轴套零件机械加工工艺规程及工装设备设计工序卡
- 格式:doc
- 大小:596.50 KB
- 文档页数:12

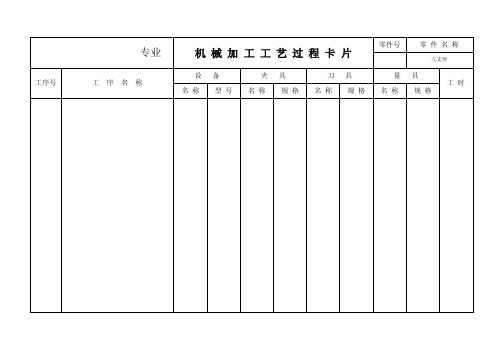
机械加工工艺过程卡片与工序卡片一、机械加工工艺过程卡片机械加工工艺过程卡片是根据零件的工艺要求和加工顺序编制的一种工作文件。
它主要描述了零件的加工过程,包括工艺路线、工艺参数、工装夹具、工艺手段以及工艺规程等内容。
该卡片是工序卡片的上层次,对于机械加工车间而言,是指导生产和管理的重要文档。
1.零件加工工艺路线:根据零件的结构特点和工艺要求,确定加工过程中的各个环节和顺序。
包括粗加工、精加工、合理的工序布置等内容。
2.工艺参数:描述了加工过程中一些重要的参数,如切削速度、进给量、切削深度等。
这些参数是确定工件加工质量和生产效率的关键因素。
3.工装夹具:指导机械加工过程中的夹具选择和使用。
包括夹具类型、夹具位置和夹具调整等内容。
4.工艺手段:描述了机械加工中所具备的各种工艺手段,如车削、铣削、钻削等。
并根据具体的工件要求,选择合适的工艺手段进行加工。
5.工艺规程:详细描述了机械加工过程中具体的操作方法和步骤。
包括加工精度要求、刀具选择、刀具切削角度以及刀具切削顺序等内容。
1.指导生产:工艺过程卡片能够对加工过程进行规范化和标准化管理,确保生产过程的准确性和可控性。
2.提高生产效率:通过合理规划和布置加工过程,避免生产中的重复操作和浪费,提高加工效率和生产能力。
3.保证加工质量:工艺过程卡片详细描述了加工过程中的参数和要求,可以及时发现和解决加工中的问题,确保零件的生产质量。
4.节约成本:通过合理设置工艺参数和工装夹具,可以降低加工成本,提高资源利用率。
二、工序卡片工序卡片是机械加工过程中的一种重要记录和指导工具。
它是对机械加工工艺过程卡片的细化和补充,更加具体地描述了每个工序的加工方法、操作顺序和操作要点等内容。
工序卡片的主要内容包括以下几个方面:1.工序顺序:描述了每个工序的顺序和次序。
2.加工设备:说明了该工序需要使用的设备和机床。
3.刀具选择:选择适合于该工序的刀具,并给出刀具的尺寸和规格。
4.工装夹具:描述该工序中使用的夹具类型和夹具的调整方法。


附表1-8 机械加工工序卡附表1-9 机械加工工序卡附表1-10 机械加工工序卡学院机械加工工艺过程卡片产品型号831011 零件图号 1 共页产品名称45号钢零件名称 45号钢第1页车间工序号工序名称材料牌号机加工9 车内螺纹45钢毛坯种类毛坯外形尺寸每毛坯课制件数每台件数金属铸造件M28*1.5 1 1设备名称设备型号设备编号同时加工件数卧式车床Ca6140 1 1 夹具编号夹具名称切削液1 专用夹具工位器具编号工位器具名称工序时间1 1准终单件描图工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm)被吃刀量(mm)工时(min)描校机动单件9 车出m28*1.5的内螺纹500 150 0.1 0.3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2012.7.11附表1-11 机械加工工序卡学院机械加工工艺过程卡片产品型号831011 零件图号 1 共页产品名称45号钢零件名称45号钢第1页车间工序号工序名称材料牌号10 从右往左钻通孔45钢毛坯种类毛坯外形尺寸每毛坯课制件数每台件数金属铸造件 1 1设备名称设备型号设备编号同时加工件数卧式车床Ca6140 1 1 夹具编号夹具名称切削液1 专用夹具工位器具编号工位器具名称工序时间1准终单件描图工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm)被吃刀量(mm)工时(min)描校机动单件10 从右往左钻通孔500 150 0.1 0.3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2012.7.11学院机械加工工艺过程卡片产品名称45号钢零件名称 45号钢第1页车间工序号工序名称材料牌号11 从右往左钻半通孔45钢毛坯种类毛坯外形尺寸每毛坯课制件数每台件数金属铸造件Ø39mm*74mm 1 1设备名称设备型号设备编号同时加工件数卧式车床Ca6140 1 1夹具编号夹具名称切削液1 专用夹具工位器具编号工位器具名称工序时间1准终单件描图工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm)被吃刀量(mm)工时(min)描校机动单件11 从右往左钻半通孔500 150 0.1 0.3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2012.7.11学院机械加工工艺过程卡片产品名称 45号钢零件名称 45号钢第1页车间工序号工序名称材料牌号12 夹左端加工右端精车外圆45钢毛坯种类毛坯外形尺寸每毛坯课制件数每台件数金属铸造件Ø38mm*38mm 1 1设备名称设备型号设备编号同时加工件数卧式车床Ca6140 1 1夹具编号夹具名称切削液1 专用夹具工位器具编号工位器具名称工序时间1准终单件描图工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm)被吃刀量(mm)工时(min)描校机动单件12 夹左端加工右端精车外圆500 150 0.1 