热误差主轴在工作时由于受到摩擦、热胀冷缩等因素的影响,会产生热变形现象,从而引起主轴的旋转精度下降。
对主轴进行有效的冷却和温度补偿是减少主轴热误差的关键。
3.导轨热误差机床导轨是机床上最为重要的定位元件,其加工精度和稳定性直接影响着机床的加工质量。
而导轨在工作时由于受到温度的变化,会产生热膨胀现象,导致导轨的精度下降。
对导轨进行有效的冷却和温度补偿是减少导轨热误差的关键。
4.传动系统热误差机床传动系统作为机床上最重要的动力传输元件,其受到温度变化的影响程度较重,因此在传动系统设计时需注意传动零件的热膨胀系数和变形规律,以减少传动系统热误差的产生。
5.环境温度变化机床在实际使用中,经常受到环境温度的影响,如温度的升高会导致机床各部件的材料热胀冷缩,从而引起机床的加工精度下降。
控制机床工作环境的温度对减少机床热误差具有重要意义。
三、常用补偿办法1.热环境调节通过对机床工作环境进行温度调节,以降低环境温度的变化对机床产生的影响,减少热误差的产生。
对机床工作间进行隔热处理,也是一种有效的热环境调节手段。
2.温度补偿技术温度补偿技术是利用传感器实时监测机床各部件的温度变化,并通过控制系统对机床进行温度补偿,以减少热误差的产生。
数控机床的误差分析及补偿方法数控机床的误差分析及补偿方法数控机床的精度是机床性能的一项重要指标,它是影响工件精度的重要因素。
那误差的差源有哪些呢?补偿的方法是什么?YJBYS店铺为你解答如下!数控机床的精度可分为静态精度和动态精度。
静态精度是在不切削的状态下进行检测,它包括机床的几何精度和定位精度两项内容,反映的是机床的原始精度。
而动态精度是指机床在实际切削加工条件下加工的工件所达到的精度。
机床精度的高低是以误差的大小来衡量的。
数控机床的生产者与使用者对数控机床精度要求的侧重点不同,机床生产者要保证工件的加工精度是很困难的,一般只能保证机床出厂时的原始制造精度。
而机床使用者只对数控机床的加工精度感兴趣,追求的是工件加工后的成形精度。
数控机床误差源分析根据对加工精度的影响情况,可将影响数控机床加工精度的误差源分为以下几类。
1)机床的原始制造精度产生的误差。
2)机床的控制系统性能产生的误差。
3)热变形带来的误差。
4)切削力产生的“让刀”误差。
5)机床的振动误差。
6)检测系统的测量误差。
7)外界干扰引起的随机误差。
8)其他误差。
误差补偿方法提高数控机床精度有两条途径:其一是误差预防;其二是误差补偿。
误差预防也称为精度设计,是试图通过设计和制造途径消除可能的误差源。
单纯采用误差预防的方法来提高机床的加工精度是十分困难的,而必须辅以误差补偿的策略。
误差补偿一般是采用“误差建模-检测-补偿”的方法来抵消既存的误差。
误差补偿的类型按其特征可分为实时与非实时误差补偿、硬件补偿与软件补偿和静态补偿与动态补偿。
1)实时与非实时误差补偿如数控机床的闭环位置反馈控制系统,就采用了实时误差补偿技术。
非实时误差补偿其误差的检测与补偿是分离的。
一般来说,非实时误差补偿只能补偿系统误差部分,实时误差补偿不仅补偿系统误差,而且还能补偿相当大的一部分随机误差。
静态误差都广泛采用非实时误差补偿技术,而热变形误差总是采用实时误差补偿。
解读数控机床误差补偿关键技术及具体应用
摘要:目前被绝大部分国外产品占领我国中高端数控机床市场,其中国内产品的在高端数控机床市场领域占有率仅为4%左右。
随着对零件加工的精密度要求越来越高的现代制造业不断发展,对高精度的数控机床的需求量将会越来越大,因此对提高我国机床产品的精度意义十分重大。
误差补偿技术是一项具有显著经济价值并十分有效的提高机床精度的手段。
国外的误差补偿技术开展得比较早,取得了不少成绩,但是在国内,误差补偿技术绝大部分还主要停留在实验室范围内,在具体应用中还不普遍。
随着我国国民经济的发展,对数控机床数量和质量的要求也越来越高。
因此,对数控机床补偿技术的研究和应用会更深入和更广泛。
关键词:数控机床;误差补偿;技术应用
1数控机床导轨误差补偿技术
1.1引起导轨导向误差的原因分析
