飞锤支架加工工艺卡片
- 格式:doc
- 大小:813.00 KB
- 文档页数:1


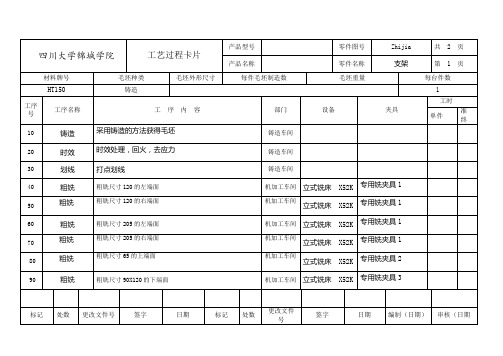
机械加工工艺过程卡片标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称联轴器零(部)件名称连接座共(6)页第(1)页车间工序号工序名称材料机加工车间粗车HT200毛坯种类每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min 切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称联轴器零(部)件名称连接座共(6)页第(2)页车间工序号工序名称材料粗车HT200毛坯种类每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min 切削速度m/min进给量mm/r切削深度mm进给次数工步工时机辅1设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称联轴器零(部)件名称连接座共(6)页第(3)页车间工序号工序名称材料HT200毛坯种类每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min 切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称联轴器零(部)件名称连接座共(6)页第(4)页车间工序号工序名称材料HT200毛坯种类每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min 切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称联轴器零(部)件名称连接座共(6)页第(5)页车间工序号工序名称材料HT200毛坯种类每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min 切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部)件图号产品名称联轴器零(部)件名称连接座共(6)页第(6)页车间工序号工序名称材料HT200毛坯种类每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min 切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1。
机械制造工艺学课程设计说明书课题名称飞锤支架零件工艺规程设计及机床专用夹具的设计学院机电学院专业机械工程及自动化学号姓名指导老师2013年 6 月27日一、课程设计的目的机械制造工艺学课程设计是在学完了《机械制造工艺学》课程,进行生产实习之后的一个重要教学实践环节。
它要求学生综合应用本课程及有关先修课程(工程材料与热处理、机械设计、互换性与测量技术、金属切削机床、金属切削原理与刀具等)的理论以及在生产实习中学到的实践知识进行工艺规程设计,是毕业设计前的一次综合训练。
通过本次机械制造工艺学课程设计,应达到以下目的:1.学生能熟练运用“机械制造工艺学”课程中的基本理论以及生产实践中学到的实践知识,正确制定一个中等复杂零件的工艺规程。
2.学生能根据被加工零件的工艺规程,运用夹具设计的基本原理和方法,设计一套专用夹具。
3.培养学生熟悉并快速高效运用有关手册、标准、图表等技术资料的能力。
4.进一步培养了学生识图、制图、运算和编写技术文件的基本技能。
二、课程设计的内容与要求(1)根据给定的零件绘制零件图“飞锤支架”零件图(一张)(2)对零件进行工艺分析工艺规程(一份)(3)设计某一道工序所需机床夹具装配图(1-2张)“飞锤支架”钻两侧孔专用夹具图(一张)(4)设计夹具中主要非标准零件图“飞锤支架”定位销零件图(一份)(5)编写课程设计说明书“飞锤支架”零件工艺规程设计及机床专用夹具的设计三、零件分析(一)零件的功用,结构和特点给定零件是飞锤支架,它的作用是作为飞锤工作中的支架,在飞锤的运动工作中起支承定位作用。
它是飞锤调速器上的一个零件,用来连接支撑调速飞锤,以使飞锤平稳转动,达到改变转动惯量来调节转速的目的。
飞锤支架是对称结构,通过其中心孔φ7套于转轴上,而一对飞锤对称装于两对φ6孔中,随支架一起转动。
当转速改变时,飞锤与转轴夹角也改变,从而改变转动惯量来调节转速。
所以,飞锤支架的加工质量将影响调速器的调速精度。


