圆截面卸扣的有限元设计与结构
- 格式:pdf
- 大小:649.72 KB
- 文档页数:4
圆截面卸扣的有限元设计与结构怀玉兰;孟宪举;李军;张荣建【摘要】有限元分析技术的应用,对于缩短产品开发周期、提高产品质量、降低制造成本具有重要意义.根据实际工况,利用有限元分析软件ANSYS对圆截面卸扣进行结构分析,包括接触非线性及材料非线性分析,获得圆截面卸扣受力时的载荷分布,并与实际模型试验作对比,确定最易发生变形的位置.结果表明,数值模拟的结果与卸扣实验结果相一致,满足设计要求,为产品的可靠性设计提供保障.【期刊名称】《河北联合大学学报(自然科学版)》【年(卷),期】2012(034)002【总页数】4页(P40-43)【关键词】卸扣;有限元分析;ANSYS【作者】怀玉兰;孟宪举;李军;张荣建【作者单位】河北联合大学研究生学院,河北唐山063009;河北联合大学机械学院,河北唐山063009;河北联合大学机械学院,河北唐山063009;河北联合大学机械学院,河北唐山063009【正文语种】中文【中图分类】TH1230 前言卸扣在中国是一个新型行业,是吊索具的一种,普及程度还很低。
未来发展空间非常巨大。
据业内人士预计,未来行业的年均需求增速将达到20%以上。
卸扣的应用范围非常广泛,适用于各个工业制造、大型吊装和工程建设领域。
特别是小于150吨的圆形截面的D型、弓形卸扣应用广泛,生产历史较长。
由于国内对卸扣的材料和结构研究不够深入,缺乏在安全设计系数下的可靠设计方法,目前只能依靠国外的样本进行模仿制造。
目前卸扣的设计还主要依靠传统的经验和实验进行设计,耗费大量的人力物力。
通过对小型圆截面卸扣运用分析软件ANSYS进行结构分析,模拟计算卸扣的实际破断载荷以及破断位置,从而为卸扣的开发生产和安全使用提供理论依据。
有限元法的应用范围非常广泛,它不但可以解决工程中的线性问题、非线性问题,而且对于各种介质为不同性质的固体材料,如各向同性和各向异性材料、粘弹性材料以及流体等力学问题和相关的其他问题均能求解。

ICS 53.020.30J80JB81121999eqv ISO24151987一般起重用锻造卸扣—D形卸扣和弓形卸扣Forged shackles for general lifting purposesDee shackles and bow shackles1999-06-28 发布2000-01-01 实施国家机械工业局发布免费标准下载 I前 言本标准等效采用ISO 24151987一般起重用锻造卸扣D形卸扣和弓形卸扣本标准是对JB 8112—95一般起重用锻造卸扣的修订本标准仅在以下4处与ISO 2415有差异根据我国标准体系与构成引用标准作了适当调整卸扣的材质根据我国钢材品种及国内制造经验选用优质碳素结构钢和合金钢制造推荐了销轴尾部螺纹尺寸增加了包装要求本标准自实施之日起代替JB 8112—95本标准的附录A 是提示的附录本标准由全国起重机械标准化技术委员会提出并归口本标准负责起草单位天津市滑车厂 本标准主要起草人崔振元张宝林免费标准下载 II ISO 前言ISO 国际标准化组织是各国标准化团体ISO 成员团体的全球性组织各项国际标准的起草工作主要是通过ISO各个技术委员会完成的对某一项已建立技术委员会的课题感兴趣的每一个成员团体均有权派代表参加该技术委员会许多与ISO有联系的官方的和非官方的国际组织也可参与这项工作技术委员会已采纳的国际标准草案在由ISO理事会接受作为国际标准前应分发至各成员团体进行投票表决按ISO程序要求至少75%的成员团体投票赞成国际标准ISO 2415由ISO/TC 111钢制圆环链起重吊钩和附件技术委员会起草这次第二版撤销并取代了第一版ISO 2415—1973及构成技术修订本的ISO 2731—1973和ISO 2791—1973使用者应注意所有国际标准都要不断地被修订本国际标准里引用的其它国际标准都是最新版本除非另有说明免费标准下载 11 范围本标准规定了M 4S 6和T 8级极限工作载荷0.63~100t D 形和弓形卸扣的一般特性性能以及与其他零件互换配合所必需的关键尺寸D 形卸扣与锻造吊钩配合使用时可采用一中间部件作连接用2 引用标准下列标准所包含的条文通过在本标准中引用而构成为本标准的条文本标准出版时所示版本均为有效所有标准都会被修订使用本标准的各方应探讨使用下列标准最新版本的可能性GB/T 196—1981 普通螺纹 基本尺寸直径1~600mm GB/T 197—1981 普通螺纹 公差与配合直径1~355mm GB/T 230—1991 金属洛氏硬度试验方法 GB/T 231—1984 金属布氏硬度试验方法 GB/T 699—1988 优质碳素结构钢 技术条件 GB/T 3077—1988 合金结构钢 技术条件GB/T 12362—1990 钢质模锻件 公差及机械加工余量 YB/T 5148—1993 金属平均晶粒度测定法 3 定义 本标准采用下列定义参见图1~图33. 1 卸扣 shackle 由扣体和销轴装配而成的组合体 3. 2 扣体 body由一定截面的棒材经弯曲锻制而成两端带有同轴环眼3. 3 扣顶 crown 扣体顶部3. 4 环眼 eyes 扣体端部与销轴配合的一对同轴孔 3. 5 销轴 pin与扣体配合穿过环眼的圆截面销国家机械工业局 1999-06-28 批准 中华人民共和国机械行业标准一般起重用锻造卸扣 —D 形卸扣和弓形卸扣Forged shackles for general lifting purposesDee shackles and bow shacklesJB 81121999 eqv ISO 24151987代替 JB 8112—952000-01-01 实施23. 6 D 形卸扣 dee shackle 扣顶呈半圆形的卸扣 3. 7 弓形卸扣 bow shackle 扣顶呈大半个圆形的卸扣3. 8 极限强度 ultimate strength在拉伸试验中卸扣失去承载能力时所受到的最大作用力3. 9 验证力 proof force, (F e ) 对成品卸扣进行试验时所施加的作用力见6.33. 10 额定起重量极限工作载荷working load limit, (WLL)卸扣在正常使用条件下设计规定承受的最大质量 3. 