0.3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2012.7.11学院机械加工工艺过程卡片产品型号831011 零件图号 1 共页产品名称 45号钢零件名称 45号钢第1页车间工序号工序名称材料牌号13 车出倒角45钢毛坯种类毛坯外形尺寸每毛坯课制件数每台件数金属铸造件Ø38mm*38mm 1 1设备名称设备型号设备编号同时加工件数卧式车床Ca6140 1 1 夹具编号夹具名称切削液1 专用夹具工位器具编号工位器具名称工序时间1准终单件描图工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm)被吃刀量(mm)工时(min)描校机动单件13 端面到出c2的角500 150 0.1 0.3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2012.7.11学院机械加工工艺过程卡片产品型号831011 零件图号 1 共页产品名称 45号钢零件名称 45号钢第1页车间工序号工序名称材料牌号14 夹右端加工左端精车外圆45钢毛坯种类毛坯外形尺寸每毛坯课制件数每台件数金属铸造件Ø38mm*38mm 1 1设备名称设备型号设备编号同时加工件数卧式车床Ca6140 1 1 夹具编号夹具名称切削液1 专用夹具工位器具编号工位器具名称工序时间1准终单件描图工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm)被吃刀量(mm)工时(min)描校机动单件14 夹右端加工左端精车外圆500 150 0.1 0.3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2012.7.11学院机械加工工艺过程卡片产品型号831011 零件图号 1 共页产品名称 45号钢零件名称 45号钢第1页车间工序号工序名称材料牌号15 车出倒角45钢毛坯种类毛坯外形尺寸每毛坯课制件数每台件数金属铸造件Ø38mm*38mm 1 1设备名称设备型号设备编号同时加工件数卧式车床Ca6140 1 1 夹具编号夹具名称切削液1 专用夹具工位器具编号工位器具名称工序时间1准终单件描图工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm)被吃刀量(mm)工时(min)描校机动单件15 端面到出c2的角500 150 0.1 0.3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2012.7.11学院机械加工工艺过程卡片产品型号831011 零件图号 1 共页产品名称 45号钢零件名称 45号钢第1页车间工序号工序名称材料牌号16 在内螺纹端面车出倒角45钢毛坯种类毛坯外形尺寸每毛坯课制件数每台件数金属铸造件Ø38mm*38mm 1 1设备名称设备型号设备编号同时加工件数卧式车床Ca6140 1 1 夹具编号夹具名称切削液1 专用夹具工位器具编号工位器具名称工序时间1准终单件描图工步号工步名称工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm)被吃刀量(mm)工时(min)描校机动单件16 在内螺纹端面到出c2的角500 150 0.1 0.3设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2012.7.11。
如下表:序号: 工序内容设备型号夹具铸造毛坯时效30 铣粗铣,精铣底面A面专用铣夹具钻孔4-ф13mm,扩孔4-ф20mm 专用钻夹具50 钻粗镗孔半精镗孔ф80H9(+0.087/0)mm Z3025 专用镗夹具孔口倒角2X4560 车钻孔ф21mm 扩孔ф25H7mm,ф38mm,ф43mm 专用钻夹具70 钻铣槽1(5mm) 铣槽2(5mm) XA6132 专用铣夹具80 钻孔ф21mm M8-7H的螺纹底孔M10-7H的螺纹底孔90 车攻丝M10-7Hmm的孔攻丝M8-7Hmm 专用攻螺纹夹具100 检验110 入库(二)、选择加工设备及刀、夹量具由于生产类型为批量生产,故加工设备宜以适用机床为主,以少量专用机床,其生产方式以常用机床加专用夹具为主,辅以少量专用机床的流程生产线,工件在个机床上的装卸及各机床间的传送均由它完成。
铣中间槽,考虑工件的定位夹紧方案,及夹具结构设计等问题,采用卧铣,选择XA6132卧式铣床(参考文献[1]表8-15),选择直径D为φ200的高速钢三面刃圆盘铣刀(参考文献[1]表10-40)专用夹具和游标卡尺。
(三)加工工序设计1.工序70的铣槽1。
2。
参考文献【1】表2.4 -3.8并参考XA6132机床说明书。
取铣槽1进给量f=0.3mm/r参考文献【1】表2-4-4,用插入法求得铣槽1的削速度v=27.7m/min.由此算出转速为n=1000v/3.14d=(1000*27.7)/(3.14*5)=320r|min按机床实际转速取n=450r/min.则实际切削速度v=(3.14*5*450)/1000=31.3n(四) 夹具设计1.设计的夹具为第70道工序-铣槽1,2。
该夹具适用于XA6132卧式铣床,选择A面与加工的为定位基准。
按照基准重合原则并考虑到目前有A面与孔加工,为避免重复使用粗机组基准,应以A面与孔定位.从对工件的结构形状分析,若工件以A面朝右放置在支撑板上,定位夹紧都比较可靠,也容易实现,待夹紧后就能满足加工要求。
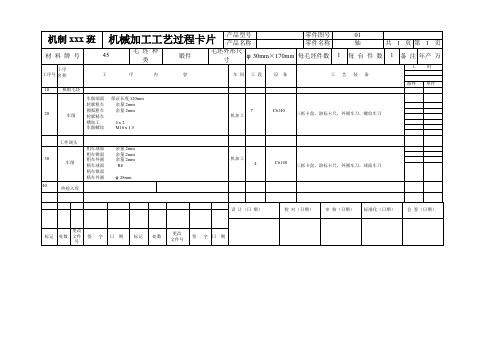
