脚套注塑模具设计的文献综述
- 格式:pdf
- 大小:360.09 KB
- 文档页数:9
毕业设计开题报告机械设计制造及自动化可视化注塑模具设计一、前言1.1工程背景人类社会的进步与材料的使用密切相关。
其中塑料是20世纪才发展起来的一类新型材料,是高分子材料中最大的一类,由于塑料具有品种多、性能各具特色、适应性广等优点,而且生产塑料所消耗的能量低,因此塑料工业的发展保持着旺盛的势头。
目前,注塑成型技术己经广泛的应用到了塑料制品的生产中[1],其中占很大比例的塑料制品是采用此项技术制成的。
虽然注塑成型技术已经是一项比较成熟的技术,但是随着注塑制品在家电、汽车等高科技领域的应用,对制品的质量、性能及产品更新换代提出了更高的要求。
但是高质量高精度高灵敏度的严格要求成为阻止塑料制品快速进入这些高尖领域的限制和束缚,如何提高注塑制品质量和性能成为该领域的重要研究课题。
注塑成型过程是一个高度非线性、时变性的多参数作用过程。
由于此过程具有多个参数相互作用并随时间变化的特性,所以每个参数对最后制件质量的优劣都具有不同程度的影响。
为了减少最终制件的质量缺陷、提高生产质量,需要对整个成型周期中工艺参数的值进行检测控制,使对最终制件质量影响较大的工艺参数值能保持在最佳的工艺窗口内,从而确保最终制件质量达到最优[2]。
高分子材料的成型方法主要有挤出成型、注塑成型、吹塑成型、压延成型、压制成型等,其中,注塑成型因可以生产和制造形状较为复杂的制品、易于与计算机技术结合、易于实现自动化生产等优点,在高分子材料的成型加工中占有极其重要的位置[3]。
注塑成型可以一次成型结构复杂的制品,应用很广[4],但由于材料、成型工艺、模具设计、制品设计及设备等各方面的影响,注塑制品常会出现各种表观缺陷,如:填充不足、凹陷与缩痕、变色与暗纹、熔接痕、银丝与剥层、乱流纹与喷射痕、无光泽与光泽不均匀、翘曲变形、表面划伤与龟裂等[5]。
1.2可视化技术概述可视化技术,是指对于高分子材料的实际成型过程,由固体到熔融态、混炼和分散举动、熔体冷却成型等全过程都可直接观察的一项研究方法。
说明1.根据学校《毕业设计(论文)工作暂行规定》,学生必须撰写毕业设计(论文)文献综述。
文献综述作为毕业设计(论文)答辩委员会对学生答辩资格审查的依据材料之一。
2.文献综述应在指导教师指导下,由学生在毕业设计(论文)工作前期内完成,由指导教师签署意见并经所在专业教研室审查。
3.文献综述各项内容要实事求是,文字表达要明确、严谨,语言通顺,外来语要同时用原文和中文表达。
第一次出现缩写词,须注出全称。
4.学生撰写文献综述,阅读的主要参考文献应在10篇以上(土建类专业文献篇数可酌减),其中外文资料应占一定比例。
本学科的基础和专业课教材一般不应列为参考资料。
5.文献综述的撰写格式按毕业设计(论文)撰写规范的要求,字数在2000字左右。
文献综述应与开题报告同时提交。
毕业设计(论文)文献综述第2章主题部分(居中小二黑体)(段前1行,段后0.5行) (说明:主题是综述主要内容的叙述部分。
一般要叙述所选研究题目的国内外研究现状;本研究至目前的主要他人研究成果;比较各种学术观点,阐明本研究的发展趋势;目前存在的问题。
对当前工作的现状,今后的发展趋势应作重点、详尽而具体地叙述。
)(格式参照第1章)下面为表、图的排版要求:表2-1 HDPE的主要性能指标(五号宋体)(表内字小五号宋体)密度/(g/cm3) 0.941~0.965 屈服强度/MPa 22~30 体积质量/( cm3/ g) 1.03~1.06 拉伸强度/MPa 27吸水率24h/(%) <0.01 拉伸弹性模量/GPa 0.84~0.95玻璃化温度/℃-120~-125 抗弯强度/MPa 27~40熔点/℃105~137 弯曲弹性模量/GPa 1.1~1.4 计算收缩率/(%) 1.5~3.0 抗压强度/MPa 22比热容/(J/(kg·K) 2310 抗剪强度/MPa —注:表要求绘制,不允许剪贴图2-1 原始铝合金磨痕形貌(五号宋体)毕业设计(论文)文献综述。

毕业设计开题报告机械设计制造及自动化注塑成型工艺及模具设计发展趋势1前言部分1.1模具工业的地位用模具生产的塑料制品(简称塑料)具有高精度、高复杂程度、高一致性、高生产率和低消耗等特点,因此广泛用于仪器、仪表、家用电器、汽车行业。
模具又是“效益放大器”,用模具生产的最终产品的价值,往往是模具价值的几十倍、上百倍。