11 工作载荷 working load, (WL)卸扣在某一特定工况可以承受的最大质量图 1 D 形卸扣图 2 弓形卸扣a) W 型带环眼和台肩的螺纹销轴b) X 型六角头螺栓六角螺母c) Y 型沉头螺钉图 3 销轴的几种型式4型式与基本参数4. 1型式344. 1. 1 卸扣按其扣体形状分为下列两种型式a) D 形卸扣其形状如图1所示代号为D b) 弓形卸扣其形状如图2所示代号为B 4. 1. 2 卸扣的销轴型式分为下列几种见图3 a) W 型带环眼和台肩的螺纹销轴b) X 型六角头螺栓六角螺母和开口销c) Y 型沉头螺钉d) Z 型在不削弱卸扣强度的情况下采用的其他形式的销轴4. 2 基本参数4. 2. 1 D 形卸扣的基本参数必须符合表1的规定4. 2. 2 弓形卸扣的基本参数必须符合表2的规定4. 2. 3 卸扣的销孔直径卸扣的光孔直径不得超过以下值 a) 当D 20mm 时孔径为D +1mmb) 当D >20~45mm 时孔径为D +1.5mm c) 当D >45mm 时孔径为D +2mm注D 为螺纹销轴六角螺栓或销轴的直径见图34. 3 型号表示方法4. 4 标记示例a) 销轴为W 型起重量20t 的M4级D形卸扣标记为卸扣 M–DW 20 JB 8112—1999 或卸扣 4–DW 20 JB 8112—1999b) 销轴为X 型起重量为10t 的T8级弓形卸扣标记为卸扣 T–BX 10 JB 8112—1999 或卸扣 8–BX 10 JB 8112—1999表 1 D 形卸扣的尺寸额 定 起 重 量d max 1D max 2e maxS min 3) W min 2)推荐销轴起重量t销轴型式W X Y Z卸扣型式D D 形卸扣B 弓形卸扣[M 4S 6T 8]M4S8t mmM4146 11.2T8计算公式M416S6T8 11.2M431.5S6 25T8 22.4表 2 弓形卸扣的尺寸额定起重量d max1D max2e max2r min3)S min4)W min2)推荐5M46Tt mmM46T8计算公式M418S6 14T8 12.5M 28S6T8M4 406T85技术要求5. 1材质5. 1. 1扣体钢材必须由平炉电炉或转炉吹氧炼制而成钢材必须是镇静钢可锻性好必须含足够6的合金元素以保证经适当热处理后能获得满足本标准要求的力学性能各级别卸扣用材料必须满足表3要求表 3 卸扣材质级别材质元素要求硫磷最大含量%推荐用钢材M 4— S0.05P0.045GB/T 699中的20 至少含下列元素中的一种扣体Ni Cr Mn MoS6销轴Ni Cr Mo S0.04P0.04GB/T 3077中的20Cr或20Mn2T8至少含下列元素中的两种Ni Cr MoS0.04P 0.04GB/T 3077中的35CrMo注制造厂可以自行选择其他满足本标准规定的材质及力学性能的材料5. 1. 2各级别卸扣材质按照YB/T 5148进行测定均应达到奥氏体5号晶粒度或更细的品级5. 2热处理5. 2. 1M4级和S6级卸扣锻造之后必须根据材质和要求的力学性能对卸扣进行相应的热处理5. 2. 2T8级卸扣锻造之后必须根据材质和所要求的力学性能对卸扣进行调质处理T8级卸扣最高可在400的环境中使用当温度降至室温后其金相组织及力学性能不能有削弱和改变如有验证要求须将试样重新加热到400保持1h后降至室温然后进行试验5. 2. 3热处理硬度要求卸扣经热处理后的硬度值不得超过表4所规定的数值表 4 热处理硬度级别布氏硬度HB 洛氏硬度HRCM4217 17S6300 32T8380 41卸扣硬度试验必须按GB/T 230GB/T 231中所规定的要求进行以测得洛氏硬度或布氏硬度数值5. 3力学性能5. 3. 1卸扣的力学性能验证力和极限强度必须符合表5的规定表 5 卸扣的力学性能额定起重量验证力F e极限强度min78t kN kN0.63 12.5 250.8 16 321 20 401.25 25 501.6 32 632 40 802.5 50 1003.2 63 1254 80 1605 100 2006.3 125 2508 160 32010 200 40012.5 250 50016 320 63020 400 80025 500 100032 630 125040 800 160050 1000 200063 1250 250080 1600 3200100 2000 40005. 3. 2 卸扣进行静强度试验时必须能承受表5所规定的验证力销轴不得有永久变形且在拧松后可自由转动扣体长度尺寸S 的增量或从扣顶和销轴之间的记号所量取长度的增量不得超过0.25%或0.5mm 两者之较大值5. 3. 3 卸扣进行静强度试验时必须能承受表5所规定的极限载荷不得出现断裂或使卸扣丧失承载能力的变形5. 3. 4 对于起重量不大于10t 的S 6T8级卸扣按6.1.4试验时必须在完成104次循环后仍能承载5. 4 工艺5. 4. 1 卸扣扣体须用无焊缝的整体毛坯锻制而成锻件应符合GB/T 12362的要求扣体两销孔应同轴且与环眼两侧外径同心5. 4. 2 销轴必须从棒料截取锻后经机加工而成或者经买方与制造厂商定锻造后加以适当修整装配后销轴只限于W 型和Y 型的台肩或头部必须能贴合在扣体上当螺纹销拧到底时卸扣W尺寸间的可见剩余螺纹不得大于1个螺距销轴正确地装配后在任何情况下扣体内宽尺寸W不得有明显减少95. 4. 3 成品卸扣表面光洁不应有毛刺裂纹折叠过烧等降低强度的局部缺陷卸扣上的缺陷不允许补焊5. 4. 4 卸扣表面应进行必要的防护处理或根据买方的要求进行处理5. 5 螺纹螺纹应符合GB/T 196的规定螺纹配合精度选用GB/T 197中6H/6g 级6 试验方法与检验规则 6. 1 型式试验 6. 1. 1 试验方法在6.1.2~6.1.4所规定的试验中分别用直径不大于销轴直径的附件和宽度不超过销轴直径的附件装卡于卸扣作用力沿卸扣对称中心线无冲击地加载6. 1. 2 变形试验抽取3个试样每个试样必须能承受表5所列的验证力并应符合5.3.2的规定6. 1. 3 静强度试验6. 1. 3. 1 起重量小于或等于63t每个试样的极限载荷至少应等于表5规定的最小值每个扣体和销轴必须能承受此作用力不得出现断裂或使卸扣不能继续承载的变形6. 1. 3. 