一、设计题目(学生空出,由指导教师填写)飞锤支架零件的机械加工工艺规程及工艺装备设计二、原始资料(1) 被加工零件的零件图1张(2) 生产类型:中批或大批大量生产三、上交材料(1) 被加工工件的零件图1张(2) 毛坯图1张(3) 机械加工工艺过程综合卡片(参附表1) 1张(4) 与所设计夹具对应那道工序的工序卡片1张(4) 夹具装配图1张(5) 夹具体零件图1张(6) 课程设计说明书(5000~8000字) 1份四、进度安排(参考)(1) 熟悉零件,画零件图2天(2) 选择工艺方案,确定工艺路线,填写工艺过程综合卡片5天(3) 工艺装备设计(画夹具装配图及夹具体图) 9天(4) 编写说明书3天(5) 准备及答辩2天五、指导教师评语成绩:指导教师日期摘要本课程设计主要内容包括飞锤支架的加工工艺过程设计和钻6⨯孔专用夹具的设计,在课程设计过程中完成零件4φ图、毛坯图、夹具装配图和夹具体零件图的绘制。
机械制造技术基础课程设计是在我们完成了全部基础课、技术基础课、大部分专业课之后进行的。
这是我们对所学各课程的一次深入的综合性复习,也是一次理论联系实际的训练。
能够顺利完成这次课程设计,首先得益于朱占平老师的悉心指导,同学们的耐心解答。
在设计过程中,缺乏实际的生产经验,导致在设计中碰到了许多问题。
但在同学们的帮助下,通过请教老师,翻阅资料、查工具书,解决设计中的一个又一个问题。
在此,十分感谢朱占平老师的细心指导,感谢同学们的帮助。
AbstractThis curriculum project primary coverage including flies the hammer support's processing process engineering and the drill hole unit clamp's design,Completes the detail drawing, the semifinished materials chart, the jig assembly drawing and the jig body detail drawing plan in the curriculum project process。
XXXX大学课程设计说明书学生姓名:学号:学院:机械工程与自动化学院专业:机械设计制造及其自动化题目:机械制造工艺学课程设计——飞锤支架的夹具设计指导教师:职称:职称:20**年12月5日前言机械设计课程教学基本要求规定,每个学生必须完成一个课程设计。
它是机械制造技术课程的最后一个重要环节,也是高等工科院校大多数学生第一次较全面的课程设计能力训练。
培养理论联系实际的设计思想,训练综合运用机械设计和有关先选修课程的理论,总结生产实际分析和解决工程实际问题的能力,巩固、加深和扩展有关实际方面的知识。
指定设计方案,合理选择传动机构和零件类型,正确计算零件工作能力、确定尺寸和选择材料,以及较全面地考虑制造工艺、使用和维护等要求,之后进行结构设计,达到了解和掌握机械零件、机械传动装置或简单的设计过程和方法。
学专业的一个综合测试,也是对我们毕业生做的一次具体的、重要的考验。
此设计密切结合高等学校的办学宗旨。
已检测我们在学习和实习过程中对所学知识的掌握程度和运用水平。
同时在毕业设计中与同学互相帮助,一起去图书馆查阅毕业设计中需要得一些相关资料,共同探讨课程设计中出现的问题,体现了同学之间的凝聚力,增进了同学之间的友谊。
在设计中不足之处,恳请老师点评、指正。
设计图--------------飞锤支架Dφ1176R 60.05C19±0.119±0.1φ1550-0.0318+0.5+0.230334-φ6+0.12-0.04R0.012D倒角1×45°0.05C 0.05D6.3φ190-0.033φ306.36.31.61.61.612.512.5φ7+0.03602-φ6.5锪平φ123.20.10C 11±0.1R0.05Cφ45C图1-1零件图1. 零件的工艺分析1.1 零件的功用、结构和特点功用:起支撑作用。
由于该工件工作时要承受一定的力,因此要求有一定的强度、刚度和韧性。

机械制造工艺学课程设计设计说明书设计题目:飞锤支架加工工艺及夹具设计学号:设计者:指导老师:日期:目录1.零件分析、画零件图11.1零件的作用11.2零件工艺分析12.选择毛坯种类并确定制造方法23.工艺规程的设计23.1基准的选择23.2制定工艺路线23.3工艺路线33.4确定机加工余量及工序尺寸43.5工艺过程卡片63.6机械加工工序设计74.专用夹具设计104.1工序的工艺分析104.2夹具设计的基本要求104.3夹具设计的程序124.4定位方案及定位元件选择和设计164.5确定夹紧机构185.课程设计心得体会206.参考文献201.零件分析,画零件图1.1 零件作用设计题目所给零件是飞锤支架(所画零件图见AutoCAD文件)。
它是飞锤调速器上的一个零件,用来连接支撑调速飞锤,以使飞锤平稳转动,达到改变转动惯量来调节转速的目的。
飞锤支架是对称结构,通过其中心孔φ7套于转轴上,而一对飞锤对称装于两对φ6孔中,随支架一起转动。
当转速改变时,飞锤与转轴夹角也改变,从而改变转动惯量来调节转速。
所以,飞锤支架的加工质量将影响调速器的调速精度。
1.2 零件工艺分析零件图如图所示。
概括来讲,飞锤支架有两组加工表面。