机制xxx班机械加工工艺过程卡片产品型号零件图号01产品名称零件名称轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸φ30mm×170mm 每毛坯件数 1 每台件数 1 备注年产万工序号工序名称工序内容车间工段设备工艺装备工时准终单件10 模锻毛坯20车削车削端面保证长度120mm轮廓粗车余量2mm圆弧粗车余量2mm轮廓精车槽加工 4 x 2车削螺纹M16 x 1.5机加工7 C6140三抓卡盘,游标卡尺,外圆车刀,螺纹车刀工件调头30车削粗车球面余量2mm粗车锥面余量2mm粗车外圆余量2mm精车球面R8精车锥面精车外圆φ28mm机加工4 C6140 三抓卡盘,游标卡尺,外圆车刀,球面车刀40终检入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机制xxx班机械加工工序卡片产品型号零件图号01产品名称零件名称轴共 2 页第 1 页车间工序号工序名称材料牌号机加工20 车削2A12毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件φ30x170 1 1设备名称设备型号设备编号同时加工件数车床CA6140 1夹具编号夹具名称切削液三抓卡盘工位器具编号工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 端面车削端面车刀,游标卡尺320 30 0.2 1 12 轮廓车削外圆车刀,游标卡尺320 300.2 23 槽加工槽车刀,游标卡尺320 30 2 2 14 螺纹车削螺纹车刀,游标卡尺100 30 1.5 1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机制xxx班机械加工工序卡片产品型号零件图号01产品名称零件名称轴共 2 页第 2 页车间工序号工序名称材料牌号机加工30 车削2A12毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液三抓卡盘工位器具编号工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 球面车削球面车刀,游标卡尺320 30 0.2 1 22 锥面车削外圆车刀,游标卡尺32030 0.2 1 23 外圆车削外圆车刀,游标卡尺32030 0.2 1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期。
目录摘要 (2)第一章绪论 (4)1.1机械制造的重要性 (4)1.2夹具的发展历史 (5)1.3小结 (6)第二章零件的工艺性分析 (7)2.1零件的作用 (7)2.2轴套零件的结构分析 (8)2.3确定毛坯类型 (9)2.4毛坯余量的确定 (10)第三章工艺规程设计 (12)3.1加工阶段划分的作用 (12)3.2制定加工方案即机械加工工艺路线的确定 (13)3.2.1工序的合理组合 (13)3.2.2工序的分散与集中 (14)3.3工艺基准的选择 (16)3.4工序计算 (18)第四章夹具设计 (29)4.1钻夹具概述 (29)4.2夹具分析说明 (29)4.3定位方案的选定 (30)4.4夹紧方案的选定 (30)4.4.1夹紧装置的基本要求 (30)4.4.2常见的几种夹紧机构 (31)4.5定位误差计算 (33)4.5.1定位误差的概念 (33)4.5.2钻夹具定位误差计算 (34)4.6切削力及夹紧力计算 (35)第五章结论 (37)参考文献 (38)致谢 (40)摘要本次毕业设计的课题是轴套零件的机械加工工艺规程及夹具的设计,本次毕业设计的目的主要是通过对轴套零件的机械加工工艺性的分析,包括毛坯选材制造方法、零件的工艺性分析、工艺卡片的编制、夹具的设计以及最后的论文撰写;设计方法主要是通过查阅相关书籍、文献,特别是关于机械加工工艺方面的专业书籍,通过分析零件在机器中的位置和共用,结合零件图纸的尺寸精度和技术要求等制定机械加工工艺路线,根据工艺路线选择加工设备、量具、刀具等要素。
本次毕业设计的设计路线主要如下:第一,首先绘制轴套的零件图;第二,初步拟定轴套的机械加工工艺路线;第三,根据零件图设计一套夹具,初步拟定所设计的夹具为钻直径为8mm的孔;第四,根据机械加工工艺路线编制机械加工工艺卡;第五,编制说明书一份。
关键词:轴套工艺规程工艺卡片夹具AbstractThe topic of this graduation design is the design of the machining process planning and fixture sleeve parts, the purpose of this graduation design is mainly through the analysis of the machining process of axle parts, including the blank material manufacturing method, parts of the process analysis, process card programming, fixture design and the paper writing; design method is mainly through access to relevant books, literature, especially