2 起重量大于63t对于起重量大于63t 的卸扣只要其他方面满足本标准的要求其极限强度也可通过计算验证附录A 提示的附录给出设计方法的示例6. 1. 4 疲劳试验[S6T8级起重量小于或等于10t]抽取3个试样每次循环作用力的最大值为表5中验证力的0.75倍最小值大于0小于3kN 作用力频率在5~25Hz 之间卸扣必须在这样的条件下承受104次循环后仍能承载6. 2 检验规则 按 6.1.26.1.36.1.4进行试验若3个试样均符合本标准要求则确定该尺寸的卸扣合格以上检验若有1个试样不符合要求应重新抽取2个试样这2个试样全部符合本标准要求之后才可确定该尺寸的卸扣合格如果这3个试样中有2个不符合要求则确定该尺寸的卸扣不合格6. 3 验证试验如果买方提出要求每只成品卸扣必须经受表5中所规定的相应的验证力试验要求同 6.1.1 5.3.2的规定7 产品合格证书7. 1 当卸扣试验结果满足 6.1 6.2规定时制造厂可签发合格证试验数据应记录归档至少应保存到签证后的10年7. 2 如买方有要求制造厂必须在交货时提交1份证书每批交货时要给出以下说明a) 表示强度级别的代号10 b) 材料种类c) 识别符号便于交付时辨认出任何1只或1批卸扣d) 验证力见表5e) 额定起重量该证书必须说明每只卸扣都符合本标准还需说明每只卸扣都已按6.3做过验证试验并经专职检验人员验收8 标志与包装 8. 1 标志在扣体不影响强度的部位应锻出永久清晰的标志标志应包括以下内容a) 制造厂标记 b) 强度级别代号即M4S 6或T8c) 额定起重量t8. 2 包装8. 2. 1产品包装应符合下列规定a) 小吨位卸扣应用包装箱包装b) 包装应牢固箱体内部应衬防潮衬里c)产品及附件在包装箱内应固定牢固d) 随同产品交付的各种技术文件须用防潮袋包装8. 2. 2 包装箱外壁文字标志应整齐美观其内容如下a)产品型号及名称b) 箱体外形尺寸及毛重 c) 制造厂名称及出厂日期8. 2. 3 随同产品交付的技术文件有产品合格证产品使用维护说明书8. 2. 4 产品应放在通风良好防潮防腐蚀的仓库内11附 录 A A1 额定起重量大于63t 的卸扣只要与按照5.3.4试验过的卸扣具有相同的几何形状其极限强度可由计算获得本附录给出适用于这种设计方法的示例A2 扣体的计算公式见式A1SWr f r d 9)WLL (3631−×=A1式中d 扣体直径mmWLL 额定起重量极限工作载荷tr 弓形内侧曲率半径mmf 额定工作载荷状态下的名义极限拉应力见表A1MPaW 扣体的内宽mmS卸扣的内长mm表 A1 名义极限拉应力值f 值M 4S 6T8卸 扣型 式MPaD 形 卸 扣315 500 630 弓 形 卸 扣400 630 800对于D 形卸扣应注意到2r =W式A1在下列尺寸范围有效2.5rD S )2/(+6.5D 销轴直径0.5Wr 10.4W d 0.75A3 销轴计算公式见式A231)WLL(4.29+=f d W D A2式A2中的符号及单位与扣体计算公式相同f 值另做如下规定M 4 400MPa S 6630MPaT8 800MPaA4 第A2章和第A3章中所给出的公式由英国的国家物理实验室导出它基于这样的条件载荷加在提示的附录 设计注意事项12 销轴的中部反作用力作用到销孔间长度中心公式给出d 和D 的最小值设计d <25的卸扣时为实用起见从公式中所得出的销轴直径D 乘以一相应的修正系数该系数可在图A1中按2r /d 的比值从相应曲线中查得这些公式给出适合正常使用工况的卸扣尺寸对于危险工况在设计时应考虑减少f 值图 A1 销轴直径的修正系数适用于d <25mm 的卸扣J B 81121999中 华 人 民 共 和 国机 械 行 业 标 准 一般起重用锻造卸扣 —D 形卸扣和弓形卸扣JB 81121999*机械科学研究院出版发行 机械科学研究院印刷北京首体南路2号 邮编 100044*开本8801230 1/16 印张1 字数26,000 1999年10月第一版 1999年10月第一次印刷印数1500 定价 10.00元编号 99972机械工业标准服务网。
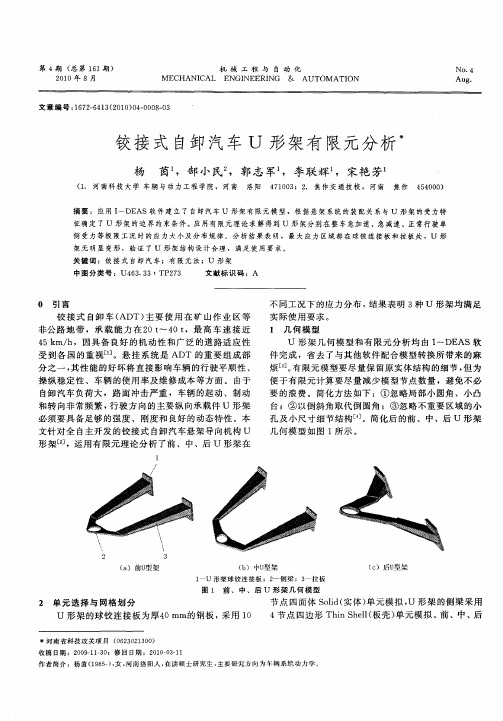
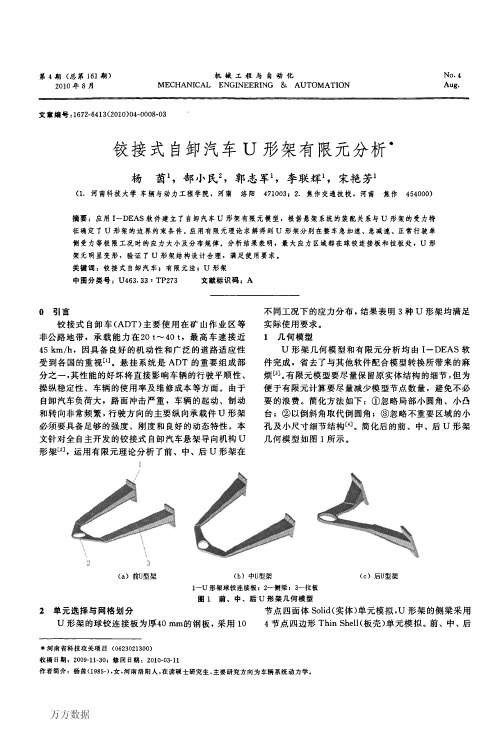
一种连接车体的铰接装置的有限元受力分析采用有限元处理软件HYPERMESH进行建模,采用HyperWorks自带的大型非线性有限元求解器RADIOSS对此铰接装置进行有限元强度分析,校核强度。
标签:铰接装置;有限元强度分析;非线性理论1 概述此铰接装置是用于低地板车辆两模块之间重要的连接部件。
本次分析根据产品三维图和车体载荷输出,采用目前世界上最通用的有限元处理软件HYPERMESH进行建模,最后采用HyperWorks自带的大型非线性有限元求解器RADIOSS进行计算。
建立详细的有限元模型需要根据实际情况对实际结构进行必要的简化,选择合适的单元,合理模拟实际连接连接情况,下面进行分别讨论。
建模过程中对下列问题进行了简化:圆角、倒角以及工艺凹槽等结构中尺寸相对较小的局部细节将影网格质量,处于低应力区的这些结构细节予以忽略,高应力区则不能忽略。
单元选择:该结构件不完全对称,为了准确模拟结构的受力情况,取整体结构建立有限元力学模型。
由于铰接装置结构件厚度大部分都在4mm以上,厚度较厚,细长处较少,故在建立有限元模型时采用六面体单位CHEXA,该单元上的每个节点都具有6个自由度,分别为沿节点坐标系X、Y、Z方向的移动和绕X、Y、Z轴转动。
2 有限元建模有限元建模:结构静力学分析是用来计算结构在固定不变的载荷的作用下的响应,也就是由稳态外载引起的系统或部件的位移、应力、应变或力,结构静力分析不考虑惯性和阻尼的影响,但是静力分析却可以分析那些固定不变的惯性载荷对结构的影响,以及那些可以近似为静力作用的随时间变化的载荷。
结构静力分析中,由于只是分析计算由那些不包括惯性和阻尼效应的载荷作用下的结构或部件的位移、应力和应变,因此一般都假定载荷和响应固定不变。
静力分析中施加的载荷包括外部施加的作用力和压力、稳态的惯性力(如重力和离心力)和位移载荷等。
第四强度理论认为,单元体的均方根剪应力是引起材料屈服破坏的主要因素。
有限元法在船闸闸首结构设计中的应用随着水运事业的发展,大型船闸的建设对于船舶运输和水文工程的发展非常重要。
船闸的结构设计是保证其正常运行和使用寿命的关键因素之一。