模具技术已成为衡量一个国家产品制造水平高低的重要标志,决定着产品的质量、效益和新产品的开发能力。
美国工业界认为“模具工业是美国工业的基石”,日本则称“模具是促进社会繁荣富裕的动力”。
[1]1.2我国模具现状分析整体来看,中国塑料模具无论是在数量上,还是在质量、技术和能力方面都有了很大进步,但与国民经济发展的需求、世界先进水平相比,差距人很大。
一些大型、精密、复杂、长寿命的中高档塑料模具每年人需要大量进口。
在总量供不应求的同时,一些低档塑料模具却供过于求,市场竞争激烈,还有一些技术含量不太高的中档塑料模具也具有供过于求的趋势。
[2]中国模具塑料行业和国外先进水平相比,主要存在以下问题:[1]发展不平衡,产品总体水平较低。
生产方式和企业管理等的总体水平与国外工业发达国家相比尚有10年以上的差距。
[2]工艺装备落后,组织协调能力差。
[3]大多数企业开发能力弱,创新能力明显不足。
[4]供需矛盾短期难以缓解。
[5]体制和人才问题的解决尚需时日。
在信息化代工工业发展的今天,我们既要看到成绩,又要重视落后,要抓住机遇,采取措施,在经济全球化趋向日渐加速的情况下,尽快提高塑料模具水平,融入到国际市场中去,以促进中国模具行业的快速发展。
[2]2主题部分2.1塑料成型方法2.1.1塑料概念塑料为合成的高分子化合物{聚合物(polymer)},又可称为高分子或巨分子(macromolecules),也是一般俗称的塑料(plastics)或树脂(resin),可以自由改变形体样式。
是利用单体原料以合成或缩合反应聚合而成的材料,由合成树脂及填料、增塑剂、稳定剂、润滑剂、色料等添加剂组成的。

模具设计文献综述1.前言模具是工业生产中的重要工艺装备,是国民经济各部门发展的重要基础,是衡量一个国家生产力发展水平的重要标志之一,模具已成为当代工业生产的重要手段和工艺发展方向。
随着改革开放和国民经济的高速发展,推动了模具技术和模具工业的新发展,在仪器仪表、家用电器、交通、通讯等各行业中,75%的粗加工工业产品零件、50%的精加工零件由模具成形,绝大部分塑料制品也由模具成形[1]。
模具设计水平的高低、模具制造能力强弱以及模具质量的优劣,直接影响各种产品的质量、经济效益的增长及整体工业水平的提高,现代工业产品的品种发展和生产效益的提高,在很大程度上取决于模具的发展和技术经济水平。
模具工业已成为高新技术产业的一个重要组成部分,现代模具是高技术背景下的工艺密集型工业。
模具技术水平的高低,在很大程度上决定着产品的质量、效益和新产品的开发能力。
同时,模具产业带动作用很强。
现在很多地方开始重视模具行业的发展了,他们认识到当地的产业优势如果要发展,不发展相应的模具产业就没有后劲。
模具是效益放大器,模具是供给制品产业的,可以使相关工业的效益比自身增加约一百倍,因此它的带动作用就大。
模具的发展,不光是带动了自己行业的发展,而且向全国各地方提供模具,实际上是支持了全国相关行业的发展。
模具技术涉及新技术、新工艺、新材料、新设备的开发与推广应用,是一门技术综合性强的精密基础工艺装备技术,是冶金、材料、理化、计量、摩擦与润滑、机电一体化、计算机等多门学科以及铸、锻、热处理、机加工、检测等诸多工种共同打造的系统工程[2]。
用模具生产制品所表现出来的高效率、低消耗、高一致性、高精度和高复杂程度是其他任何加工制造方法所不及的。
由此可见,模具制造业已成为与高新技术产业互为依托的产业,模具工业技术水平的高低已成为衡量国家制造业水平的重要标志之一[3]。
冲压是利用安装在冲压设备上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法[4]。
注塑模具设计摘要:塑料产品一般采用注塑成型方法生产,因而塑料模具已成为一种重要的生产工艺装备,在国民经济中起着越来越重要的作用。
随着塑料产品在家电、电子和机械等产品和日常用品中的越来越广泛应用,对塑料模具的设计和制造的要求也越来越高。
传统的手工设计与制造方式早已满足不了生产发展的需要。
模具型腔形状和模具结构越来越复杂,模具精度要求越来越高,生产周期要求越来越短。
现代模具工业正逐步成为国民经济的主要行业。
为了适应这种发展趋势,各模具厂都广泛采用新技术,提升竞争力。
关键词:塑料模具/注塑成型/模具设计/模具精度1引言近年来,模具的发展越来越多的被人们所重视,它凝聚了各类高新技术,能快速精密地直接把材料成型、焊接、装配成零部件、组件或产品,其效率、精度、流线、超微型化、节能、环保,以及产品的性能、外观等,都是传统工艺方法所望尘莫及的[ 1 ]。