on the machining process of professional books, through the analysis of the position of parts in the machine and common parts, combined with the size precision and the technical requirements for the machining process route, according to the process route selection and processing equipment, measuring tools, cutting tools and other elements.Design of this graduation design mainly as follows: first, the first drawing sleeve parts diagram; second, tentatively set the mechanical line processing sleeve; third, to design a set of fixture parts of the map, the initial design of fixture for drilling the hole diameter is 8mm; fourth, according to the machining process for machining process card; fifth, a compilation of instructions.Keywords: Axle sleeve specification process card fixture第一章绪论1.1机械制造的重要性机械设计制造及其自动化与机械制造行业的关系可以说是不可分割的,一个国家的制造业的发展主要取决于该国的机械设计制造专业的发展和进步,机械制造的自动化程度直接决定了该国的制造业水平,机械制造的自动化就是指在制造产品时依靠机器来操作的程度,对于当今比较流行的数控技术、人造机器人技术、电器自动化技术等都属于机械制造自动化的范畴,现在国内已经有很大一部分企业都拥有了一定程度的自动化生产设备,这绝对是得力于机械自动化专业的研究成果,为此我们必须将该项技术一直发展下去。


机制XXX班机械加工工序卡片 1产品名称零件名称2页第1页车间工序号工序名称材料牌号机加工20 车削2A121832 29 15120X-\-毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件设备名称车床夹具编号© 30x170设备型号CA6140工位器具编号设备编号夹具名称三抓卡盘同时加工件数切削液工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm基本辅助1端面车削端面车刀,游标卡尺320300.2112轮廓车削外圆车刀,游标卡尺320300.223槽加工槽车刀,游标卡尺320302214螺纹车削螺纹车刀,游标卡尺10030 1.512校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期设计(日期)-r 心口、 工步号工步内容 工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时 r/min m/min mm/r mm基本 辅助1 球面车削 球面车刀,游标卡尺 320 300.2 122 锥面车削 外圆车刀,游标卡尺 320 30 0.2 1 23外圆车削外圆车刀,游标卡尺320300.212机制XXX 班机械加工工序卡片产品名称零件名称轴共 2页第 2页车间 工序号 工序名称材料牌号机加工30车削2A12丄 0.01ALA毛坯种类 锻件设备名称 卧式车床毛坯外形尺寸设备型号CA6140每毛坯可制件数1设备编号每台件数1同时加工件数夹具编号夹具名称切削液工位器具编号三抓卡盘工序工时(分) 准终单件「8 ...32 (29)’15 二 22—十——1120 —11厂更改文件号签字日期标记更改文件号签字日期标记处数。


机械加工工艺过程卡片零件图号零件名称泵体共 1 页第 1 页材料牌号毛坯种类铝合金每毛坯件数件数备注工序号工序名称工序内容车间设备工艺装备工时准终单件010 选料铸件铸造020 铣加工工件上表面,保证工件上下表面厚度为94.5mm。
粗铣机加数控加工中心Φ50mm面铣刀,夹具为通用夹具,量具为游标卡尺。
030 铣加工工件下表面,保证工件上下表面厚度为93mm。
粗铣机加数控加工中心Φ50mm面铣刀,夹具为通用夹具,量具为游标卡尺。
040 铣加工工件前表面,保证工件前后表面厚度为92.5mm。
粗铣机加数控加工中心Φ50mm面铣刀,夹具为通用夹具,量具为游标卡尺。
050 铣加工工件后表面,保证工件前后表面厚度为91mm。
粗铣机加数控加工中心Φ50mm面铣刀,夹具为通用夹具,量具为游标卡尺。
060 铣、钻、扩、铰精铣上端面,深20,R13圆弧,加工4×φ11的通孔,2×φ7深22的定位销孔,宽4mm深3mm的封油槽机加数控加工中心Φ6.8钻头、Φ10.5钻头、Φ7mm绞刀、,夹具为通用夹具、量具为游标卡尺、R尺。
070 铣、钻、铰精铣下端面、钻2—M8×1.25深22mm螺纹孔、宽4mm深3mm的封油槽机加数控加工中心Φ6.8mm钻头,夹具为通用夹具、量具为游标卡尺。