一组是以孔为中心加工表面,均为回转体表面,包括外圆面φ11,φ15,0.03319φ-以及端面.其中大端面与孔有垂直度要求, 公差为0.05;0.03319φ-外圆面与孔有圆跳动要求,公差为0.05。
另一组就是余下的加工表面,包括两个φ6.5的圆孔,两对共四个φ6.5孔,以及一些平面。
其中,φ6.5孔端面不仅与φ6.5孔自身有垂直度要求,公差为0.05;而且与第一组中孔有平行度要求,公差为0.05。
图1-1另外两个φ6.5孔有圆度要求,公差为φ0.10。
每对φ6.5孔之间有同轴度要求,公差为R0.012。
由以上分析可知,对这两组加工表面而言,可先加工第一组回转体表面,且应先加工孔,以获得各回转体表面的公共精基准,便于定位及保证有关表面位置关系。
机械制造工艺学课程设计说明书课题名称飞锤支架零件工艺规程设计及机床专用夹具的设计学院机电学院专业机械工程及自动化学号姓名指导老师2013年 6 月27日一、课程设计的目的机械制造工艺学课程设计是在学完了《机械制造工艺学》课程,进行生产实习之后的一个重要教学实践环节。
它要求学生综合应用本课程及有关先修课程(工程材料与热处理、机械设计、互换性与测量技术、金属切削机床、金属切削原理与刀具等)的理论以及在生产实习中学到的实践知识进行工艺规程设计,是毕业设计前的一次综合训练。
通过本次机械制造工艺学课程设计,应达到以下目的:1.学生能熟练运用“机械制造工艺学”课程中的基本理论以及生产实践中学到的实践知识,正确制定一个中等复杂零件的工艺规程。
2.学生能根据被加工零件的工艺规程,运用夹具设计的基本原理和方法,设计一套专用夹具。
3.培养学生熟悉并快速高效运用有关手册、标准、图表等技术资料的能力。
4.进一步培养了学生识图、制图、运算和编写技术文件的基本技能。
二、课程设计的内容与要求(1)根据给定的零件绘制零件图“飞锤支架”零件图(一张)(2)对零件进行工艺分析工艺规程(一份)(3)设计某一道工序所需机床夹具装配图(1-2张)“飞锤支架”钻两侧孔专用夹具图(一张)(4)设计夹具中主要非标准零件图“飞锤支架”定位销零件图(一份)(5)编写课程设计说明书“飞锤支架”零件工艺规程设计及机床专用夹具的设计三、零件分析(一)零件的功用,结构和特点给定零件是飞锤支架,它的作用是作为飞锤工作中的支架,在飞锤的运动工作中起支承定位作用。
它是飞锤调速器上的一个零件,用来连接支撑调速飞锤,以使飞锤平稳转动,达到改变转动惯量来调节转速的目的。
飞锤支架是对称结构,通过其中心孔φ7套于转轴上,而一对飞锤对称装于两对φ6孔中,随支架一起转动。
当转速改变时,飞锤与转轴夹角也改变,从而改变转动惯量来调节转速。
所以,飞锤支架的加工质量将影响调速器的调速精度。

机械制造工艺学课程设计说明书课题名称飞锤支架零件工艺规程设计及机床专用夹具的设计学院机电学院专业机械工程及自动化学号姓名指导老师2013年 6 月27日一、课程设计的目的机械制造工艺学课程设计是在学完了《机械制造工艺学》课程,进行生产实习之后的一个重要教学实践环节。
它要求学生综合应用本课程及有关先修课程(工程材料与热处理、机械设计、互换性与测量技术、金属切削机床、金属切削原理与刀具等)的理论以及在生产实习中学到的实践知识进行工艺规程设计,是毕业设计前的一次综合训练。
通过本次机械制造工艺学课程设计,应达到以下目的:1.学生能熟练运用“机械制造工艺学”课程中的基本理论以及生产实践中学到的实践知识,正确制定一个中等复杂零件的工艺规程。
2.学生能根据被加工零件的工艺规程,运用夹具设计的基本原理和方法,设计一套专用夹具。
3.培养学生熟悉并快速高效运用有关手册、标准、图表等技术资料的能力。
4.进一步培养了学生识图、制图、运算和编写技术文件的基本技能。
二、课程设计的内容与要求(1)根据给定的零件绘制零件图“飞锤支架”零件图(一张)(2)对零件进行工艺分析工艺规程(一份)(3)设计某一道工序所需机床夹具装配图(1-2张)“飞锤支架”钻两侧孔专用夹具图(一张)(4)设计夹具中主要非标准零件图“飞锤支架”定位销零件图(一份)(5)编写课程设计说明书“飞锤支架”零件工艺规程设计及机床专用夹具的设计三、零件分析(一)零件的功用,结构和特点给定零件是飞锤支架,它的作用是作为飞锤工作中的支架,在飞锤的运动工作中起支承定位作用。
它是飞锤调速器上的一个零件,用来连接支撑调速飞锤,以使飞锤平稳转动,达到改变转动惯量来调节转速的目的。
飞锤支架是对称结构,通过其中心孔φ7套于转轴上,而一对飞锤对称装于两对φ6孔中,随支架一起转动。
当转速改变时,飞锤与转轴夹角也改变,从而改变转动惯量来调节转速。
所以,飞锤支架的加工质量将影响调速器的调速精度。


机电及自动化学院制造课程设计说明书设计题目:飞锤支架加工工艺规划专业:机械电子班级:08机械电子1班姓名:指导老师:设计时间:2011年6月27日——2010年7月6日前言机械制造工艺学课程设计是在学完了《机械制造工艺学》课程,进行生产实习之后的一个重要教学实践环节。