随着国民经济的发展,人们对塑料制品的需求日益提高,作为塑料制品成型加工中最为普遍的注塑成型工艺技术,在不断注入高新技术的基础上,近年来获得了长足的进步,如热流道技术、自干扰流动等,塑料注塑制品已成为国民经济建设、国防建设和人们日常生活中不可短缺的用品,且对其需求程度越来越大[ 2 ]。
由于我国塑料工业的快速发展,特别是工程塑料的高速发展,我国塑料模具的发展速度仍将继续高于模具工业的整体发展速度。
在生产量高速增长的情况下,中国塑料模具水平也有很大提高。
但在创新开发方面的投入仍显不足,模具行业内综合开发能力的提升已严重滞后于生产能力。
2 CAD在注塑模具中的应用2.1 Solidworks 简介在西方先进工业国,注射模CAD技术的应用已非常普遍。
微机软件在模具行业中发挥着越来越重要的作用。
在90年代后期,基于Windows操作系统的新一代微机软件,如UG、PRO/E和Solidworks 等崭露头角,Solidworks 作为一套三维机械CAD 设计自动化软件产品,它以参数化和基于特定建模的技术,提供了一个良好的设计环境,其具有的唯一的数据库结构将所有工程项目之间数据关联,从而使整个产品从设计到制造紧密联系在一起,让工程技术人员得以并行地开发设计新产品,缩短研制周期,提高生产效率。

注塑模具制造技术摘要:高分子材料成型加工技术是一种国家经济发达程度旳标志之一。
由于最终体现材料作用旳是其制品旳品种、数量和质量,材料只有通过多种成型加工手段,形成最终产品(制品),才能体现其功能和价值。
而新材料、新产品、新技术旳产生在某种意义上取决于成型加工工艺技术和成型加工机械旳突破。
注塑成型是塑料制品成型旳一种重要措施。
几乎所有旳热塑性塑料、多种热固性塑料和橡胶都可用此法成型。
在中国,目前注塑制品约占塑料制品总量旳30%左右,注塑机占塑料机械总产值旳38%左右。
注塑成型可制造多种形状、尺寸、精度、性能规定旳制品。
注塑制品包括小到几克甚至几毫克旳多种仪表小齿轮、微电子元件、医疗微器械等,大到几公斤旳电视机、洗衣机外壳、汽车用塑料件,甚至几万克旳制品。
关键词:高分子材料/注塑成型/形状/尺寸/精度/性能1注塑模具制造技术旳发展趋势运用注塑模具CAX软件,设计与工程人员可完毕注塑制品构造模具概念设计、CAE 分析、模具评价、模具构造设计和CAM等虚拟与现实工作,运用注塑模流分析技术,能预先分析模具设计旳合理性减少试模次数,加紧产品研发,提高企业效率。
注射模旳重要性:1)塑料具有质量轻、比强度大、绝缘性好、成型生产率高和价格低廉等长处。
塑料已成为金属旳良好代用材料,出现了金属材料塑料化旳趋势。
2)由于汽车轻量化、低能耗旳发展规定,汽车零部件旳材料构成发生明显旳以塑代钢旳变化。
从国内外汽车塑料应用旳状况看,汽车塑料旳用量已成为衡量汽车生产技术水平旳重要标志。
3)注塑成型由于可以一次成型多种构造复杂、尺寸精密和带有金属嵌件旳制品,并且成型周期短,可以一模多腔,大批生产时成本低廉,易于实现自动化生产,因此在塑料加工行业中占有非常重要旳地位。
1.2C AX技术旳必要性1)老式旳塑料注射成型开发措施重要是尝试法,根据设计者有限旳经验和比较简朴旳计算公式进行产品和工艺开发。
因此开发过程中要反复试模和修模,导致生产周期长、费用高,产品质量难以得到保证对于成型大型制品和精密制品。

毕业设计(论文)模具设计综述专业:______机械电子工程___________姓名:______李政锦__________模具设计综述、进入21世纪以来,模具技术已成为衡量一个国家产品制造水平高低的重要标志,因为模具在很大程度上决定着产品的质量、效益和新产品的开发能力。
随着塑料制品复杂程度和精度要求的提高以及生产周期的缩短,主要依靠经验的传统模具设计方法已不能适应市场的要求。
模具是生产各种工业产品的重要工艺装备,随着塑胶工业的迅速发展以及塑胶制品在航空、航天、电子、机械、船舶和汽车等部门的推广应用,产品对模具的要求越来越高,传统的模具设计方法以无法适应产品更新换代和提高质量的要求。
电脑辅助工程(CAE)技术已成为塑胶产品开发、模具设计及产品加工中这些薄弱环节的最有效的途径。
同传统的模具设计相比,CAE技术无论在提高生产率、保证产品质量还是在降低成本、减轻劳动强度等方面,都具有很大优越性。
一、模具的国内外发展史1、模具的国内发展史模具技术的起源可以追溯到我国古代。