080 铣、钻、扩精铣后端面钻、扩、铰、后平面上4—M8×1.25深22mm的螺纹孔和一个φ20的出油孔机加数控加工中心Φ3.2钻头Φ6.8mm钻头、Φ20钻头,夹具为通用夹具、量具为游标卡尺。
090 铣、钻、扩精铣前端面钻、扩、铰、前平面上4—M8×1.25深22mm的螺纹孔和一个φ24的出油孔机加数控加工中心Φ3.2钻头Φ6.8mm钻头、Φ20钻头,夹具为通用夹具、量具为游标卡尺100 检验110 入库机械加工工序卡片产品型号零件图号产品名称零件名称泵体共 6 页第 1 页车间工序号工序名称材料牌号金工毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铝合金114×90mm 1 1设备名称设备型号设备编号同时加工件数数控加工中心XH0825 1夹具编号夹具名称切削液通用夹具乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01粗铣工件表面,工件上下表面厚度达93mm,前后厚度达91mmΦ50mm面铣刀1300 0.5 0.1502精铣工件表面,工件上下表面厚度达92mm,前后厚度为90Φ50mm面铣刀1600 0.6 0.10设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称泵体共 6 页第 4 页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铝合金114×90mm 1 1设备名称设备型号设备编号同时加工件数数控加工中心XH0825 1夹具编号夹具名称切削液通用夹具乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 钻底面和前后面M8的螺纹底孔Φ6.5mmΦ6.5mm钻头800 0.5 2.0 4.0 102 攻M8的螺纹M8螺纹丝锥500 0.4 1.0 2.0 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称泵体共 6 页第 3 页车间工序号工序名称材料牌号金工毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铝合金114×90mm 1 1设备名称设备型号设备编号同时加工件数数控加工中心Xh0825 1编号夹具名称切削液通用夹具乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 铣宽4mm深3mm的封油槽,R13的凹槽Φ4立铣刀600 0.5 0.5 2.0 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称泵体共 6 页第5页车间工序号工序名称材料牌号金工毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铝合金114×90mm 1 1设备名称设备型号设备编号同时加工件数数控加工中心XH0825 1编号夹具名称切削液通用夹具乳化液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 钻—扩Φ44的内孔Φ5钻头,Φ42钻头600 0.5 0.5 2.0 102 铰Φ44的内孔Φ44铰刀150 0.2 0.1 1.0设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称泵体共 6 页第 2 页车间工序号工序名称材料牌号金工HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铝合金114×90mm 1 1设备名称设备型号设备编号同时加工件数数控加工中心XH0825 1编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助01 钻—扩底座上4×φ11孔。
机械加工工艺设计过程卡片及工序卡片机械加工工艺设计是将产品设计图纸上的几何形状和尺寸转化为加工工艺方案的过程。
在机械加工工艺设计中,设计师需要根据产品的要求和加工设备的特点,综合考虑材料、工艺和生产成本等因素,制定出一套合理的加工工艺方案。
下面是机械加工工艺设计过程卡片及工序卡片的详细介绍。
一、机械加工工艺设计过程卡片1.工件信息:包括工件名称、图号、材料、尺寸等信息。
2.工艺要求:包括工艺要求、加工精度要求、表面质量要求等。
3.设计依据:包括设计图纸、产品规范等依据。
4.工艺路线:包括加工顺序、加工方式、工序安排等。
5.工具选择:包括刀具、夹具、量具等选择。
6.主要设备:包括加工设备、工艺设备等。
7.工时计算:包括加工时间、换刀时间等计算。
8.参考资料:包括机床手册、刀具技术参数表等。
通过填写机械加工工艺设计过程卡片,可以使机械加工工艺设计的过程更加规范化、有条理,减少因为遗漏或者不清晰导致的错误和纠纷。
二、工序卡片工序卡片是机械加工工艺设计中用于记录每个工序细节的文件。
它可以帮助加工工人了解工件的加工要求,掌握加工过程中的关键参数和控制要点,提高加工效率和质量。
工序卡片一般包括以下内容:1.工序号:标识每个工序的唯一编号。
2.工序名称:描述工序的名称。
3.工序要求:描述工件在该工序中的加工要求,包括加工尺寸、加工精度、表面质量等。
4.加工工艺:描述工序的加工工艺,包括加工方式、切削参数等。
5.设备与工具:描述该工序需要使用的机床、刀具、夹具等设备与工具。