它要求学生综合运用本课程及有关先修课程(工程材料与热处理、机械设计、互换性与测量技术、金属切削机床、金属切削原理与刀具等)的理论以及在生产实习中学到的实践知识进行工艺规程设计,是毕业设计前的一次综合训练。
通过机械制造工艺学课程设计,应达到下述目的:1. 学生能熟练运用“机械制造工艺学”课程中的基本理论以及生产实际中学到的实践知识,正确制定一个典型零件的工艺规程。
2. 培养学生熟悉并运用有关手册、标准、图表等技术资料的能力。
3. 进一步培养学生识图、制图、运算和编写技术文件的基本技能。
4.通过零件图,装配图绘制,使我们对于AutoCAD绘图软件的使用能得到进一步的提高。
本次设计的主要内容为:首先运用AutoCAD软件绘制飞锤支架的二维零件图,然后根据图纸的技术要求等确定生产类型,经市场调研等相关分析,得出该零件属于大批量生产类型。
其次进行工艺分析,确定毛坯类型和制造方法,飞锤支架的材料为QT62-2,拟采用以铸造的形式进行毛坯的制造,并确定零件的机械加工工艺路线,完成机械加工工序设计,进行必要的经济分析。
目录前言第一章零件的工艺分析及生产类型的确定 (4)一:零件作用 (4)二:零件工艺分析 (4)三:确定零件的生产类型 (5)第二章选择毛坯种类,绘制毛坯图 (6)一:选择毛坯种类 (6)二:确定毛坯尺寸及机械加工总余量 (7)三:设计及绘制毛坯图 (8)第三章选择加工方法,制定工艺路线 (9)一:定位基准的选择 (9)二:零件的表面加工方法的选择 (10)三:加工阶段的划分 (10)四:工序的集中与分散 (11)五:工序顺序的安排 (11)六:确定工艺路线 (11)七:确定机加工余量及工序尺寸 (14)第四章加工设备及工艺装备选择 (15)第五章切削用量以及基本时间定额的确定 (17)第六章工时定额的计算 (30)第七章 总结 (31)第一章 零件的工艺分析及生产类型的确定一:零件作用设计题目所给零件是飞锤支架(所画零件图见AutoCAD 文件)。

目录摘要 (1)Abstract (2)引言 (3)1 设计目标 (4)2 设计要求 (5)2.1 设计限制条件 (5)2.2 设计成果 (5)3 设计方案 (6)3.1 零件分析 (6)3.2 零件的工艺分析 (7)3.3 毛坯设计 (8)3.3.1 毛坯类型选择 (8)3.3.2 确定毛坯尺寸、公差 (8)3.3.3 绘制毛坯图 (8)3.4 工艺方案设计 (9)3.4.1 制定工艺路线 (9)3.4.2 选择定位基准 (11)3.4.3 选择加工设备和工艺装备 (12)3.4.4 加工余量、工序尺寸及公差的确定 (13)3.4.5 确定切削用量及时间定额 (14)4 机床铣削部分专用夹具设计 (29)4.1 夹具设计要求 (29)4.2 夹具定位误差分析 (29)4.3 夹紧机构的确定 (30)5 飞锤支架金属加工实物 (32)结论 (33)致谢 (34)参考文献 (34)附录1 飞锤之架机械工艺过程卡 (37)附录2 飞锤之架机械工艺过程卡 (38)摘要由于有些零件需要批量生产,需要设计专用夹具来快速夹紧和定位,以提高生产效率,但不同零件的夹具不能通用,这就增加了生产成本;若不采用夹具,零件加工前装夹、找正的调试时间将会大大延长,并且零件加工过程中装夹位置的调整也会使得零件因反复装夹调试出现磨损,品质下降。
采用夹具后,将大大提高加工效率,简化操作步骤,降低零件在加工过程中的损耗,节省成本。
本次毕业设计题目为飞锤支架加工工艺及其工装设计,其内容包括设计符合飞锤之架加工需求的夹具并绘制三维模型,出具零件工程图、零件与夹具装配的二维图与三维图,分析零件的结构工艺性以及制定工艺路线和零件工艺在实施中的各工序安装方案。
本文在设计思路、设计方法、设计过程、设计特点等方面针对夹具设计、零件加工工艺设计、零件工艺装备的选用及设计、夹具的安装方案做了详细的分析与说明。
关键词:飞锤之架、工艺、工序、定位、误差AbstractSome parts need to be mass produced, so to improve production efficiency, you need to design quick clamps and positions for special fixings, but different parts of the luminaire can not be universal, so production costs have increased; if not using fixtures, which will make parts before processing The preparation time is relatively long (such as clamping, finding, etc.) and some parts in the processing of the clamping position adjustment and other factors, making the processing efficiency is low, increasing