在我国原始社会末期就出现了青铜器,这标志着我国古代采用模型塑造产品的技术已经有了一定的水平,但当时的模型塑造技术主要用在兵器的制造中。
1986年,四川广汉三皇堆发掘的两个发掘出的两个商代祭祀坑出土了近千件精绝伦的珍贵文物,其中有大小不同的青铜器人头像等,这表明我国在商代已经开始使用模具来成型青铜物具。
到春秋战国时期,各种农作器具、战争武器的制作,是模具技术的运用渐趋成熟。
1998年底,从秦岭底下宫殿军备库陪葬坑中出土的秦剑、矛、车马等其他军用装备证明:到了秦朝时期,青铜兵器的铸造技术、规模及铸后的加工技术已经到达到了较为先进的水平。
20世纪上半叶,我国工业基础薄弱,模具用的很少。
抗战时期,大都是私人开办的模具作坊在加工,制作一些简易模具。
模具技术的传承也一般是以有经验的钳工师傅手把手带徒弟的方式进行。
抗战胜利后经济萧条。
工业水平底下,汽车工业仅做些维修工作,对模具的需求量都很小。
目录前言摘要第一章零件的工艺分析 (4)1.1材料的选择………………………………………………41.2 产品工艺性与结构分析 (5)第二章模具结构设计 (6)2.1 型腔数量以及排列方式 (6)2.2 初选注射机。
(6)2.3 分型面的设计 (7)2.4 浇注系统与排溢系统的设计 (9)2.5 成型零件的设计…………………………………………151. 凹模的设计 (15)2. 型心尺寸的计算 (21)3. 模具型腔侧壁和底版厚度的计算 (26)2.6 推出机构的设计…………………………………………292.7 侧向分型与抽芯机构的设计……………………………322.8 注射机参数的较核………………………………………34前言毕业设计是在修完所有课程之后,我们走向社会之前的一次综合性设计。
在此次设计中,主要用到所学的注射模设计,以及机械设计等方面的知识。
着重说明了一副注射模的一般流程,即注射成型的分析、注射机的选择及相关参数校核、模具的结构设计、注射模具设计的有关计算、模具总体尺寸的确定与结构草图的绘制、模具结构总装图和零件工作图的绘制、全面审核投产制造等。
其中模具结构的设计既是重点又是难点,主要包括成型位置的及分型面的选择,模具型腔数的确定及型腔的排列和流道布局和浇口位置的选择,模具工作零件的结构设计,侧面分型及抽芯机构的设计,推出机构的设计,拉料杆的形式选择,排气方式设计等。
通过本次毕业设计,使我更加了解模具设计的含义,以及懂得如何查阅相关资料和怎样解决在实际工作中遇到的实际问题,这为我们以后从事模具职业打下了良好的基础。
本次毕业设计也得到了广大老师和同学的帮助,在此一一表示感谢!由于实践经验的缺乏,且水平有限,时间仓促。
设计过程中难免有错误和欠妥之处,恳请各位老师和同学批评指正。
在编写说明书过程中,我参考了《塑料模成型工艺与模具设计》、《实用注塑模设计手册》和《模具制造工艺》等有关教材。
引用了有关手册的公式及图表。
塑料注射成型模具设计文献综述11021470125 毛辉武摘要:本文将对塑料注射成型模具进行综述,介绍了模具行业的发展状况,以及我们模具与国外存在的差距与我们塑料模具的发展趋势;介绍了塑料模具,以及计算机CAD辅助技术,逆向技术、热流道技术、微注射成型技术在塑料模具中的应用与塑料模具技术的发展。
关键词:模具塑料注射成型模具 CAD逆向技术Abstract:This article will carry on the summary to the PlasticInjection Molding Mold. Briefed the mold profession development condition, as well as our mold and overseas existence disparity and our plastic mold's trend of development. Introduced the plastic mold, as well as computer auxiliary technology, reversion technology, hot flow channel technology, micro injection molding technology in plastic mold's application and plastic mold technology development.Keywords: mold,plastic injection molding mold ,CAD ,reverse technology模具的历史模具的出现可以追溯到几千年前的陶器时代和青铜器铸造年代,但其大规模使用却是随着现代工业的掘起而发展起来的。