而有限元法是目前常用的结构分析方法之一,其能够准确地计算复杂结构的应力和变形,并提供合理的设计建议。
因此,在船闸闸首结构设计中的应用非常重要。
有限元分析可以对闸首结构的受力情况进行准确的计算,并可以通过改变结构几何尺寸和材料参数进行优化设计。
常见的船闸闸首结构包括轨道式和滚轮式等,每种结构都有其设计特点和优缺点。
在设计过程中,先要进行初步分析,确定结构受力情况并选用合适的有限元网格进行数值计算。
接下来,可以进行参数敏感性分析和优化设计,检验设计方案的可行性和安全性。
最后,进行结构材料选择和测量校验,确保所设计的结构能够承受预期的载荷。
在实际应用中,有限元法已被广泛用于船闸闸首结构的设计和分析。
例如,在某些研究当中,利用有限元法对某型闸首结构的弯曲应力、剪切应力、变形和动态响应等参数进行了计算,并进行了分析和比较。
同时,在设计过程中,优化方法也被应用到结构设计中,以获得更优的结构性能。
此外,有限元法还广泛应用于水下结构的设计,包括船底、锚泊、管线等。
这些应用都体现了有限元法在船闸闸首结构设计中的重要性和实用性。
综上所述,有限元法在船闸闸首结构设计中的应用非常重要。
其可以对结构的性能进行准确预测和优化设计,为工程师提供更加可靠的设计建议和决策依据。
此外,随着计算机技术的不断发展,有限元法将会在更多工程领域中得到应用,为我们创造更加安全和可靠的工程结构。
78现代制造技术与裝备2017第3期总第244期圆形孔口多孔板的有限元分析谭祖龙(普拉克环保系统(北京)有限公司,北京100005)摘要:利用A N S Y S有限元软件,研究不同厚度、载荷和布孔方式下,多孔板最大应力的变化规律,并采 用多项式函数拟合得到最大应力随板厚及载荷的变化曲线。
结果表明,多孔板的最大应力出现在边缘固定支撑位 置,且随着板厚的增大线性减小。
相同载荷及开孔数下,不同的布孔方式对多孔板的最大应力影响不大。
关键词:多孔板最大应力载荷拟合目前,对不同类型多孔板设计仍处于半经验半设计状 态,多孔板的强度设计问题依然通过数值方法估算。
而多 孔板板厚的选择、开孔数目的设计以及布孔方式,将直接 影响多孔板上的最大应力和应变,从而影响污水处理设备 整体的使用寿命。
因此,本文将采用有限元方法,系统研 宄多孔板最大应力随载荷、板厚及布孔方式的变化规律,从而为多孔板设备的设计提供理论依据。
1多孔板几何模型本文以DN2200混床用多孔板为例进行研宄。
多孔板直 径D=2240mm,并在水平和竖直方向上等间距分布,圆形孔 口直径d=36mm,间距大小为130mm。
多孔板的圆孔用于安 装过滤水帽,当水流过水帽时会产生压力差。
一般情况下,多孔板上下表面的压力差在0. 01〜0. 05MPa,设计过程中 水流和重力载荷忽略不计。
2多孔板厚度的有限元验证2.1多孔板的三维建模和定义材料属性在使用ANSYS Workbench进行分析前,采用Pro e软件 建立多孔板的三维模型,如图1所示,通过S T P的格式导 入A N S Y S中。
多孔板有限元模型材料为Q235-B,其材料属 性如表1所示。
[I h M a l||a|«i|^la|g.|n|B i^iE aM i图1多孔板三维模型表1多孔板材料参数弹性模量E密度P泊松比e重力加速度g2. lXIO'MPa7830kg/m30.2749.8m/s22.2网格划分和定义载荷有限元分析过程中,网格的划分质量和密度计算结果 有很大影响。

《工业控制计算机》2019年第32卷第12期参数化设计是根据研究对象,确定合适的约束条件,继而确定对应的参数。
参数变化对象也会发生变化,可生成不同的模型,利用参数化设计能够大大提升设计效率[1]。
有限元分析基于数学力学原理,采用计算机信息化分析手段,完整获取复杂工程问题及科学研究中的定量化结果,是现代仿真技术的重要基础原理[2]。
1设计思路本研究的最终目的是得到圆截面圆柱螺旋压缩弹簧的预紧力长度和验证确定规格弹簧设计的合理性。
首先分析零件,确定零件变量,进行参数化设计,在三维软件中对零件建模,零件尺寸链接定义好的变量,建模完成,更改变量,生成新的零件模型,实现参数化设计;然后在软件中调用有限元分析插件,对零件进行赋予材质、确定夹具、施加载荷、生成网格、进行运算等[3],施加不同载荷,得到不同结果,确定零件各工作状态下的有限元分析结果。
2参数化设计调用三维软件SolidWorks 作为工作平台,对零件开始参数化设计。
2.1弹簧的参数在进行模拟之初,为了快速得到需要的分析数据,对三维建模过程进行一定的简化[4]。
支撑圈不参加受力变形,采用忽略弹簧的支撑圈,有限元分析在不影响结果的前提下经常采用简化模型这种方法。
压缩弹簧建模时必要的参数:弹簧的丝径r 、中径D 、节距t 、圈数n 。
使用这些参数可以在SolidWorks 中构建弹簧的仿真实体造型。
2.2定义参数及变量SolidWorks 菜单命令“工具”→“方程式”→“方程式、整体变量、及尺寸”,全局变量中输入弹簧建模所需参数,如图1所示。
通过绘制底圆、生成螺旋线、丝径扫描、拉伸上下底面等步骤进行圆截面圆柱螺旋压缩弹簧建模,并将所需全部尺寸与全局变量关联,得到如图2所示弹簧50模型。
系统生成对应方程式如图3所示。
该弹簧中径50mm ,对其零件以文件名“弹簧50”存盘。
2.3参数化实现打开“方程式、整体变量、及尺寸”对话框,修改变量:中径D=30,节距t=10.2,圈数n=6.5,弹簧丝径r=4,相关参数随之变化,单击“确定”后生成新的圆截面圆柱螺旋压缩弹簧如下页图4所示。

摘要阶梯形零件在拉深成形的过程中,毛坯变形区的变形与应力基本与圆筒形件拉深相同。
但是此类零件的复杂性与多样性,决定其拉深次数与工序的安排与圆筒形件拉深相比存在很大的不同点。
并且在拉深的过程中受到许多因素的影响,容易出现拉裂、起皱、减薄、拉深不充分和回弹量过大等问题。
因此,利用有限元分析软件Dynaform 模拟拉深,可以清楚的看到成形过程中存在的缺陷,进而利用数值模拟的结果优化冲压工艺与模具设计的方案,大大的缩短了研发周期。
本文首先分析了该零件的结构特点,探究一次拉深的可行性,根据一次拉深的数值模拟结果,分析危险部位,进而提出改进的方案。
其次根据阶梯形件的拉深规则与零件的结构特点,确定拉深次数,拉深顺序。