6.加工顺序:描述该工序在整个工艺中的位置和顺序。
7.注意事项:描述该工序中需要注意的事项,如安全注意事项、操作要点等。
通过填写工序卡片,加工工人可以清晰地了解每个工序的加工要求和操作步骤,避免因为操作不当导致的错误和事故发生。
总之,机械加工工艺设计过程卡片和工序卡片都是机械加工工艺设计过程中重要的文件记录工具。
通过填写和使用这些卡片,可以使机械加工工艺设计更加规范化、有条理,提高生产效率和产品质量。

附录一机械加工工艺过程卡片AAM公司机械加工工艺过程卡片零件图号共页零件名称轴套第1页材料牌号45钢毛坯种类锻件毛坯外形尺寸每件毛坯可制件数 1 每台件数 1工序号工序内容车间工段设备工艺装备工时准终单件10 粗铣、半精铣轴套左右端面、立式铣床X51 高速钢套式铣刀、游标卡尺236.51 20 粗铣、半精铣C平面立式铣床X51 高速钢套式铣刀、游标卡尺227.95 30 粗镗、半精镗、精镗φ74、φ82内孔立式钻床525 高速钢镗刀、卡尺、塞规678.9840 钻、铰φ10定位孔,在φ10定位孔上粗镗φ13.5定位孔,深度8mm立式钻床525高速钢麻花钻头、高速钢镗刀、铰刀、卡尺、塞规124.3250 车螺纹卧式车床C630 螺纹刀、游标卡尺60.95 60 粗车、半精车、精车定位孔左右端面卧式车床C630 45o外圆车刀、游标卡尺320.70 70 粗车、半精车、精车各外圆表面卧式车床C630 45o外圆车刀、游标卡尺500.38 80 去毛刺钳工台平锉90 中检塞规、百分表、卡尺等100 对各外圆表面进行淬火淬火机110 清洗清洗机120 终检塞规、百分表、卡尺等AAM公司机械加工工序卡片零件图号共17页附录二机械加工工序卡片零件名称轴套第1页车间工序号工序名称材料牌号10粗铣、半精铣轴套左右端面45钢毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数立式铣床X51 2 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件236.51工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm走刀次数工时定额基本辅助1 粗铣左端面,控制尺寸193.5±0.23mm 高速钢套式铣刀、游标卡尺100 50.27 1.28 1.5 1 53.5S 8.03S2 粗铣右端面,控制尺寸192±0.23mm 高速钢套式铣刀、游标卡尺100 50.27 1.28 1.5 1 53.5S 8.03S3 半精铣左端面,控制尺寸L3=191±0.057mm高速钢套式铣刀、游标卡尺100 50.27 0.896 1 1 43.5 6.53S4 半精铣左端面,控制L4=190±0.057mm 高速钢套式铣刀、游标卡尺100 50.27 0.896 1 1 43.5 6.53SAAM公司机械加工工序卡片零件图号共17页AAM 公司机械加工工序卡片零件图号 共 17页 零件名称轴套第 1页零件名称 轴套第 1页 车间 工序号 工序名称 材料牌号 20 粗铣半精铣C 平面 45钢 毛坯种类 毛坯外形尺寸每件毛坯可制件数每台件数锻件 1 1 设备名称 设备型号 设备编号同时加工件数立式铣床X511 夹具编号夹具名称切削液工位器具编号工位器具名称工序工时 准终 单件227.95工步号 工步内容工艺装备主轴转速 /(r /min ) 切削速度 /(m /min ) 进给量/(mm /r )背吃刀量/mm 走刀 次数 工时定额 基本 辅助 1 粗铣C 平面,控制尺寸23.071±高速钢套式铣刀、游标卡尺160 40.2 0.8 1.5 1 64 9.6 2 半精铣C 平面,控制尺寸057.070± 高速钢套式铣刀、游标卡尺18045.240.41112318.45。

机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号Ⅰ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ155的端面YG8,90°9044.930.65 1.30.723Ⅱ粗车Φ155的外圆YG8,90°9044.930.81 1.10.233Ⅲ粗车Φ100的外圆YG8,90°9044.930.810.750.233Ⅳ粗车Φ75的外圆YG8,90°9044.930.65 1.50.257设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 4 页车间工序号工序名称材料牌号Ⅲ切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ切槽成形刀具9044.930.65 5.250.124设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 5 页车间工序号工序名称材料牌号Ⅳ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ65的端面YG8,90°15039.210.5220.23Ⅱ粗车Φ65的外圆YG8,90°15039.210.650.750.205Ⅲ粗车Φ80的端面YG8,90°15039.210.5220.173Ⅳ粗车Φ80的外圆YG8,90°15039.210.65 1.50.153设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第 6 