1.1.1导轨的磨损变形
机床在工作过程中,由于导轨受到不规则的磨损变形使得导轨的直线度和扭曲度产生误差,直接影响到导轨的导向精度,从而会影响到零部件的加工精度。
导轨在机床连续的运行中受到持续的承载负荷,导轨的磨损就很难避免,如果是在粗加工的条件之下,导轨的磨损变形更加严重。
而且机床导轨的总长度上因为受到的磨损力不同,使用频率不同,所以在导轨总体上磨损的程度是不均匀的。
1.1.2导轨的热变形。
机床热误差产生原因分析及常用补偿办法一、引言现代制造业对产品精度的要求越来越高,但是机床在加工过程中会受到温度影响,导致热误差的产生。
如果不对热误差进行有效的补偿,将会直接影响产品的加工质量,甚至导致生产事故。
研究机床热误差的产生原因以及常用的补偿办法对于保障产品加工精度具有重要意义。
二、机床热误差的产生原因分析1.机床结构热变形机床在工作过程中会受到外部环境温度变化的影响,导致机床结构材料的热膨胀或收缩,从而引起机床的尺寸变化。
特别是大型数控机床,在长时间的加工过程中,由于机床结构的温升会导致机床的各个部分产生不同程度的热变形,从而引起热误差的产生。
2.主轴热变形机床的主轴在高速加工过程中会受到较大的摩擦力和热量的影响,导致主轴温升,从而引起主轴的热变形。
主轴的热变形会直接影响到工件的加工精度,甚至导致产品质量不合格。
3.润滑油温度机床在工作过程中需要进行润滑,而润滑油的温度会直接影响到机床各个零部件的温度。
当润滑油温度升高时,会导致机床各个部件的温度升高,从而引起热误差的产生。
4.外部环境温度5.加工热量6.其他因素除了上述因素之外,机床的热误差还受到机床结构设计、机床材料特性、润滑方式、切削参数等多方面的影响。
以上这些因素的综合作用,导致了机床热误差的产生,因此在实际生产中,需要采取相应的措施对热误差进行有效的补偿。
三、机床热误差的常用补偿办法1.温度补偿温度补偿是对机床热误差进行校正的有效方法之一。
通过在机床的各个部件上设置温度传感器,实时监测机床的温度变化,并且通过控制系统对温度进行实时补偿,从而减小了机床的热误差。
2.结构优化通过对机床的结构进行优化设计,例如采用热稳定性好的材料、合理设置机床的冷却系统、优化机床的传热结构等,可以有效减小机床热误差的产生。
3.控制系统补偿控制系统补偿是通过对机床数控系统的程序进行调整,以达到对热误差的补偿效果。
例如在机床数控系统中设置热误差的补偿参数,通过对加工程序进行调整,从而达到对热误差进行有效补偿的目的。
数控机床空间误差补偿与应用摘要数控机床精度要求的不断提升,逐渐向精密加工发展,因此从对数控机床精度提升角度进行研究,分析了三轴数控机床的各个直线轴误差及三个轴线之间的空间误差关系,对几种误差补偿方法进行综合分析。
从空间误差补偿的角度研究对机床精度的提升,对空间中三个轴线之间的本身误差以及它们之间的误差进行补偿,从空间三维多角度保证机床的精度,同时也是对补偿方法的应用及验证。
关键词:误差;精度;空间误差;误差补偿引言对于数控机床这种基础制造工程技术的发展伴随而来的就是对加工精度要求逐渐由粗加工到精加工再到超精密加工的过程,在这个过程中数控机床的精度发展技术对精密以及超级精密加工尤为重要,通过减少单动环节增加联动过程的误差减小来确保精度的精密程度以及可靠运行的过程。
之所以被称为精密或者超精密加工这都跟工作母机即能达到精细精度的数控机床有着千丝万缕的关系,甚至可以说精密的数控机床决定了加工工件的精密程度等级。
在以往的精密加工过程中往往通过数控机床的装配原件的基准实现,这样的机床生产过程所需时间之长,产量低,从而影响精密技术的发展脚步。
在加工中出现的误差难以避免并消除,通过提升机床装配部件精度的方法不能一直持续进行,因为这种提升程度有限,到一定程度之后就难以进步。
自动化控制技术以及软件技术的飞跃发展,能逐步实现通过微小的进给位移消除在加工过程中产生的误差,从而实现精密加工的保证。
现代的误差补偿技术大多都是随着数控机床的控制系统而进步,不同的数控系统虽然对误差的计算方法及补偿的原理不同,但能实现的效果却是一致的,误差补偿技术的不断持续发展,从多方面补充了因机床元件到达一定程度之后对精度提升没有效果的不足。