根据设计的各工序的凹模造型分别在不同压边力,不同毛坯直径,不同凸缘半径,不同拉深方式,不同工具运动速度等条件下在Dynaform软件里进行拉深模拟,选取成形质量最佳的作为下一工序的毛坯,通过不断地模拟优化最终得到该复杂阶梯形圆筒件的最佳拉深参数。
最后根据数值模拟的各项参数探讨各项拉深成形参数对成形模拟结果的影响。
本文主要通过Dynaform软件对复杂阶梯形圆筒件的拉深方法及各次拉深造型的确定进行研究,探讨数值模拟的各项参数对成形件的成形效果和质量的影响,着重探讨拉深方式对回转体阶梯形件的成形质量和效果的影响,对于多次拉深成形的零件,拉深方式对成形质量的影响极大,有限元模拟分析方法在实际的生产中具有重大的意义。
关键词:阶梯形件;拉深方案;Dynaform软件;虚拟冲压速度Complex stepped cylindrical deep drawing finite element analysisAbstract:The deformation and stress of the stepped parts in the process of deep drawing forming are the same as that of the cylindrical parts.. However, the complexity and variety of the parts, the number of deep drawing and the arrangement of the process are different from the cylinder parts.And in the process of drawing by the influence of many factors, prone to crack, wrinkle, reducing thin, drawing and spring back problem. Therefore, using finite element analysis software DYNAFORM to simulate the drawing, can clearly see the forming defects existing in the process, optimization of stamping process and die design scheme and the numerical simulation results, greatly relationship development cycle.This paper first analyzes the structural features of this part, explores the feasibility of a deep drawing, and analyzes the dangerous parts according to the numerical simulation results of a deep drawing, and then puts forward the improving scheme.Secondly, according to the drawing rules of the ladder parts and the structural features of the parts, the number of the deep drawing and the order of drawing are determined.According to the design of the process of Concave die modeling respectively in different blank holder force, different diameter of blank, under the condition of different flange radius, different drawing methods, different velocity and in the DYNAFORM software used in deep drawing simulation, selection of forming quality best as a process of blank, through continuous simulation and optimization is finally obtained the complex stepped cylindrical parts the best drawing parameters.According to the parameters of numerical simulation, the influence of drawing parameters to the forming simulation results is discussed.This paper mainly by DYNAFORM software on complex stepped cylindrical parts drawing method and the drawing shape determine research, discusses the effects of the parameters of the numerical simulation of stamping forming effect and quality, focuses on drawing rotary stepped shape quality and effect, for multiple deep drawing parts drawing method on the forming quality of a great impact, finite element simulation analysis method in the actual production has great significance.Key words:Ladder;Drawing Scheme;Dynaform;Virtual punch