页车间工序号工序名称材料牌号Ⅴ镗孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗镗Φ47的内孔YG8,45°600103.240.35 1.50.095Ⅱ粗镗Φ47的内孔表面YG8,45°600103.240.5220.192Ⅲ粗镗Φ32的内孔YG8,45°600103.240.35 1.50.214设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称填料箱盖零件名称填料箱盖共8 页第7 页车间工序号工序名称材料牌号Ⅵ钻Φ13.5的孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ钻Φ13.5的孔麻花钻272110.360.50.225设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第8 页车间工序号工序名称材料牌号Ⅶ加工M10的螺纹孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ加工M10的螺纹孔麻花钻,丝锥27290.48 1.60.287设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期。


目录(一)零件分析§1.1 零件的作§1.2 零件的工艺分析(二)确定生产类型(三)确定毛坯§3.1确定毛坯种类§3.2确定铸件加工余量及形状§3.3绘制铸件零件图(四)工艺规程设计4.1选择定位基准§4.1.1粗基准的选择§4.1.2精基准的选择4.2 制定工艺路线4.3机械加工余量﹑工序尺寸及公差的决定§4.3.1圆柱表面工序尺寸§4.3.2平面工序尺寸§4.3.3确定切削用量及时间定额§4.3.4 填写机械加工工艺卡§4.3.5填写工序卡(五)夹具设计§5.1问题的提出5.2夹具的设计§5.2.1定位基准的选择§5.2.2切削力及夹紧力的计算§5.2.3夹具设计及操作的简要说明§5.2.4夹具设计装备图(六)参考文献一、零件的分析1 零件的作用轴套在运动部件中,因为长期的磨擦而造成零件的磨损,当轴和孔的间隙磨损到一定程度的时候必须要更换零件,因此在设计的时候选用硬度较低、耐磨性较好的材料为轴套或衬套,这样可以减少轴和座的磨损,当轴套或衬套磨损到一定程度进行更换,这样可以降低因更换轴的成本,轴套一般有滑动轴承,轴向定位,及减磨减震的作用2 零件的工艺分析零件的材料为HT150,灰铸铁生产工艺简单,铸造性能优良,但塑性较差,脆性高,不适合磨削,为此以下是轴套需要加工的表面以及加工表面之间的位置要求:1﹑14∅以及与此孔相通的∅9。
2﹑M60⨯1.5的内螺纹3﹑∅70,∅65及∅105的圆跳动,M60⨯1.5的同轴度。
4﹑∅65外圆面,∅105的端面,∅70的外圆面的表面粗糙度。
由以上分析可知,∅70外圆及端面,∅65外圆及端面,∅55内圆可通过车削进行加工,并且保证精度要求,可根据各加工方法的精度要求及机床达到的位置精度,二﹑确定生产类型已知此轴套产品的年产量为8000台/年,每台产品中该零件数量为1件/台;结合生产实际,备品率α和废品率β分别取3%和0.5%,零件年产量为N=⨯1/⨯台/每年件台(1+3%)(1+5%)=8281件/年8000轴套的重量是0.86k/g个,查《机械制造基础课程设计》表2.2的“机电产品的零件类型分类”知,轴套属轻型零件。
车间工序号工序名称材料牌号金工10 下料HT300
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件58x58x84 1 1
设备名称设备型号设备编号同时加工件数锯床 1
夹具编号夹具名称切削液
专用夹具乳化液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 下料Φ58x84 带锯条、卷尺
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
车间工序号工序名称材料牌号金工20 钻孔HT300
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件58x58x84 1 1
设备名称设备型号设备编号同时加工件数卧式车床CA6140 1 夹具编号夹具名称切削液
专用夹具乳化液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 钻孔Φ36,尺寸如图所示Φ36麻花钻、游标卡尺
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
车间工序号工序名称材料牌号金工30 车HT300
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件58x58x84 1 1
设备名称设备型号设备编号同时加工件数卧式车床CA6140 1 夹具编号夹具名称切削液
专用夹具乳化液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 镗孔Φ40 硬质合金镗刀、游标卡尺
2 粗车Φ54外圆硬质合金车刀、游标卡尺
3 粗车右端面至尺寸82 硬质合金车刀、游标卡尺
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
车间工序号工序名称材料牌号金工40 车HT300