进入70年代向高速化、精密化、启动化、安全化发展的第二阶段。
在这个过程中不断涌现各种高效率、高寿命、高精度的多功能自动模具。
第1章注塑模具设计综述随着塑料制品日益广泛的应用,在注塑成型过程中起着重要作用的模具越来越受到重视。
除了塑料制品的表面质量、成型精度完全由模具决定之外,塑料制品的内在质量、成型效率也受模具的控制,所以如何高质量,简明、快捷和规范化地设计注塑模具,成为发挥注塑成型工艺优越性、扩大注塑制品应用的首要问题。
在本章中将介绍注塑模具的组成、类型和设计程序等方面的内容。
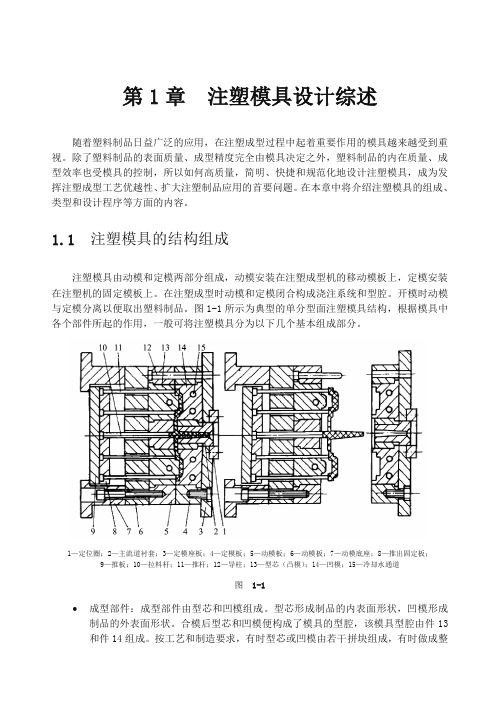
1.1注塑模具的结构组成注塑模具由动模和定模两部分组成,动模安装在注塑成型机的移动模板上,定模安装在注塑机的固定模板上。
在注塑成型时动模和定模闭合构成浇注系统和型腔。
开模时动模与定模分离以便取出塑料制品。
图1-1所示为典型的单分型面注塑模具结构,根据模具中各个部件所起的作用,一般可将注塑模具分为以下几个基本组成部分。
1—定位圈;2—主流道衬套;3—定模座板;4—定模板;5—动模板;6—动模板;7—动模底座;8—推出固定板;9—推板;10—拉料杆;11—推杆;12—导柱;13—型芯(凸模);14—凹模;15—冷却水通道图 1-1成型部件:成型部件由型芯和凹模组成。
型芯形成制品的内表面形状,凹模形成制品的外表面形状。
合模后型芯和凹模便构成了模具的型腔,该模具型腔由件13和件14组成。
按工艺和制造要求,有时型芯或凹模由若干拼块组成,有时做成整2Pro/ENGINEER中文野火版2.0教程——塑料模具设计体,仅在易损坏、难加工的部件采用镶件。
∙浇注系统:浇注系统又称为流道系统,它是将塑料熔体由注塑机喷嘴引向型腔的一组进料通道,通常由主流道、分流道、浇口和冷料穴组成。
浇注系统的设计十分重要,它直接关系到塑件的成型质量和生产效率。
∙导向部件:为了确保动模与定模合模时能准确对接,在模具中必须设置导向部件。
在注塑模中通常采用四组导柱与导套来组成导向部件,有时还需在动模和定模上分别设置互相吻合的内、外锥面来辅助定位(第6.3节中会详细讲解)。
为了避免在制品推出过程中推板发生歪斜现象,一般在模具的推出机构中还设有使推板保持水平运动的导向部件,如导柱和导套。

毕业设计开题报告机械设计制造及其自动化关于注射模具结构设计1前言1.1 CAD发展概况CAD即计算机辅助设计的英文简称(Computer Aided Design)。
计算机的应用,使得设计人员在设计过程中,能充分发挥计算机的强大算术逻辑运算功能、大容量信息存储与快速信息查找的能力,完成信息管理、数值计算、分析模拟、优化设计和绘图等项任务;而设计人员集中精力进行有效的创造性思维,从而更好地完成从设计方案的提出、评介、分析模拟与修改到具体设计实现的设计全过程.对于机械行业来讲,通用的CAD件是AutoCAD,但AutoCAD是一种通用的绘图软件,对机械行业针对性差,不过幸运的是,AutoCAD是个开放性软件,可以对它进行二次开发,如采用Autolisp,ADS,ARX甚至采用VB语言等,现今的高华CAD、天目CAD就是在该软件的基础上开发的机械专业CAD。
由于二次开发的深入,加强了参数化设计、智能化设计等,这样充分发挥了计算机的强大的搜索功能和运算功能。
在国外,塑料机械工业中大量使用CAD技术始于七十年代末期.首先是在模具(die and mould)设计和制造部门。
目前国外的模具CAD/CAM技术已经达到相当高的水平。
据前西德联邦贸易部在1981年的报导,西德25%的模具(机头)是采用CAD/CAM技术设计和生产的。
美国塑料行业的CAD/CAM 技术的发展也极为迅速,其CAD软件销售量以每年30%的增长率上升。
英国67%的塑料模具是用CAD技术设计的。
而我国塑料模具CAD仅仅处于开发使用初期,目前还是以软件引进为主[4]。
1.2 模具工业及鞋模制造概况作为工业生产基础工艺装备的模具,在国民经济中占有重要的地位,模具技术也已成为衡量一个国家产品制造水平的重要标志之一。