velocity目次摘要 (I)Abstract (II)1 引言 (1)1.1课题研究的背景和意义 (1)1.2国内外研究现状 (1)1.3课题研究的主要内容 (2)2 板块冲压成形模拟仿真软件Dynaform应用基础 (3)2.1板块冲压成形模拟仿真软件简介 (3)2.2应用Dynaform软件的一般流程 (3)2.3 Dynaform软件系统结构 (3)2.3.1前处理模块 (4)2.3.2分析模块 (4)2.3.3 后处理模块 (5)2.4本章小结 (5)3复杂阶梯形圆筒件一次拉深成形设计 (6)3.1复杂阶梯形圆筒件拉深工艺分析 (6)3.1.1拉深工艺要求 (6)3.1.2毛坯尺寸估算 (7)3.2 探究一次拉深成形 (8)3.2.1毛坯材料性能参数 (8)3.2.2理论压边力计算 (8)3.2.3模拟拉深及可行性判断 (8)3.3本章小结 (9)4复杂阶梯形圆筒件五次拉深成形设计 (10)4.1五次拉深设计依据 (10)4.2拉深工序造型结构设计 (10)4.3各工序不同参数下数值模拟与比较 (13)4.3.1第一次拉深 (13)4.3.2 第二次拉深 (14)4.3.3 第三次拉深 (15)4.3.4第四次拉深 (16)4.3.5 第五次拉深 (19)4.4本章小结 (20)5 拉深成形过程板料变化情况 (21)5.1成形极限与零件厚度分布 (21)5.2最小厚度变化情况 (22)5.3最大减薄率变化情况 (22)5.4最大主应变变化情况 (23)5.5复杂阶梯形圆筒件拉深成形参数影响探究 (23)5.5.1压边力对成形结果的影响 (23)5.5.2凸模运动速度对成形结果影响 (24)5.5.3拉深方式对成形结果影响 (24)5.5.4模具间隙对成形结果影响 (25)5.6本章小结 (26)6结论 (27)致谢 (28)参考文献 (28)桂林理工大学本科毕业设计·论文1 引言1.1课题研究的背景和意义冲压是指在常温的条件下,运用安装在压力机上的模具对板料施加压力,使得板料发生塑性变形或分离,进而得到所需要的零件的一种压力加工方法。


大型圆形贮煤场设计中的有限元分析随着全球经济的发展,煤炭是重要的能源资源之一,因此贮存煤炭的可靠性以及效率对于运营厂商来说非常重要。
在煤炭的贮存中,圆形贮煤场是一种广泛应用的设计方式,它不仅可以提高煤炭贮存的密度和质量,还可以减少空间的浪费,提高装卸效率。
在圆形贮煤场的设计过程中,有限元分析技术可以有效地提高设计的质量和效率,下面我们将具体介绍。
大型圆形贮煤场的有限元分析,首先需要建立适当的模型。
由于煤炭的性质比较特殊,贮存容易受到水分、温度等因素的影响,因此在模型建立中需要充分考虑这些特点。
在建立模型时,需确定煤炭的物理特性参数,如密度、干湿状态下的弹性模量、泊松比等,并结合场地环境、贮存方式、结构形式等因素建立相应的几何模型。
有限元分析技术主要用于圆形贮煤场的结构分析和优化设计。
具体来说,有限元分析技术可以帮助工程师分析煤堆的稳定性、荷载传递、变形等结构问题,以及确定结构的适当材料和尺寸等。
在分析过程中,有限元分析技术可以基于模型的基础上,对所有的载荷进行计算,对各个构件的应力、位移等参数进行求解,并将分析结果反馈给设计师,以便确定合适的设计参数。
值得注意的是,有限元分析技术还可以帮助设计师进行圆形贮煤场的优化设计。
首先,通过有限元分析的计算结果,设计人员可以获取场地内部和外部的载荷,对结构的强度和稳定性进行检测和分析,以确定铁路、高速公路等外部载荷的影响,并针对问题设计合适的加强措施,使设计更为合理化。
其次,有限元分析技术还能够优化圆形贮煤场的结构形式及材料选用,并确定合适的加强措施从而减轻煤炭运输过程中的冲击力,增强地震抵抗力和风荷载阻抗力。
总之,有限元分析技术是圆形贮煤场设计中不可或缺的工具。
通过其帮助构建合理的模型,进行结构分析和优化设计,可以最大化地提高圆形贮煤场的贮存密度和效率,保证贮存的安全可靠,提高煤炭企业的收益。
摘要压力容器是承压并具有爆炸危险的特种设备,一旦发生爆炸或者泄漏事故,往往并发引起火灾或中毒等重大伤亡,严重影响社会生产和经济发展,人民的生命和财产将蒙受巨大损失,同时直接影响社会生活的安定。
压力容器在使用过程中会产生各种缺陷,对这些缺陷进行安全评估是安全生产的必要工作。
本文以断裂力学为理论基础,利用断裂力学理论及数值分析方法从而更能准确的反映出压力容器在不同裂纹尺寸和不同裂纹类型下的疲劳寿命。
判断含裂纹缺陷压力容器运行的安全性与可靠性的目的在于减少不必要的停产以及维修,从而提高经济性和设备的可靠性,因此本课题的研究更加具有实用意义。
并且通过有限元软件ANSYS,建立该表面裂纹缺陷的二维平面模型和三维有限元模型,模拟计算最能反映出该裂纹前沿状态的重要参量—应力强度因子值,并分析有限弹性体高度和长度的变化对应力强度因子值大小的影响。
以上研究的结果为该设备的安全使用和可靠性评价提供了理论依据。
关键词:裂缝;有限元;应力集中;结构分析;应力强度因子AbstractPressure vessels are special pressured equipments with explosion hazard.Heavy casualties such as fire disaster and poisoning caused by explosion or leakage seriously will seriously affect social production,economic development,and people’s lives and property.Therefore,security evaluation on the defects during the process of use is necessary to ensure safety production.This Paper is based on fracture mechanics,this method that using the theory of fracture mechanics and numerical analysis is in order to define an accurate fatigue life of the pressure vessel