the cost of labor and labor intensity, while parts of the repeated clamping Also makes the product error becomes large, the quality is difficult to be guaranteed.The design of the graduation project is designed for the special fixture for the milling of the fly hammer parts. The contents include the design of the fixture and the design of the fixture and the drawing of the three-dimensional model, the drawing of the parts drawing, the assembly and the fixture. Technological analysis and technological design of parts, as well as the process of implementing the part installation program and more. Summary: understanding of the design of the lamp, the technological project of processing parts, selection and design of parts and equipment, the variant of the installation of lamps in this article analyzed in detail and described in terms of the idea of design, design method, design process, design features.Key words: Flying hammer support;process,;process,;positioning;error引言在进行机械加工的过程中,按照技术标准和正确的参数对于零件进行大小、尺寸、位置、形状的改变就是我们常说的机械加工工艺。

湖北工业大学机械加工工艺过程卡片产品型号零件图号产品名称输出轴零件名称输出轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸每毛坯件数 1 每台件数备注工序号工名序称工序内容车间工段设备工艺装备工时准终单件1 锻造锻造毛坯锻2 热处理退火(消除内应力)专用机床三爪卡盘3 车粗车左端面钻中心孔机普通车床三爪卡盘4 车粗车φ55、φ60、φ65、φ75圆柱面留精车余量机普通车床三爪卡盘5 车粗车φ176外圆柱面,右端面,倒角机普通车床三爪卡盘6 热处理调质7 车半精车左端φ55、φ60、φ65、φ75圆柱面机普通车床三爪卡盘8 钻钻右端面φ30的底孔立式钻床三爪卡盘、专用夹具19 车车φ50、φ80、φ104内圆、车右端面、精车左端各外圆机普通车床三爪卡盘10 铰铰φ80内圆孔摇臂钻床三爪卡盘11 钻钻、扩、铰大头端面法兰盘10-φ20孔机摇臂钻床三爪卡盘、分度盘、专用夹具112 钻钻、铰大头端两φ8斜孔机立式钻床三爪卡盘、专用夹具213 铣粗、精铣键槽机立式铣床分度头14 去毛刺去除全部毛刺机钳工台15 终检按零件图样要求全面检查机设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 1 页车间工序号工序名称材料牌号3 粗车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹0.12 0.01 82 粗车左端面CA6140500 108 0.66 2 13 钻中心孔设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 2 页车间工序号工序名称材料牌号4 粗车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时min r/min m/min mm/r mm 机动辅助1 装夹2 粗车Φ75外圆柱面及阶梯面CA6140320 80.384 0.71 1.25 1 0.3170.0483 粗车Φ65外圆柱面CA6140320 70.34 0.71 1.25 1 0.12 0.01 84 粗车Φ60外圆柱面CA6140400 82.92 0.71 1.25 1 0.08 0.01 25 粗车Φ55外圆柱面CA6140 320 70.34 0.71 1.25 1 0.36 0.05 4设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 