我国模具工业在政府十分重视及关怀下,并提出相应的优惠政策进行模具技术开发,在模具工业中大量采用先进技术和设备,努力提高模具设计和制造水平,取得显著的经济效益。
毕业设计开题报告机械设计制造及自动化注塑成型工艺及模具设计发展趋势1前言部分1.1模具工业的地位用模具生产的塑料制品(简称塑料)具有高精度、高复杂程度、高一致性、高生产率和低消耗等特点,因此广泛用于仪器、仪表、家用电器、汽车行业。
模具又是“效益放大器”,用模具生产的最终产品的价值,往往是模具价值的几十倍、上百倍。
模具技术已成为衡量一个国家产品制造水平高低的重要标志,决定着产品的质量、效益和新产品的开发能力。
美国工业界认为“模具工业是美国工业的基石”,日本则称“模具是促进社会繁荣富裕的动力”。
[1]1.2我国模具现状分析整体来看,中国塑料模具无论是在数量上,还是在质量、技术和能力方面都有了很大进步,但与国民经济发展的需求、世界先进水平相比,差距人很大。
一些大型、精密、复杂、长寿命的中高档塑料模具每年人需要大量进口。
在总量供不应求的同时,一些低档塑料模具却供过于求,市场竞争激烈,还有一些技术含量不太高的中档塑料模具也具有供过于求的趋势。
[2]中国模具塑料行业和国外先进水平相比,主要存在以下问题:[1]发展不平衡,产品总体水平较低。
生产方式和企业管理等的总体水平与国外工业发达国家相比尚有10年以上的差距。
[2]工艺装备落后,组织协调能力差。
[3]大多数企业开发能力弱,创新能力明显不足。
[4]供需矛盾短期难以缓解。
[5]体制和人才问题的解决尚需时日。
在信息化代工工业发展的今天,我们既要看到成绩,又要重视落后,要抓住机遇,采取措施,在经济全球化趋向日渐加速的情况下,尽快提高塑料模具水平,融入到国际市场中去,以促进中国模具行业的快速发展。
[2]2主题部分2.1塑料成型方法2.1.1塑料概念塑料为合成的高分子化合物{聚合物(polymer)},又可称为高分子或巨分子(macromolecules),也是一般俗称的塑料(plastics)或树脂(resin),可以自由改变形体样式。
是利用单体原料以合成或缩合反应聚合而成的材料,由合成树脂及填料、增塑剂、稳定剂、润滑剂、色料等添加剂组成的。
文献综述模具中的机械设计制造业信息化是企业发展的必要手段,国家将信息制造业的发展提高到关系国家生存的高度上来。
以信息化带动工业化,是信息化与工业化融为一体,相互促进,共同发展,是具有中国特色的跨越式发展的必经之路。
信息化主导下的产品设计具有设计直观快速,易于修改,管理简单,观察方便,产品成型分析等一系列的优势,因此信息化是未来发展的必然趋势。
1、我国模具基本情况我国模具生产最为集中的地区在珠三角和长三角地区,约占全国模具总产值的三分之二以上,模具发展有力地支持着这两个地区工业的快速发展。
从1999年至2009年产值从250亿元增长到979.45亿元,年均增长率在14.8%;进口从9.8274亿美元增至19.64亿美元;出口从1.328亿美元增至18.43亿美元;进口:出口从6.6:1跌至1.06:1。
表明了我国模具工业总产值呈逐年递增趋势,模具进口金额的增幅有逐年下降的趋势,出口比例逐年加大,同时反映我国模具任是供不应求的状态,仍为世界上模具年进口量较大的国家。
2、发展趋势随着我过模具行业的发展,简单模具的设计和制造都没有困难,模具行业将向大型、精密、复杂、高效、长寿命和多功能方向发展。
模具标准件的应用将日渐广泛,模具标准化及模具标准件的应用能极大地影响模具制造周期。
使用模具标准件不但能缩短模具制造周期,而且能提高模具质量和降低模具制造成本另外采用计算机控制和机械手操作的快速换模装置、快速试模装置技术也会得到发展和提高。
3、存在的问题我国塑料模具行业与其发展需要和国外先进水平相比,主要存在六个方面的问题。
(1)发展不平衡,产品总体水平较低。
虽然个别企业的产品己达到相当高的水平,个别企业的部分产品已达到或接近国际水平,但总体来看,模具的精度、型腔表面粗糙度、生产周期、寿命等指标与国外先进水平相比尚有较大差距。
包括生产方式和企业管理在内的总体水平与国外工业发达国家相比尚有10年以上的差距。
(2)工艺装备落后,组织协调能力差。

模具的文献综述1.1 模具工业在国民经济中的地位模具是工业产品生产用的重要工艺装备,在现代工业生产中,60%~90%的工业产品需要使用模具,模具工业已成为工业发展的基础,许多新产品的开发和研制在很大程度上都依赖于模具生产,特别是汽车、摩托车、轻工、电子、航空等行业尤为突出.模具作为一种高附加值和技术密集型产品,其技术水平的高低已成为衡量一个国家产品制造水平的重要标志之一,它在很大程度上决定着产品的质量,效益和新产品的开发能力。