at different crack size and form.To determine the safety and reliability of the pressure vessel which containing crack defect aimed to reduce unnecessary shutdowns and maintenance,therefore,it enhance the economy and reliability of the equipment.So the study of this topic has more practical significance.And by the use of the finite element software-ANSYS ,the paper establishes a Surface crack 3-D model,simulates an important parameter-the stress Intensity factor,that can best reflect the status of the crack front.This paper also analyses the change of the stress intensity factor value which is influenced by the limited elastomer’s height and weight.These results of the study Provide a theoretical basis for the safe use and reliability evaluation of the equipment.Key word: Crack; Finite element; Stress concentration; Structural analysis; SIF第1章概述有资料表明,目前我国压力容器供方市场已有2700余家,已构成规模大,装备强,覆盖面广,技术力量强,素质高的生产厂家。
筒型基础结构有限元分析摘要:本文主要介绍通过有限元软件ABAQUS分析筒型基础结构模型。
并结合某实际工程进行模拟,重点分析土压力沿筒壁的分布,以及筒型基础结构的失稳方法。
结果表明,迎浪侧土压力接近于朗肯主动土压力。
背浪侧土压力接近于朗肯被动土压力。
在本工程情况下,结构稳定性安全系数为1.2。
关键词:ABAQUS;筒型基础结构;有限元大圆筒结构是一种新型的结构型式,由于其具有结构形式简单、材料用量省、工程造价低、受力合理、适用于软土地基等优点,在淤泥质软土地基中的护岸、码头、防波堤等建筑中得到了广泛的应用。
筒形基础结构是在大圆筒结构基础上发展起来的新型结构,其下部是沉入式筒形基础,上部是空心圆筒。
国内外已有很多研究筒型基础结构的先例。
主要是采用模型试验,解析推导以及数值模拟的方法对结构进行分析。
茅加峰,顾行文等[1]通过拟静力法分析了在水平力作用下,箱筒型基础的沉降、水平位移、倾斜和地基土体中孔隙水压力的反应;王元战,肖忠等[2]在有限元分析的基础上,建立了筒型基础防波堤基于重力式结构稳定性验算模式的稳定性简化分析方法;李伟[3]从箱筒型基础防波堤的结构形式、安装方式以及经济角度,枚举了箱筒型基础结构的优势,展现了其广阔的应用前景;文靖斐,徐少鲲等[4]研究了单层及多层土对箱筒型基础极限承载力的影响,并探讨了结构形式,结构尺寸以及土体参数对极限承载力的影响。
随着有限元软件引入科研中的应用,越来越多的学者采用有限元方法对筒型基础结构做出分析。
本文借助大型通用有限元软件ABAQUS,建立筒型基础结构与土相互作用的模型,分析该结构的工作形状。
1、工程概况1.1结构型式结构设计方案拟采用单个类椭圆截面的筒形基础和两个圆形截面的上部挡浪结构组合而成。
筒型基础结构件的尺度为:下层椭圆形筒体的长轴30m,短轴20 m,高度9.0m,外墙壁厚40cm,隔板的壁厚30cm,顶板厚40cm;上层圆形筒壁厚35cm,筒高15.28 m。

弧形闸门参数化有限元分析及结构轻量化设计随着水利工程的不断发展,弧形闸门作为一种重要的水利控制设施,被广泛应用于水库、船闸、引水渠等场所。
为了确保闸门的稳定性和安全性,对其进行参数化有限元分析和结构轻量化设计成为了必要的工作。
首先,对弧形闸门进行参数化建模是有限元分析的关键步骤。
通过建立合适的几何模型,将闸门划分为多个有限元单元,可以更精确地描述闸门的形状和结构。
根据闸门的实际情况,确定参数化模型中的关键参数,如闸门的半径、角度、厚度等,以及闸门的材料特性。
通过改变这些参数,可以对不同形状和尺寸的闸门进行有限元分析,研究其受力和变形情况。
在进行有限元分析时,需要考虑到弧形闸门所承受的水压力、重力和地震力等外部荷载。
通过应用力学原理和有限元法,可以计算出闸门在不同工况下的应力、变形和位移等参数。
通过对这些参数的分析,可以评估闸门的结构强度和稳定性,确定设计是否满足工程要求。
根据有限元分析的结果,可以对弧形闸门的结构进行轻量化设计。
通过优化闸门的几何形状和材料使用,可以达到减轻闸门自重、降低材料消耗和提高工程经济效益的目的。
例如,可以通过改变闸门的截面形状、增加材料的强度和刚度等方式,提高闸门的结构性能,减少材料的使用量。
同时,还可以考虑使用新型材料,如高强度钢材、复合材料等,来替代传统材料,以实现轻量化设计。
总之,弧形闸门参数化有限元分析及结构轻量化设计是水利工程中重要的研究内容。
通过建立合理的参数化模型和进行有限元分析,可以评估闸门的结构性能,为设计提供科学依据。
而结构轻量化设计则可以减轻闸门自重、降低材料消耗,提高工程经济效益。
这些研究成果将对水利工程的发展和建设起到积极的推动作用。
第18卷 第10期 中 国 水 运 Vol.18 No.10 2018年 10月 China Water Transport October 2018收稿日期:2018-05-27作者简介:朱 怡(1995-),女,云南人,昆明理工大学硕士研究生,研究方向为钢结构理论与应用。
基金项目:昆明钢管厂,编号:KKK020*******。