3 页车间工序号工序名称材料牌号5 粗车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时min r/min m/min mm/r mm 机动辅助1 装夹2 粗车大头端Φ176外圆柱面CA6140125 73.4 0.81 1.25 1 0.39 0.063 倒角CA6140125 73.4 0.81 1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 4 页车间工序号工序名称材料牌号7 车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件设备名称设备型号设备编号同时加工件数CA6140夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 半精车左端φ75圆柱面CA6140 450 109.5 0.45 0.75 1 0.36 0.053 半精车左端φ65圆柱面CA6140500 105.98 0.45 0.75 1 0.12 0.01 84 半精车左端φ60圆柱面CA6140 0.090.015 半精车左端φ55圆柱面CA6140 710 128.19 0.3 0.75 1 0.38 0.06设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)钻机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 5 页车间工序号工序名称材料牌号8 车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数Z550夹具编号夹具名称切削液三爪卡盘、专用夹具1工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 钻φ30的孔Z550 18517.40.351510.710.11车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第 6 页车间工序号工序名称材料牌号9 45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数CA6140三爪卡盘夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹3 车Φ80内孔留0.5mm的余量CA6140 20049.93 0.35 3 0.260.0384 车Φ104内孔CA61405车右端面、精车左端各外圆设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第7 页车间工序号工序名称材料牌号10 车ZG45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件 1设备名称设备型号设备编号同时加工件数Z550 1夹具编号夹具名称切削液三爪卡盘、专用夹具1工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时min1 装夹2 铰Φ80的内孔Z3025 5601380.30.25 1 0.320.048设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)车机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第8 页车间工序号工序名称材料牌号11 45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件 1设备名称设备型号设备编号同时加工件数Z37夹具编号夹具名称切削液专用夹具1工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助2 钻大头端面法兰盘10-φ20孔Z37 409 23.1 0.2 6 1 0.49 0.073 铰大头端面法兰盘10-φ20孔Z37 580 36.4 0.3 4 16 0.43 0.06设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)钻机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第9 页车间工序号工序名称材料牌号12 钻45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件 1设备名称设备型号设备编号同时加工件数Z37夹具编号夹具名称切削液专用夹具2工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 钻孔2—Φ8 Z550 194536.70.123 1 0.11 0.023 铰孔2—Φ8 Z550 850 13.3 1.0 1 1 0.08 0.