做好误差补偿工作对机床精度提升有重要的作用,也是对提升我国工业基础的关键技术,可以减少硬件投入的资金,增强装备制造的能力的重要环节。
1 空间误差分类与定义1.1轴线误差机床X、Y、Z轴运动时,分别产生6项基本误差及三项垂直度误差。
数控加工的误差补偿在生产中的运用分析摘要:随着经济的发展,各种精密、超精密产品已应用于各种现代工业与第三产业中。
数控机床具有加工误差补偿高,加工效率高,加工范围广等特点,其中加工误差补偿是保证效率的重要措施。
本文首先探讨了数控加工误差产生的原因与分类,然后分析了数控机床的误差补偿处理措施与效果,最后提出了相关辅助措施。
关键词:数控加工误差补偿在线检测1 数控加工误差产生的原因与分类1.1 误差产生的原因误差产生的原因有很多种,对于数控机床来说,误差产生的因素主要包括机床因素与测量因素。
(1)机床因素:机床本身的特性;各运动轴之间的旋转精度、定位精度、垂直度、传导精度;运动时的微细波动、热变形等。
(2)误差测量因素:误差测量仪的绝对精度、误差测量仪与产品的相对定位如坐标平移及倾斜引起的误差。
测量方法引起的误差,如测量大轴圆周长S来间接测量轴直径d时,因为公式d=SΠ中常数取近似值所造成的误差。
如图1所示为测量某工件时获得的一组数据,该数据序列中,点A和点B跃离光滑的连续曲线。
它们与正常点的坐标差大于误差限砰,可以判断这些数据点就是奇异项,必须予以剔除。
1.2 误差的分类1.2.1 几何误差包括机床、夹具、刀具的制造和磨损,尺寸链误差,机床传动链的静态和动态调整误差,产品、夹具、刀具的安装误差。
1.2.2 粗大误差粗大误差是指在一系列测量所得的数据中,经修正系统误差后如有个别数据与其他数据有明显差异,则这些数值很可能含有粗大误差。
粗大误差产生主要是由于在测量过程中系统受外界干扰不可避免会出现偶然性、突发性的测试不稳定状况。
1.2.3 系统误差系统误差是指在相同测量条件下重复测量某一被测量时,误差的大小和符号不变或按一定的规律变化,这样的测量误差称为系统误差。
系统误差对测量结果的影响较大。
因此,应认真分析,设法发现系统误差并予以消除或减小其对测量结果的影响。
对于数控机床在线检测系统来说,系统误差可以分为两类:一类是传感器系统误差,一类是机床系统误差。
机床热误差产生原因分析及常用补偿办法机床热误差是指机床在工作过程中由于热力的影响而产生的误差。
机床在工作过程中会受到加工过程中的大量热源的影响,如主轴传动系统的磨削和加工过程中的摩擦热、电主轴传动系统的电机发热、主轴及导轨系列受到的外部环境温度的影响等。
机床热误差的产生原因主要有以下几个方面:1. 机床结构本身的热膨胀。
机床材料在受热后会发生热膨胀现象,导致机床的尺寸发生变化,进而影响机床的定位精度。
2. 机床工作环境的温度变化。
机床工作环境的温度变化会直接影响机床的工作精度,特别是需要高精度的加工过程中,如果机床工作环境温度变化较大,将会导致机床的加工精度下降。
3. 导轨系列的变形。
导轨系列是机床的重要组成部分,其在机床加工过程中发生的变形会直接影响机床的加工精度。
当导轨系列受到温度的影响时,会发生热变形,导致机床的加工精度下降。
1. 滚动补偿。
机床滚动补偿主要是通过在控制系统中对机床的各个轴进行实时补偿,通过调整机床的位置来补偿热误差的影响。
2. 温度传感器补偿。
在机床的关键位置安装温度传感器,通过测量温度变化来实时监测机床的热变形情况,并通过控制系统对机床进行补偿。
3. 冷却系统。
通过在机床中设置冷却系统,可以有效控制机床工作环境的温度变化,从而减小机床的热误差。
4. 结构改进。
针对机床结构本身的热膨胀问题,可以通过改进结构设计,选用合适的材料,以及采用降低热膨胀系数的方法来减小热误差的影响。
机床热误差的产生对机床的加工精度有着重要的影响,因此需要采取相应的补偿办法来减小热误差的影响。
在使用机床时,需要根据具体情况选择合适的补偿办法,以提高机床的加工精度。