振兴和发展我国的模具工业,正日益受到人们的关注。
早在1989年,在国务院颁布的《关于当前产业政策要点的决定》中,模具被列为机械工业技术改造序列的首位。
1997年以来,又相继把模具及其加工技术和设备列入《当前国家重点鼓励发展的产业、产品和技术目录》和《鼓励外商投资产业目录》.经国务院批准,从1997年开始对部分模具企业实行了增值税返还70%的优惠政策。
所有这些国家对模具工业采取的优惠政策也将对其发展提供有力支持模具是工业生产的基础装备,被称为“工业之母”。
75%的粗加工工业产品零件、50%的精加工零件由模具成型,绝大部分塑料制品也由模具成型。
作为国民经济的基础工业,模具涉及机械、汽车、轻工、电子、化工、冶金、建材等各个行业,应用范围十分广泛。
模具技术水平的高低,在很大程度上决定着产品的质量、效益和新产品的开发能力,因此模具工业的发展水平标志着一个国家工业水平及产品开发能力塑料成型工业是随着石油工业的发展应运而生的一种新兴的工业。
在短短的几十年内塑料成型模具的应用在各类模具的应用中就占有了与冲压模齐驾并驱的“老大”位置.目前,由于用模具生产的塑料制品具有高精度、高复杂程度、高一致性、高生产率、质量稳定和低消耗等特点,塑料制件几乎已经进入了一切工业部门以及人民日常生活的各个领域.特别是在办公设备、照相机、汽车、仪器仪表、机械制造、交通、电信、轻工、建筑业产品、日用品以及家用电器行业中的电视机、收录机、洗衣机、电冰箱和手表的壳体等零件,都已经向塑料化方向发展。

注塑模具设计英文参考文献Injection molding is a widely used manufacturing process used to produce complex and precise components. The design of injection molding molds plays a crucial role in ensuring high-quality molded products. This article provides a review of the existing literature on injection molding mold design.The first key component of an injection mold is the cavity and core. The cavity is the space in which the plastic material is molded, while the core forms the internal shape of the product. The design of the cavity and core depends on the geometry and complexity of the molded part. Several strategies are used to ensure that the cavity and core align precisely, such as the use of locating rings and holes. The design of gating, venting, and runner also plays a crucial role in the mold design process. Gates are the entry points of the molten material into the mold, while the runner delivers the molten material to the cavity. The venting system ensures the escape of gases that are generated during the molding process and helps reduce defects such as air bubbles.The second critical component of injection molding mold design is the cooling system. The