新型圆钢管柱-钢梁分离式套筒节点承载力有限元分析及设计建议朱 怡,王俊平,鱼明波(昆明理工大学 建筑工程学院,云南 昆明 650500)摘 要:传统外环板式节点既不经济又不美观,不利于钢管柱在工程中推广应用。
课题组提出了新型分离式套筒节点,能很好的避免传统外环板式节点的以上问题,在地震频发的云南山区农村该种小截面圆管柱节点具有较好的应用前景。
本文对不同套筒尺寸的新型分离式套筒节点进行有限元分析,通过对比极限荷载,得到套筒厚度、高度对节点承载力的影响。
结合有限元分析结果,得到新型节点的套筒尺寸设计公式,并给出常用圆钢管柱尺寸下的套筒参数建议值。
关键词:新型分离式套筒节点;非线性有限元分析;极限承载力;套筒设计中图分类号:TU398 文献标识码:A 文章编号:1006-7973(2018)10-0212-03引言梁柱节点是框架结构的关键部位,对连接节点的设计,规范中规定“强节点,弱构件”。
梁柱连接节点的性能关乎整个结构的安全性和经济性,因此,连接节点的设计在工程中尤为重要。
为满足建筑外立面美观,施工单位割掉传统外环板式节点“环板”的不规范做法严重影响了建筑结构的安全。
课题组提出的新型分离式套筒节点旨在满足“强节点,弱构件”设计规定的基础上大力推广该种既实用又经济的新型节点在工程中的应用。
本文利用有限元软件ANSYS [1],研究新型分离式套筒节点套筒参数变化对节点承载力的影响,得出相应最优套筒参数取值,以期此种新型分离式套筒节点在云南山区农村得到广泛应用。
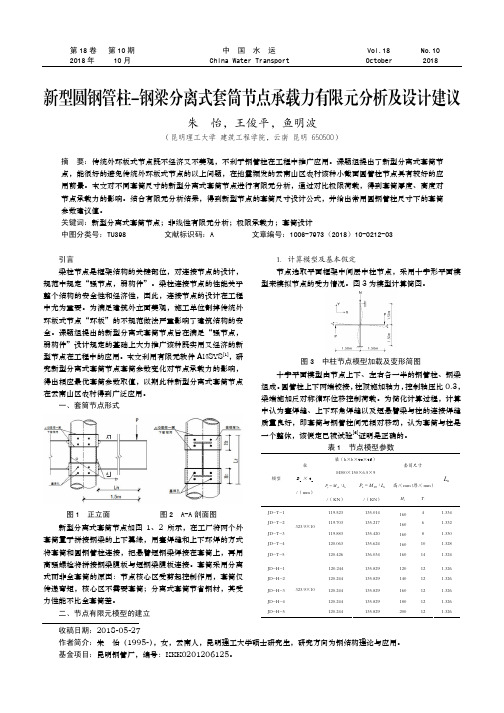
一、套筒节点形式图1 正立面 图2 A-A 剖面图 新型分离式套筒节点如图1、2所示,在工厂将两个外套筒置于拼接钢梁的上下翼缘,用塞焊缝和上下环焊的方式将套筒和圆钢管柱连接,把悬臂短钢梁焊接在套筒上,再用高强螺栓将拼接钢梁腹板与短钢梁腹板连接。
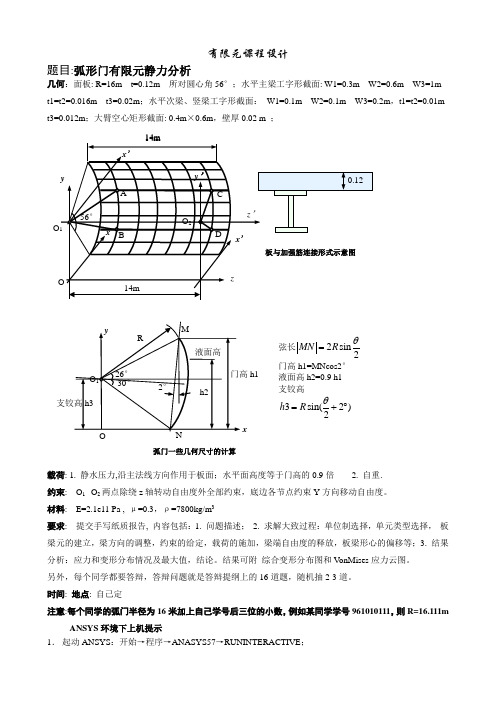
有限元课程设计题目:弧形门有限元静力分析几何:面板: R=16m t=0.12m 所对圆心角56°;水平主梁工字形截面: W1=0.3m W2=0.6m W3=1m t1=t2=0.016m t3=0.02m ;水平次梁、竖梁工字形截面: W1=0.1m W2=0.1m W3=0.2m ,t1=t2=0.01m t3=0.012m ;大臂空心矩形截面: 0.4m ×0.6m ,壁厚0.02 m ;载荷: 1. 静水压力,沿主法线方向作用于板面;水平面高度等于门高的0.9倍 2. 自重. 约束: O 1 O 2两点除绕z 轴转动自由度外全部约束,底边各节点约束Y 方向移动自由度。
材料: E=2.1e11 Pa , μ=0.3,ρ=7800kg/m 3要求: 提交手写纸质报告, 内容包括:1. 问题描述; 2. 求解大致过程:单位制选择,单元类型选择, 板梁元的建立,梁方向的调整,约束的给定,载荷的施加,梁端自由度的释放,板梁形心的偏移等;3. 结果分析:应力和变形分布情况及最大值,结论。
结果可附 综合变形分布图和V onMises 应力云图。
另外,每个同学都要答辩,答辩问题就是答辩提纲上的16道题,随机抽2-3道。
时间: 地点: 自己定注意:每个同学的弧门半径为16米加上自己学号后三位的小数,例如某同学学号961010111,则R=16.111mANSYS 环境下上机提示1. 起动ANSYS :开始→程序→ANASYS57→RUNINTERACTIVE ; O 2AC D B z56°14m14myx z ’ x ’O 1x ’y ’ O 0.12 板与加强筋连接形式示意图 支铰高h3 x O y O 1 门高h1h2R -30° 26° MN2°液面高弦长2sin2MN R θ= 门高h1=MNcos2° 液面高h2=0.9 h1 支铰高 3sin(2)2h R θ=+︒ 弧门一些几何尺寸的计算2.Utility Menu-File-Change Job name-给出自己的文件名;3.主菜单Main Menu,预先设置Preference,分析类型 Structural;采用国际单位制,长度m、力N、弹性模量Pa、密度kg/m3、静水压力载荷梯度N/m3、加速度m/s2。
山东化工SHANDONG CHEMICAL INDUSTRY -146 •2021年第50卷乙烯裂解炉工艺概述与节能措施黄子坤(中韩(武汉)石油化工有限公司,湖北武汉430000)摘要:结合武汉某厂的乙烯裂解炉实际情况,概述了乙烯裂解炉的工艺系统,并通过分析影响乙烯裂解炉能耗的因素,提出了相应的节 能措施。
关键词:乙烯;裂解炉;工艺;能耗;措施中图分类号:TQ221.21 文献标识码:B文章编号:1008-021X (2021) 07-0146-021武汉某厂乙烯裂解炉基本情况乙烯裂解炉作为乙烯生产装置里的关键设备,在乙烯工业 乃至整个石油化学工业中都占有着重要地位。
乙烯裂解炉的主 要任务是把裂解原料加工成裂解气,再提供给下游其它设备,最终加工成乙烯、丙烯、丁二烯和苯、甲苯、二甲苯等各种副产品,这 些产物是三大合成材料以及其他有机材料的重要基础原料。
武汉某厂的乙烯裂解炉是由中国石化工程公司设计制造 的,年生产能力达80万t 聚合级乙烯,共设有八台采用国产化 CBL 技术的单炉膛裂解炉,按裂解原料可分为三类,分别是乙烷炉、轻油炉和重油炉。
其中乙烷炉是1号炉,设计裂解原料 为循环乙烷;轻油炉共有五台,分别是2号炉、3号炉、6号炉至 8号炉,设计裂解原料为石脑油,其中2号炉和3号炉能在乙烷炉清焦时作为气体原料的备用炉,也可单独裂解液化石油气等 轻烃;重油炉是4号炉和6号炉,设计裂解原料为加氢尾油和石 脑油[1]。
设计的操作弹性为70%~110%,裂解炉热效率为94% 左右。
2021年脱瓶颈改造完成后,将新增两台双炉膛乙烯裂解炉,总年产量将达到110万t 聚合级乙烯。
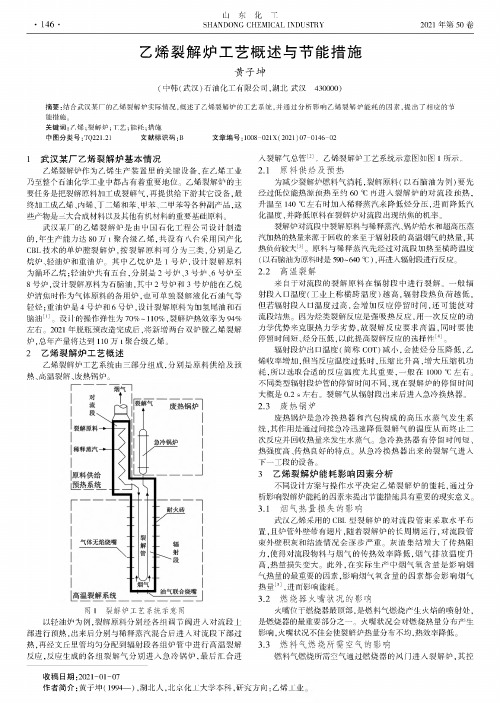
2乙烯裂解炉工艺概述乙烯裂解炉工艺系统由三部分组成,分别是原料供给及预热、高温裂解、废热锅炉。
图1裂解炉工艺系统示意图以轻油炉为例,裂解原料分别经各组调节阀进入对流段上部进行预热,出来后分别与稀释蒸汽混合后进入对流段下部过 热,再经文丘里管均匀分配到辐射段各组炉管中进行高温裂解 反应,反应生成的各组裂解气分别进入急冷锅炉,最后汇合进入裂解气总管[2]。