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件58x58x84 1 1
设备名称设备型号设备编号同时加工件数卧式车床CA6140 1 夹具编号夹具名称切削液
专用夹具乳化液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 工件掉头,粗车另一端面至尺寸80 硬质合金车刀、游标卡尺
2 镗孔Φ40 硬质合金镗刀、游标卡尺
3 粗车Φ54外圆硬质合金车刀、游标卡尺
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
车间工序号工序名称材料牌号金工50 车HT300
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件58x58x84 1 1
设备名称设备型号设备编号同时加工件数卧式车床CA6140 1 夹具编号夹具名称切削液
专用夹具乳化液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 精车端面至尺寸79 硬质合金车刀、游标卡尺
2 精镗内孔Φ41.6 硬质合金镗刀、游标卡尺
3 精车外圆Φ52.
4 硬质合金车刀、游标卡尺
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
车间工序号工序名称材料牌号金工60 车HT300
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件58x58x84 1 1
设备名称设备型号设备编号同时加工件数卧式车床CA6140 1 夹具编号夹具名称切削液
专用夹具乳化液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 工件掉头,精车端面至尺寸78 硬质合金车刀、游标卡尺
2 精镗内孔Φ41.6 硬质合金镗刀、游标卡尺
3 精车外圆Φ52.
4 硬质合金车刀、游标卡尺
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
车间工序号工序名称材料牌号金工70 磨HT300
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件58x58x84 1 1
设备名称设备型号设备编号同时加工件数外圆磨床M1412 1 夹具编号夹具名称切削液
专用夹具乳化液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 内孔定位磨外圆至Φ5
2 砂轮、外径量表
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
车间工序号工序名称材料牌号金工80 磨HT300
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件58x58x84 1 1
设备名称设备型号设备编号同时加工件数内圆磨床M215A 1 夹具编号夹具名称切削液
专用夹具乳化液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 外圆定位磨内孔至尺寸Φ4
2 砂轮、外径量表
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
车间工序号工序名称材料牌号金工90 钻HT300
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件58x58x84 1 1
设备名称设备型号设备编号同时加工件数立式钻床Z525 1 夹具编号夹具名称切削液
专用夹具乳化液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 钻孔Φ8 Φ8麻花钻、游标卡尺
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
车间工序号工序名称材料牌号金工100 下料HT300
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件58x58x84 1 1
设备名称设备型号设备编号同时加工件数锯床 1
夹具编号夹具名称切削液
专用夹具乳化液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 铣2mm深槽,尺寸如图所示Φ4铣刀、游标卡尺
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)
机械加工工序卡片产品型号零件图号
产品名称零件名称轴套共页第页
车间工序号工序名称材料牌号
金工110 钻HT300
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数
铸件58x58x84 1 1
设备名称设备型号设备编号同时加工件数
立式钻床Z525 1
夹具编号夹具名称切削液
专用夹具乳化液
工位器具编号工位器具名称工序工时(分) 准终单件
工步号工步内容工艺装备
主轴转速切削速度进给量切削深度
进给次数
工步工时
r/min m/min mm/r mm 机动辅助
1 钻孔2xΦ6.8 Φ6.8麻花钻、游标卡尺
2 攻丝2xM8 M8麻花钻
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。