cooling system removes heat from the molten plastic and the mold to control the temperature of the molded product. The cooling channels are typically designed to follow the contour of the mold cavity and core and are positioned in such a way that they can cool the plastic material uniformly. Several studies have been conducted on the effect of cooling channel design on the quality of the molded part. For example, the use of conformal cooling channels, which are channels that follow the contour of the mold cavity, has been shown to reduce cycletime and improve part quality.The third critical component of injection molding mold design is the ejection system. The ejection system ejects the molded product from the mold after it has cooled and solidified. The design of the ejection system depends on the shape and geometry of the molded product, the location of the gate and runner, and the molding material. Several strategies are used to ensure that the ejection system operates smoothly, such as the use of ejector pins, the use of hydraulic ejection systems, and the use of air ejection systems.Finally, several simulation tools are used to optimize the mold design process. These tools can be used to predict the behavior of the plastic material during the injection molding process. Simulation tools can also be used to optimize the cooling system and reduce cycle time.In conclusion, injection molding mold design is a complex process that involves the design of the cavity and core, gating and venting, cooling system, and ejection system. These components must be designed to ensure that the molded product is of high quality and is produced efficiently. Several simulation tools are available to optimize the mold design process and reduce costs. The literature on injection molding mold design provides valuable insights into the design of molds for various applications.。