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)铣机械加工工序卡片产品型号零件图号产品名称输出轴零件名称输出轴共10 页第10 页车间工序号工序名称材料牌号13 铣45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数X6135 1夹具编号夹具名称切削液分度头工位器具编号工位器具名称工序工时 (分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时minr/min m/min mm/r mm 机动辅助1 装夹2 粗铣键糟16-50 X6135945 89 纵1056 10.49 0.07 横1003 精铣键糟16-501225 153.8 纵1252 10.4260.06 横130设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。

机械制造技术课程设计说明书设计题目:制定图5-33所示飞锤支架零件的加工工艺,设计钻2-φ6.5孔的钻床夹具专业:机械设计与制造班级:学号:姓名:指导教师:机械工程系2013年12月24日目录摘要...... . (I)第1章绪论 (1)1.1 零件的分析 (1)1.1.1 零件的作用 (1)1.1.2 零件的工艺分析 (1)第2章工艺规程设计 (2)2.1 确定毛坯的制造形式 (2)2.2 基面的选择 (2)2.3 精基准的选择 (2)2.4 制定工艺路线 (3)2.5 机械加工余量、工序尺寸及毛坯尺寸的确定 (4)2.6 确定切削用量及基本工时 (4)第3章夹具设计 (11)3.1 问题的提出 (11)3.2 定位基准的选择 (11)3.3 切削力和夹紧力的计算 (11)3.4 定位误差分析 (11)3.5 钻套设计 (12)3.6 夹具设计及操作的简要说明 (13)结论 (14)参考文献 (15)第1章绪论1.1零件的分析度Ra1.6μm,孔的端面与宽185.02.0++的槽相通,孔口倒角1×45°。
2. 飞锤支架φ11的回转面,表面粗糙度为Ra6.3μm。
3. 飞锤支架φ15的回转面,表面粗糙度为Ra12.5μm。
4. φ190033.0-的回转面和右端面,表面粗糙度为Ra1.6μm,并倒角。
5. 飞锤支架表面2-φ6.5锪平φ12的沉孔,铣上表面及其轮廓,表面粗糙度不作要求。
6. 4-φ612.004.0+-的孔,表面粗糙度为Ra6.3μm,倒角1×45°。
7. 宽185.02.0+-的槽,表面粗糙度为Ra6.3μm。
第2章工艺规程设计2.1确定毛坯的制造形式零件材料为HT200,考虑到飞锤支架运行时经常需要挂倒档以倒行或辅助转向,因此零件在工作过程中经常受到冲击性载荷,采用这种材料零件的强度也能保证。
由于零件成批生产,而且零件的轮廓尺寸不大,选用砂型铸造,采用机械翻砂造型,铸造精度为2级,能保证铸件的尺寸要求,这从提高生产率和保证加工精度上考虑也是应该的。

课程设计说明书课题名称飞锤支架加工工艺及加工孔Φ7036.0工装设计目录一课程设计的序言 (2)二课程设计任务书 (3)三零件分析 (4)(一)零件的用途,结构和特点 (4)(二)选择毛坯种类及制造方法 (4)四零件的工艺规程设计 (7)五钻中心孔专用夹具设计 (9)(一)夹具设计说明书 (9)(二)夹具设计的基本要求 (9)六夹具设计的程序 (11)(一)夹具设计规范化概述 (11)1.夹具设计规范化的意义 (11)(二)夹具设计的规范程序 (12)1.明确设计要求,认真调查研究,收集设计资料 (12)2.绘制夹具总图 (12)3.夹具精度校核 (14)4. 确定夹具的结构方案 (14)三要求:为飞锤支架钻中心孔的那步工序设计一套专用夹具 (15)(一)零件的加工及定位方案 (15)(二)零件加工的导向装置 (15)(三)零件加工的夹紧装置 (17)课程设计总结 (18)参考文献 (18)一课程设计的序言课程设计是在学完了相关课程,进行生产实习之后的一个重要教学实践环节。
它要求学生综合应用本课程及有关先修课程(工程材料与热处理、机械设计、互换性与测量技术、金属切削机床、金属切削原理与刀具等)的理论以及在生产实习中学到的实践知识进行工艺规程设计,是毕业设计前的一次综合训练。
通过本次机械制造工艺学课程设计,应达到以下目的:1.学生能熟练运用“机械制造工艺学”课程中的基本理论以及生产实践中学到的实践知识,正确制定一个中等复杂零件的工艺规程。
2.学生能根据被加工零件的工艺规程,运用夹具设计的基本原理和方法,设计一套专用夹具。
3.培养学生熟悉并快速高效运用有关手册、标准、图表等技术资料的能力。
4.进一步培养了学生识图、制图、运算和编写技术文件的基本技能。
二 课程设计任务书题目:飞锤支架加工工艺及加工孔Φ7036.00+工装设计要求:生产纲领 10000 件/年,工艺装备采用通用机床与通用刀具及专用夹具。